Спосіб шліфування надтвердих матеріалів
Номер патенту: 110331
Опубліковано: 10.10.2016
Автори: Пижов Іван Миколайович, Федорович Володимир Олексійович, Ромашов Дмитро Володимирович

Формула / Реферат
Спосіб шліфування надтвердих матеріалів, згідно з яким процес обробки ведуть у декілька етапів, при цьому використовують один і той же алмазний круг на металевій зв'язці, у зону шліфування подають технологічну рідину, на етапі чорнової обробки здійснюють примусове видалення зв'язки круга, а на етапі прецизійної обробки цей процес переривають, який відрізняється тим, що використовують алмазний круг зі зв'язкою на основі заліза, на етапі чорнової обробки реалізують надвисоку швидкість круга, значення якої розраховують за виразом:
![]() ,
,
де ![]() - швидкість круга, м/с;
- швидкість круга, м/с; ![]() - коефіцієнт динамічної міцності алмазних зерен;
- коефіцієнт динамічної міцності алмазних зерен; ![]() - діаметр круга, мм, при цьому на остаточному етапі подачу технологічної рідини переривають, а швидкість круга знижують до звичайного рівня відповідно до залежності:
- діаметр круга, мм, при цьому на остаточному етапі подачу технологічної рідини переривають, а швидкість круга знижують до звичайного рівня відповідно до залежності:
![]()
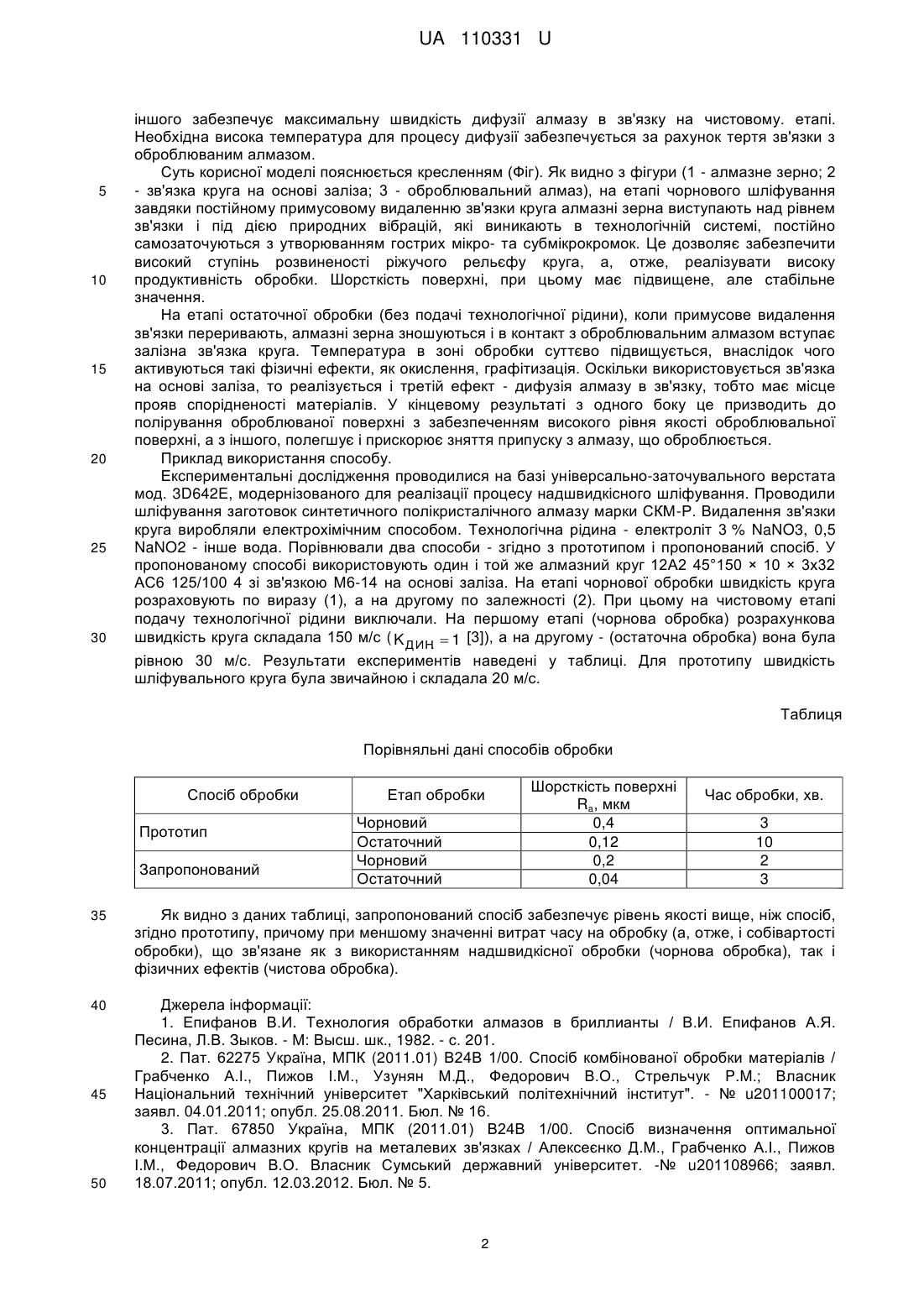
Текст
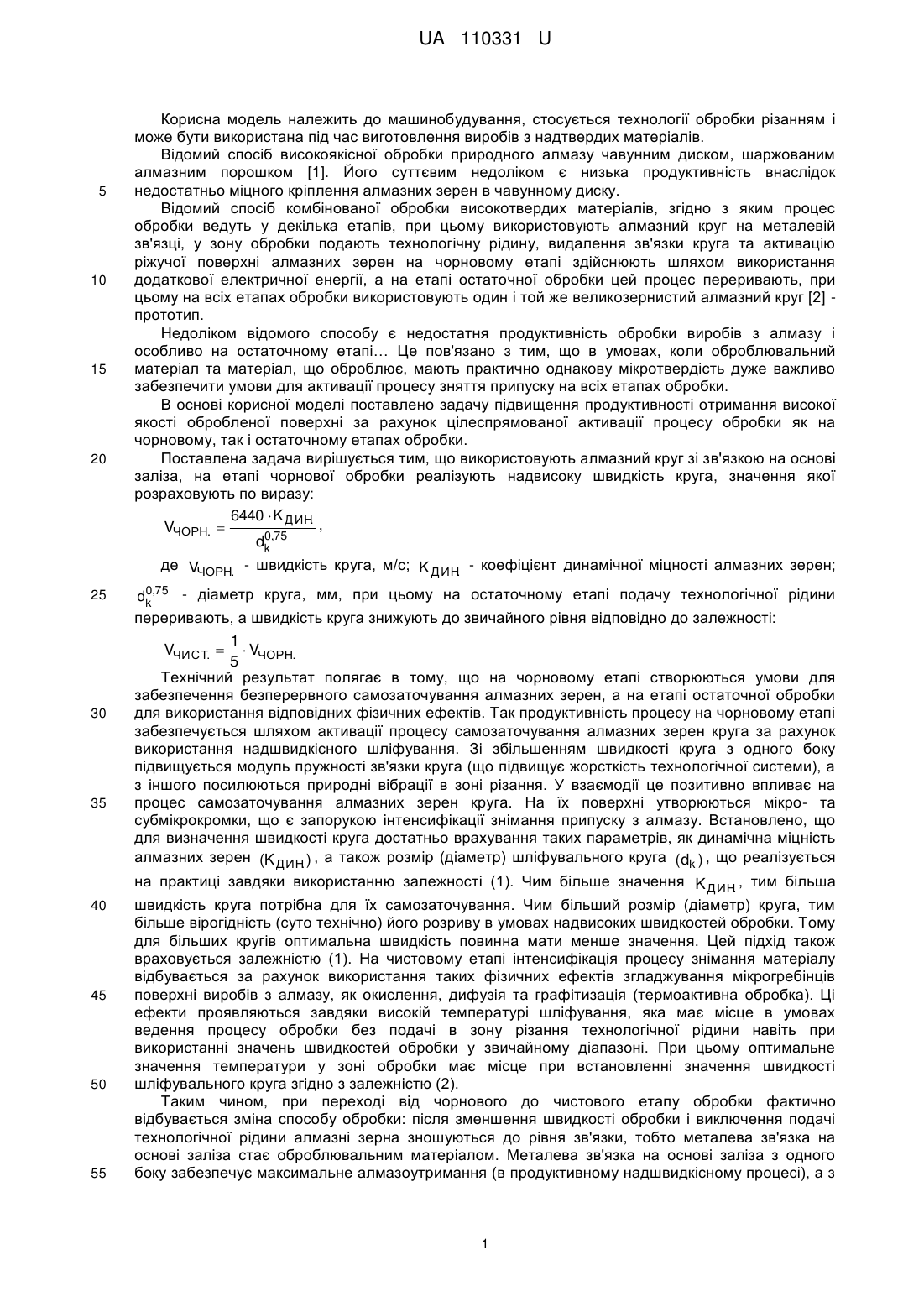
Реферат: Спосіб шліфування надтвердих матеріалів, згідно з яким процес обробки ведуть у декілька етапів, при цьому використовують один і той же алмазний круг на металевій зв'язці, у зону шліфування подають технологічну рідину, на етапі чорнової обробки здійснюють примусове видалення зв'язки круга, а на етапі прецизійної обробки цей процес переривають. Використовують алмазний круг зі зв'язкою на основі заліза, на етапі чорнової обробки реалізують надвисоку швидкість круга, значення якої розраховують за виразом: 6440 K Д ИН. VЧОРН. , 0 dk,75 0 де VЧОРН. - швидкість круга, м/с; K ДИН. - коефіцієнт динамічної міцності алмазних зерен; dk ,75 діаметр круга, мм. UA 110331 U (54) СПОСІБ ШЛІФУВАННЯ НАДТВЕРДИХ МАТЕРІАЛІВ UA 110331 U UA 110331 U 5 10 15 20 Корисна модель належить до машинобудування, стосується технології обробки різанням і може бути використана під час виготовлення виробів з надтвердих матеріалів. Відомий спосіб високоякісної обробки природного алмазу чавунним диском, шаржованим алмазним порошком [1]. Його суттєвим недоліком є низька продуктивність внаслідок недостатньо міцного кріплення алмазних зерен в чавунному диску. Відомий спосіб комбінованої обробки високотвердих матеріалів, згідно з яким процес обробки ведуть у декілька етапів, при цьому використовують алмазний круг на металевій зв'язці, у зону обробки подають технологічну рідину, видалення зв'язки круга та активацію ріжучої поверхні алмазних зерен на чорновому етапі здійснюють шляхом використання додаткової електричної енергії, а на етапі остаточної обробки цей процес переривають, при цьому на всіх етапах обробки використовують один і той же великозернистий алмазний круг [2] прототип. Недоліком відомого способу є недостатня продуктивність обробки виробів з алмазу і особливо на остаточному етапі… Це пов'язано з тим, що в умовах, коли оброблювальний матеріал та матеріал, що оброблює, мають практично однакову мікротвердість дуже важливо забезпечити умови для активації процесу зняття припуску на всіх етапах обробки. В основі корисної моделі поставлено задачу підвищення продуктивності отримання високої якості обробленої поверхні за рахунок цілеспрямованої активації процесу обробки як на чорновому, так і остаточному етапах обробки. Поставлена задача вирішується тим, що використовують алмазний круг зі зв'язкою на основі заліза, на етапі чорнової обробки реалізують надвисоку швидкість круга, значення якої розраховують по виразу: 6440 K Д ИН. , VЧОРН. 0 dk,75 де VЧОРН. - швидкість круга, м/с; K ДИН. - коефіцієнт динамічної міцності алмазних зерен; 25 30 35 40 45 50 55 0 dk ,75 - діаметр круга, мм, при цьому на остаточному етапі подачу технологічної рідини переривають, а швидкість круга знижують до звичайного рівня відповідно до залежності: 1 VЧИСТ. VЧОРН. 5 Технічний результат полягає в тому, що на чорновому етапі створюються умови для забезпечення безперервного самозаточування алмазних зерен, а на етапі остаточної обробки для використання відповідних фізичних ефектів. Так продуктивність процесу на чорновому етапі забезпечується шляхом активації процесу самозаточування алмазних зерен круга за рахунок використання надшвидкісного шліфування. Зі збільшенням швидкості круга з одного боку підвищується модуль пружності зв'язки круга (що підвищує жорсткість технологічної системи), а з іншого посилюються природні вібрації в зоні різання. У взаємодії це позитивно впливає на процес самозаточування алмазних зерен круга. На їх поверхні утворюються мікро- та субмікрокромки, що є запорукою інтенсифікації знімання припуску з алмазу. Встановлено, що для визначення швидкості круга достатньо врахування таких параметрів, як динамічна міцність алмазних зерен (K ДИН. ) , а також розмір (діаметр) шліфувального круга (dk ) , що реалізується на практиці завдяки використанню залежності (1). Чим більше значення K ДИН. , тим більша швидкість круга потрібна для їх самозаточування. Чим більший розмір (діаметр) круга, тим більше вірогідність (суто технічно) його розриву в умовах надвисоких швидкостей обробки. Тому для більших кругів оптимальна швидкість повинна мати менше значення. Цей підхід також враховується залежністю (1). На чистовому етапі інтенсифікація процесу знімання матеріалу відбувається за рахунок використання таких фізичних ефектів згладжування мікрогребінців поверхні виробів з алмазу, як окислення, дифузія та графітизація (термоактивна обробка). Ці ефекти проявляються завдяки високій температурі шліфування, яка має місце в умовах ведення процесу обробки без подачі в зону різання технологічної рідини навіть при використанні значень швидкостей обробки у звичайному діапазоні. При цьому оптимальне значення температури у зоні обробки має місце при встановленні значення швидкості шліфувального круга згідно з залежністю (2). Таким чином, при переході від чорнового до чистового етапу обробки фактично відбувається зміна способу обробки: після зменшення швидкості обробки і виключення подачі технологічної рідини алмазні зерна зношуються до рівня зв'язки, тобто металева зв'язка на основі заліза стає оброблювальним матеріалом. Металева зв'язка на основі заліза з одного боку забезпечує максимальне алмазоутримання (в продуктивному надшвидкісному процесі), а з 1 UA 110331 U 5 10 15 20 25 30 іншого забезпечує максимальну швидкість дифузії алмазу в зв'язку на чистовому. етапі. Необхідна висока температура для процесу дифузії забезпечується за рахунок тертя зв'язки з оброблюваним алмазом. Суть корисної моделі пояснюється кресленням (Фіг). Як видно з фігури (1 - алмазне зерно; 2 - зв'язка круга на основі заліза; 3 - оброблювальний алмаз), на етапі чорнового шліфування завдяки постійному примусовому видаленню зв'язки круга алмазні зерна виступають над рівнем зв'язки і під дією природних вібрацій, які виникають в технологічній системі, постійно самозаточуються з утворюванням гострих мікро- та субмікрокромок. Це дозволяє забезпечити високий ступінь розвиненості ріжучого рельєфу круга, а, отже, реалізувати високу продуктивність обробки. Шорсткість поверхні, при цьому має підвищене, але стабільне значення. На етапі остаточної обробки (без подачі технологічної рідини), коли примусове видалення зв'язки переривають, алмазні зерна зношуються і в контакт з оброблювальним алмазом вступає залізна зв'язка круга. Температура в зоні обробки суттєво підвищується, внаслідок чого активуються такі фізичні ефекти, як окислення, графітизація. Оскільки використовується зв'язка на основі заліза, то реалізується і третій ефект - дифузія алмазу в зв'язку, тобто має місце прояв спорідненості матеріалів. У кінцевому результаті з одного боку це призводить до полірування оброблюваної поверхні з забезпеченням високого рівня якості оброблювальної поверхні, а з іншого, полегшує і прискорює зняття припуску з алмазу, що оброблюється. Приклад використання способу. Експериментальні дослідження проводилися на базі універсально-заточувального верстата мод. 3D642E, модернізованого для реалізації процесу надшвидкісного шліфування. Проводили шліфування заготовок синтетичного полікристалічного алмазу марки СКМ-Р. Видалення зв'язки круга виробляли електрохімічним способом. Технологічна рідина - електроліт 3 % NaNO3, 0,5 NaNO2 - інше вода. Порівнювали два способи - згідно з прототипом і пропонований спосіб. У пропонованому способі використовують один і той же алмазний круг 12А2 45°150 × 10 × 3x32 АС6 125/100 4 зі зв'язкою М6-14 на основі заліза. На етапі чорнової обробки швидкість круга розраховують по виразу (1), а на другому по залежності (2). При цьому на чистовому етапі подачу технологічної рідини виключали. На першому етапі (чорнова обробка) розрахункова швидкість круга складала 150 м/с ( K ДИН 1 [3]), а на другому - (остаточна обробка) вона була . рівною 30 м/с. Результати експериментів наведені у таблиці. Для прототипу швидкість шліфувального круга була звичайною і складала 20 м/с. Таблиця Порівняльні дані способів обробки Спосіб обробки Прототип Запропонований Етап обробки Чорновий Остаточний Чорновий Остаточний Шорсткість поверхні Ra, мкм 0,4 0,12 0,2 0,04 Час обробки, хв. 3 10 2 3 35 Як видно з даних таблиці, запропонований спосіб забезпечує рівень якості вище, ніж спосіб, згідно прототипу, причому при меншому значенні витрат часу на обробку (а, отже, і собівартості обробки), що зв'язане як з використанням надшвидкісної обробки (чорнова обробка), так і фізичних ефектів (чистова обробка). 40 Джерела інформації: 1. Епифанов В.И. Технология обработки алмазов в бриллианты / В.И. Епифанов А.Я. Песина, Л.В. Зыков. - М: Высш. шк., 1982. - с. 201. 2. Пат. 62275 Україна, МПК (2011.01) В24В 1/00. Спосіб комбінованої обробки матеріалів / Грабченко А.І., Пижов І.М., Узунян М.Д., Федорович В.О., Стрельчук P.M.; Власник Національний технічний університет "Харківський політехнічний інститут". - № u201100017; заявл. 04.01.2011; опубл. 25.08.2011. Бюл. № 16. 3. Пат. 67850 Україна, МПК (2011.01) В24В 1/00. Спосіб визначення оптимальної концентрації алмазних кругів на металевих зв'язках / Алексеєнко Д.М., Грабченко А.І., Пижов І.М., Федорович В.О. Власник Сумський державний університет. -№ u201108966; заявл. 18.07.2011; опубл. 12.03.2012. Бюл. № 5. 45 50 2 UA 110331 U ФОРМУЛА КОРИСНОЇ МОДЕЛІ 5 10 Спосіб шліфування надтвердих матеріалів, згідно з яким процес обробки ведуть у декілька етапів, при цьому використовують один і той же алмазний круг на металевій зв'язці, у зону шліфування подають технологічну рідину, на етапі чорнової обробки здійснюють примусове видалення зв'язки круга, а на етапі прецизійної обробки цей процес переривають, який відрізняється тим, що використовують алмазний круг зі зв'язкою на основі заліза, на етапі чорнової обробки реалізують надвисоку швидкість круга, значення якої розраховують за виразом: 6440 K Д ИН. VЧОРН. , 0 dk,75 0 де VЧОРН. - швидкість круга, м/с; K ДИН. - коефіцієнт динамічної міцності алмазних зерен; dk ,75 15 діаметр круга, мм, при цьому на остаточному етапі подачу технологічної рідини переривають, а швидкість круга знижують до звичайного рівня, відповідно до залежності: 1 VЧИСТ. VЧОРН. 5 Комп’ютерна верстка М. Мацело Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B24B 1/00
Мітки: матеріалів, шліфування, спосіб, надтвердих
Код посилання
<a href="https://ua.patents.su/5-110331-sposib-shlifuvannya-nadtverdikh-materialiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб шліфування надтвердих матеріалів</a>
Спосіб шліфування надтвердих матеріалів
Номер патенту: 76437
Опубліковано: 10.01.2013
Автори: Пижов Іван Миколайович, Алексеєнко Дмитро Михайлович, Кліменко Віталій Григорович, Грабченко Анатолій Іванович
МПК: B24B 1/00
Мітки: матеріалів, надтвердих, спосіб, шліфування
Формула / Реферат:
Спосіб шліфування надтвердих матеріалів алмазним кругом, що включає надання обертання алмазному кругу, згідно з яким круг заздалегідь повертають щодо напряму подовжньої подачі так, щоб твірна його робочої поверхні розташовувалася по відношенню до вказаного напряму під певним початковим кутом a, а поперекову подачу здійснюють на подвійний хід, який відрізняється тим, що після повороту круга на початковий кут a здійснюють його повертання у...
Спосіб комбінованої обробки матеріалів
Номер патенту: 62275
Опубліковано: 25.08.2011
Автори: Грабченко Анатолій Іванович, Пижов Іван Миколайович, Узунян Матвій Данилович, Стрельчук Роман Михайлович, Федорович Володимир Олексійович
МПК: B24B 1/00
Мітки: комбінованої, матеріалів, спосіб, обробки
Формула / Реферат:
Спосіб комбінованої обробки матеріалів, що включає процес обробки у декілька етапів, при цьому використовують струмопровідні алмазні круги, ріжучі властивості яких відновлюють в процесі обробки шляхом електроерозійної дії, що керує, на матеріал зв'язки і алмазні зерна в середовищі діелектрика, який відрізняється тим, що на всіх етапах обробки використовують один і той же крупнозернистий алмазний круг, причому етап чорнової обробки ведуть з...
Спосіб шліфування кругами на струмопровідних зв’язках струмопровідних матеріалів із подачею в зону різання імпульсного електричного струму
Номер патенту: 70110
Опубліковано: 25.05.2012
Автори: Доброскок Володимир Ленінмирович, Шпилька Андрій Миколайович
МПК: B24D 3/00
Мітки: зону, шліфування, спосіб, струмопровідних, струму, електричного, кругами, різання, матеріалів, імпульсного, зв'язках, подачею
Формула / Реферат:
Спосіб шліфування кругами на струмопровідних зв'язках струмопровідних матеріалів із подачею в зону різання імпульсного електричного струму, який відрізняється тим, що, з метою здійснення переривчастого шліфування, період імпульсів електричного струму синхронізований з кутовою частотою обертання шліфувального круга.
Спосіб оцінки ступеня наповнення зони шліфування технологічною рідиною
Номер патенту: 84041
Опубліковано: 10.10.2013
Автори: Кліменко Віталій Григорович, Федорович Володимир Олексійович, Пижов Іван Миколайович, Грабченко Анатолій Іванович
МПК: B24B 55/00, B24B 1/00
Мітки: шліфування, зони, рідиною, наповнення, технологічною, ступеня, оцінки, спосіб
Формула / Реферат:
Спосіб оцінки ступеня наповнення зони шліфування технологічною рідиною, згідно з яким використовують непрямий критерій, постійно або періодично змінюють інтенсивність і умови подачі рідини в зону шліфування, реєструють значення непрямого критерію оцінки і на його основі судять про ступінь наповнення зони шліфування технологічною рідиною, який відрізняється тим, що використовують шліфувальний круг, технологічну рідину і оброблювану деталь, які...
Спосіб шліфування деталей із сталей з метастабільною структурою
Номер патенту: 62985
Опубліковано: 26.09.2011
Автори: Жижев Андрій Анатолійович, Статкевич Олексій Вікторович
МПК: B24B 1/00
Мітки: спосіб, сталей, деталей, структурою, метастабільною, шліфування
Формула / Реферат:
Спосіб шліфування деталей із сталей з метастабільною структурою і твердістю понад 50 одиниць HRc, при якому обертовий інструмент вводять у контакт з оброблюваною деталлю, а як інструмент використовують шліфувальний круг з абразивними зернами і зв'язкою, при цьому процес шліфування ведуть в умовах, що забезпечують знос шліфувального круга в результаті руйнування абразивних зерен, а також механічного і термічного руйнування зв'язки, який...
Попередній патент: Спосіб запобігання комп’ютерним атакам у мережі за допомогою фільтрації вхідних пакетів
Наступний патент: Вихлопна частина парової турбіни
Випадковий патент: Спосіб лікування первинного плоскоклітинного раку анального каналу