Спосіб розмірної обробки дугою глибоких отворів
Формула / Реферат
Спосіб розмірної обробки дугою глибоких отворів, що включає нагнітання робочої рідини в торцевий міжелектродний зазор під технологічним тиском за напрямком від периферії до центру електрода-інструмента, який відрізняється тим, що обробку здійснюють при пружному радіальному направленні електродотримача (штока) відносно прошитого отвору.
Текст
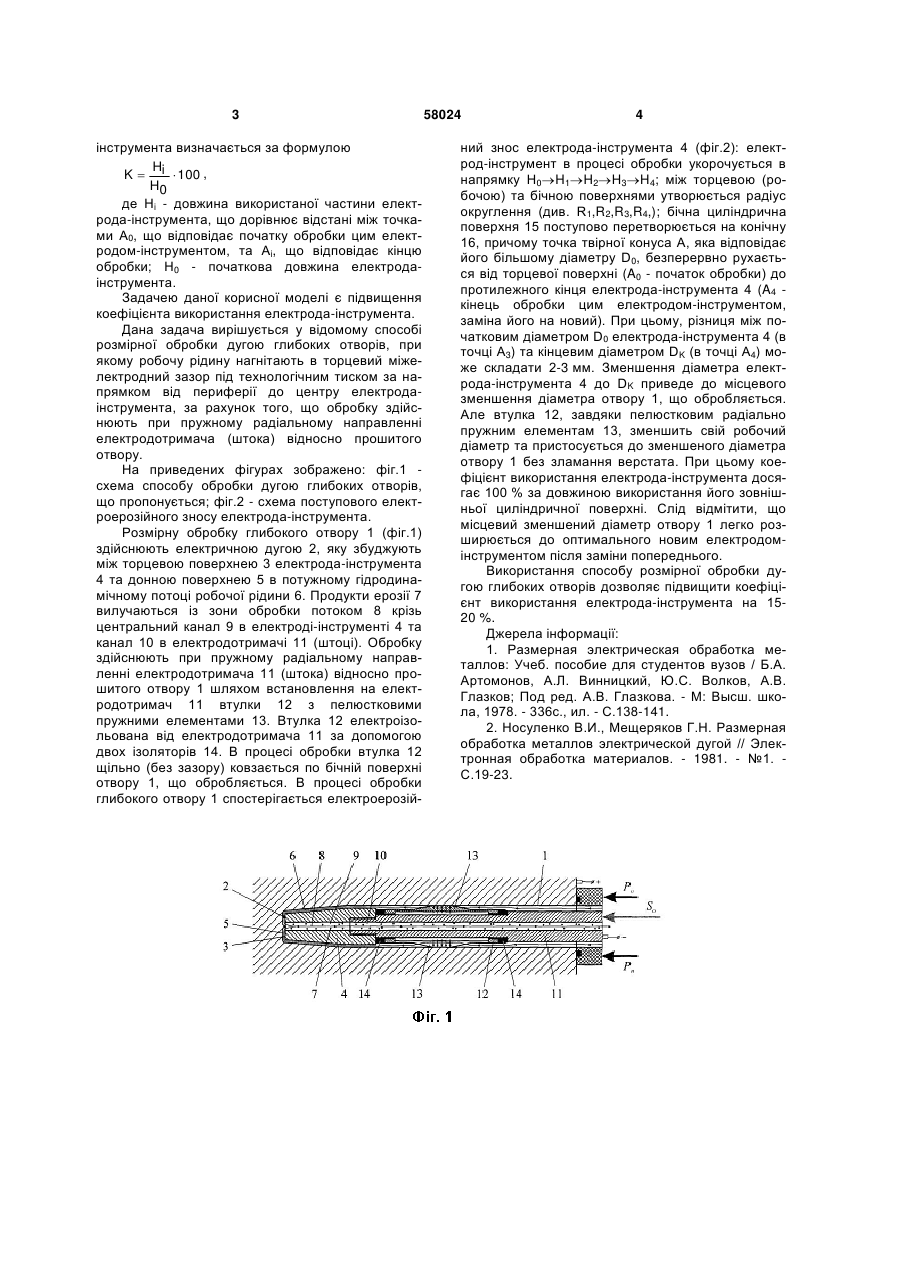
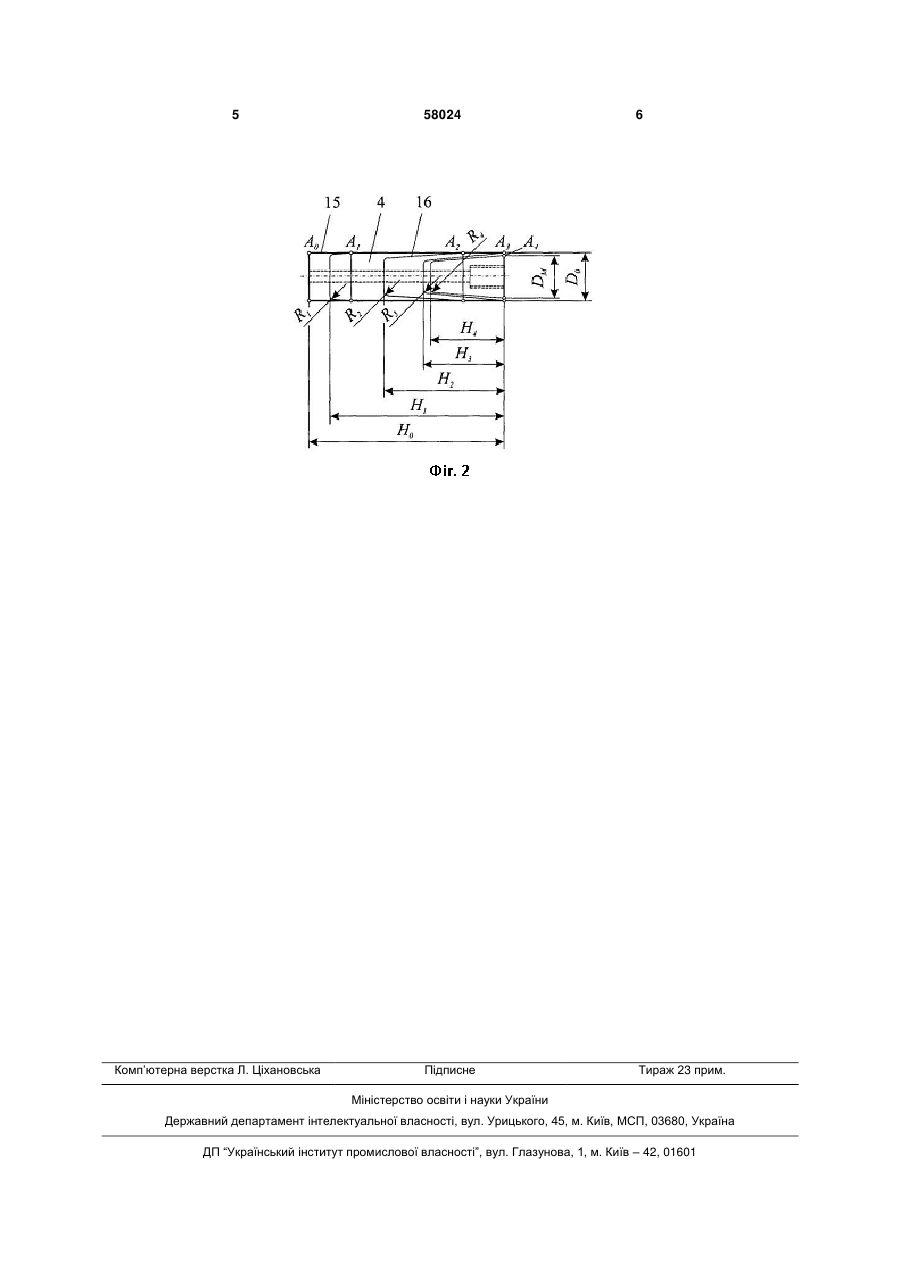
Спосіб розмірної обробки дугою глибоких отворів, що включає нагнітання робочої рідини в торцевий міжелектродний зазор під технологічним тиском за напрямком від периферії до центру електрода-інструмента, який відрізняється тим, що обробку здійснюють при пружному радіальному направленні електродотримача (штока) відносно прошитого отвору. (19) (21) u201011036 (22) 13.09.2010 (24) 25.03.2011 (46) 25.03.2011, Бюл.№ 6, 2011 р. (72) БОКОВ ВІКТОР МИХАЙЛОВИЧ (73) КІРОВОГРАДСЬКИЙ НАЦІОНАЛЬНИЙ ТЕХНІЧНИЙ УНІВЕРСИТЕТ 3 інструмента визначається за формулою H K i 100 , H0 де Hi - довжина використаної частини електрода-інструмента, що дорівнює відстані між точками A0, що відповідає початку обробки цим електродом-інструментом, та Аi, що відповідає кінцю обробки; H0 - початкова довжина електродаінструмента. Задачею даної корисної моделі є підвищення коефіцієнта використання електрода-інструмента. Дана задача вирішується у відомому способі розмірної обробки дугою глибоких отворів, при якому робочу рідину нагнітають в торцевий міжелектродний зазор під технологічним тиском за напрямком від периферії до центру електродаінструмента, за рахунок того, що обробку здійснюють при пружному радіальному направленні електродотримача (штока) відносно прошитого отвору. На приведених фігурах зображено: фіг.1 схема способу обробки дугою глибоких отворів, що пропонується; фіг.2 - схема поступового електроерозійного зносу електрода-інструмента. Розмірну обробку глибокого отвору 1 (фіг.1) здійснюють електричною дугою 2, яку збуджують між торцевою поверхнею 3 електрода-інструмента 4 та донною поверхнею 5 в потужному гідродинамічному потоці робочої рідини 6. Продукти ерозії 7 вилучаються із зони обробки потоком 8 крізь центральний канал 9 в електроді-інструменті 4 та канал 10 в електродотримачі 11 (штоці). Обробку здійснюють при пружному радіальному направленні електродотримача 11 (штока) відносно прошитого отвору 1 шляхом встановлення на електродотримач 11 втулки 12 з пелюстковими пружними елементами 13. Втулка 12 електроізольована від електродотримача 11 за допомогою двох ізоляторів 14. В процесі обробки втулка 12 щільно (без зазору) ковзається по бічній поверхні отвору 1, що обробляється. В процесі обробки глибокого отвору 1 спостерігається електроерозій 58024 4 ний знос електрода-інструмента 4 (фіг.2): електрод-інструмент в процесі обробки укорочується в напрямку H0H1H2H3H4; між торцевою (робочою) та бічною поверхнями утворюється радіус округлення (див. R1,R2,R3,R4,); бічна циліндрична поверхня 15 поступово перетворюється на конічну 16, причому точка твірної конуса А, яка відповідає його більшому діаметру D0, безперервно рухається від торцевої поверхні (A0 - початок обробки) до протилежного кінця електрода-інструмента 4 (A4 кінець обробки цим електродом-інструментом, заміна його на новий). При цьому, різниця між початковим діаметром D0 електрода-інструмента 4 (в точці A3) та кінцевим діаметром DK (в точці A4) може складати 2-3 мм. Зменшення діаметра електрода-інструмента 4 до DK приведе до місцевого зменшення діаметра отвору 1, що обробляється. Але втулка 12, завдяки пелюстковим радіально пружним елементам 13, зменшить свій робочий діаметр та пристосується до зменшеного діаметра отвору 1 без зламання верстата. При цьому коефіцієнт використання електрода-інструмента досягає 100 % за довжиною використання його зовнішньої циліндричної поверхні. Слід відмітити, що місцевий зменшений діаметр отвору 1 легко розширюється до оптимального новим електродомінструментом після заміни попереднього. Використання способу розмірної обробки дугою глибоких отворів дозволяє підвищити коефіцієнт використання електрода-інструмента на 1520 %. Джерела інформації: 1. Размерная электрическая обработка металлов: Учеб. пособие для студентов вузов / Б.А. Артомонов, А.Л. Винницкий, Ю.С. Волков, А.В. Глазков; Под ред. А.В. Глазкова. - М: Высш. школа, 1978. - 336с., ил. - С.138-141. 2. Носуленко В.И., Мещеряков Г.Н. Размерная обработка металлов электрической дугой // Электронная обработка материалов. - 1981. - №1. С.19-23. 5 Комп’ютерна верстка Л. Ціхановська 58024 6 Підписне Тираж 23 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of dimensional machining by arc of deep holes
Автори англійськоюBokov Viktor Myhailovych
Назва патенту російськоюСпособ размерной обработки дугой глубоких отверстий
Автори російськоюБоков Виктор Михайлович
МПК / Мітки
МПК: B23P 13/00
Мітки: дугою, обробки, глибоких, спосіб, отворів, розмірної
Код посилання
<a href="https://ua.patents.su/3-58024-sposib-rozmirno-obrobki-dugoyu-glibokikh-otvoriv.html" target="_blank" rel="follow" title="База патентів України">Спосіб розмірної обробки дугою глибоких отворів</a>
Спосіб розмірної обробки електричною дугою наскрізних отворів та стрижнів
Номер патенту: 51049
Опубліковано: 15.11.2002
Автори: Боков Віктор Михайлович, Попова Маргарита Іванівна, Шмельов Віталій Миколайович
МПК: B23P 6/00
Мітки: дугою, розмірної, спосіб, отворів, обробки, наскрізних, електричною, стрижнів
Формула / Реферат:
Спосіб розмірної обробки електричною дугою наскрізних отворів та стрижнів з прокачуванням робочої рідини крізь міжелектродний зазор під технологічним тиском, який відрізняється тим, що обробку здійснюють одним двоступінчастим електродом-інструментом послідовно в три етапи: на першому етапі (чорнова обробка нижнім ступенем: знімання основного за об'ємом припуску) силу технологічного струму підтримують на максимально можливому рівні (I =...
Спосіб розмірної обробки електричною дугою дрібних отворів та щілин

Номер патенту: 19986
Опубліковано: 15.01.2007
Автори: Боков Віктор Михайлович, Павленко Олег Вікторович
МПК: B23P 6/00
Мітки: спосіб, обробки, отворів, дугою, розмірної, щілин, електричною, дрібних
Формула / Реферат:
1. Спосіб розмірної обробки електричною дугою дрібних отворів та щілин при прокачуванні робочої рідини під технологічним тиском через торцевий міжелектродний зазор за напрямком від периферії до центра електрода-інструмента, який відрізняється тим, що обробку здійснюють при видаленні робочої рідини разом з продуктами ерозії із технологічного каналу в електроді-інструменті за напрямком зверху вниз, тобто з використанням гравітаційної...
Спосіб розмірної обробки електричною дугою глухих отворів та стрижнів з похилою по відношенню до стартової поверхні електрода-заготовки торцевою поверхнею
Номер патенту: 55619
Опубліковано: 15.04.2003
Автори: Боков Віктор Михайлович, Шмельов Віталій Миколайович
МПК: B23H 1/00, B23H 3/00, B23K 7/00
Мітки: спосіб, стрижнів, електричною, поверхні, електрода-заготовки, розмірної, дугою, обробки, торцевою, поверхнею, відношенню, похилою, отворів, глухих, стартової
Формула / Реферат:
Спосіб розмірної обробки електричною дугою глухих отворів та стрижнів з похилою по відношенню до стартової поверхні електрода-заготовки торцевою поверхнею, при якому робочу рідину прокачують крізь міжелектродний зазор під технологічним тиском, який відрізняється тим, що обробку в початковій фазі процесу здійснюють при прокачуванні робочої рідини крізь штучний торцевий міжелектродний зазор, який утворено торцевою поверхнею...
Спосіб розмірної обробки електричною дугою отворів та порожнин

Номер патенту: 22072
Опубліковано: 30.04.1998
Автори: Боков Віктор Михайлович, Попова Маргарита Іванівна
МПК: B23H 7/00
Мітки: спосіб, отворів, порожнин, електричною, дугою, обробки, розмірної
Формула / Реферат:
1. Спосіб розмірної обробки електричною дугою отворів та порожнин, що мають паралельні бічні стінки і стартову обробляєму поверхню не паралельну донної поверхні отвору, при якому робочу рідину нагнітають із герметизованої камери у торцевий міжелектродний зазор під тиском у напрямку від периферії до центру електрода-інструмента, який відрізняється тим, що нагнітання робочої рідини у торцевий міжелектродний зазор здійснюють крізь штучний...
Спосіб розмірної обробки електричною дугою тіл обертання непрофільованим електродом-інструментом
Номер патенту: 25645
Опубліковано: 10.08.2007
Автори: Сіса Олег Федорович, Боков Віктор Михайлович
МПК: B23H 1/00
Мітки: непрофільованим, електричною, обробки, дугою, розмірної, електродом-інструментом, обертання, спосіб, тіл
Формула / Реферат:
Спосіб розмірної обробки електричною дугою тіл обертання непрофільованим електродом-інструментом з обертанням електрода-заготовки та радіальною й осьовою подачею електрода-інструмента при потужному нагнітанні робочого середовища в міжелектродний зазор, який відрізняється тим, що дугу збуджують між електродом-заготовкою та торцевою поверхнею непрофільованого електрода-інструмента (наприклад, дротового, стержневого чи трубчастого), який...
Попередній патент: Спосіб електроерозійної обробки порожнин електричною дугою
Наступний патент: Спосіб розмірної обробки електричною дугою отворів в пакеті плоских заготовок
Випадковий патент: Обладнання для заправки теплових труб