Спосіб дугового наплавлення стрічковим електродом
Номер патенту: 83756
Опубліковано: 11.08.2008
Автори: Гулаков Сергій Володимирович, Бурлака Володимир Володимирович, Крівохатько Сергій Анатолійович, Псарьова Ірина Сергіївна
Формула / Реферат
Спосіб дугового наплавлення стрічковим електродом, який включає підведення струму до вильоту електрода, який відрізняється тим, що підведення струму здійснюють окремими ізольованими один від одного елементами струмопідводу і підключають у зварювальне коло той елемент струмопідводу, що знаходиться в даний момент часу на найменшій відстані від активної плями дуги, яка переміщується по торцю стрічки.
Текст
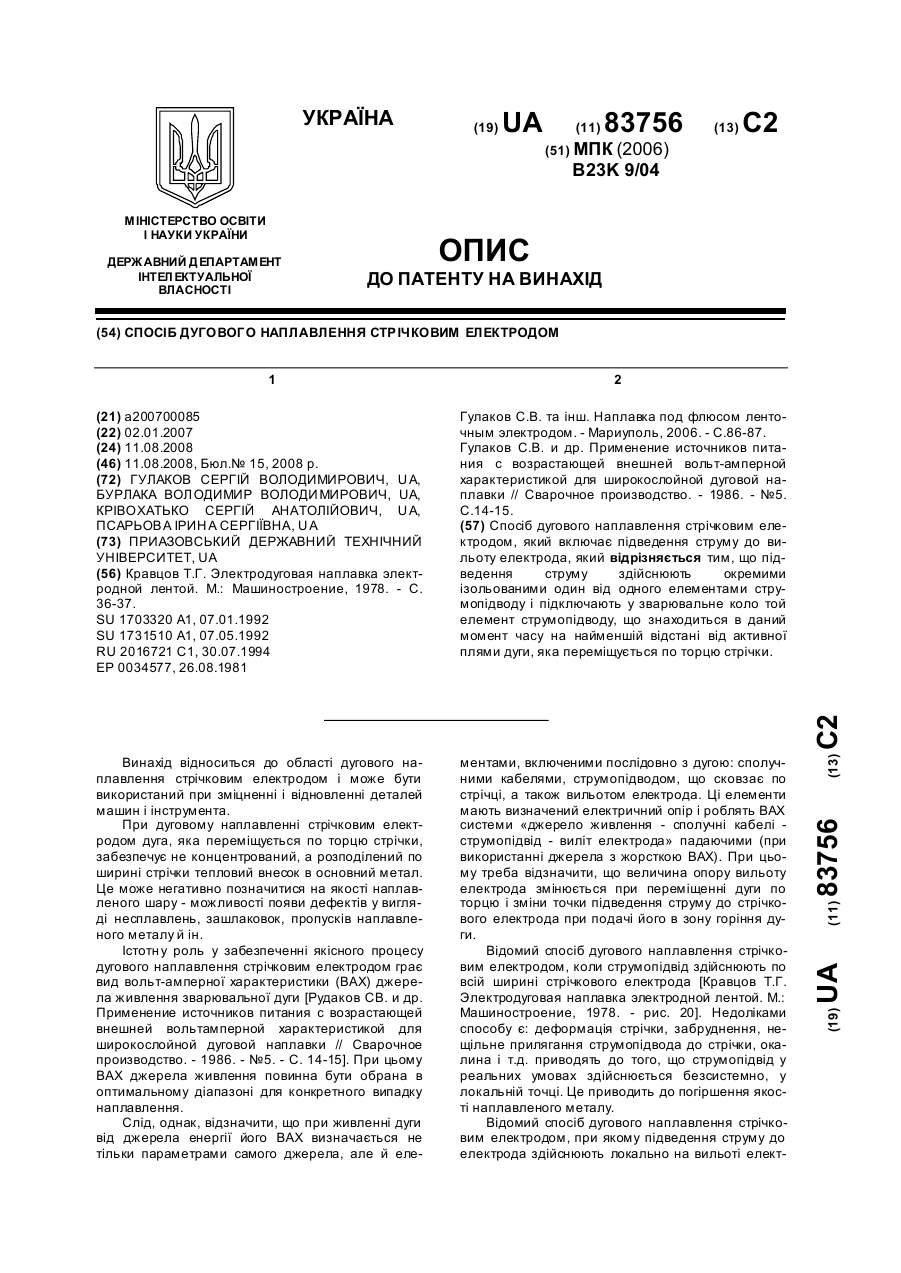
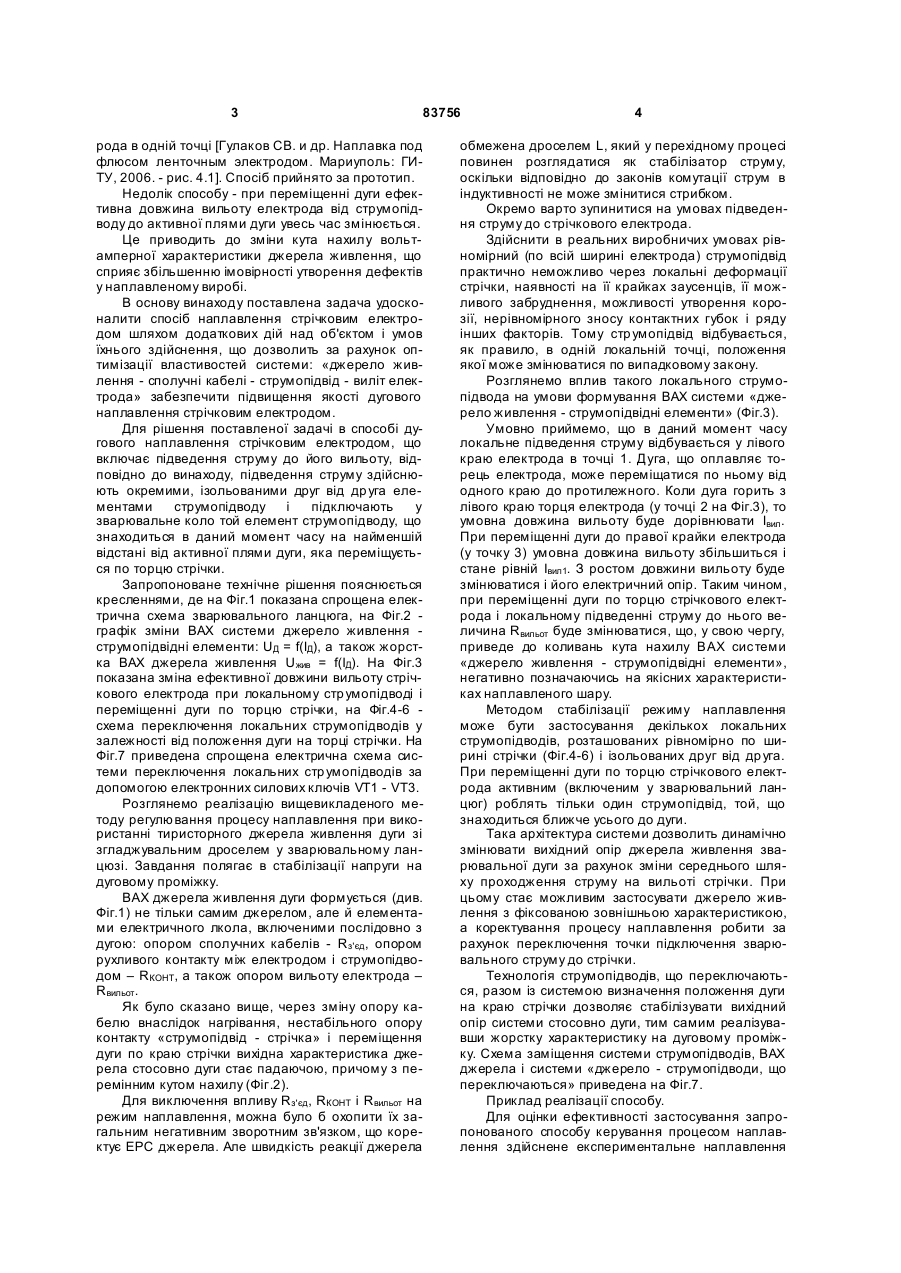
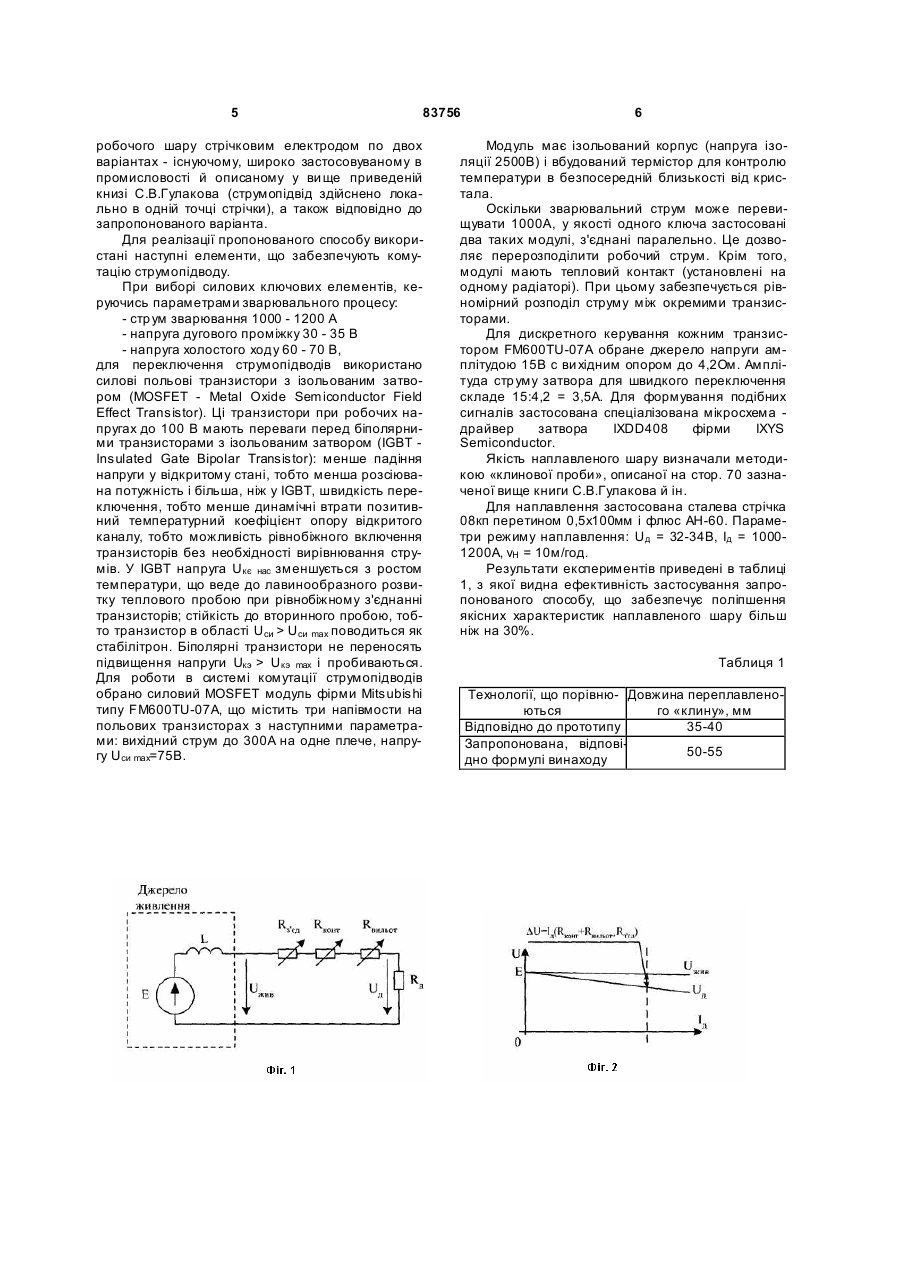
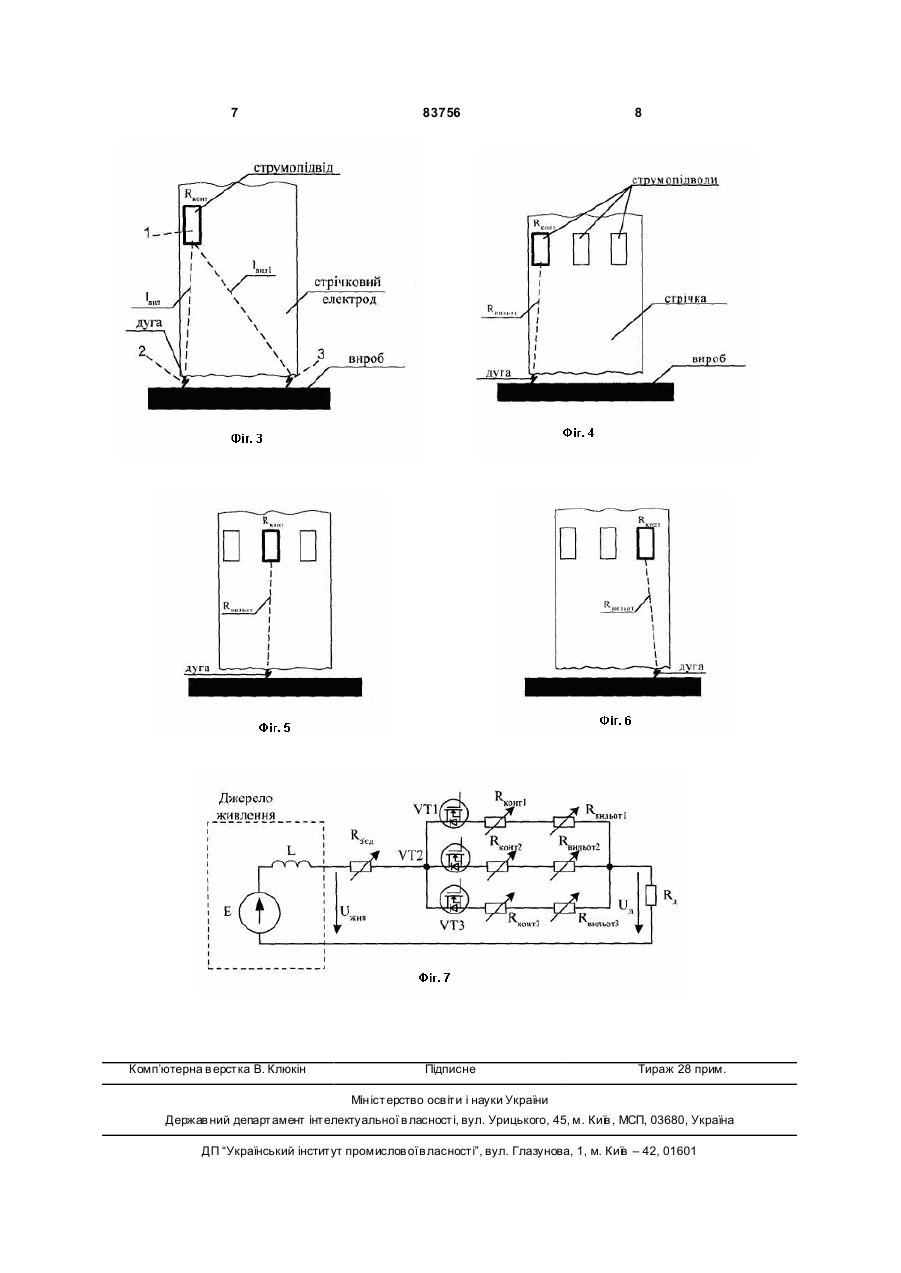
Спосіб дугового наплавлення стрічковим електродом, який включає підведення струму до вильоту електрода, який відрізняється тим, що підведення струму здійснюють окремими ізольованими один від одного елементами струмопідводу і підключають у зварювальне коло той елемент струмопідводу, що знаходиться в даний момент часу на найменшій відстані від активної плями дуги, яка переміщується по торцю стрічки. Винахід відноситься до області дугового наплавлення стрічковим електродом і може бути використаний при зміцненні і відновленні деталей машин і інструмента. При дуговому наплавленні стрічковим електродом дуга, яка переміщується по торцю стрічки, забезпечує не концентрований, а розподілений по ширині стрічки тепловий внесок в основний метал. Це може негативно позначитися на якості наплавленого шару - можливості появи дефектів у вигляді несплавлень, зашлаковок, пропусків наплавленого металу й ін. Істотн у роль у забезпеченні якісного процесу дугового наплавлення стрічковим електродом грає вид вольт-амперної характеристики (ВАХ) джерела живлення зварювальної дуги [Рудаков СВ. и др. Применение источников питания с возрастающей внешней вольтамперной характеристикой для широкослойной дуговой наплавки // Сварочное производство. - 1986. - №5. - С. 14-15]. При цьому ВАХ джерела живлення повинна бути обрана в оптимальному діапазоні для конкретного випадку наплавлення. Слід, однак, відзначити, що при живленні дуги від джерела енергії його ВАХ визначається не тільки параметрами самого джерела, але й еле ментами, включеними послідовно з дугою: сполучними кабелями, струмопідводом, що сковзає по стрічці, а також вильотом електрода. Ці елементи мають визначений електричний опір і роблять ВАХ системи «джерело живлення - сполучні кабелі струмопідвід - виліт електрода» падаючими (при використанні джерела з жорсткою ВАХ). При цьому треба відзначити, що величина опору вильоту електрода змінюється при переміщенні дуги по торцю і зміни точки підведення струму до стрічкового електрода при подачі його в зону горіння дуги. Відомий спосіб дугового наплавлення стрічковим електродом, коли струмопідвід здійснюють по всій ширині стрічкового електрода [Кравцов Т.Г. Электродуговая наплавка электродной лентой. М.: Машиностроение, 1978. - рис. 20]. Недоліками способу є: деформація стрічки, забруднення, нещільне прилягання струмопідвода до стрічки, окалина і т.д. приводять до того, що струмопідвід у реальних умовах здійснюється безсистемно, у локальній точці. Це приводить до погіршення якості наплавленого металу. Відомий спосіб дугового наплавлення стрічковим електродом, при якому підведення струму до електрода здійснюють локально на вильоті елект (19) UA (11) 83756 (13) C2 (21) a200700085 (22) 02.01.2007 (24) 11.08.2008 (46) 11.08.2008, Бюл.№ 15, 2008 р. (72) ГУЛАКОВ СЕРГІЙ ВОЛОДИМИРОВИЧ, U A, БУРЛАКА ВОЛОДИМИР ВОЛОДИ МИРОВИЧ, UA, КРІВОХАТЬКО СЕРГІЙ АНАТОЛІЙОВИЧ, U A, ПСАРЬОВА ІРИН А СЕРГІЇВНА, U A (73) ПРИАЗОВСЬКИЙ ДЕРЖАВНИЙ ТЕХНІЧНИЙ УНІВЕРСИТЕТ, UA (56) Кравцов Т.Г. Электродуговая наплавка электродной лентой. М.: Машиностроение, 1978. - С. 36-37. SU 1703320 A1, 07.01.1992 SU 1731510 A1, 07.05.1992 RU 2016721 C1, 30.07.1994 EP 0034577, 26.08.1981 3 83756 рода в одній точці [Гулаков СВ. и др. Наплавка под флюсом ленточным электродом. Мариуполь: ГИТУ, 2006. - рис. 4.1]. Спосіб прийнято за прототип. Недолік способу - при переміщенні дуги ефективна довжина вильоту електрода від струмопідводу до активної плями дуги увесь час змінюється. Це приводить до зміни кута нахилу вольтамперної характеристики джерела живлення, що сприяє збільшенню імовірності утворення дефектів у наплавленому виробі. В основу винаходу поставлена задача удосконалити спосіб наплавлення стрічковим електродом шляхом додаткових дій над об'єктом і умов їхнього здійснення, що дозволить за рахунок оптимізації властивостей системи: «джерело живлення - сполучні кабелі - струмопідвід - виліт електрода» забезпечити підвищення якості дугового наплавлення стрічковим електродом. Для рішення поставленої задачі в способі дугового наплавлення стрічковим електродом, що включає підведення струму до його вильоту, відповідно до винаходу, підведення струму здійснюють окремими, ізольованими друг від др уга елементами струмопідводу і підключають у зварювальне коло той елемент струмопідводу, що знаходиться в даний момент часу на найменшій відстані від активної плями дуги, яка переміщується по торцю стрічки. Запропоноване технічне рішення пояснюється кресленнями, де на Фіг.1 показана спрощена електрична схема зварювального ланцюга, на Фіг.2 графік зміни ВАХ системи джерело живлення струмопідвідні елементи: UД = f(IД), а також жорстка ВАХ джерела живлення Uжив = f(IД). На Фіг.3 показана зміна ефективної довжини вильоту стрічкового електрода при локальному стр умопідводі і переміщенні дуги по торцю стрічки, на Фіг.4-6 схема переключення локальних струмопідводів у залежності від положення дуги на торці стрічки. На Фіг.7 приведена спрощена електрична схема системи переключення локальних стр умопідводів за допомогою електронних силових ключів VT1 - VT3. Розглянемо реалізацію вищевикладеного методу регулювання процесу наплавлення при використанні тиристорного джерела живлення дуги зі згладжувальним дроселем у зварювальному ланцюзі. Завдання полягає в стабілізації напруги на дуговому проміжку. ВАХ джерела живлення дуги формується (див. Фіг.1) не тільки самим джерелом, але й елементами електричного лкола, включеними послідовно з дугою: опором сполучних кабелів - Rз'єд, опором рухливого контакту між електродом і струмопідводом – RКОНТ, а також опором вильоту електрода – Rвильот. Як було сказано вище, через зміну опору кабелю внаслідок нагрівання, нестабільного опору контакту «струмопідвід - стрічка» і переміщення дуги по краю стрічки вихідна характеристика джерела стосовно дуги стає падаючою, причому з перемінним кутом нахилу (Фіг.2). Для виключення впливу Rз'єд, RКОНТ і Rвильот на режим наплавлення, можна було б охопити їх загальним негативним зворотним зв'язком, що коректує ЕРС джерела. Але швидкість реакції джерела 4 обмежена дроселем L, який у перехідному процесі повинен розглядатися як стабілізатор струму, оскільки відповідно до законів комутації струм в індуктивності не може змінитися стрибком. Окремо варто зупинитися на умовах підведення струму до стрічкового електрода. Здійснити в реальних виробничих умовах рівномірний (по всій ширині електрода) струмопідвід практично неможливо через локальні деформації стрічки, наявності на її крайках заусенців, її можливого забруднення, можливості утворення корозії, нерівномірного зносу контактних губок і ряду інших факторів. Тому стр умопідвід відбувається, як правило, в одній локальній точці, положення якої може змінюватися по випадковому закону. Розглянемо вплив такого локального струмопідвода на умови формування ВАХ системи «джерело живлення - струмопідвідні елементи» (Фіг.3). Умовно приймемо, що в даний момент часу локальне підведення струму відбувається у лівого краю електрода в точці 1. Дуга, що оплавляє торець електрода, може переміщатися по ньому від одного краю до протилежного. Коли дуга горить з лівого краю торця електрода (у точці 2 на Фіг.3), то умовна довжина вильоту буде дорівнювати Івил. При переміщенні дуги до правої крайки електрода (у точку 3) умовна довжина вильоту збільшиться і стане рівній Івил1. З ростом довжини вильоту буде змінюватися і його електричний опір. Таким чином, при переміщенні дуги по торцю стрічкового електрода і локальному підведенні струму до нього величина Rвильот буде змінюватися, що, у свою чергу, приведе до коливань кута нахилу ВАХ системи «джерело живлення - струмопідвідні елементи», негативно позначаючись на якісних характеристиках наплавленого шару. Методом стабілізації режиму наплавлення може бути застосування декількох локальних струмопідводів, розташованих рівномірно по ширині стрічки (Фіг.4-6) і ізольованих друг від др уга. При переміщенні дуги по торцю стрічкового електрода активним (включеним у зварювальний ланцюг) роблять тільки один струмопідвід, той, що знаходиться ближче усього до дуги. Така архітектура системи дозволить динамічно змінювати вихідний опір джерела живлення зварювальної дуги за рахунок зміни середнього шляху проходження струму на вильоті стрічки. При цьому стає можливим застосувати джерело живлення з фіксованою зовнішньою характеристикою, а коректування процесу наплавлення робити за рахунок переключення точки підключення зварювального струму до стрічки. Технологія струмопідводів, що переключаються, разом із системою визначення положення дуги на краю стрічки дозволяє стабілізувати вихідний опір системи стосовно дуги, тим самим реалізувавши жорстку характеристику на дуговому проміжку. Схема заміщення системи струмопідводів, ВАХ джерела і системи «джерело - струмопідводи, що переключаються» приведена на Фіг.7. Приклад реалізації способу. Для оцінки ефективності застосування запропонованого способу керування процесом наплавлення здійснене експериментальне наплавлення 5 83756 робочого шару стрічковим електродом по двох варіантах - існуючому, широко застосовуваному в промисловості й описаному у ви ще приведеній книзі С.В.Гулакова (струмопідвід здійснено локально в одній точці стрічки), а також відповідно до запропонованого варіанта. Для реалізації пропонованого способу використані наступні елементи, що забезпечують комутацію струмопідводу. При виборі силових ключових елементів, керуючись параметрами зварювального процесу: - стр ум зварювання 1000 - 1200 А - напруга дугового проміжку 30 - 35 В - напруга холостого ходу 60 - 70 В, для переключення струмопідводів використано силові польові транзистори з ізольованим затвором (MOSFET - Metal Oxide Semiconductor Field Effect Transistor). Ці транзистори при робочих напругах до 100 В мають переваги перед біполярними транзисторами з ізольованим затвором (IGBT Insulated Gate Bipolar Transistor): менше падіння напруги у відкритому стані, тобто менша розсіювана потужність і більша, ніж у IGBT, швидкість переключення, тобто менше динамічні втрати позитивний температурний коефіцієнт опору відкритого каналу, тобто можливість рівнобіжного включення транзисторів без необхідності вирівнювання струмів. У IGBT напруга Uкє нас зменшується з ростом температури, що веде до лавинообразного розвитку теплового пробою при рівнобіжному з'єднанні транзисторів; стійкість до вторинного пробою, тобто транзистор в області Uси > Uси mах поводиться як стабілітрон. Біполярні транзистори не переносять підвищення напруги Uкэ > Uкэ max і пробиваються. Для роботи в системі комутації струмопідводів обрано силовий MOSFET модуль фірми Mitsubishi типу FM600TU-07A, що містить три напівмости на польових транзисторах з наступними параметрами: вихідний струм до 300А на одне плече, напругу Uси max=75В. 6 Модуль має ізольований корпус (напруга ізоляції 2500В) і вбудований термістор для контролю температури в безпосередній близькості від кристала. Оскільки зварювальний струм може перевищувати 1000А, у якості одного ключа застосовані два таких модулі, з'єднані паралельно. Це дозволяє перерозподілити робочий струм. Крім того, модулі мають тепловий контакт (установлені на одному радіаторі). При цьому забезпечується рівномірний розподіл струму між окремими транзисторами. Для дискретного керування кожним транзистором FM600TU-07A обране джерело напруги амплітудою 15В с ви хідним опором до 4,2Ом. Амплітуда стр уму затвора для швидкого переключення складе 15:4,2 = 3,5А. Для формування подібних сигналів застосована спеціалізована мікросхема драйвер затвора IXDD408 фірми IXYS Semiconductor. Якість наплавленого шару визначали методикою «клинової проби», описаної на стор. 70 зазначеної вище книги С.В.Гулакова й ін. Для наплавлення застосована сталева стрічка 08кп перетином 0,5x100мм і флюс АН-60. Параметри режиму наплавлення: Uд = 32-34В, Ід = 10001200A, vH = 10м/год. Результати експериментів приведені в таблиці 1, з якої видна ефективність застосування запропонованого способу, що забезпечує поліпшення якісних характеристик наплавленого шару більш ніж на 30%. Таблиця 1 Технології, що порівню- Довжина переплавленоються го «клину», мм Відповідно до прототипу 35-40 Запропонована, відпові50-55 дно формулі винаходу 7 Комп’ютерна в ерстка В. Клюкін 83756 8 Підписне Тираж 28 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of arc surfacing by strip electrode
Автори англійськоюHulakov Serhii Volodymyrovych, Burlaka Volodymyr Volodymyrovych, Krivokhatko Serhii Anatoliiovych, Psariova Iryna Serhiivna
Назва патенту російськоюСпособ дуговой наплавки ленточным электродом
Автори російськоюГулаков Сергей Владимирович, Бурлака Владимир Владимирович, Кривохатько Сергей Анатольевич, Псарева Ирина Сергеевна
МПК / Мітки
МПК: B23K 9/04
Мітки: електродом, стрічковим, спосіб, наплавлення, дугового
Код посилання
<a href="https://ua.patents.su/4-83756-sposib-dugovogo-naplavlennya-strichkovim-elektrodom.html" target="_blank" rel="follow" title="База патентів України">Спосіб дугового наплавлення стрічковим електродом</a>
Спосіб наплавлення стрічковим електродом
Номер патенту: 83749
Опубліковано: 11.08.2008
Автори: Матвієнко Ярослав Володимирович, Матвієнко Володимир Миколайович, Гулаков Сергій Володимирович, Матвієнко Владислав Володимирович
МПК: B23K 9/04
Мітки: електродом, стрічковим, спосіб, наплавлення
Формула / Реферат:
Спосіб наплавлення стрічковим електродом, при якому основну стрічку розташовують у площині, перпендикулярній напрямку наплавлення, а додаткові стрічки - з обох боків від основної під прямим кутом до її торців, який відрізняється тим, що основну стрічку переміщують уздовж додаткових на величину, рівну їх ширині, що становить ширини основної стрічки, уперед по напрямку...
Спосіб дугового наплавлення постійним струмом плавким електродом під флюсом
Номер патенту: 80201
Опубліковано: 27.08.2007
Автори: Размишляєв Олександр Денисович, Міронова Марина Володимирівна, Делі Олександр Анатолійович
МПК: B23K 9/08
Мітки: струмом, флюсом, електродом, плавким, дугового, постійним, спосіб, наплавлення
Формула / Реферат:
Спосіб дугового наплавлення постійним струмом плавким електродом під флюсом, що включає дію на зварювальну дугу постійного подовжнього магнітного поля, який відрізняється тим, що впливають полем, подовжня компонента індукції якого за межами активної плями дуги на поверхні виробу складає 15-20 мТл.
Установка для дугового зварювання і наплавлення порошковим електродом
Номер патенту: 43716
Опубліковано: 17.12.2001
Автори: Гавриш Павло Анатолійович, Чигарьов Валерій Васильович, Кадава Віктор Володимирович, Кассов Валерій Дмитрович
Мітки: електродом, установка, порошковим, дугового, наплавлення, зварювання
Формула / Реферат:
Установка для дугового зварювання і наплавлення порошковим електродом, що має джерело живлення, механізм подачі порошкового дроту, струмопідвід, мундштук, пристрій попереднього підігріву дроту, яка відрізняється тим, що вона додатково обладнана охолоджувальним елементом, установленим на вильоті порошкового електрода нижче зони підігріву, причому в охолоджувальному елементі виконано внутрішні канали для подавання вуглекислого газу, з'єднані з...
Установка для дугового зварювання і наплавлення порошковим електродом
Номер патенту: 58855
Опубліковано: 15.08.2003
Автори: Кассов Валерій Дмитрович, Чигарьов Валерій Васильович, Літвінов Олександр Павлович, Воленко Ірина Вікторовна
МПК: B23K 9/04
Мітки: зварювання, установка, порошковим, наплавлення, електродом, дугового
Формула / Реферат:
Установка для дугового зварювання і наплавлення порошковим електродом, переважно стрічкою, що має джерело живлення, механізм подачі порошкової стрічки, струмопідвід, мундштук, пристрій попереднього підігріву стрічки, яка відрізняється тим, що вона додатково обладнана роликами бочкоподібної форми, які встановлені на вильоті порошкової стрічки нижче зони підігріву, причому ширина ролика дорівнює:
Спосіб електродугового наплавлення неплавким електродом в інертному газі з присадним дротом
Номер патенту: 42418
Опубліковано: 15.10.2001
Автори: Бунаков Олексій Іванович, Кузнецов Валерій Дмитрович
МПК: B23K 9/04
Мітки: електродом, спосіб, газі, електродугового, наплавлення, присадним, неплавким, дротом, інертному
Формула / Реферат:
Спосіб електродугового наплавлення неплавким електродом в інертному газі з присадним дротом, що включає подачу на присадний дріт потенціалу живлення зварювального джерела, який відрізняється тим, що потенціал живлення присадного Дроту встановлюють одноіменним з потенціалом неплавкого електрода, відстань між електродами вибирають не більш суми розмірів їх активних плям дуги на виробі, при цьому наплавлення здійснюють в напрямку розташування...
Попередній патент: Спосіб моніторингу динаміки льоту чорного сливового пильщика
Наступний патент: Фрикційний виріб
Випадковий патент: Піролізний твердопаливний котел