Агрегатна шліфувальна головка
Номер патенту: 112174
Опубліковано: 12.12.2016
Формула / Реферат
Агрегатна шліфувальна головка, що містить шпиндель, приводи його обертання і подачі, систему автоматичного керування силовими параметрами; містить датчик вимірювання крутного моменту, регулятор подачі й обмежник подачі шпинделя, яка відрізняється тим, що привід подачі виконаний у вигляді електромагніта з демпферним пристроєм, а система автоматичного керування силовими параметрами, додатково, містить датчик вимірювання зусилля подачі, що через аналого-цифровий перетворювач, буфер обміну даними і шину даних пов'язаний з мікропроцесором, у якому порівнюються параметри з даними пристрою введення початкових параметрів, та цифро-аналоговим перетворювачем, пристроєм керування і блоком керування.
Текст
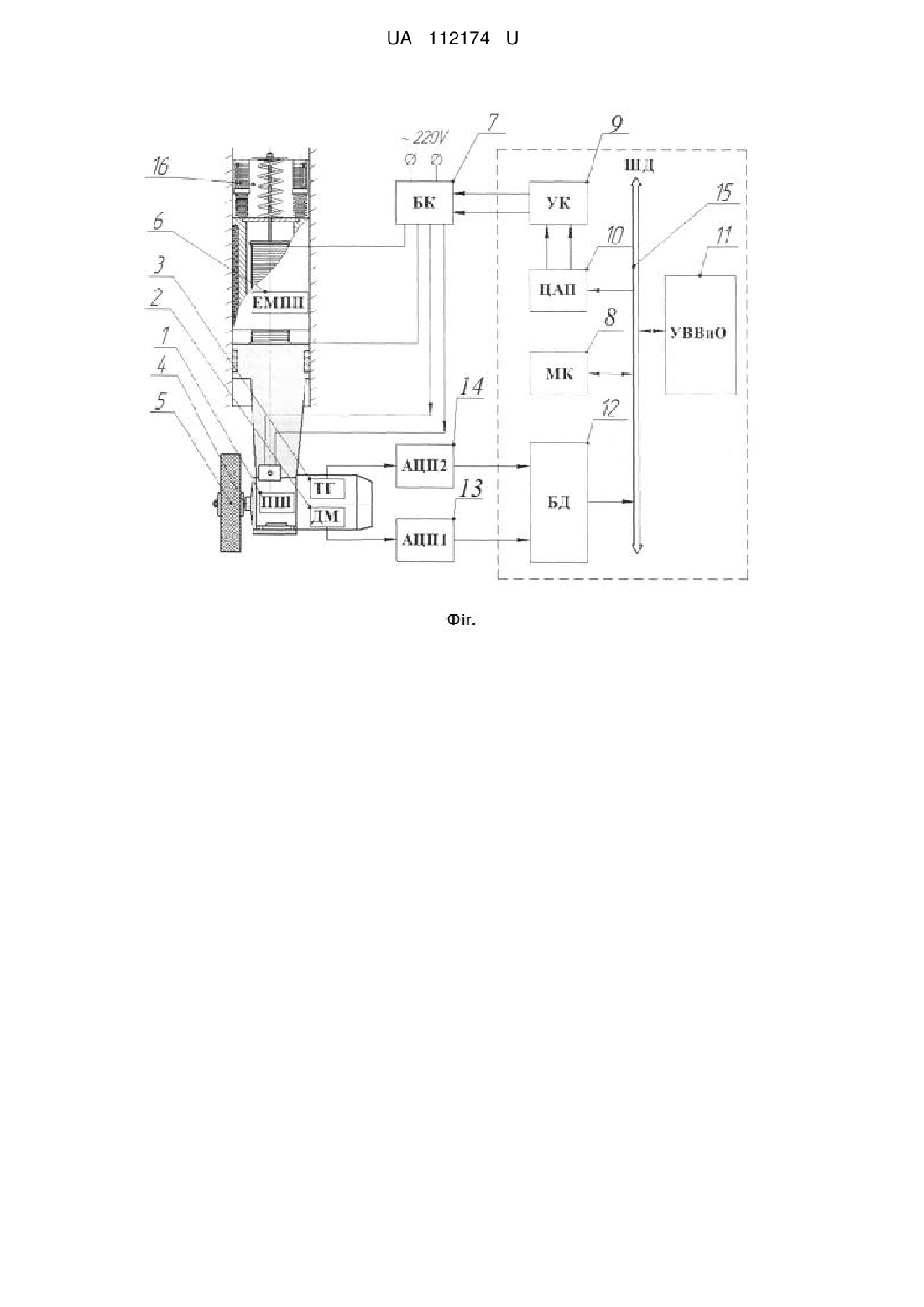
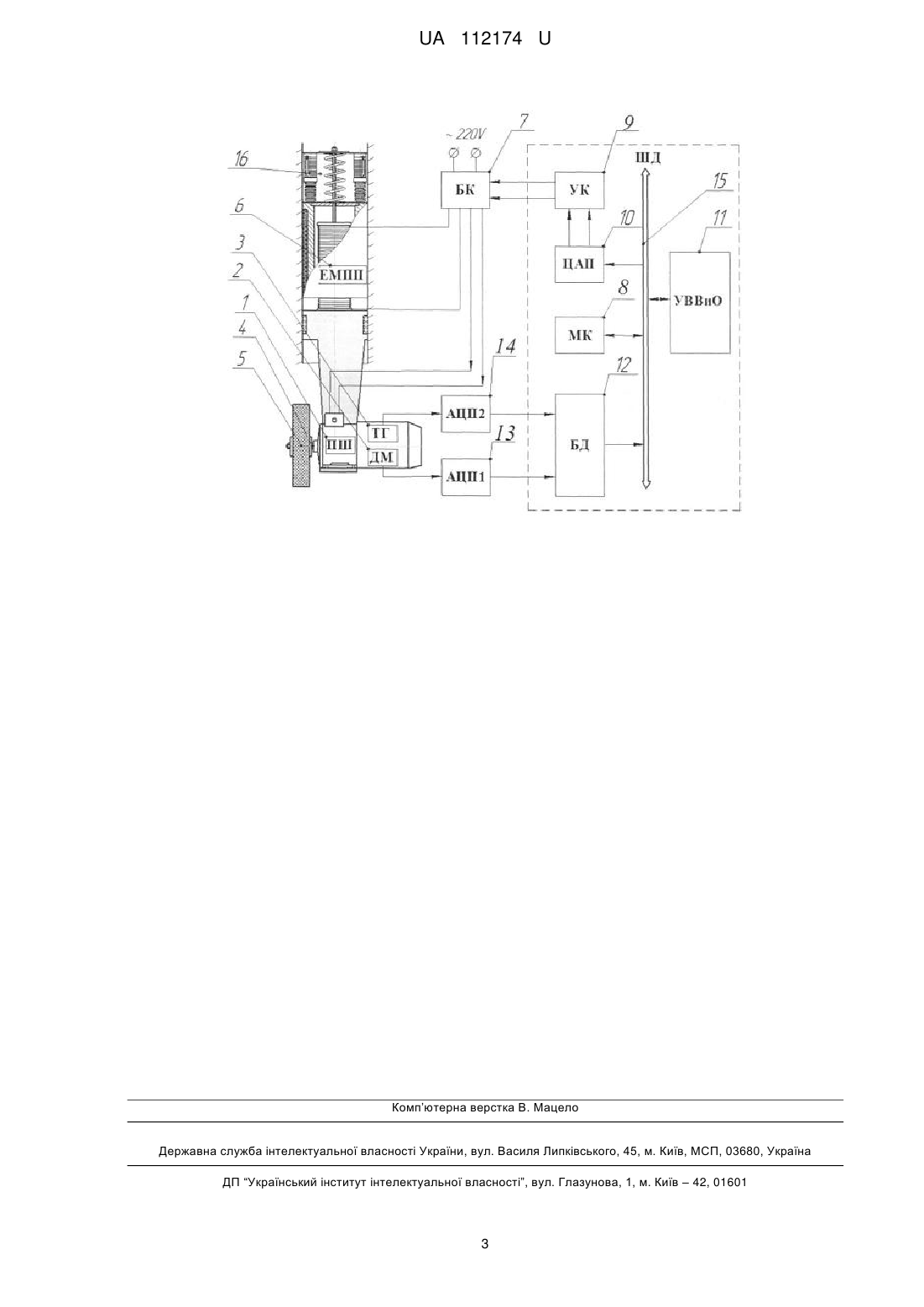
Реферат: UA 112174 U UA 112174 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до металообробки виробів на шліфувальних верстатах з автоматичним або напівавтоматичним циклом. Відомий механізм управління відведенням шліфувального круга автоматичних шліфувальних верстатів, що складаються з нерухомих і рухомих дисків, забезпечених для компенсації зносу шліфувального круга набором фрикційних дисків і заснованих на пробуксовуванні цих дисків один щодо одного, причому рухливий диск забезпечений регульованим упором і кулачком, що забезпечує поворот рухомого диска тільки в межах кута, що визначає заданий розмір відведення шліфувального круга від виробу, незалежно від кута повороту маховика [1]. Також відомий пристрій настройки механізму для більш точного постійного відведення шліфувального круга від виробу, який виконано у вигляді встановленого на корпусі шліфувальної бабки зварного кронштейна, в горизонтальному Т-подібному пазу якого вкладені сухарі. Для настройки механізму на різні розміри шліфованих виробів, зверху рухомої планки на кронштейні закріплена лінійка зі шкалою та планка налаштування, на якій закріплений кінцевий вимикач, що служить для контролю повного спрацювання шліфувального круга в закритій камері. Пристрій для управління переміщеннями шліфувального круга в циклі (швидке підведення, швидке відведення і холостий хід шліфувального круга) встановлено на нерухомій станині і виконано у вигляді литого корпусу, що закріплено до станини болтами, у верхній бобишці якого закріплена втулка, в якій рухливо встановлений штовхач [2]. Ці пристрої не забезпечують сталості величини відведення шліфувального круга і не мають стабільності в роботі, складні у виготовленні, їх неможливо застосовувати у плоскошліфувальних верстатах з автоматичним або напівавтоматичним циклом, так як робоча подача шліфувального круга (шліфування), швидке відведення та підведення шліфувального круга в циклі здійснюється від різних приводів через свої кінетичні ланцюги. В основу корисної моделі поставлено задачу вдосконалити шліфувальну головку шляхом забезпечення оптимальних режимів різання, виключаючи виникнення припалів на поверхні оброблюваного матеріалу, що дозволить підвищити технологічність і надійність. Поставлена задача вирішується тим, що в шліфувальній головці, яка містить шпиндель, приводи його обертання й подачі, систему автоматичного керування силовими параметрами, містить датчик виміру крутного моменту, регулятор подачі й обмежник подачі шпинделя, привод подачі виконаний у вигляді електромагніта з демпферним пристроєм; система автоматичного керування, додатково, містить датчик виміру зусилля подачі, що через аналого-цифровий перетворювач, буфер обміну даними і шину даних пов'язаний з мікропроцесором, у якому порівнюються параметри з даними пристрою уведення початкових параметрів, та цифроаналоговим перетворювачем, пристроєм керування і блоком керування. Така конструкція агрегатної шліфувальної головки, а саме: привод подачі у вигляді електромагніта з демпферним пристроєм і додаткове введення в систему автоматичного управління датчика виміру зусилля подачі, аналого-цифрового перетворювача, буфера обміну даними, шини даних, мікропроцесора, пристрою уведення початкових параметрів, цифроаналогового перетворювача, пристрою і блока керування, - контролює перевищення допустимого значення зусилля подачі. Суть корисної моделі пояснюється графічним зображенням (кресл.), на якому представлена блок-схема пристрою. Привід обертання 1 (ПШ) через датчики виміру силових параметрів 2 (ДМ) й 3 (ТГ) зв'язаний зі шпинделем 4 і шліфувальним кругом 5. Датчик 2 призначений для виміру силового параметра - зусилля подачі круга до заготовки, датчик 3 - крутного моменту на шліфувальному крузі. Для створення руху подачі пінолю при шліфуванні є привід подачі 6 (ЕМПП), регулятор подачі 7 (БК), мікропроцесор 8 (МК) подачі й частоти обертання шпинделя. Регулятор подачі 7 пов'язаний з датчиками виміру силових параметрів 2 й 3 через пристрій керування 9 (УК). Датчики виміру силових параметрів 2, 3, регулятор подачі 7, обмежник подачі 8, цифроаналоговий перетворювач 10 (ЦАП), пристрій уведення початкових параметрів 11 (УВВиО) (матеріал заготовки, початкове зусилля шліфування та ін.), буфер обміну даними 12 (БД) й аналого-цифрові перетворювачі 13 (АЦП1) та 14 (АЦП2), зв'язані через шину даних 15 мікропроцесора 8, утворюючи систему автоматичного регулювання подачі й частоти обертання шпинделя 4. Для плавності підведення шліфувального круга до оброблюваної поверхні встановлено демпферний пристрій 16. Пристрій працює наступним чином: Під дією привода подачі 6 шліфувальний круг 5, на максимальній робочій подачі обумовленою настроюванням регулятора подачі 7, підходить до оброблюваної деталі і починається процес шліфування. Максимальна робоча подача задається пристроєм 11 через 1 UA 112174 U 5 10 15 20 25 шину даних 15 у мікропроцесор 8 на такому рівні, щоб виникаючі при різанні силові параметри навантаження на шліфувальний круг (крутний момент й зусилля подачі) були досить близькими до граничних значень і не призводили до виникнення припалів. При малій інерційності шпинделя 4 і датчика виміру силового параметра 2 коефіцієнт запасу міцності й твердості, по силових параметрах навантаження на шліфувальний круг 5, може встановлюватися мінімально можливим для повного використання можливостей інструмента. При зростанні силового параметра навантаження вступає в роботу регулятор подачі 7, що впливає на привод подачі 6, зменшуючи або збільшуючи величину подачі, і стабілізує частоту обертання шпинделя 4 привода обертання 1. Проміжне відведення шліфувального круга 5 від оброблюваної деталі забезпечується за рахунок демпферного пристрою 16 при відключенні живлення із блока керування 7 електромагнітного привода подачі 6. Після проміжного відводу силові параметри стабілізуються й процес шліфування триває. Таким чином, до моменту відведення шліфувального круга 5 від оброблюваної поверхні процес шліфування відбувається при найбільшій середній робочій подачі, тобто при максимальній продуктивності процесу, обумовленою настроюванням регулятора подачі 7 і частоти обертання. Обмежуючий вплив мікропроцесора подачі 8 відбувається шляхом порівняння даних через шину даних 15 з буфером обміну даними 12. Величина подачі вибирається з умови надійного захисту оброблюваної поверхні від виникнення припалів. Пристрій підвищує технологічність процесу шліфування, виключаючи виникнення припалів на поверхні оброблюваного матеріалу; зменшує габарити, металоємність, енергоємність за рахунок виключення із пристрою передатних ланок: коробки подач, коробки швидкостей та ін. Пропонований пристрій може бути широко використаний в різних галузях машинобудування на операціях шліфування. Джерела інформації: 1. Изобретения к авторскому свидетельству СРСР № 261941, Механизм управления постоянным отводом (отскоком) шлифовального круга автоматического шлифовального станка. Кл. В24В 47/12, 1967. 2. Изобретения к авторскому свидетельству СССР № 764959, Устройство управления подводом (отводом) шлифовальной бабки. Кл. В24В 47/12, 1980. 30 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 35 40 Агрегатна шліфувальна головка, що містить шпиндель, приводи його обертання і подачі, систему автоматичного керування силовими параметрами; містить датчик вимірювання крутного моменту, регулятор подачі й обмежник подачі шпинделя, яка відрізняється тим, що привід подачі виконаний у вигляді електромагніта з демпферним пристроєм, а система автоматичного керування силовими параметрами, додатково, містить датчик вимірювання зусилля подачі, що через аналого-цифровий перетворювач, буфер обміну даними і шину даних пов'язаний з мікропроцесором, у якому порівнюються параметри з даними пристрою введення початкових параметрів, та цифро-аналоговим перетворювачем, пристроєм керування і блоком керування. 2 UA 112174 U Комп’ютерна верстка В. Мацело Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B24B 27/00
Мітки: шліфувальна, головка, агрегатна
Код посилання
<a href="https://ua.patents.su/5-112174-agregatna-shlifuvalna-golovka.html" target="_blank" rel="follow" title="База патентів України">Агрегатна шліфувальна головка</a>
Агрегатна силова головка для глибокого свердління отворів малого діаметра
Номер патенту: 12743
Опубліковано: 15.02.2006
Автори: Корж Олег Володимирович, Кондратюк Олег Леонідович
МПК: B23B 47/00
Мітки: свердління, агрегатна, малого, діаметра, головка, отворів, глибокого, силова
Формула / Реферат:
Агрегатна силова головка для глибокого свердління отворів малого діаметра, що містить шпиндель, приводи його обертання і подачі, систему автоматичного керування силовими параметрами, що включає датчик виміру крутного моменту, регулятор подачі й обмежник подачі шпинделя, яка відрізняється тим, що привід подачі виконаний у вигляді електромагніта з демпферним пристроєм, а система автоматичного керування силовими параметрами додатково містить...
Регулююча шліфувальна головка

Номер патенту: 112173
Опубліковано: 12.12.2016
Автори: Скоркін Антон Олегович, Кондратюк Олег Леонідович
Мітки: шліфувальна, регулююча, головка
Формула / Реферат:
Регулююча шліфувальна головка, яка містить обойму, де розміщені кулачки з підпружиненими штовхачами та абразивними елементами, яка відрізняється тим, що обойма утримується на штоку, на кінці якого розміщено конус, який має можливість рухатись у зворотно-поступальному напрямку за допомогою електромагнітного лінійного двигуна, що забезпечує переміщення штовхачів до периферії шліфувальної головки.
Агрегатна фрезерна головка
Номер патенту: 29842
Опубліковано: 25.01.2008
Автори: Кушніров Павло Васильович, Сергієнко Олена Олександрівна
МПК: B23C 3/00
Мітки: агрегатна, головка, фрезерна
Формула / Реферат:
Агрегатна фрезерна головка, що містить щонайменше дві фрези, встановлені на шпинделях з паралельними осями, яка відрізняється тим, що осі шпинделів розташовані в одній площині, перпендикулярній напрямку робочого переміщення інструмента, причому фрези установлені одна відносно одної таким чином, що різальні ножі однієї фрези розташовані в проміжках між ножами іншої.
Торцева шліфувальна головка
Номер патенту: 27888
Опубліковано: 26.11.2007
Автор: Кондратюк Віктор Іванович
Мітки: головка, торцева, шліфувальна
Формула / Реферат:
Торцева шліфувальна головка, що складається з корпусу та закріплених на ньому криволінійних елементів, яка відрізняється тим, що криволінійні абразивні елементи закріплені на корпусі випуклістю назустріч напрямку обертання інструмента.
Головка тангенціальна шліфувальна (варіанти)
Номер патенту: 29370
Опубліковано: 16.10.2000
Автори: Прищепа Микола Петрович, Щелкунов Єгор Єлисейович, Вороной Віталій Степанович
МПК: B24B 41/00
Мітки: варіанти, головка, шліфувальна, тангенціальна
Формула / Реферат:
1. Головка тангенціальна шліфувальна, що містить корпус, встановлений на шпінделі за допомогою кульової пари, центр якої розміщено на осі шпінделя і подовжньої осі корпуса з рівнорозміщеними між собою і під кутом до осі корпуса валами, що мають можливість взаємно протилежного качання суміжних у кожній парі валів, осі яких перетинаються в одній точці, з закріпленими на них шліфувальними брусками, оброблюючі поверхні яких встановлено в одній...
Попередній патент: Регулююча шліфувальна головка
Наступний патент: Машина з кулісним механізмом
Випадковий патент: Спосіб реконструкції доменної печі