Спосіб оцінки ступеня наповнення зони шліфування технологічною рідиною
Номер патенту: 84041
Опубліковано: 10.10.2013
Автори: Пижов Іван Миколайович, Федорович Володимир Олексійович, Грабченко Анатолій Іванович, Кліменко Віталій Григорович
Формула / Реферат
Спосіб оцінки ступеня наповнення зони шліфування технологічною рідиною, згідно з яким використовують непрямий критерій, постійно або періодично змінюють інтенсивність і умови подачі рідини в зону шліфування, реєструють значення непрямого критерію оцінки і на його основі судять про ступінь наповнення зони шліфування технологічною рідиною, який відрізняється тим, що використовують шліфувальний круг, технологічну рідину і оброблювану деталь, які є провідниками електричного струму, круг і деталь підключають до різнойменних полюсів джерела постійного технологічного струму, круг, що обертається, підводять до деталі до дотику, включають подачу технологічної рідини, замикають електричний ланцюг, здійснюють депасивацію робочої поверхні круга і вимірюють величину технологічного струму в зазорі між кругом і деталлю, а як непрямий критерій оцінки ступеня наповнення зони шліфування технологічною рідиною використовують щільність технологічного струму величину якої розраховують по залежності:
![]() ,
,
де ![]() - щільність технологічного струму, А/см2,
- щільність технологічного струму, А/см2, ![]() - сила технологічного струму, A;
- сила технологічного струму, A; ![]() - електрично активна частина робочої поверхні шліфувального круга, см2.
- електрично активна частина робочої поверхні шліфувального круга, см2.
Текст
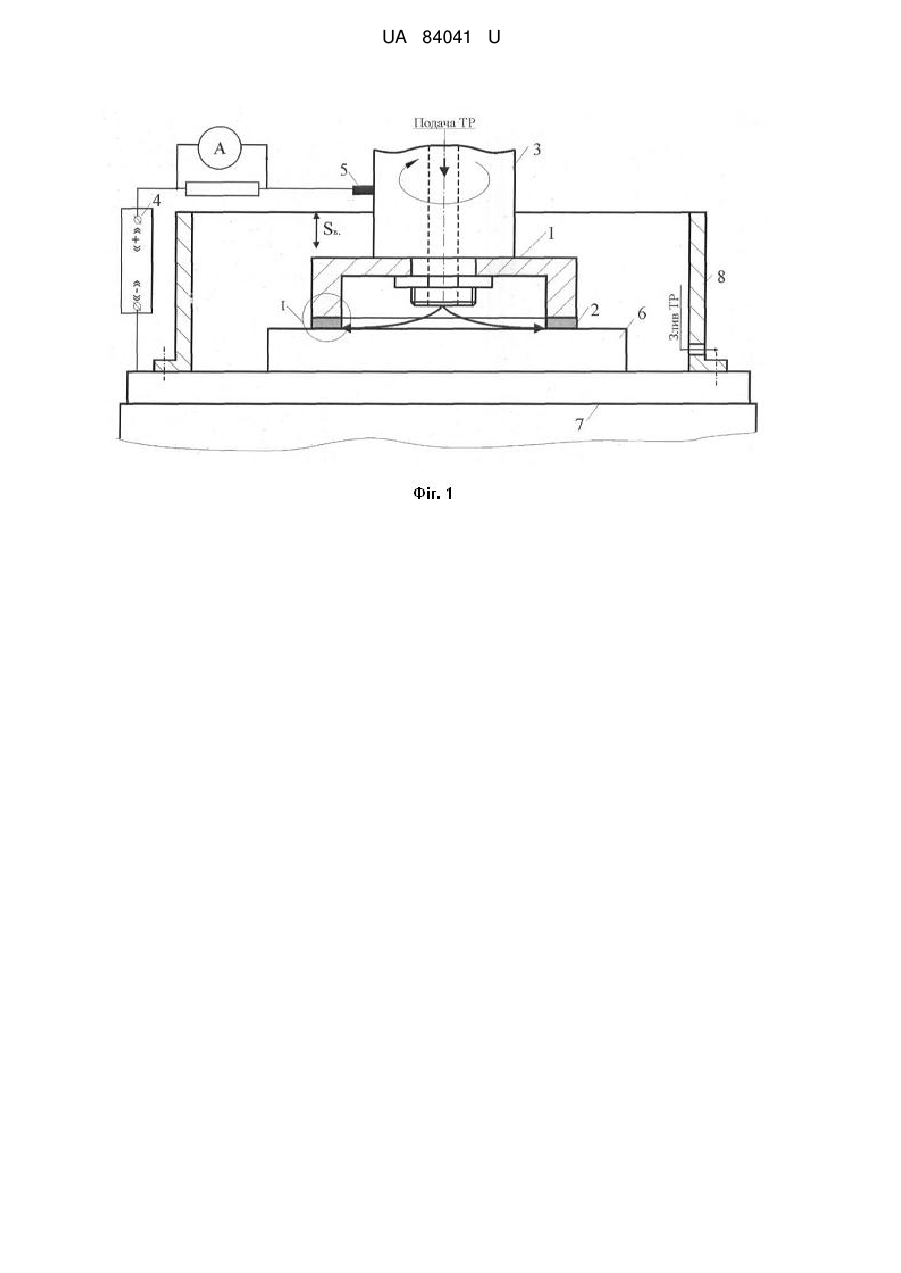
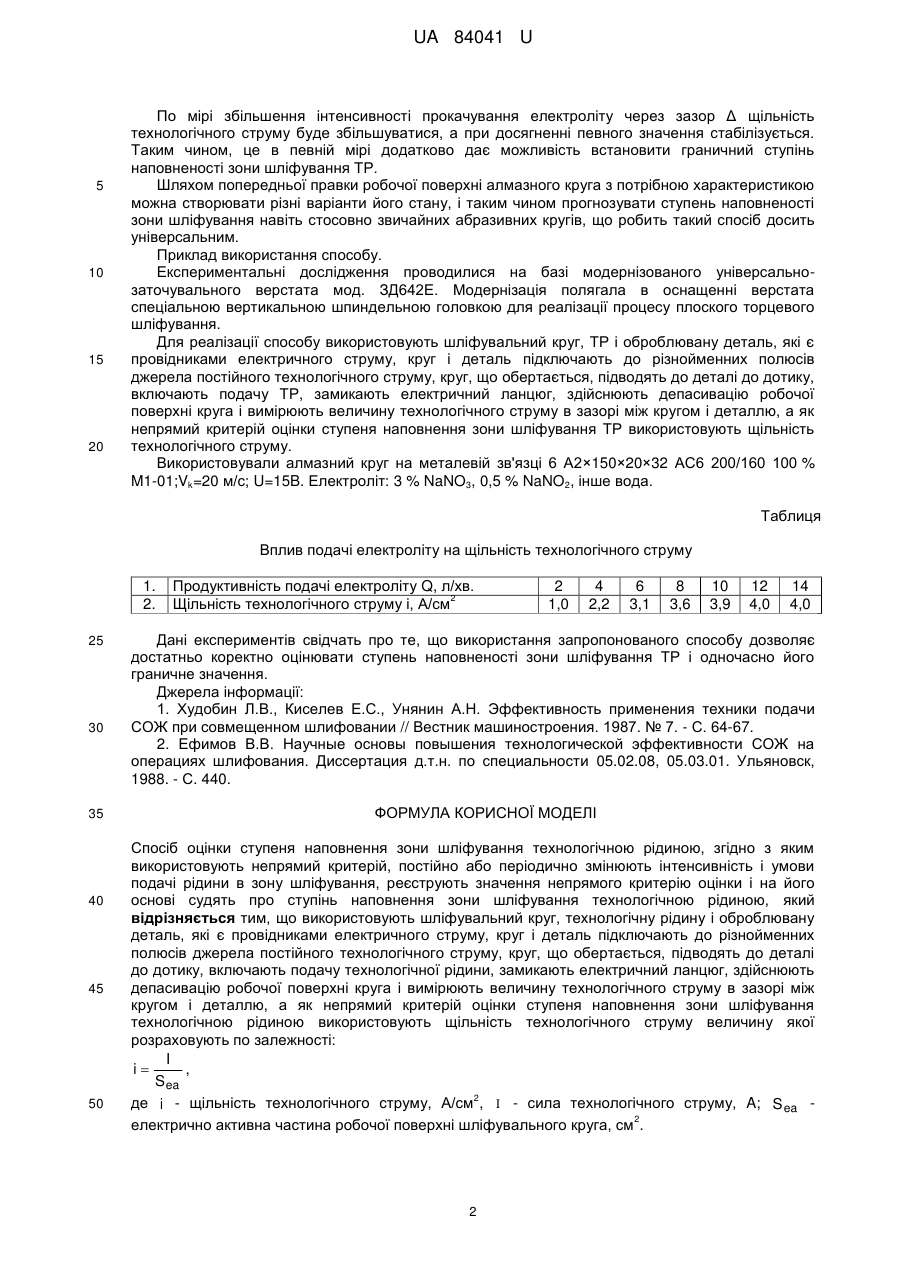
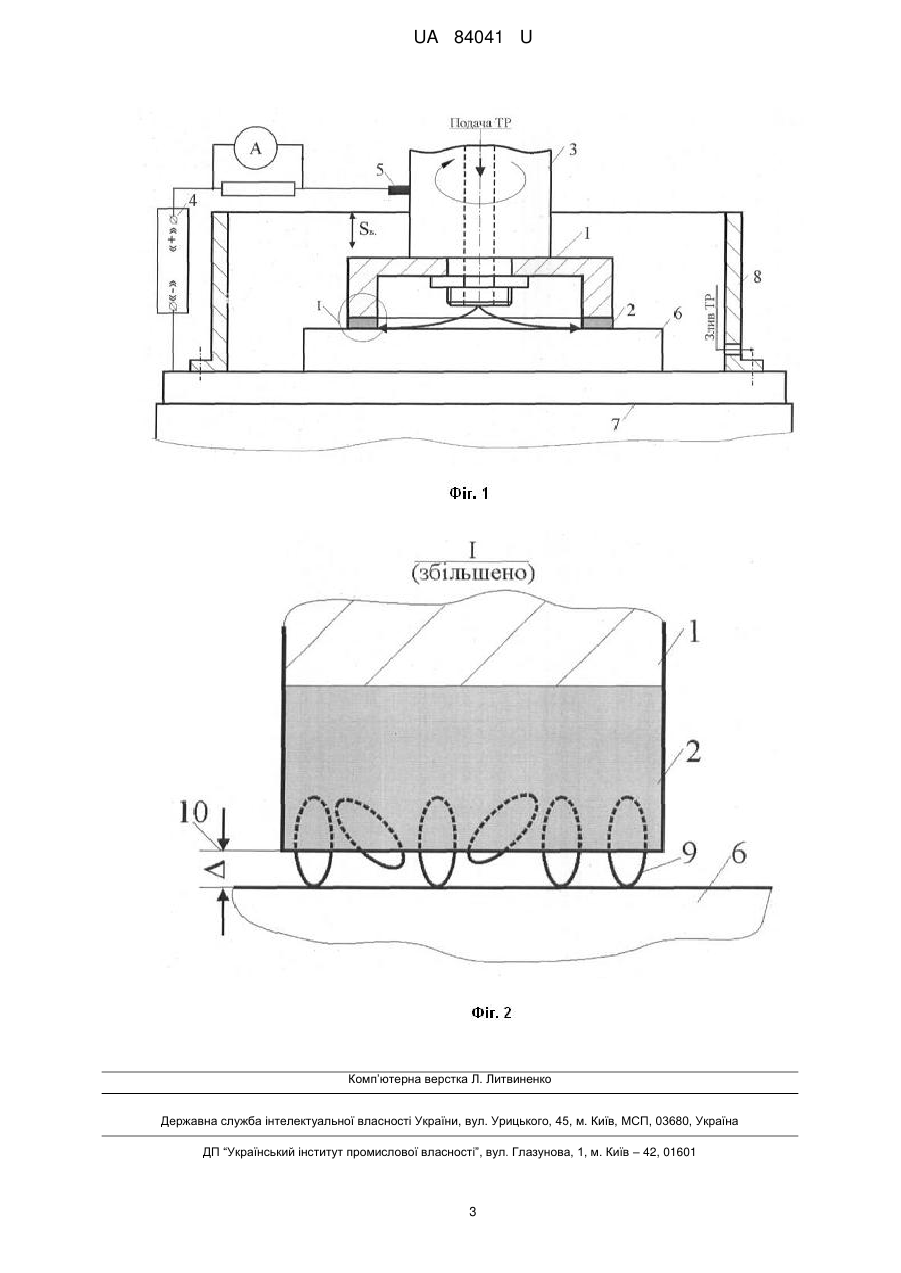
Реферат: Спосіб оцінки ступеня наповнення зони шліфування технологічною рідиною, згідно з яким використовують непрямий критерій, постійно або періодично змінюють інтенсивність і умови подачі рідини в зону шліфування, реєструють значення непрямого критерію оцінки і на його основі судять про ступінь наповнення зони шліфування технологічною рідиною. При цьому використовують шліфувальний круг, технологічну рідину і оброблювану деталь, які є провідниками електричного струму, круг і деталь підключають до різнойменних полюсів джерела постійного технологічного струму, круг, що обертається, підводять до деталі до дотику, включають подачу технологічної рідини, замикають електричний ланцюг, здійснюють депасивацію робочої поверхні круга і вимірюють величину технологічного струму в зазорі між кругом і деталлю, а як непрямий критерій оцінки ступеня наповнення зони шліфування технологічною рідиною використовують щільність технологічного струму. UA 84041 U (54) СПОСІБ ОЦІНКИ СТУПЕНЯ НАПОВНЕННЯ ЗОНИ ШЛІФУВАННЯ ТЕХНОЛОГІЧНОЮ РІДИНОЮ UA 84041 U UA 84041 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до машинобудування, стосується абразивної обробки і може бути використана при шліфуванні виробів. Відомий спосіб визначення витрати технологічної рідини (ТР) через зону контакту шліфувального круга і заготовки, згідно з яким на верстаті встановлюють спеціальну пастку, заздалегідь пришліфовують її до круга і з її допомогою визначають витрату ТР через поровий простір шліфувального круга [1]. Недоліком відомого способу є його значна трудомісткість, що пов'язано з необхідністю використання операції шліфування пастки кругом. Відомий спосіб визначення витрати ТР через зону обробки, згідно з яким використовують непрямий критерій, для чого на верстат встановлюють зразок з циліндровими отворами, розміщують його в безпосередній близькості від робочої поверхні швидко обертаючого шліфувального круга, а як непрямий критерій приймають величину тиску ТР в зоні контакту шліфувального круга і заготовки [2]. Цей спосіб є найбільш близьким до об'єкта, що заявляється, за технічною суттю й призначенням, тому і прийнятий як найближчий аналог. Недоліком відомого способу є його складність і недостатньо висока достовірність результатів оскільки для вимірювання тиску ТР використовують спеціальний зразок з циліндровими отворами, а сам зразок розміщують на деякій відстані від робочої поверхні шліфувального круга. У основу корисної моделі поставлено задачу підвищення точності оцінки ступеня наповнення зони шліфування ТР. Поставлена задача вирішується тим, що використовують шліфувальний круг, ТР і оброблювану деталь, які є провідниками електричного струму, круг і деталь підключають до різнойменних полюсів джерела постійного технологічного струму, круг, що обертається, підводять до деталі до дотику, включають подачу ТР, замикають електричний ланцюг, здійснюють депасивацію робочої поверхні круга і вимірюють величину технологічного струму в зазорі між кругом і деталлю, а як непрямий критерій оцінки ступеня наповнення зони шліфування ТР використовують щільність технологічного струму, величину якої розраховують по залежності: I i Sea , 2 де і - щільність технологічного струму, А/см , I - сила технологічного струму, A; Sea 2 електрично активна частина робочої поверхні шліфувального круга, см . Технічний результат полягає в тому, що при постійній величині міжелектродного зазору між шліфувальним кругом і деталлю щільність технологічного струму безпосередньо залежить від інтенсивності прокачування струмопровідної ТР (електроліту) через міжелектродний простір, який фактично і є зоною шліфування. Це дозволяє на практиці досить просто і достовірно судити про ступінь наповнення зони шліфування ТР, що зрештою дозволить уникнути браку шліфованих виробів викликаного несприятливою дією теплового фактора. Суть корисної моделі пояснюється кресленнями. На фіг. 1 наведено пристрій для реалізації запропонованого способу стосовно процесу плоского торцевого шліфування на верстатах з вертикальним розташуванням шпинделя. Алмазний круг 1 на струмопровідній (металевій) зв'язці з алмазоносним шаром 2, встановлений наприклад за допомогою змінної оправки в шпинделі 3 (електрично ізольованим від корпусу верстата). Оскільки шпиндель 3 обертається, то для підключення його до позитивного полюсу джерела живлення 4 постійного струму використовується струмознімач 5. Електропровідна деталь 6 встановлена на столі 7 верстата і підключена донегативного полюсу того ж джерела живлення 4. У даному випадку ТР подається у внутрішню порожнину круга 1 через отвір у пустотілому шпинделі 3 і під дією відцентрових сил прокачувається через міжелектродний зазор Δ (фіг. 2), тобто в даному випадку через зону шліфування, та зливається через отвір у ванні 8, яка встановлена на столі 7 верстата і в значній мірі запобігає надмірному розбризкування ТР. Перед початком вимірювання сили струму І круг підводиться до моменту дотику з поверхнею деталі 6 його найбільш виступаючих над рівнем зв'язки зерен 9. При цьому між рівнем 10 зв'язки круга і деталлю 6 встановлюється міжелектродний зазор Δ, значення якого залежить від висоти зерен 9 над рівнем зв'язки 10. Величина зазору Δ, як і ступінь наповненості зони шліфування електролітом, суттєво впливає на значення сили технологічного струму, а отже і його щільності. Депасивація робочої поверхні круга (одним з відомих засобів) дозволяє нейтралізувати негативний вплив окисної плівки на процес вимірювання сили струму І. Під електрично активною частиною робочої поверхні шліфувального круга мається на увазі та її частина, яка зайнята металевою зв'язкою, тобто вільна від алмазних зерен, які зазвичай є діелектриками. 1 UA 84041 U 5 10 15 20 По мірі збільшення інтенсивності прокачування електроліту через зазор Δ щільність технологічного струму буде збільшуватися, а при досягненні певного значення стабілізується. Таким чином, це в певній мірі додатково дає можливість встановити граничний ступінь наповненості зони шліфування ТР. Шляхом попередньої правки робочої поверхні алмазного круга з потрібною характеристикою можна створювати різні варіанти його стану, і таким чином прогнозувати ступень наповненості зони шліфування навіть стосовно звичайних абразивних кругів, що робить такий спосіб досить універсальним. Приклад використання способу. Експериментальні дослідження проводилися на базі модернізованого універсальнозаточувального верстата мод. ЗД642Е. Модернізація полягала в оснащенні верстата спеціальною вертикальною шпиндельною головкою для реалізації процесу плоского торцевого шліфування. Для реалізації способу використовують шліфувальний круг, ТР і оброблювану деталь, які є провідниками електричного струму, круг і деталь підключають до різнойменних полюсів джерела постійного технологічного струму, круг, що обертається, підводять до деталі до дотику, включають подачу ТР, замикають електричний ланцюг, здійснюють депасивацію робочої поверхні круга і вимірюють величину технологічного струму в зазорі між кругом і деталлю, а як непрямий критерій оцінки ступеня наповнення зони шліфування ТР використовують щільність технологічного струму. Використовували алмазний круг на металевій зв'язці 6 А2×150×20×32 АС6 200/160 100 % M1-01;Vk=20 м/с; U=15B. Електроліт: 3 % NaNO3, 0,5 % NaNO2, інше вода. Таблиця Вплив подачі електроліту на щільність технологічного струму 1. 2. 25 30 35 40 45 50 Продуктивність подачі електроліту Q, л/хв. 2 Щільність технологічного струму і, А/см 2 1,0 4 2,2 6 3,1 8 3,6 10 3,9 12 4,0 14 4,0 Дані експериментів свідчать про те, що використання запропонованого способу дозволяє достатньо коректно оцінювати ступень наповненості зони шліфування ТР і одночасно його граничне значення. Джерела інформації: 1. Худобин Л.В., Киселев Е.С., Унянин А.Н. Эффективность применения техники подачи СОЖ при совмещенном шлифовании // Вестник машиностроения. 1987. № 7. - С. 64-67. 2. Ефимов В.В. Научные основы повышения технологической эффективности СОЖ на операциях шлифования. Диссертация д.т.н. по специальности 05.02.08, 05.03.01. Ульяновск, 1988. - С. 440. ФОРМУЛА КОРИСНОЇ МОДЕЛІ Спосіб оцінки ступеня наповнення зони шліфування технологічною рідиною, згідно з яким використовують непрямий критерій, постійно або періодично змінюють інтенсивність і умови подачі рідини в зону шліфування, реєструють значення непрямого критерію оцінки і на його основі судять про ступінь наповнення зони шліфування технологічною рідиною, який відрізняється тим, що використовують шліфувальний круг, технологічну рідину і оброблювану деталь, які є провідниками електричного струму, круг і деталь підключають до різнойменних полюсів джерела постійного технологічного струму, круг, що обертається, підводять до деталі до дотику, включають подачу технологічної рідини, замикають електричний ланцюг, здійснюють депасивацію робочої поверхні круга і вимірюють величину технологічного струму в зазорі між кругом і деталлю, а як непрямий критерій оцінки ступеня наповнення зони шліфування технологічною рідиною використовують щільність технологічного струму величину якої розраховують по залежності: I i , S ea 2 де i - щільність технологічного струму, А/см , I - сила технологічного струму, A; S ea 2 електрично активна частина робочої поверхні шліфувального круга, см . 2 UA 84041 U Комп’ютерна верстка Л. Литвиненко Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Автори англійськоюHrabchenko Anatolii Ivanovych, Pyzhov Ivan Mykolaiovych, Fedorovych Volodymyr Oleksiiovych
Автори російськоюГрабченко Анатолий Иванович, Пыжов Иван Николаевич, Федорович Владимир Алексеевич
МПК / Мітки
МПК: B24B 55/00, B24B 1/00
Мітки: спосіб, ступеня, зони, оцінки, технологічною, наповнення, рідиною, шліфування
Код посилання
<a href="https://ua.patents.su/5-84041-sposib-ocinki-stupenya-napovnennya-zoni-shlifuvannya-tekhnologichnoyu-ridinoyu.html" target="_blank" rel="follow" title="База патентів України">Спосіб оцінки ступеня наповнення зони шліфування технологічною рідиною</a>
Спосіб безцентрового поздовжнього шліфування циліндричних поверхонь
Номер патенту: 14242
Опубліковано: 15.05.2006
Автори: Шам Максим Костянтинович, Кальченко Володимир Віталійович, Кальченко Віталій Іванович
МПК: B24B 5/00
Мітки: шліфування, поздовжного, безцентрового, циліндричних, поверхонь, спосіб
Формула / Реферат:
1. Спосіб безцентрового поздовжнього шліфування циліндричних поверхонь, за яким деталь переміщується в осьовому напрямку за рахунок розвороту ведучого круга і базується на ньому та опорному ножі, а шліфування виконується профільованим шліфувальним абразивним кругом, який відрізняється тим, що вісь деталі в процесі знімання припуску та формоутворення переміщують вздовж однієї прямої, яка співпадає з віссю номінальної циліндричної поверхні...
Спосіб шліфування плоских поверхонь
Номер патенту: 48173
Опубліковано: 10.03.2010
Автори: Тіптюк Олександр Миколайович, Алексеєнко Дмитро Михайлович
МПК: B24B 1/00
Мітки: спосіб, шліфування, плоских, поверхонь
Формула / Реферат:
Спосіб шліфування плоских поверхонь з використанням комбінованого шліфувального круга при поданні його вздовж оброблюваних поверхонь, що полягає у виконанні одночасної обробки поверхонь виробу з можливістю позиціонування внутрішнього круга відносно зовнішнього круга в залежності від умов шліфування, який відрізняється тим, що позиціонування внутрішнього круга відносно зовнішнього круга здійснюють в радіальному напрямку, при тому вісь...
Спосіб шліфування деталей із сталей з метастабільною структурою
Номер патенту: 62985
Опубліковано: 26.09.2011
Автори: Статкевич Олексій Вікторович, Жижев Андрій Анатолійович
МПК: B24B 1/00
Мітки: спосіб, шліфування, метастабільною, сталей, деталей, структурою
Формула / Реферат:
Спосіб шліфування деталей із сталей з метастабільною структурою і твердістю понад 50 одиниць HRc, при якому обертовий інструмент вводять у контакт з оброблюваною деталлю, а як інструмент використовують шліфувальний круг з абразивними зернами і зв'язкою, при цьому процес шліфування ведуть в умовах, що забезпечують знос шліфувального круга в результаті руйнування абразивних зерен, а також механічного і термічного руйнування зв'язки, який...
Спосіб обробки деталей електродом-інструментом для шліфування
Номер патенту: 7750
Опубліковано: 15.07.2005
Автори: Шульга Іван Федорович, Куровська Тетяна Юріївна, Марчук Володимир Єфремович
Мітки: деталей, спосіб, обробки, шліфування, електродом-інструментом
Формула / Реферат:
Спосіб обробки деталей електродом-інструментом для шліфування, при якому підключають через ключ керування електрод-інструмент і деталь до джерела живлення постійним струмом прямої полярності та зворотної полярності, прокачують електроліт в зону контакту електрода-інструмента і деталі, подають через ключ керування на електрод-інструмент і деталь струм прямої полярності, обробляють деталь електродом-інструментом при прямій полярності струму,...
Спосіб шліфування надтвердих матеріалів
Номер патенту: 76437
Опубліковано: 10.01.2013
Автори: Пижов Іван Миколайович, Алексеєнко Дмитро Михайлович, Кліменко Віталій Григорович, Грабченко Анатолій Іванович
МПК: B24B 1/00
Мітки: надтвердих, спосіб, шліфування, матеріалів
Формула / Реферат:
Спосіб шліфування надтвердих матеріалів алмазним кругом, що включає надання обертання алмазному кругу, згідно з яким круг заздалегідь повертають щодо напряму подовжньої подачі так, щоб твірна його робочої поверхні розташовувалася по відношенню до вказаного напряму під певним початковим кутом a, а поперекову подачу здійснюють на подвійний хід, який відрізняється тим, що після повороту круга на початковий кут a здійснюють його повертання у...
Попередній патент: Спосіб ультразвукового обстеження кульшових суглобів у недоношених немовлят
Наступний патент: Спосіб ремонту залізобетонних опор магістральних трубопроводів
Випадковий патент: Об'єднана енергосистема