Спосіб широкошарового наплавлення під флюсом стрічковим електродом
Номер патенту: 44885
Опубліковано: 26.10.2009
Автори: Лаврова Олена Володимирівна, Носовський Борис Іванович
Формула / Реферат
Спосіб широкошарового наплавлення під флюсом стрічковим електродом, при якому стрічковий електрод згинають і за допомогою привідних роликів, які обертаються з постійною швидкістю, і подавального пристрою подають в зону наплавлення, який відрізняється тим, що стрічковий електрод перед подачею в зону плавлення згинають під кутом 110-120° щодо осі, перпендикулярної вертикальній осі подачі стрічкового електрода, а подачу торця стрічкового електрода в зону наплавлення здійснюють імпульсними рухами з частотою 40-60 коливань в секунду.
Текст
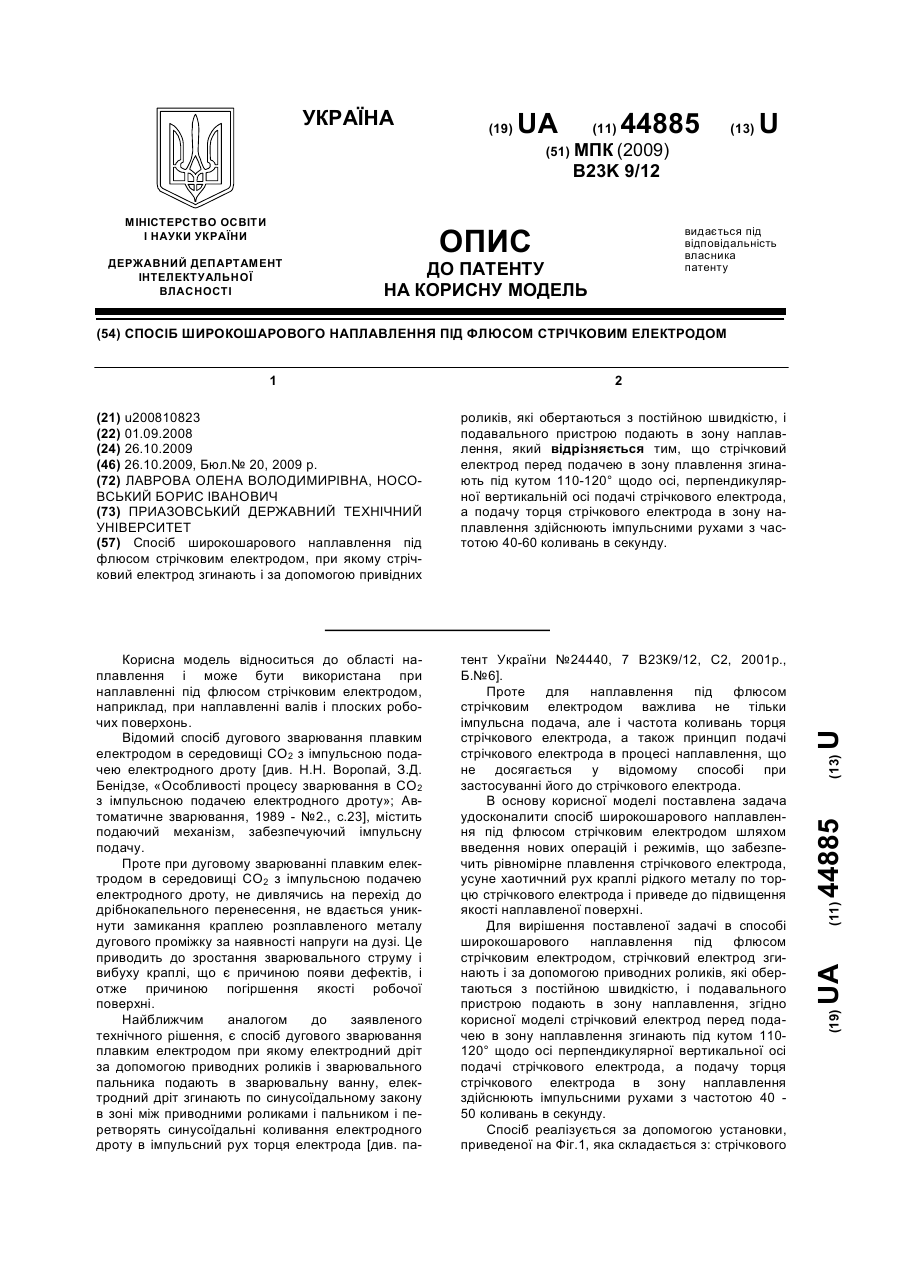
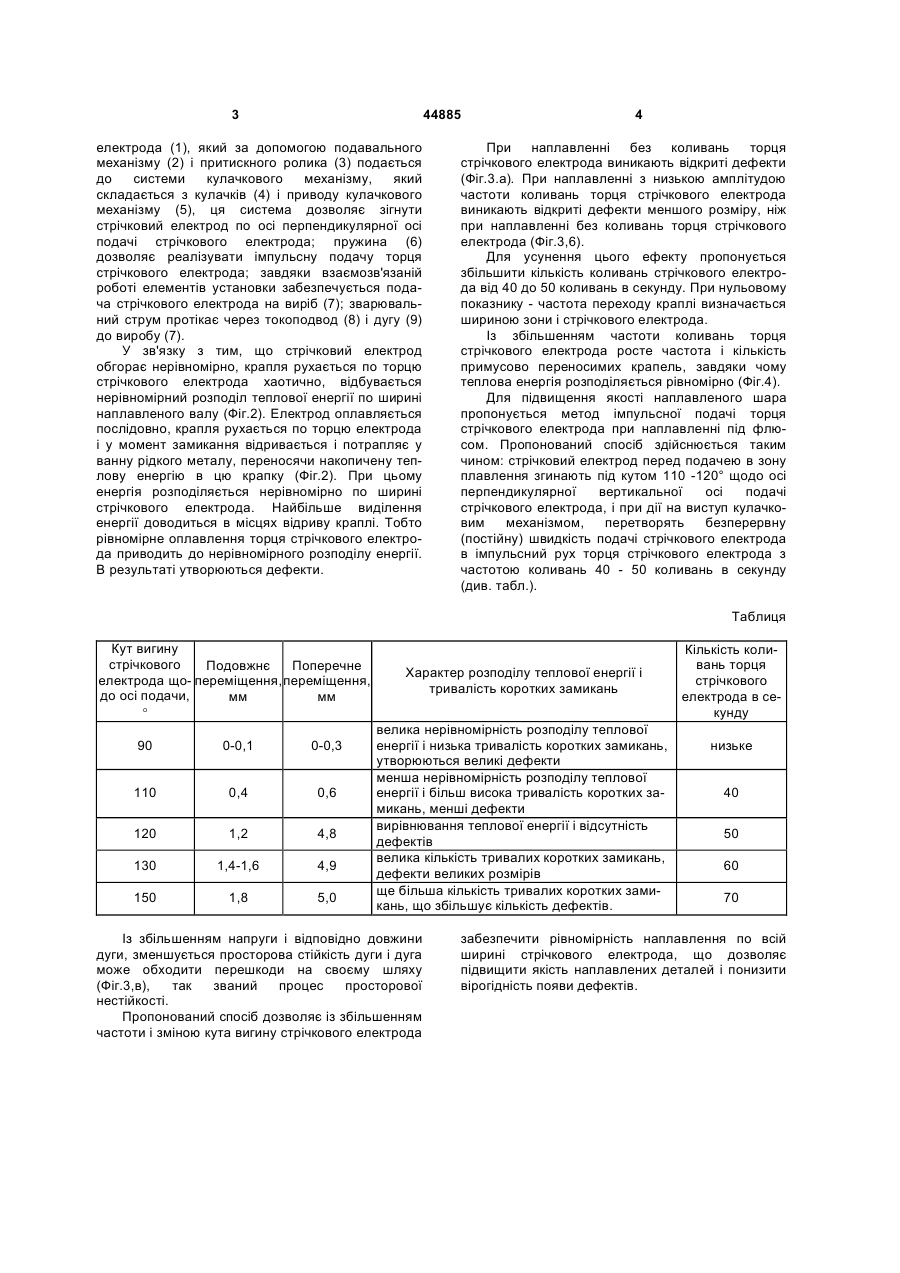
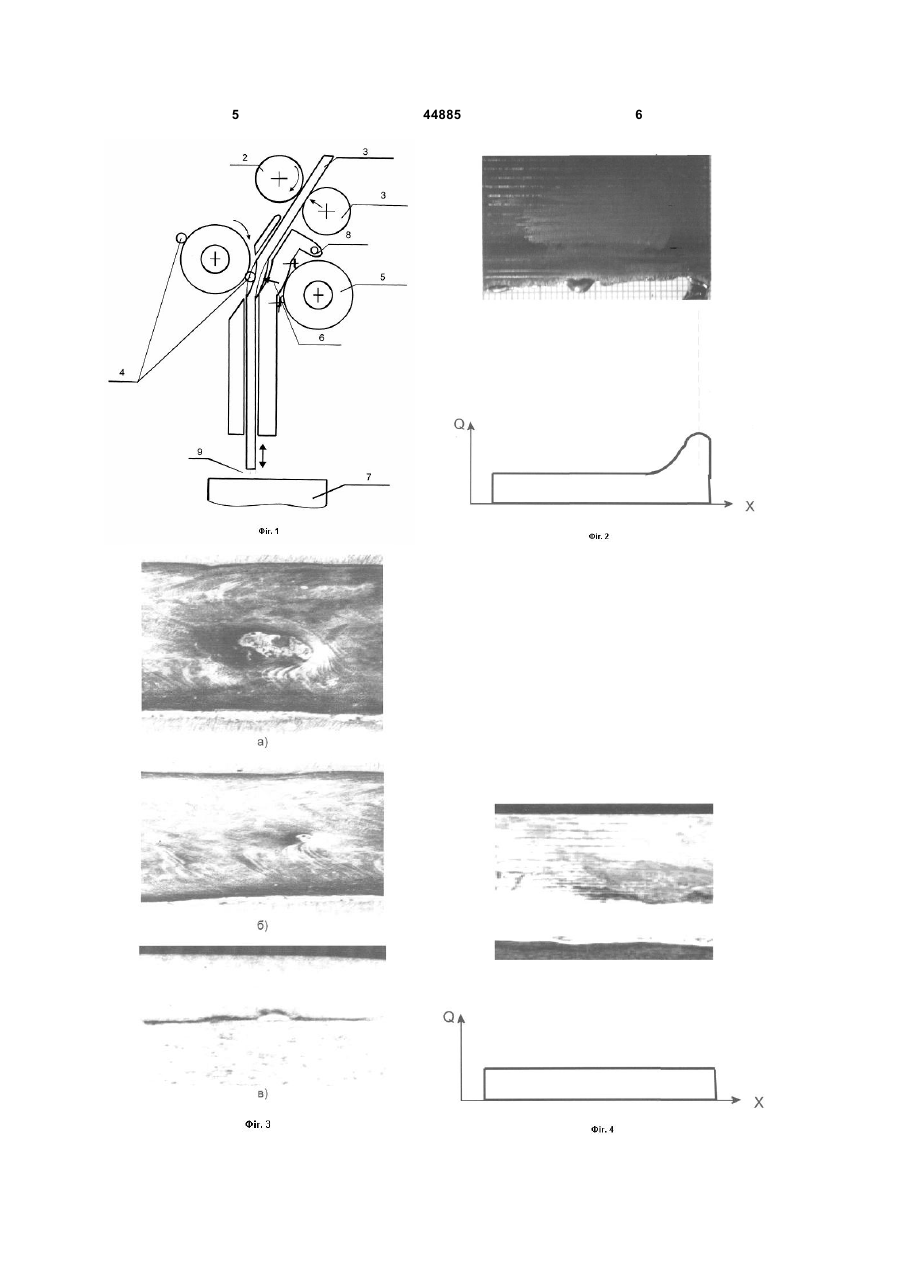
Спосіб широкошарового наплавлення під флюсом стрічковим електродом, при якому стрічковий електрод згинають і за допомогою привідних 3 44885 електрода (1), який за допомогою подавального механізму (2) і притискного ролика (3) подається до системи кулачкового механізму, який складається з кулачків (4) і приводу кулачкового механізму (5), ця система дозволяє зігнути стрічковий електрод по осі перпендикулярної осі подачі стрічкового електрода; пружина (6) дозволяє реалізувати імпульсну подачу торця стрічкового електрода; завдяки взаємозв'язаній роботі елементів установки забезпечується подача стрічкового електрода на виріб (7); зварювальний струм протікає через токоподвод (8) і дугу (9) до виробу (7). У зв'язку з тим, що стрічковий електрод обгорає нерівномірно, крапля рухається по торцю стрічкового електрода хаотично, відбувається нерівномірний розподіл теплової енергії по ширині наплавленого валу (Фіг.2). Електрод оплавляється послідовно, крапля рухається по торцю електрода і у момент замикання відривається і потрапляє у ванну рідкого металу, переносячи накопичену теплову енергію в цю крапку (Фіг.2). При цьому енергія розподіляється нерівномірно по ширині стрічкового електрода. Найбільше виділення енергії доводиться в місцях відриву краплі. Тобто рівномірне оплавлення торця стрічкового електрода приводить до нерівномірного розподілу енергії. В результаті утворюються дефекти. 4 При наплавленні без коливань торця стрічкового електрода виникають відкриті дефекти (Фіг.3.а). При наплавленні з низькою амплітудою частоти коливань торця стрічкового електрода виникають відкриті дефекти меншого розміру, ніж при наплавленні без коливань торця стрічкового електрода (Фіг.3,6). Для усунення цього ефекту пропонується збільшити кількість коливань стрічкового електрода від 40 до 50 коливань в секунду. При нульовому показнику - частота переходу краплі визначається шириною зони і стрічкового електрода. Із збільшенням частоти коливань торця стрічкового електрода росте частота і кількість примусово переносимих крапель, завдяки чому теплова енергія розподіляється рівномірно (Фіг.4). Для підвищення якості наплавленого шара пропонується метод імпульсної подачі торця стрічкового електрода при наплавленні під флюсом. Пропонований спосіб здійснюється таким чином: стрічковий електрод перед подачею в зону плавлення згинають під кутом 110 -120° щодо осі перпендикулярної вертикальної осі подачі стрічкового електрода, і при дії на виступ кулачковим механізмом, перетворять безперервну (постійну) швидкість подачі стрічкового електрода в імпульсний рух торця стрічкового електрода з частотою коливань 40 - 50 коливань в секунду (див. табл.). Таблиця Кут вигину стрічкового Подовжнє Поперечне електрода що- переміщення, переміщення, до осі подачи, мм мм ° 90 0-0,1 0-0,3 110 0,4 0,6 120 1,2 4,8 130 1,4-1,6 4,9 150 1,8 5,0 Характер розподілу теплової енергії і тривалість коротких замикань велика нерівномірність розподілу теплової енергії і низька тривалість коротких замикань, утворюються великі дефекти менша нерівномірність розподілу теплової енергії і більш висока тривалість коротких замикань, менші дефекти вирівнювання теплової енергії і відсутність дефектів велика кількість тривалих коротких замикань, дефекти великих розмірів ще більша кількість тривалих коротких замикань, що збільшує кількість дефектів. Із збільшенням напруги і відповідно довжини дуги, зменшується просторова стійкість дуги і дуга може обходити перешкоди на своєму шляху (Фіг.3,в), так званий процес просторової нестійкості. Пропонований спосіб дозволяє із збільшенням частоти і зміною кута вигину стрічкового електрода Кількість коливань торця стрічкового електрода в секунду низьке 40 50 60 70 забезпечити рівномірність наплавлення по всій ширині стрічкового електрода, що дозволяє підвищити якість наплавлених деталей і понизити вірогідність появи дефектів. 5 44885 6 7 Комп’ютерна верстка Л.Литвиненко 44885 8 Підписне Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of wide-layer submerged hard-facing by strip electrode
Автори англійськоюLavrova Olena Volodymyrivna, Nosovskyi Borys Ivanovych
Назва патенту російськоюСпособ широкослойной наплавки под флюсом ленточным электродом
Автори російськоюЛаврова Елена Владимировна, Носовский Борис Иванович
МПК / Мітки
МПК: B23K 9/12
Мітки: широкошарового, електродом, спосіб, стрічковим, флюсом, наплавлення
Код посилання
<a href="https://ua.patents.su/4-44885-sposib-shirokosharovogo-naplavlennya-pid-flyusom-strichkovim-elektrodom.html" target="_blank" rel="follow" title="База патентів України">Спосіб широкошарового наплавлення під флюсом стрічковим електродом</a>
Спосіб наплавлення стрічковим електродом
Номер патенту: 83749
Опубліковано: 11.08.2008
Автори: Матвієнко Володимир Миколайович, Гулаков Сергій Володимирович, Матвієнко Ярослав Володимирович, Матвієнко Владислав Володимирович
МПК: B23K 9/04
Мітки: спосіб, стрічковим, наплавлення, електродом
Формула / Реферат:
Спосіб наплавлення стрічковим електродом, при якому основну стрічку розташовують у площині, перпендикулярній напрямку наплавлення, а додаткові стрічки - з обох боків від основної під прямим кутом до її торців, який відрізняється тим, що основну стрічку переміщують уздовж додаткових на величину, рівну їх ширині, що становить ширини основної стрічки, уперед по напрямку...
Спосіб дугового наплавлення стрічковим електродом
Номер патенту: 83756
Опубліковано: 11.08.2008
Автори: Псарьова Ірина Сергіївна, Бурлака Володимир Володимирович, Гулаков Сергій Володимирович, Крівохатько Сергій Анатолійович
МПК: B23K 9/04
Мітки: стрічковим, електродом, спосіб, дугового, наплавлення
Формула / Реферат:
Спосіб дугового наплавлення стрічковим електродом, який включає підведення струму до вильоту електрода, який відрізняється тим, що підведення струму здійснюють окремими ізольованими один від одного елементами струмопідводу і підключають у зварювальне коло той елемент струмопідводу, що знаходиться в даний момент часу на найменшій відстані від активної плями дуги, яка переміщується по торцю стрічки.
Спосіб наплавлення стрічковим електродом
Номер патенту: 85445
Опубліковано: 26.01.2009
Автори: Матвієнко Ярослав Володимирович, Матвієнко Владислав Володимирович, Матвієнко Володимир Миколайович, Гулаков Сергій Володимирович
МПК: B23K 9/04
Мітки: стрічковим, спосіб, електродом, наплавлення
Формула / Реферат:
1. Спосіб наплавлення стрічковим електродом, при якому в зварювальну ванну подають основну і дві додаткові стрічки, розташовуючи основну стрічку в площині, перпендикулярній напряму наплавлення, а додаткові - по обидві сторони від основної з можливістю їх повороту, який відрізняється тим, що додаткові стрічки, шириною до 0,5 ширини основної стрічки, встановлюють позаду основної стрічки бічними передніми кромками до кромок основної стрічки з...
Пристрій для наплавлення під флюсом плавким електродом постійним струмом
Номер патенту: 20393
Опубліковано: 15.01.2007
Автори: Делі Олександр Анатолійович, Міронова Марина Володимирівна, Розмишляєв Олександр Денисович
Мітки: флюсом, пристрій, плавким, електродом, постійним, струмом, наплавлення
Формула / Реферат:
Пристрій для наплавлення під флюсом плавким електродом постійним струмом, що містить електромагніт, виконаний із струмопровідної трубки та обмотки, і мундштук, який відрізняється тим, що на струмопровідній трубці додатково встановлена струмопровідна планка, яка з'єднана з обмоткою.
Спосіб дугового наплавлення постійним струмом плавким електродом під флюсом
Номер патенту: 80201
Опубліковано: 27.08.2007
Автори: Міронова Марина Володимирівна, Делі Олександр Анатолійович, Размишляєв Олександр Денисович
МПК: B23K 9/08
Мітки: струмом, флюсом, плавким, постійним, спосіб, наплавлення, електродом, дугового
Формула / Реферат:
Спосіб дугового наплавлення постійним струмом плавким електродом під флюсом, що включає дію на зварювальну дугу постійного подовжнього магнітного поля, який відрізняється тим, що впливають полем, подовжня компонента індукції якого за межами активної плями дуги на поверхні виробу складає 15-20 мТл.
Попередній патент: Пристрій для профілактичного впливу на організм людини
Наступний патент: Кулачково-цівковий механізм з внутрішнім зачепленням для переривчастого обертового руху веденої ланки
Випадковий патент: Спосіб лікування гіперліпідемій