Спосіб дугового наплавлення стрічковим електродом
Номер патенту: 111497
Опубліковано: 10.05.2016
Автори: Яриза-Стеценко Альбіна Василівна, Бурлака Володимир Володимирович, Гулаков Сергій Володимирович, Псарьова Ірина Сергіївна
Формула / Реферат
Спосіб дугового наплавлення стрічковим електродом, що включає його подачу у зварювальну ванну імпульсними рухами, який відрізняється тим, що в моменти коротких замикань стрічкового електрода з основним металом примусово розривають контакт шляхом короткочасного дискретного переміщення електрода до збудження нової дуги осторонь від попередньої.
Текст
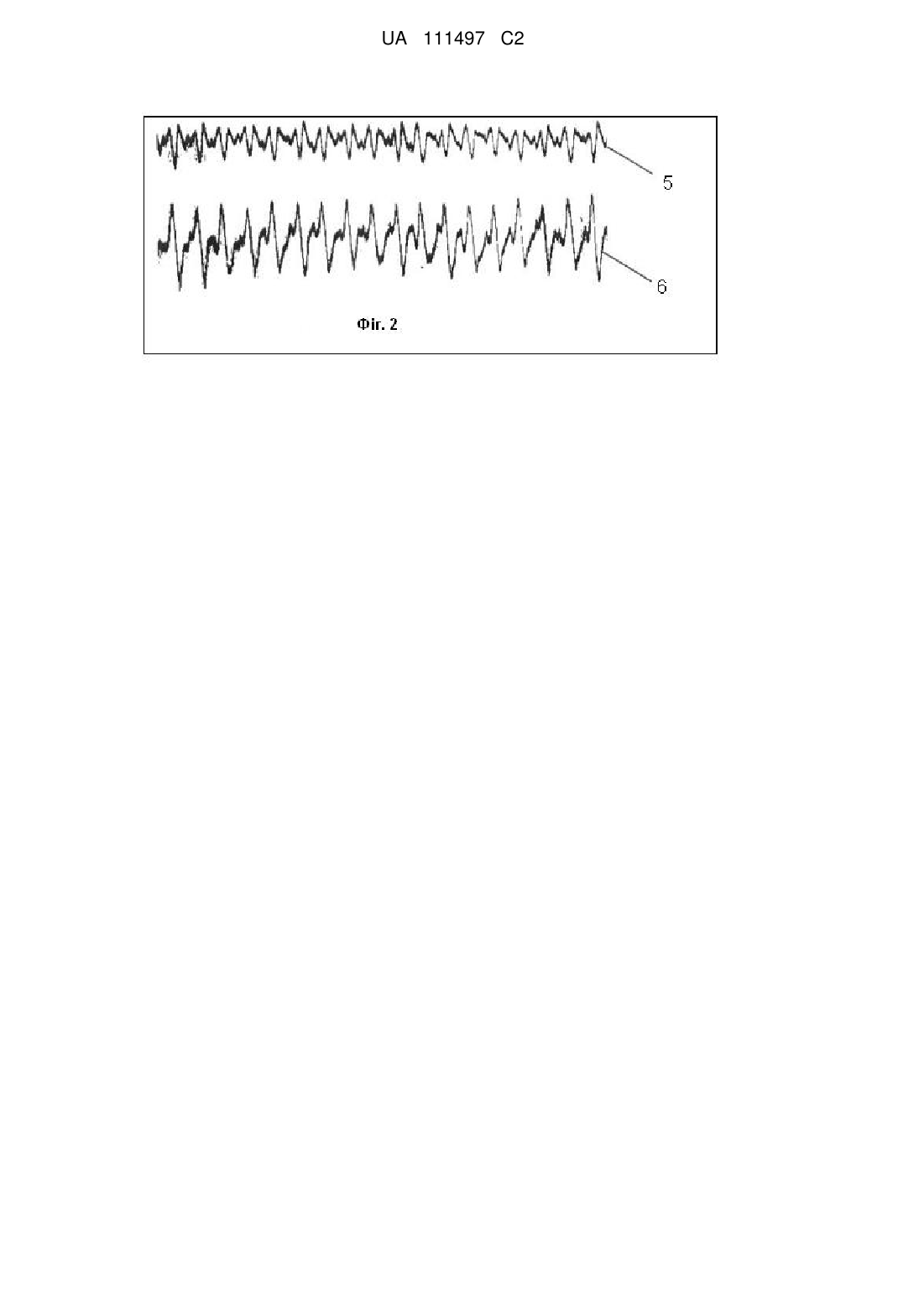
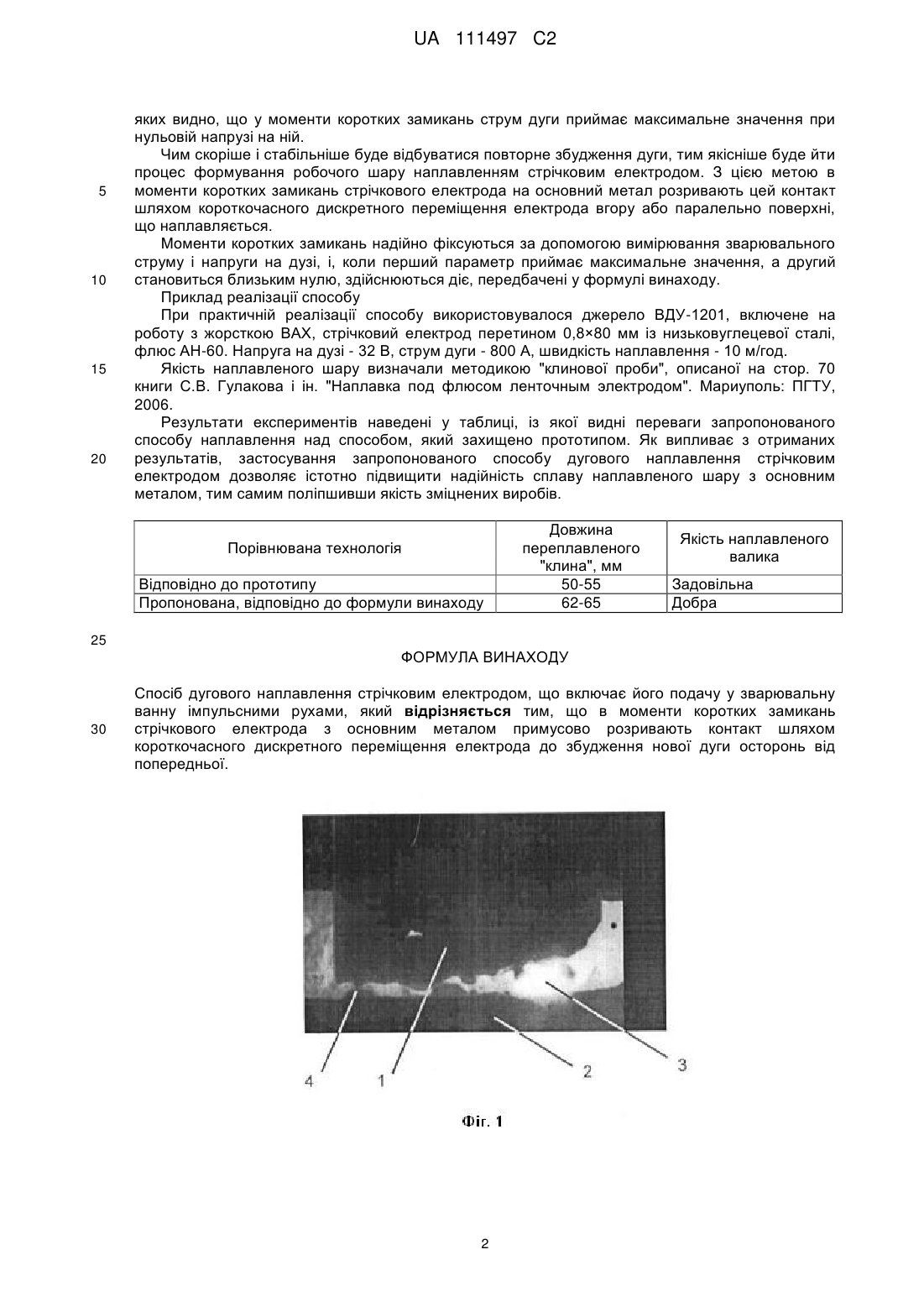
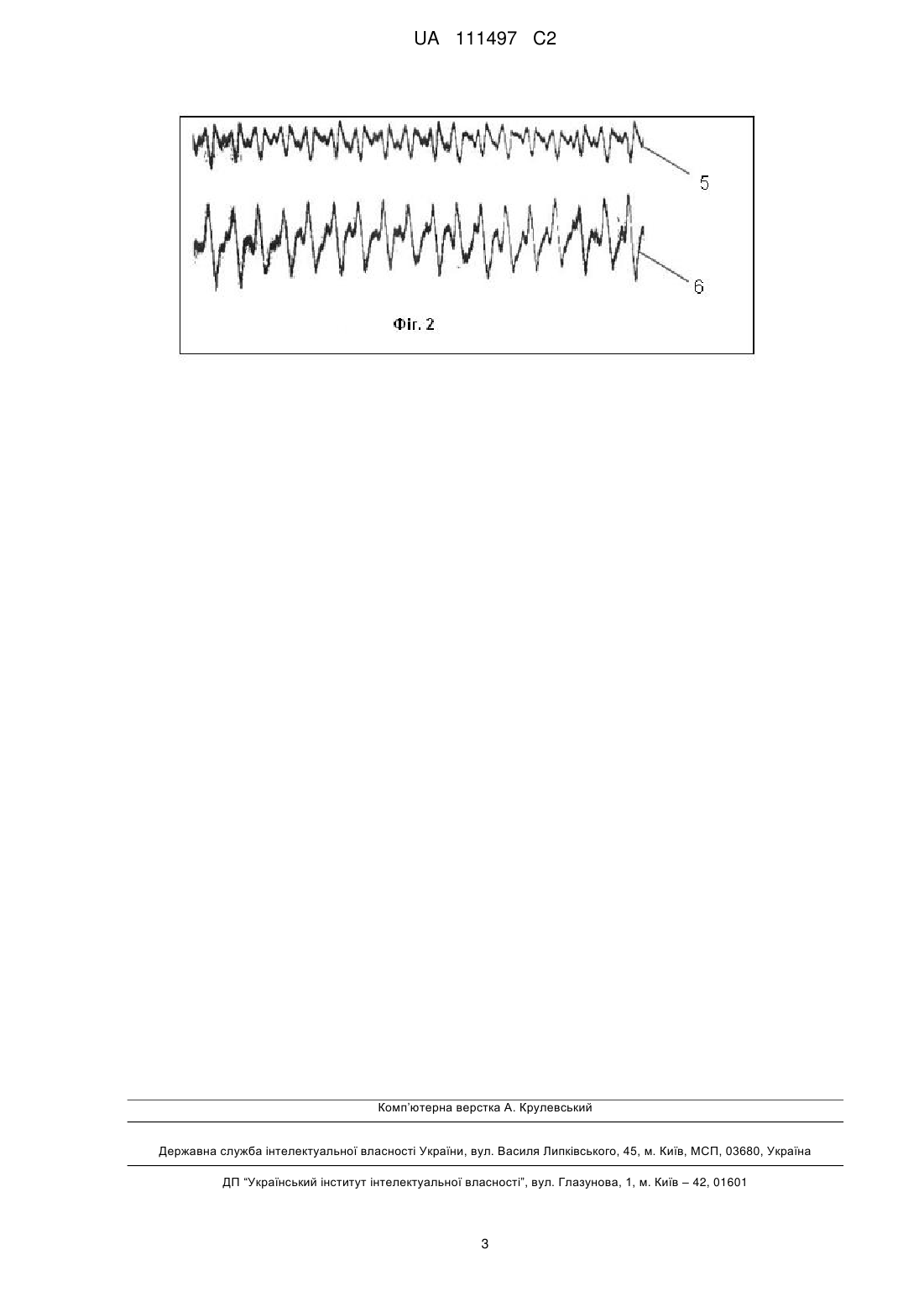
Реферат: Винахід належить до області дугового наплавлення стрічковим електродом і може бути використаний при зміцненні та відновленні деталей машин і інструменту. Спосіб дугового наплавлення стрічковим електродом включає подачу його у зварювальну ванну імпульсними рухами. В моменти коротких замикань стрічкового електрода з основним металом примусово розривають контакт шляхом короткочасного дискретного переміщення електрода до збудження нової дуги осторонь від попередньої. Застосування запропонованого способу дугового наплавлення стрічковим електродом дозволяє за рахунок стабілізації процесу періодичного збудження дуги істотно підвищити надійність сплаву наплавленого шару з основним металом, тим самим поліпшивши якість зміцнених виробів. UA 111497 C2 (12) UA 111497 C2 UA 111497 C2 5 10 15 20 25 30 35 40 45 50 55 60 Винахід належить до області дугового наплавлення стрічковим електродом і може бути використаний при зміцненні і відновленні деталей машин і інструменту. При дуговому наплавленні стрічковим електродом дуга, переміщаючись по торцю стрічки, забезпечує не концентрований, а розподілений по ширині стрічки вклад теплоти в основний метал. Це може негативно позначитися на якості наплавленого шару - можливості появи дефектів у вигляді несплавів, зашлакувань, пропусків наплавленого металу і ін. Відомий спосіб дугового наплавлення стрічковим електродом, при якому струмопідвід до електрода здійснюють локально в одній точці (Гулаков С.В. и др. Наплавка под флюсом ленточным электродом. Мариуполь: ГИТУ, 2006. - рис. 4.1). Недолік способу - при переміщенні дуги ефективна довжина вильоту електрода від струмопідводу до активної плями дуги увесь час міняється. Це призводить до зміни кута нахилу вольт-амперної характеристики джерела живлення, що приводить до збільшення ймовірності утворення дефектів в наплавленому виробі. Відомий спосіб дугового наплавлення стрічковим електродом (Патент України № 83756, МПК В23К 9/04, бюл. № 15, 2008 р.), при якому підведення струму до електрода здійснюють окремими, ізольованими один від одного струмопідвідними елементами, при цьому в зварювальний ланцюг підключається тільки один елемент, що знаходиться на найменшій відстані від активної плями дуги, яка переміщається по торцю стрічки. Недолік способу, враховуючи періодичні короткі замикання торця електрода на виріб і, відповідно, неодноразові збудження дуги, відсутні оптимальні умови надійного виділення тепла рівномірно по ширині електрода, знижуються якісні показники наплавленого шару. Відомий спосіб дугового наплавлення стрічковим електродом (Патент України на корисну модель № 44885, МПК В23K 9/12, бюл. № 20, 2009 p.), при якому подачу стрічкового електрода у зварювальну ванну здійснюють імпульсними рухами із заданою частотою (40-60 кол./с). Відомий спосіб дугового зварювання електродом, що плавиться, при якому дискретно змінюють швидкість його подачі у зварювальну ванну (Позитивне рішення про видачу патенту на винахід за заявкою № а201306229) Спосіб прийнятий за прототип. Недоліки способів - несинхронність імпульсних рухів електрода з періодичними короткими замиканнями дугового проміжку, що не дозволяє в достатній мірі стабілізувати процес горіння дуги із стрічкового електрода, що призводить до можливості формування дефектів у наплавленому шарі у вигляді за шлакувань, непроварів, пропусків наплавленого металу та ін. У основу винаходу поставлено задачу удосконалити спосіб дугового наплавлення стрічковим електродом шляхом додаткових дій над об'єктом і умов їх здійснення, що дозволить за рахунок стабілізації процесу періодичного збудження дуги забезпечити підвищення якості дугового наплавлення стрічковим електродом. Для вирішення поставленої задачі в способі дугового наплавлення стрічковим електродом, що включає його подачу у зварювальну ванну імпульсними рухами, відповідно до винаходу в моменти коротких замикань дугового проміжку примусово розривають контакт шляхом короткочасного дискретного переміщення електрода. При цьому дискретні переміщення електрода здійснюють вгору або паралельно поверхні, що наплавляється. Запропоноване технічне рішення пояснюється кресленнями, де на фіг. 1 зображено процес горіння дуги з торцю стрічкового електрода. Позиція 1 - стрічковий електрод, позиція 2 - метал, на який наплавляється робочий шар (основний метал), 3 - дуга, 4 - місце наступного замикання електрода на основний метал. На фіг. 2 зображені діаграми (осцилограми) напруги на дузі - 5, та зварювального струму - 6. Розглянемо процес горіння дуги на торці стрічкового електрода. При дуговому наплавленні стрічковим електродом дуга повинна переміщуватися по торцю стрічки, оплавляючи її. В теперішній час немає загальної думки про механізм цього переміщення. Авторами показано, що дуга, яка горить на торці електрода, не переміщується по ньому до моменту короткого замикання електрода на виріб (основний метал) в стороні від дуги. Це показано на фіг. 1, із якого видно, що дуга 3 горить біля правого краю стрічки, в той час як біля лівого краю у точці 4 станеться замикання електрода 1 на основний метал 2. При цьому дуга 3 погасне за рахунок шунтуючої дії вильоту електрода, а в точці 4 збудиться нова дуга, яка буде горіти до чергового замикання електрода на основний метал вже в другому місці по ширині стрічки. Таким чином, процес плавлення стрічкового електрода супроводжується постійними короткими замиканнями дугового проміжку з повторними збудженнями дуги. Процес періодичних замикань дугового проміжку підтверджується (фіг. 2) осцилограмами напруги на дузі (крива 5) й струму дуги (крива 6), що горить з торцю стрічкового електрода, із 1 UA 111497 C2 5 10 15 20 яких видно, що у моменти коротких замикань струм дуги приймає максимальне значення при нульовій напрузі на ній. Чим скоріше і стабільніше буде відбуватися повторне збудження дуги, тим якісніше буде йти процес формування робочого шару наплавленням стрічковим електродом. З цією метою в моменти коротких замикань стрічкового електрода на основний метал розривають цей контакт шляхом короткочасного дискретного переміщення електрода вгору або паралельно поверхні, що наплавляється. Моменти коротких замикань надійно фіксуються за допомогою вимірювання зварювального струму і напруги на дузі, і, коли перший параметр приймає максимальне значення, а другий становиться близьким нулю, здійснюються діє, передбачені у формулі винаходу. Приклад реалізації способу При практичній реалізації способу використовувалося джерело ВДУ-1201, включене на роботу з жорсткою ΒΑΧ, стрічковий електрод перетином 0,8×80 мм із низьковуглецевої сталі, флюс АН-60. Напруга на дузі - 32 В, струм дуги - 800 А, швидкість наплавлення - 10 м/год. Якість наплавленого шару визначали методикою "клинової проби", описаної на стор. 70 книги С.В. Гулакова і ін. "Наплавка под флюсом ленточным электродом". Мариуполь: ПГТУ, 2006. Результати експериментів наведені у таблиці, із якої видні переваги запропонованого способу наплавлення над способом, який захищено прототипом. Як випливає з отриманих результатів, застосування запропонованого способу дугового наплавлення стрічковим електродом дозволяє істотно підвищити надійність сплаву наплавленого шару з основним металом, тим самим поліпшивши якість зміцнених виробів. Порівнювана технологія Відповідно до прототипу Пропонована, відповідно до формули винаходу Довжина переплавленого "клина", мм 50-55 62-65 Якість наплавленого валика Задовільна Добра 25 ФОРМУЛА ВИНАХОДУ 30 Спосіб дугового наплавлення стрічковим електродом, що включає його подачу у зварювальну ванну імпульсними рухами, який відрізняється тим, що в моменти коротких замикань стрічкового електрода з основним металом примусово розривають контакт шляхом короткочасного дискретного переміщення електрода до збудження нової дуги осторонь від попередньої. 2 UA 111497 C2 Комп’ютерна верстка А. Крулевський Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for arc surfacing by strip electrode
Автори англійськоюHulakov Serhii Volodymyrovych, Psariova Iryna Serhiivna, Burlaka Volodymyr Volodymyrovych, Yaryza-Stetsenko Albina Vasylivna
Назва патенту російськоюСпособ дуговой наплавки ленточным электродом
Автори російськоюГулаков Сергей Владимирович, Псарева Ирина Сергеевна, Бурлака Владимир Владимирович, Яриза-Стеценко Альбина Васильевна
МПК / Мітки
МПК: B23K 9/04
Мітки: стрічковим, дугового, електродом, наплавлення, спосіб
Код посилання
<a href="https://ua.patents.su/5-111497-sposib-dugovogo-naplavlennya-strichkovim-elektrodom.html" target="_blank" rel="follow" title="База патентів України">Спосіб дугового наплавлення стрічковим електродом</a>
Спосіб дугового наплавлення стрічковим електродом
Номер патенту: 104830
Опубліковано: 11.03.2014
Автори: Гулаков Сергій Володимирович, Псарьова Ірина Сергіївна, Бурлака Володимир Володимирович, Яриза-Стеценко Альбіна Василівна, Кулябіна Анастасія Ігоревна
МПК: B23K 9/04
Мітки: стрічковим, електродом, спосіб, дугового, наплавлення
Формула / Реферат:
1. Спосіб дугового наплавлення стрічковим електродом, який включає підведення струму до його вильоту за допомогою розрізного струмопідвідного пристрою, який відрізняється тим, що енергію до кожного струмопідвода подають від індивідуального джерела струму, а потужність джерела струму, елемент струмопідвода якого знаходиться над дугою, яка переміщується по торцю стрічки, збільшують на 20-100 % відносно потужностей кожного з джерел, що...
Спосіб широкошарового наплавлення під флюсом стрічковим електродом
Номер патенту: 44885
Опубліковано: 26.10.2009
Автори: Лаврова Олена Володимирівна, Носовський Борис Іванович
МПК: B23K 9/12
Мітки: наплавлення, широкошарового, електродом, спосіб, флюсом, стрічковим
Формула / Реферат:
Спосіб широкошарового наплавлення під флюсом стрічковим електродом, при якому стрічковий електрод згинають і за допомогою привідних роликів, які обертаються з постійною швидкістю, і подавального пристрою подають в зону наплавлення, який відрізняється тим, що стрічковий електрод перед подачею в зону плавлення згинають під кутом 110-120° щодо осі, перпендикулярної вертикальній осі подачі стрічкового електрода, а подачу торця стрічкового...
Спосіб дугового наплавлення стрічковим електродом
Номер патенту: 83756
Опубліковано: 11.08.2008
Автори: Псарьова Ірина Сергіївна, Крівохатько Сергій Анатолійович, Бурлака Володимир Володимирович, Гулаков Сергій Володимирович
МПК: B23K 9/04
Мітки: дугового, наплавлення, спосіб, електродом, стрічковим
Формула / Реферат:
Спосіб дугового наплавлення стрічковим електродом, який включає підведення струму до вильоту електрода, який відрізняється тим, що підведення струму здійснюють окремими ізольованими один від одного елементами струмопідводу і підключають у зварювальне коло той елемент струмопідводу, що знаходиться в даний момент часу на найменшій відстані від активної плями дуги, яка переміщується по торцю стрічки.
Спосіб наплавлення розщепленим стрічковим електродом
Номер патенту: 104566
Опубліковано: 10.02.2016
Автори: Матвієнко Владислав Володимирович, Лещинський Леонід Кимович, Мазур Владислав Олександрович, Матвієнко Володимир Миколайович
МПК: B23K 9/04
Мітки: спосіб, електродом, наплавлення, стрічковим, розщепленим
Формула / Реферат:
Спосіб наплавлення розщепленим стрічковим електродом, що містить подачу у зварювальну ванну за допомогою роликів, що подають з різними швидкостями, середньої стрічки в площині, перпендикулярній напрямку наплавлення, і бічних стрічок, розташованих по обидві сторони від середньої стрічки і під кутом до неї, який відрізняється тим, що подачу середньої стрічки здійснюють притисненням роликів, що подають, до її плоскої поверхні, а подачу бічних...
Спосіб наплавлення стрічковим електродом
Номер патенту: 83749
Опубліковано: 11.08.2008
Автори: Матвієнко Владислав Володимирович, Матвієнко Ярослав Володимирович, Матвієнко Володимир Миколайович, Гулаков Сергій Володимирович
МПК: B23K 9/04
Мітки: стрічковим, наплавлення, електродом, спосіб
Формула / Реферат:
Спосіб наплавлення стрічковим електродом, при якому основну стрічку розташовують у площині, перпендикулярній напрямку наплавлення, а додаткові стрічки - з обох боків від основної під прямим кутом до її торців, який відрізняється тим, що основну стрічку переміщують уздовж додаткових на величину, рівну їх ширині, що становить ширини основної стрічки, уперед по напрямку...