Спосіб наплавлення стрічковим електродом
Номер патенту: 83749
Опубліковано: 11.08.2008
Автори: Гулаков Сергій Володимирович, Матвієнко Владислав Володимирович, Матвієнко Володимир Миколайович, Матвієнко Ярослав Володимирович
Формула / Реферат
Спосіб наплавлення стрічковим електродом, при якому основну стрічку розташовують у площині, перпендикулярній напрямку наплавлення, а додаткові стрічки - з обох боків від основної під прямим кутом до її торців, який відрізняється тим, що основну стрічку переміщують уздовж додаткових на величину, рівну їх ширині, що становить ![]() ширини основної стрічки, уперед по напрямку вектора швидкості наплавлення - при збільшенні ступеня легування й у протилежну сторону - при його зменшенні.
ширини основної стрічки, уперед по напрямку вектора швидкості наплавлення - при збільшенні ступеня легування й у протилежну сторону - при його зменшенні.
Текст
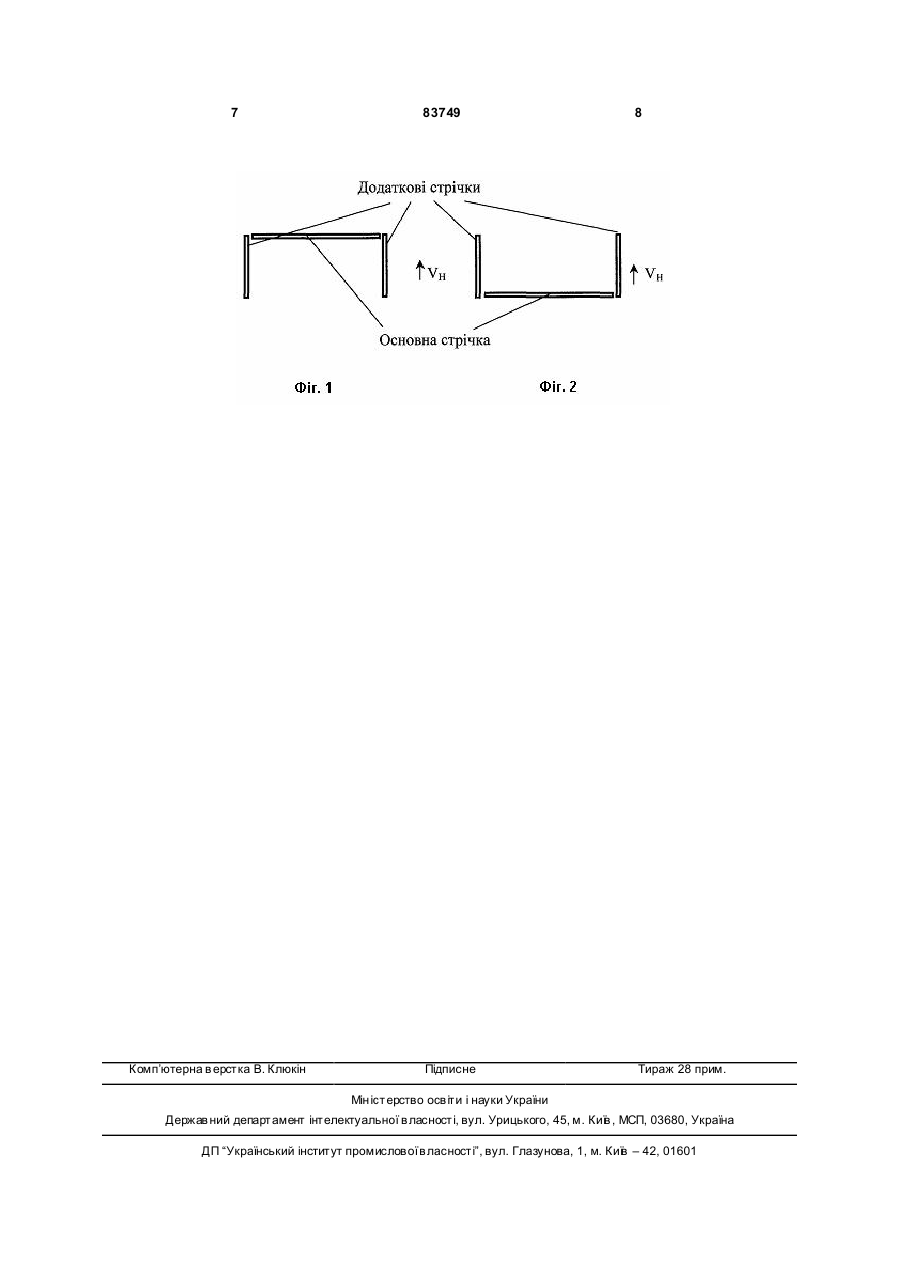
Спосіб наплавлення стрічковим електродом, при якому основну стрічку розташовують у площині, перпендикулярній напрямку наплавлення, а додаткові стрічки - з обох боків від основної під прямим кутом до її торців, який відрізняється тим, що основну стрічку переміщують уздовж додаткових на величину, рівну їх ширині, що становить 0,2 ¸ 0 ,5 ширини основної стрічки, уперед по напрямку вектора швидкості наплавлення - при збільшенні ступеня легування й у протилежну сторону - при його зменшенні. Винахід відноситься до зварювального виробництва, а саме, до зварювання і наплавлення складеним стрічковим електродом, і може бути використаний при наплавленні зносостійких і корозійностійких поверхонь. При наплавленні шару металу часто буває необхідним забезпечувати незначну глибину проплавлення, щоб уникнути великого розбавлення наплавленого металу основним і домогтися заданого ступеня легування. Наплавлення стрічковим електродом визначає малу глибину проплавлення і долю участі основного металу в наплавленому шарі, високу продуктивність процесу і можливість за один прохід наплавити поверхню значної ширини. При наплавленні робочого шару стрічковим електродом під шаром керамічного легуючого флюсу з'являється можливість легувати наплавлений метал із флюсу, що розширює технологічні можливості даного процесу. Слід зазначити залежність ефективності переходу легуючи х елементів з керамічного легуючого флюсу в наплавлений метал від відносної маси розплавленого флюсу Кф і часу перебування металу зварювальної ванни в рідкому стані. Наприклад, з ростом Кф і збільшенням часу перебування металу зварювальної ванни в рідкому стані посилюється перехід легуючих елементів [див. журнал «Сварочное производство». -1968. - №12. - С.9 - 10. - "Влияние режима наплавки под керамическим флюсом на процесс легирования наплавленного метала" / В.А. Бесхлебный, К.В. Багрянский і ін.]. Це впливає на ступінь легування металу, що наплавляється, а, отже, і на його експлуатаційні властивості - наприклад, твердість, зносостійкість, жароміцність і т.п. Відомий спосіб наплавлення стрічковим електродом з відбортованими крайками [див. Кравцов Т.Г. "Электродуговая наплавка электродной лентой". - М.: Машиностроение, 1978. - 168с.], при якому рух стрічкового електрода щодо вектора швидкості наплавлення може здійснюватися як уперед крайками, так і навпаки. Основна ціль даного способу - запобігання утворення дефектів формування країв валика, що наплавляється (підрізів, шлакових включень і ін.). Використання стрічкового електрода з фіксованою величиною відбортування крайки сприяє формуванню якісних країв наплавленого валика. Однак у відомому способі неможливо керувати значенням відносної маси розплавленого флюсу, тобто впливати на хімічний склад металу, який наплавляється, тому що величина відбортування (19) UA (11) 83749 (13) C2 (21) a200612521 (22) 28.11.2006 (24) 11.08.2008 (46) 11.08.2008, Бюл.№ 15, 2008 р. (72) ГУЛАКОВ СЕРГІЙ ВОЛОДИМИРОВИЧ, U A, МАТВІЄНКО ВОЛОДИ МИР МИКОЛАЙОВИЧ, U A, МАТВІЄНКО ВЛАДИСЛАВ ВОЛОДИМИРОВИЧ, UA, МАТВІЄНКО ЯРОСЛАВ ВОЛОДИМИРОВИЧ, UA (73) ПРИАЗОВСЬКИЙ ДЕРЖАВНИЙ ТЕХНІЧНИЙ УНІВЕРСИТЕТ, UA (56) SU 1277499 A, 04.03.1985. UA 76019 C2, 15.02.2006 US 4149060, 10.04.1979 Влияние режима наплавки под керамическим флюсом на процесс легирования наплавленного металла. В.А.Бесхлебный, К.В.Багрянский, 3 83749 крайки стрічки залишається незмінною в процесі наплавлення. Відомий спосіб наплавлення стрічковим електродом, при якому в безпосередній близькості до лінії, що продовжує край стрічкового електрода, на визначеній відстані перед або за ним розміщають круглий чи прямокутний електрод, і одночасно здійснюють наплавлення зазначеним круглим чи прямокутним електродом у напрямку наплавлення, виконуваним зазначеним стрічковим електродом [див. Акцептована заявка №44-19978 Японія, НКИ 12В15, патентний бюлетень «Токке кохо», дата публікації 28.08.69p.]. Даний спосіб наплавлення забезпечує запобігання виникнення підрізів зони сплавлення, шлакових включень на ділянці перекриття суміжних валиків за рахунок якісного проплавлення основного металу за допомогою круглого або прямокутного додаткового електрода. Однак, використання складеного електрода, що містить електроди різної геометричної форми круглої або прямокутний, істотно утр удняє їхню одночасну подачу і не впливає на динаміку плавлення флюсу, а тільки на локальне проплавлення основного металу, що знижує імовірність утворення дефектів формування країв наплавленого валика, але не дозволяє впливати на хімічний склад металу. Відомий спосіб наплавлення розщепленим стрічковим електродом [див. а.с. 1277499 СРСР, МКИ В23К 9/04. "Способ наплавки расщепленным ленточным электродом" / В.Н. Матвиенко, Л.К. Лещинский, Ю.В. Белоусов и др. - 04.03.1985], при якому основну стрічку розташовують у площині, перпендикулярній напрямку наплавлення, а, принаймні, одну додаткову - під кутом 60 - 120 градусів до торця основної, причому основну і додаткові стрічки подають у зону наплавлення з різними швидкостями. Спосіб прийнятий за прототип. У відомому способі забезпечується якісне формування країв наплавленого валика, однак немає можливості управління хімічним складом металу, що наплавляється, одержання металу з регламентованим розподілом властивостей по довжині наплавлення, до того ж необхідність подачі стрічок з різною швидкістю подачі ускладнює конструкцію механізму, що їх подає. В основу винаходу поставлена задача удосконалити спосіб наплавлення стрічковим електродом шляхом додаткових дій над об'єктом і умов їхнього здійснення, що дозволить забезпечити можливість управління хімічним складом наплавленого металу, і за рахунок регулювання ефективності переходу легуючих елементів з керамічного флюсу в наплавлений метал одержувати наплавлений шар металу з регламентованим розподілом властивостей (змінним хімічним складом). Поставлена задача вирішується тим, що в способі наплавлення стрічковим електродом, що містить розміщення основної стрічки в площині, перпендикулярній напрямку наплавлення, а додаткових стрічок -з обох сторін від основної під прямим кутом до її торців, відповідно до винаходу, основну стрічку переміщають уздовж додаткових 4 на величину, рівну їхній ширині, що становить 0,2¸0,5 ширини основної стрічки, уперед по напрямку вектора швидкості наплавлення - при збільшенні ступеня легування і у протилежну сторону - при її зменшенні. Суть винаходу пояснюється кресленням, де на Фіг.1 і 2 представлена схема наплавлення. На Фіг.1 зображена схема наплавлення, коли основна стрічка розташована у передній частині (відносно вектора швидкості наплавлення VH) додаткових стрічок, а на Фіг.2 - розташування основної стрічки - позаду додаткових. Для підвищення ступеня легування (за рахунок інтенсифікації переходу легуючи х елементів з керамічного флюсу) основну стрічку складеного електрода необхідно розташовувати перед бічними (1І) (Фіг.1). При такому розташуванні електродів досягається максимальна довжина зварювальної ванни, а, отже, максимальний об'єм розплавленого металу і флюсу. Це приводить до збільшення часу перебування металу в рідкому стані, а також до збільшення відносної маси розплавленого флюсу Кф , що є основним показником переходу легуючи х елементів із флюсу. Мінімальна довжина зварювальної ванни і найменша відносна маса розплавленого флюсу Кф , а отже і мінімальна ступень легування наплавленого металу, спостерігається при - образному розташуванні електродів (Фіг.2). Для зниження ступеня легування необхідно перемістити основну стрічку уздовж бічних. При цьому ширина додаткових стрічок складає 0,2 - 0,5 ширини основної стрічки. При ширині додаткових стрічок менш 0,2 ширини основної стрічки відсутній ефект впливу на відносну масу розплавленого флюсу. При ширині додаткових стрічок більш 0,5 ширини основної стрічки погіршується якість формування наплавленого валика і порушується стабільність протікання процесу наплавлення. Використання при наплавленні різних конфігурацій складеного стрічкового електрода забезпечує за рахунок керування відносною масою розплавленого флюсу і часом перебування металу в рідкому стані рішення конкретних задач, а саме: - розміщення основної стрічки біля передніх крайок (щодо вектора швидкості наплавлення) додаткових, тобто при - образному складеному стрічковому електроді - відбувається збільшення переходу легуючи х елементів з керамічного флюсу, що забезпечує формування високолегованого наплавленого металу; - розміщення основної стрічки біля задніх крайок додаткових, тобто при - образному - відбувається зменшення переходу легуючи х елементів з керамічного флюсу, що забезпечує формування низьколегованого наплавленого металу. Розглянемо умови переходу легуючи х елементів з керамічного флюсу в наплавлений метал. Відомі технологічні процеси наплавлення, коли для зниження ступеня легування наплавленого металу при використанні керамічного флюсу, який забезпечує одержання високолегованого сплаву, даний флюс розбавляють у визначеній пропорції звичайним плавленим флюсом. Така технологія не 5 83749 дозволяє безупинно змінювати склад шару, що наплавляється, а також характеризується підвищеною неоднорідністю складу наплавленого металу через можливість сепарації флюсів з різною щільністю, нерівномірним змішуванням різнорідних флюсів. Установлено, що при використанні складеного стрічкового електрода - образної форми ступінь легування наплавленого металу може змінюватися шляхом регулювання його конфігурації - від - образного до - образного, відповідно до чого пропонується спосіб управління хімічним складом наплавленого металу за рахунок зміни конфігурації складеного стрічкового електрода від - образного до - образного шляхом переміщення основної стрічки уздовж бічних. Спосіб наплавлення складеним стрічковим електродом здійснюється в такий спосіб. Три стрічкових електроди (основний і два додаткових) подаються одночасно спеціальними роликами в спільну зварювальну ванну. При цьому конструкція мундштука пристрою, що подає електроди, передбачає можливість переміщення основного стрічкового електрода уздовж додаткових на величину, рівну їхній ширині. Наплавлення здійснювалося на стандартному зварювальному уста ткуванні (автомат АД-231 для зварювання і наплавлення під флюсом) із приставкою для подачі складеного стрічкового електрода. 6 Приклад. Для реалізації пропонованого способу використовувалися стрічкові електроди зі сталі марки 08кп перетином: основний 50´0,5мм, додаткові - 25´0,5мм. Наплавлення здійснювалося на постійному струмі під керамічним легуючим флюсом марки ЖСН-5. Вольтамперна характеристика джерела живлення (ВСЖ-1600) - жорстка. Величина зварювального струму І = 1200 - 1250А, напруга на дузі U = 30 - 32В, швидкість наплавлення V = 18м/ч. Ефективність переходу легуючи х елементів оцінювали шляхом проведення хімічного аналізу наплавленого металу і визначення відносної маси розплавленого флюсу. Результати експерименту представлені в таблиці, з якої видно, що пропонований спосіб наплавлення складеним стрічковим електродом з різною конфігурацією в порівнянні з аналогом забезпечує зміну ступеня легування наплавленого металу при наплавленні під тим самим легуючим керамічним флюсом. Використання даного способу забезпечує зміна ступеня легування наплавленого металу в процесі наплавлення одного валика, що дає можливість одержувати шар металу з різними властивостями, необхідними в залежності від вимог експлуатації відновлюваної й зміцнюваної деталі. Таблиця Форма скла- Відношення ши- Концентрація легуючи х елементів у наплавленому металі, % деного стріч- рини додаткових кового елект- стрічок до ширини основної, С Cr Mn рода Вд/Во 0,21 5,3 0,42 0,1 0,10 4,0 0,10 0,2 0,12 4,2 0,15 0,3 0,15 4,5 0,18 0,4 0,16 4,8 0,22 0,5 0,18 5,2 0,26 0,6 0,20 5,5 0,32 0,1 0,12 4,2 0,14 0,2 0,16 4,7 0,26 0,3 0,20 5,3 0,42 0,4 0,25 6,1 0,64 0,5 0,32 7,2 0,82 0,6 0,40 8,0 1,00 Відносна маса розплавленого флюсу, Кф Якість наплавленого валика, бал 1,6 0,8 0,9 1,0 1,1 1,2 1,3 1,5 1,6 1,7 1,8 1,9 2,0 гарне незадовільне задовільне гарне гарне задовільне незадовільне незадовільне задовільне гарне гарне гарне незадовільне 7 Комп’ютерна в ерстка В. Клюкін 83749 8 Підписне Тираж 28 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of surfacing by strip electrode
Автори англійськоюHulakov Serhii Volodymyrovych, Matviienko Volodymyr Mykolaiovych, Matviienko Vladyslav Volodymyrovych, Matviienko Yaroslav Volodymyrovych
Назва патенту російськоюСпособ наплавки ленточным электродом
Автори російськоюГулаков Сергей Владимирович, Матвиенко Владимир Николаевич, Матвиенко Владислав Владимирович, Матвиенко Ярослав Владимирович
МПК / Мітки
МПК: B23K 9/04
Мітки: наплавлення, спосіб, стрічковим, електродом
Код посилання
<a href="https://ua.patents.su/4-83749-sposib-naplavlennya-strichkovim-elektrodom.html" target="_blank" rel="follow" title="База патентів України">Спосіб наплавлення стрічковим електродом</a>
Спосіб електродугового наплавлення неплавким електродом в інертному газі з присадним дротом
Номер патенту: 42418
Опубліковано: 15.10.2001
Автори: Кузнецов Валерій Дмитрович, Бунаков Олексій Іванович
МПК: B23K 9/04
Мітки: електродом, інертному, присадним, спосіб, газі, електродугового, неплавким, наплавлення, дротом
Формула / Реферат:
Спосіб електродугового наплавлення неплавким електродом в інертному газі з присадним дротом, що включає подачу на присадний дріт потенціалу живлення зварювального джерела, який відрізняється тим, що потенціал живлення присадного Дроту встановлюють одноіменним з потенціалом неплавкого електрода, відстань між електродами вибирають не більш суми розмірів їх активних плям дуги на виробі, при цьому наплавлення здійснюють в напрямку розташування...
Установка для дугового зварювання і наплавлення порошковим електродом
Номер патенту: 58855
Опубліковано: 15.08.2003
Автори: Воленко Ірина Вікторовна, Чигарьов Валерій Васильович, Літвінов Олександр Павлович, Кассов Валерій Дмитрович
МПК: B23K 9/04
Мітки: дугового, наплавлення, електродом, порошковим, установка, зварювання
Формула / Реферат:
Установка для дугового зварювання і наплавлення порошковим електродом, переважно стрічкою, що має джерело живлення, механізм подачі порошкової стрічки, струмопідвід, мундштук, пристрій попереднього підігріву стрічки, яка відрізняється тим, що вона додатково обладнана роликами бочкоподібної форми, які встановлені на вильоті порошкової стрічки нижче зони підігріву, причому ширина ролика дорівнює:
Спосіб наплавлення плавким електродом деталей із вуглецевих сталей
Номер патенту: 79844
Опубліковано: 25.07.2007
Автор: Фастовець Павло Миколайович
МПК: B23K 9/04, B22D 19/00
Мітки: плавким, наплавлення, спосіб, електродом, сталей, вуглецевих, деталей
Формула / Реферат:
Спосіб наплавлення плавким електродом деталей із вуглецевих сталей, при якому зношені циліндричні поверхні деталей наплавляють по гвинтовій траєкторії із частковим переплавленням суміжних валиків, який відрізняється тим, що вміст вуглецю в наплавленому металі обмежують верхньою та нижньою границями, при цьому верхня границя дорівнює 0,7 %, а нижня – 0,5 %.
Установка для дугового зварювання і наплавлення порошковим електродом
Номер патенту: 43716
Опубліковано: 17.12.2001
Автори: Кассов Валерій Дмитрович, Гавриш Павло Анатолійович, Кадава Віктор Володимирович, Чигарьов Валерій Васильович
Мітки: електродом, порошковим, наплавлення, установка, зварювання, дугового
Формула / Реферат:
Установка для дугового зварювання і наплавлення порошковим електродом, що має джерело живлення, механізм подачі порошкового дроту, струмопідвід, мундштук, пристрій попереднього підігріву дроту, яка відрізняється тим, що вона додатково обладнана охолоджувальним елементом, установленим на вильоті порошкового електрода нижче зони підігріву, причому в охолоджувальному елементі виконано внутрішні канали для подавання вуглекислого газу, з'єднані з...
Спосіб дугового наплавлення постійним струмом плавким електродом під флюсом
Номер патенту: 80201
Опубліковано: 27.08.2007
Автори: Делі Олександр Анатолійович, Міронова Марина Володимирівна, Размишляєв Олександр Денисович
МПК: B23K 9/08
Мітки: електродом, наплавлення, спосіб, струмом, постійним, флюсом, плавким, дугового
Формула / Реферат:
Спосіб дугового наплавлення постійним струмом плавким електродом під флюсом, що включає дію на зварювальну дугу постійного подовжнього магнітного поля, який відрізняється тим, що впливають полем, подовжня компонента індукції якого за межами активної плями дуги на поверхні виробу складає 15-20 мТл.
Попередній патент: Спосіб звернення до фізичного каналу (варіанти)
Наступний патент: Спосіб і пристрій для викопування коренеплодів, зокрема буряків
Випадковий патент: Спосіб виготовлення та відновлення лопатки вентилятора