Агрегатна силова головка для глибокого свердління отворів малого діаметра
Номер патенту: 12743
Опубліковано: 15.02.2006
Формула / Реферат
Агрегатна силова головка для глибокого свердління отворів малого діаметра, що містить шпиндель, приводи його обертання і подачі, систему автоматичного керування силовими параметрами, що включає датчик виміру крутного моменту, регулятор подачі й обмежник подачі шпинделя, яка відрізняється тим, що привід подачі виконаний у вигляді електромагніта з демпферним пристроєм, а система автоматичного керування силовими параметрами додатково містить датчик виміру зусилля подачі, що через аналого-цифровий перетворювач, буфер обміну даними і шину даних пов'язаний з мікропроцесором, у якому порівнюються параметри з даними пристрою уведення початкових параметрів, та цифро-аналоговим перетворювачем, пристроєм керування і блоком керування.
Текст
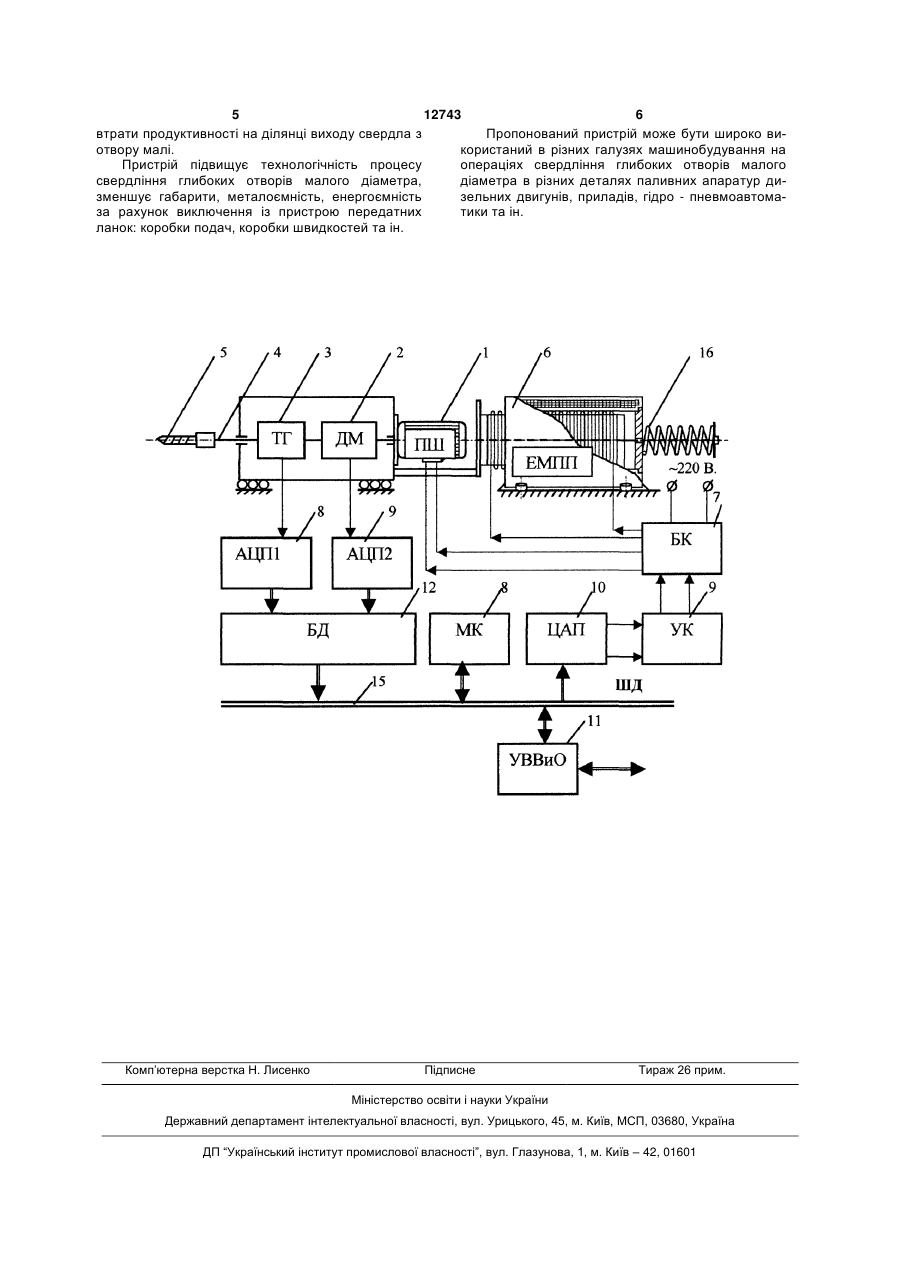
Агрегатна силова головка для глибокого свердління отворів малого діаметра, що містить шпиндель, приводи його обертання і подачі, систему автоматичного керування силовими параметрами, 3 12743 4 ваної деталі й починається процес свердління на аналогового перетворювача, пристрою керування і цій подачі. Максимальна робоча подача задається блоку керування дозволяє підвищити технологічна такому рівні, щоб силові параметри навантаність, продуктивність і надійність свердління ження на свердло (крутний момент і осьове зусилСутність корисної моделі пояснюється графічля) були досить близькими до граничних значень, ним зображенням, на якому представлена блоквизначених міцністю і твердістю інструмента. При схема пристрою. зростанні силового параметра навантаження встуПривод 1 обертання через датчики 2 й 3 виміпає в роботу регулятор подачі, що впливає на ру силових параметрів зв'язаний зі шпинделем 4 і привод подачі, зменшуючи величину подачі. Тим свердлом 5. Датчик 2 призначений для виміру сисамим силовий параметр стабілізується. Команда лового параметра - осьового зусилля, датчик 3 на проміжний вивід свердла з оброблюваної детакрутного моменту на свердлі 5. Для створення лі для виносу стружки й охолодження подається руху подачі пиноли при свердлінні є привод 6 повід реле часу або кінцевого вимикача. Таким чидачі, регулятор 7 подачі, мікропроцесор 8 подачі й ном, до моменту виходу свердла з отвору процес частоти обертання шпинделя. Регулятор 7 подачі свердління відбувається при найбільшій середній пов'язаний з датчиками 2 й 3 виміри силових паробочій подачі, тобто при максимальній продуктираметрів через пристрій керування 9. Датчики 2, 3 вності процесу, обумовленою настроюванням ревиміру силових параметрів, регулятор 7 подачі, гулятора подачі. При виході свердла з отвору від обмежник 8 подачі, цифро-аналоговий перетворюпинолі передається вплив на датчик положення вач 10, пристрій уведення початкових параметрів шпинделя, що за допомогою перемикача розриває 11 (матеріал заготівки початкове зусилля свердпрямий зв'язок регулятора подачі із приводом поління та ін.), буфер обміну даними 12 й аналогодачі через перемикач. Зв'язок регулятора подачі із цифрові перетворювачі 13, 14, зв'язані через шину приводом подачі в цьому випадку здійснюється даних 15 мікропроцесора 8, утворюють систему через обмежник подачі, настроюванням якого виавтоматичного регулювання подачі й частоти обезначається величина зменшеної робочої подачі на ртання шпинделя 4. Для запобігання свердла 5 від виході свердла з отвору. Величина цієї подачі виполомок при врізанні є демпферний пристрій 16. бирається з умови захисту інструмента від полоПристрій працює в наступним чином. мок на виході. Під дією привода 6 подачі свердло 5 на макНедоліками даної агрегатної головки є те, що симальній робочій подачі, обумовленою настроюкоманда на проміжний вивід свердла з оброблюванням регулятора 7 подачі, підходить до обробваної деталі для виводу стружки й охолодження люваній деталі і починається процес свердління подається від реле часу або від кінцевого вимикана цій подачі. Максимальна робоча подача задача, що не враховує неоднорідність матеріалу обється пристроєм 11 через шину 15 даних у мікропроблюваної деталі й дійсних процесів, що відбуроцесор 8 на такому рівні, щоб виникаючі при ріваються в зоні різання. Це не дає гарантії захисту занні силові параметри навантаження на свердло інструмента від поломки. (крутний момент й осьове зусилля) були досить В основу корисної моделі поставлено задачу близькими до граничних, значенням, обумовленим вдосконалити агрегатну силову головку для сверміцністю й твердістю інструмента. дління глибоких отворів малого діаметра шляхом При малої інерційності шпинделя 4 і датчика 2 забезпечення оптимальних режимів різання, що виміру силового параметра коефіцієнт запасу міцдозволить підвищити технологічність, продуктивності й твердості по силових параметрах 5 наванність і надійність. таження на свердло 5 може встановлюватися міПоставлена задача вирішується тим, що в агнімально можливим для повного використання регатній силовій головці для глибокого свердління можливостей інструмента. При зростанні силового отворів малого діаметра, що містить шпиндель, параметра навантаження вступає в роботу регуприводи його обертання й подачі, систему автомалятор 7 подачі, що впливає на привод 6 подачі, тичного керування силовими параметрами, що зменшуючи, або збільшуючи величину подачі, і включає датчик виміру крутного моменту, регулястабілізує частоту обертання шпинделя 4 привода тор подачі й обмежник подачі шпинделя, привод обертання 1. Проміжний вивід свердла 5 з обробподачі виконаний у вигляді електромагніта з демлюваної деталі для виносу стружки й охолодження пферним пристроєм, а система автоматичного забезпечується за рахунок демпферного пристрою керування силовими параметрами додатково міс16 при відключенні живлення із блоку керування 7 тить датчик виміру зусилля подачі, що через анаелектромагнітного привода подачі 6. Після промілого-цифровий перетворювач, буфер обміну дажного виводу силові параметри стабілізуються й ними і шину даних пов'язаний з мікропроцесором, процес свердління триває. Таким чином, до момеу якому порівнюються параметри з даними принту виходу свердла 5 з отвору процес свердління строю уведення початкових параметрів, та цифровідбувається при найбільшій середній робочій поаналоговим перетворювачем, пристроєм керувандачі, тобто при максимальній продуктивності проня і блоком керування. цесу, обумовленою настроюванням регулятора 7 Виконання в агрегатній головці привода подачі подачі і частоти обертання. Обмежуючий вплив у вигляді електромагніта з демпферним пристроєм мікропроцесора 8 подачі відбувається шляхом і додаткове введення в систему автоматичного порівняння даних через шину 15 даних з буфером управління датчика виміру зусилля подачі, аналообміну даними 12. Величина подачі вибирається з го-цифрового перетворювача, буфера обміну даумови надійного захисту інструмента від поломок у ними, шини даних, 4 мікропроцесора, пристрою процесі свердління і на виході, внаслідок чого знауведення початкових параметрів, цифрочно підвищується надійність процесу свердління, а 5 12743 6 втрати продуктивності на ділянці виходу свердла з Пропонований пристрій може бути широко виотвору малі. користаний в різних галузях машинобудування на Пристрій підвищує технологічність процесу операціях свердління глибоких отворів малого свердління глибоких отворів малого діаметра, діаметра в різних деталях паливних апаратур дизменшує габарити, металоємність, енергоємність зельних двигунів, приладів, гідро - пневмоавтомаза рахунок виключення із пристрою передатних тики та ін. ланок: коробки подач, коробки швидкостей та ін. Комп’ютерна верстка Н. Лисенко Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюAggregate power head for deep drilling of holes of small diameter
Назва патенту російськоюАгрегатная силовая головка для глубокого сверления отверстий малого диаметра
МПК / Мітки
МПК: B23B 47/00
Мітки: глибокого, отворів, свердління, малого, головка, агрегатна, силова, діаметра
Код посилання
<a href="https://ua.patents.su/3-12743-agregatna-silova-golovka-dlya-glibokogo-sverdlinnya-otvoriv-malogo-diametra.html" target="_blank" rel="follow" title="База патентів України">Агрегатна силова головка для глибокого свердління отворів малого діаметра</a>
Пристрій для глибокого свердління отворів
Номер патенту: 49469
Опубліковано: 16.09.2002
Автори: Гевко Ігор Богданович, Гупка Богдан Васильович, Стойко Ігор Іванович
МПК: B23B 49/00
Мітки: отворів, глибокого, свердління, пристрій
Формула / Реферат:
Пристрій для глибокого свердління отворів, який виконано у вигляді коробчастого корпусу, кондукторної плити з отвором, в який запресований радіальний підшипник, вісь якого співвісна з віссю кондукторної втулки, а зверху торця підшипника і кондукторної втулки встановлена захисна плита, в якій рівномірно по колу виконано отвори, через які вона прикріплена до кондукторної плити, а на торцевій частині захисної втулки, по периметру зовнішнього...
Спіральне свердло для глибокого свердління
Номер патенту: 61889
Опубліковано: 15.12.2003
Автори: Дрожжин Володимир Іванович, Маршуба Вячеслав Павлович
МПК: B23B 51/02
Мітки: глибокого, спіральне, свердло, свердління
Формула / Реферат:
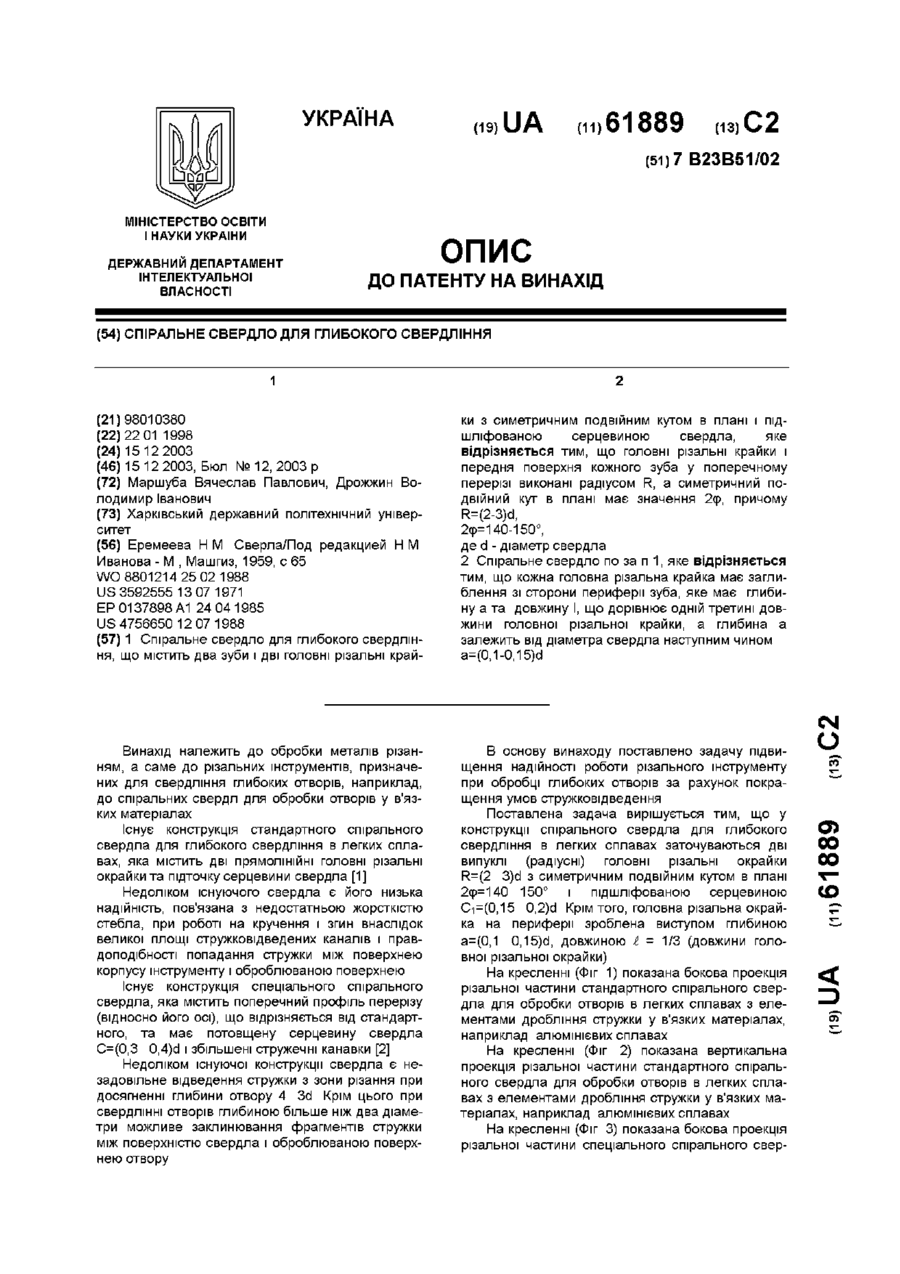
1. Спіральне свердло для глибокого свердління, що містить два зуби і дві головні різальні крайки з симетричним подвійним кутом в плані і підшліфованою серцевиною свердла, яке відрізняється тим, що головні різальні крайки і передня поверхня кожного зуба у поперечному перерізі виконані радіусом R, а симетричний подвійний кут в плані має значення 2φ, причомуR=(2-3)d; 2φ=140-150°,де d –діаметр...
Спосіб свердління отворів на певну глибину і пристрій для його реалізації
Номер патенту: 52285
Опубліковано: 16.12.2002
Автори: Стойко Ігор Васильович, Гупка Богдан Васильович, Гевко Ігор Богданович, Драган Андрій Петрович
МПК: B23B 49/00
Мітки: пристрій, отворів, спосіб, глибину, певну, свердління, реалізації
Формула / Реферат:
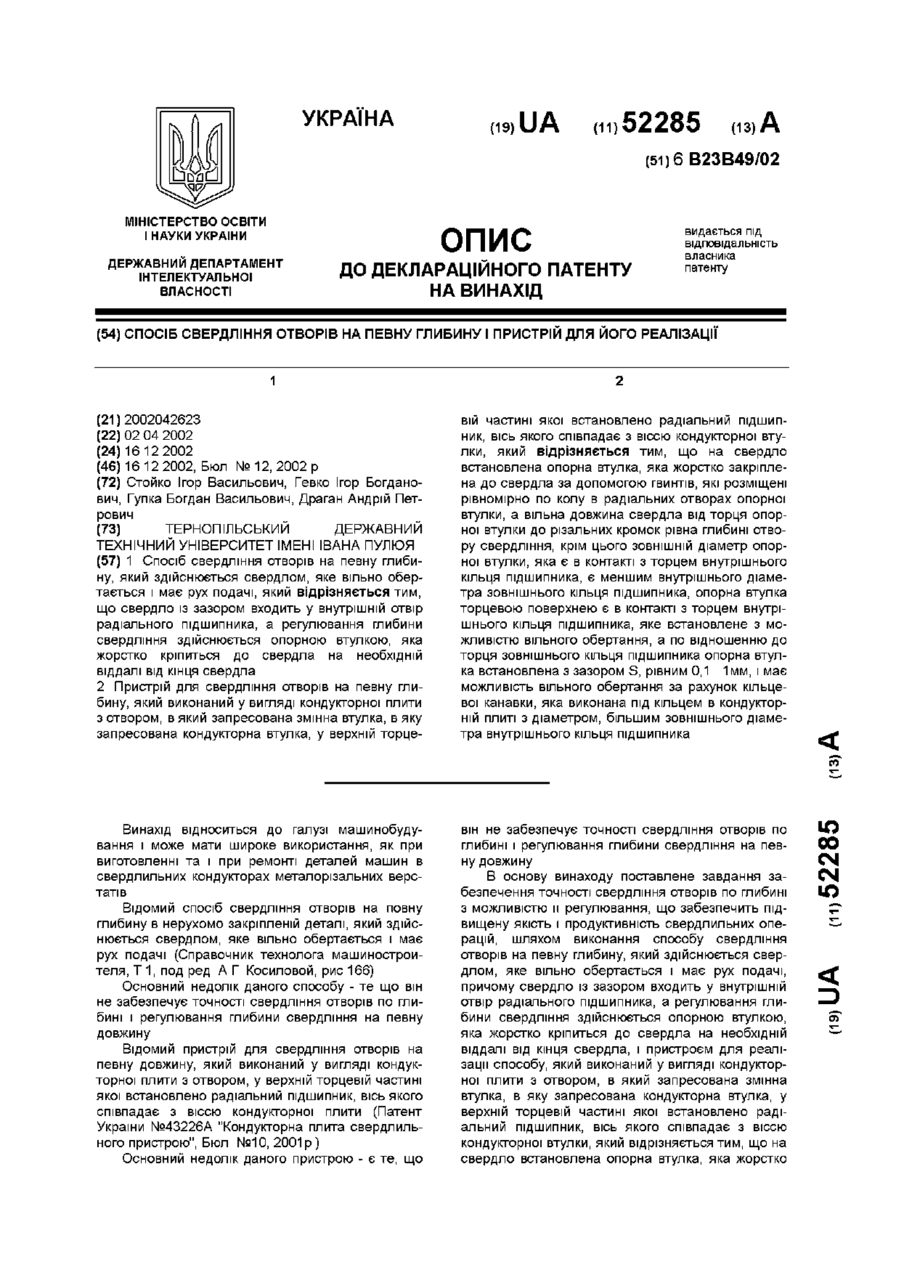
1. Спосіб свердління отворів на певну глибину, який здійснюється свердлом, яке вільно обертається і має рух подачі, який відрізняється тим, що свердло із зазором входить у внутрішній отвір радіального підшипника, а регулювання глибини свердління здійснюється опорною втулкою, яка жорстко кріпиться до свердла на необхідній віддалі від кінця свердла.2. Пристрій для свердління отворів на певну глибину, який виконаний у вигляді кондукторної...
Кондуктор для свердління отворів
Номер патенту: 58947
Опубліковано: 15.08.2003
Автори: Левкович Михайло Геннадійович, Гупка Богдан Васильович
МПК: B23B 49/00
Мітки: свердління, кондуктор, отворів
Формула / Реферат:
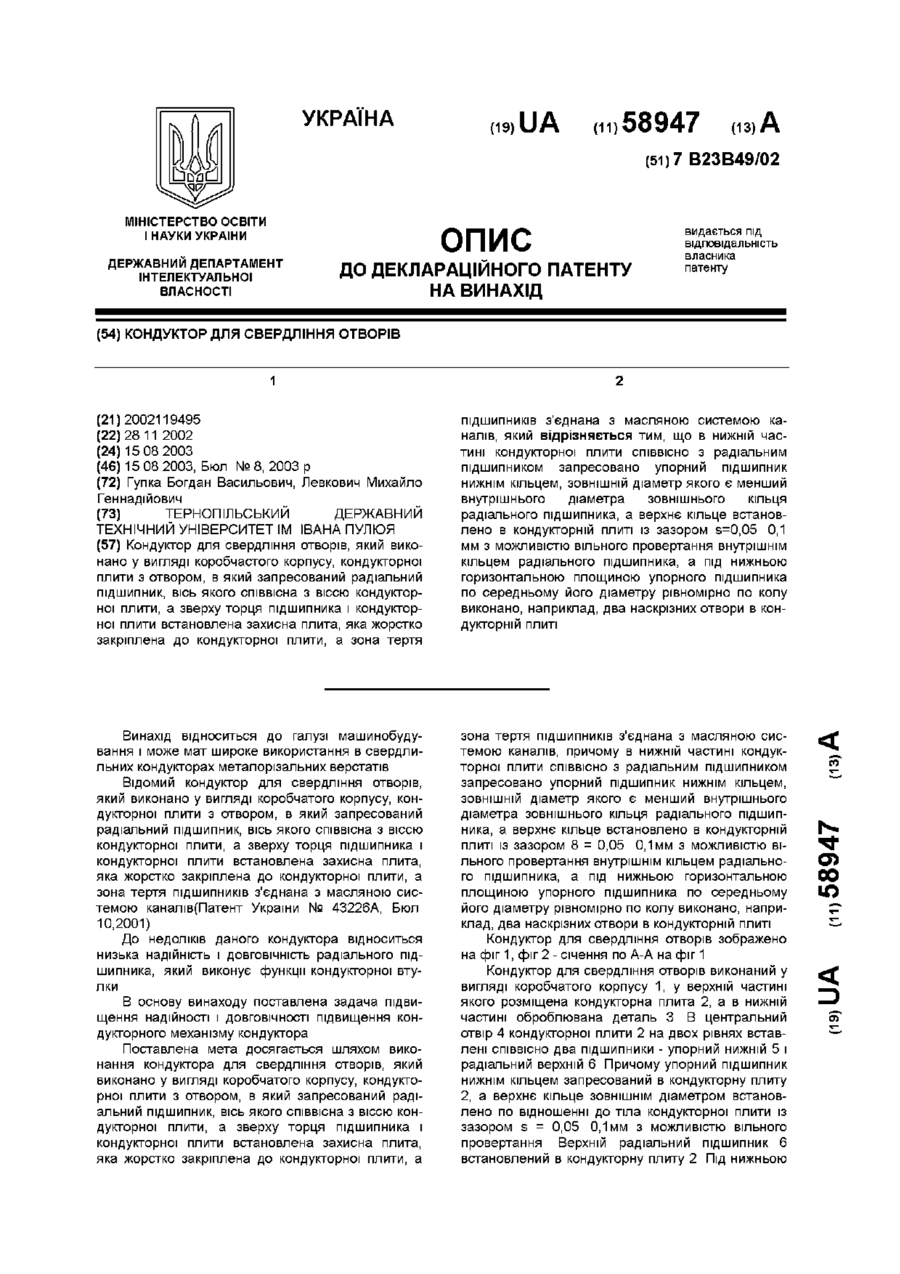
Кондуктор для свердління отворів, який виконано у вигляді коробчастого корпусу, кондукторної плити з отвором, в який запресований радіальний підшипник, вісь якого співвісна з віссю кондукторної плити, а зверху торця підшипника і кондукторної плити встановлена захисна плита, яка жорстко закріплена до кондукторної плити, а зона тертя підшипників з'єднана з масляною системою каналів, який відрізняється тим, що в нижній частині кондукторної плити...
Силова головка

Номер патенту: 2573
Опубліковано: 15.06.2004
Автори: Пестунов Володимир Михайлович, Гречка Андрій Іванович, Крижанівський Володимир Андрійович
МПК: B23Q 37/00
Формула / Реферат:
1. Силоваголовка, що містить привід головного руху і автономний механізм подачі, яка відрізняється тим, що у приводі головного руху установлена циліндрична косозуба зубчаста передача, ширина вінця якої перевищує довжину ходу пінолі і розташована протилежно кінцевій передачі механізму подачі.2. Силова головка за п. 1, яка відрізняється тим, що вона має датчик пружної деформації пінолі, що через порівняльний, програмний і управляючий...
Попередній патент: Спосіб виготовлення прорізної кишені в листочку
Наступний патент: Пристрій для електроімпульсної терапії посиленими електричними сигналами тіла людини
Випадковий патент: Пристрій для виготовлення харчового продукту сферичної форми, який складається із замкнутої зовнішньої оболонки та серцевини