Спосіб магнітно-імпульсної обробки металевих кузовних елементів транспортних засобів
Номер патенту: 112610
Опубліковано: 26.12.2016
Автори: Сабокар Олег Сергійович, Батигін Юрій Вікторович, Трішкін Євгеній Вікторович, Чаплигін Євген Олександрович
Формула / Реферат
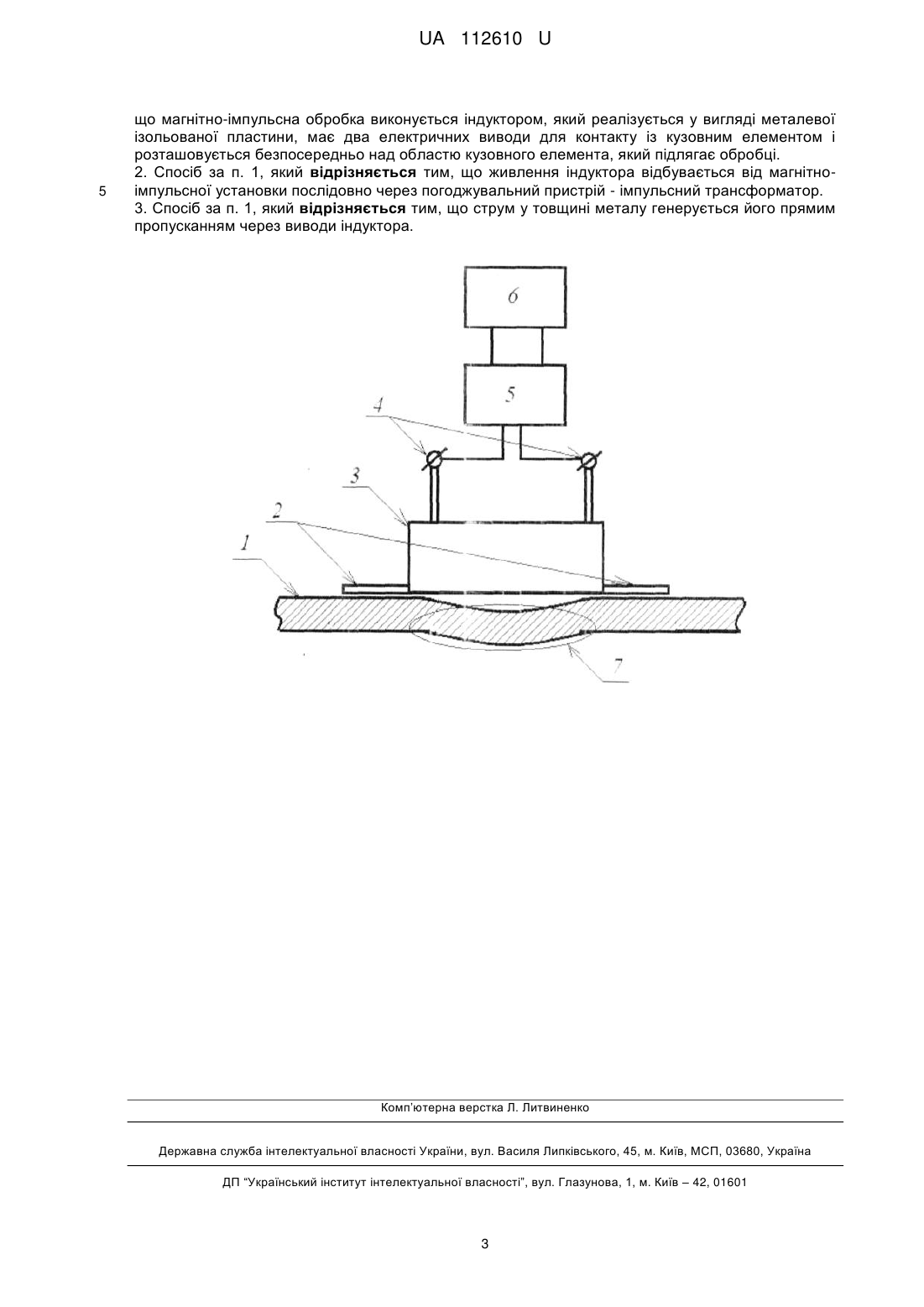
1. Спосіб магнітно-імпульсної обробки металевих кузовних елементів транспортних засобів, який включає використання механічних зусиль у металі за рахунок генерації електродинамічних сил між струмами індуктора та струмами металу кузовного елемента, який відрізняється тим, що магнітно-імпульсна обробка виконується індуктором, який реалізується у вигляді металевої ізольованої пластини, має два електричних виводи для контакту із кузовним елементом і розташовується безпосередньо над областю кузовного елемента, який підлягає обробці.
2. Спосіб за п. 1, який відрізняється тим, що живлення індуктора відбувається від магнітно-імпульсної установки послідовно через погоджувальний пристрій - імпульсний трансформатор.
3. Спосіб за п. 1, який відрізняється тим, що струм у товщині металу генерується його прямим пропусканням через виводи індуктора.
Текст
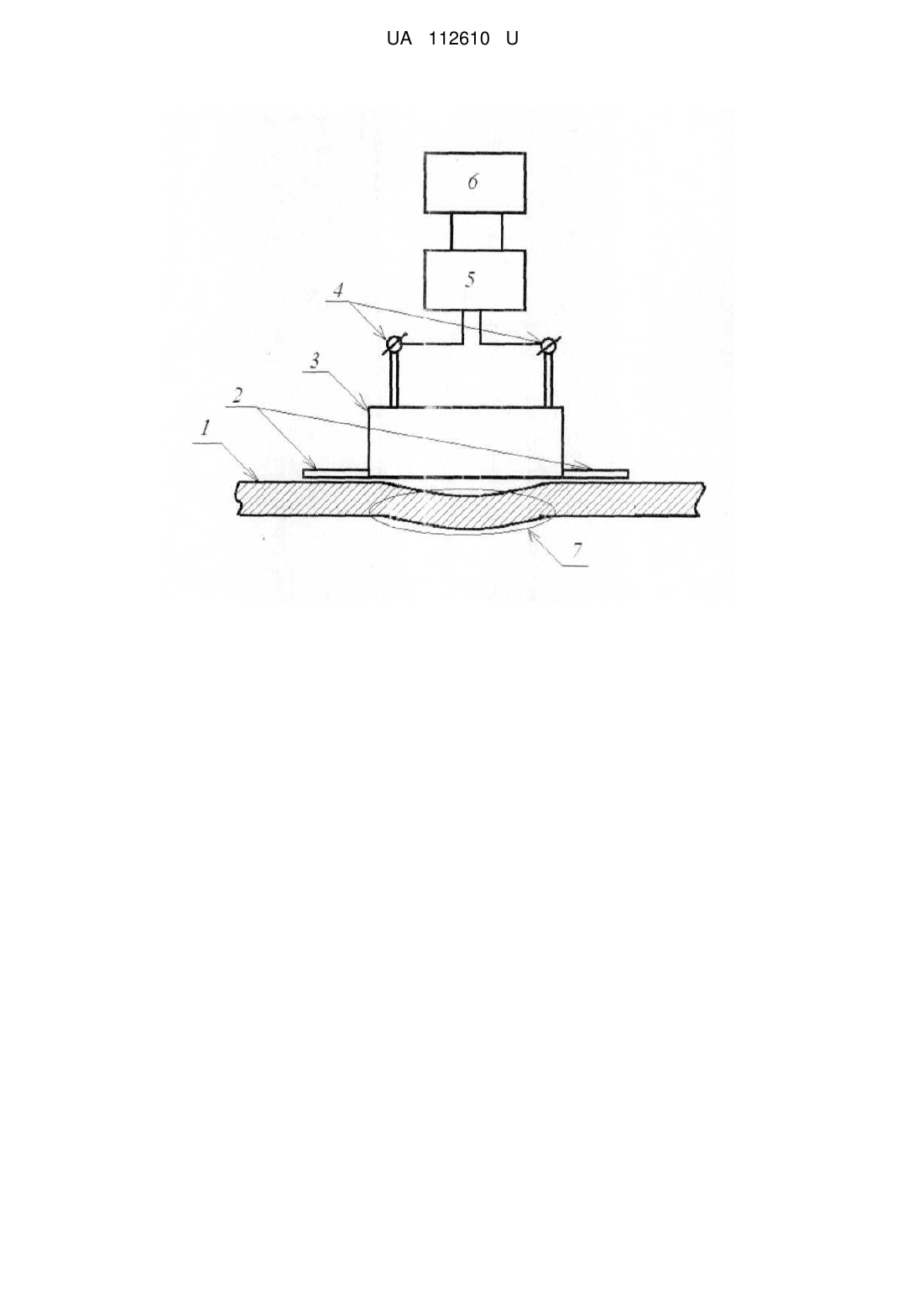
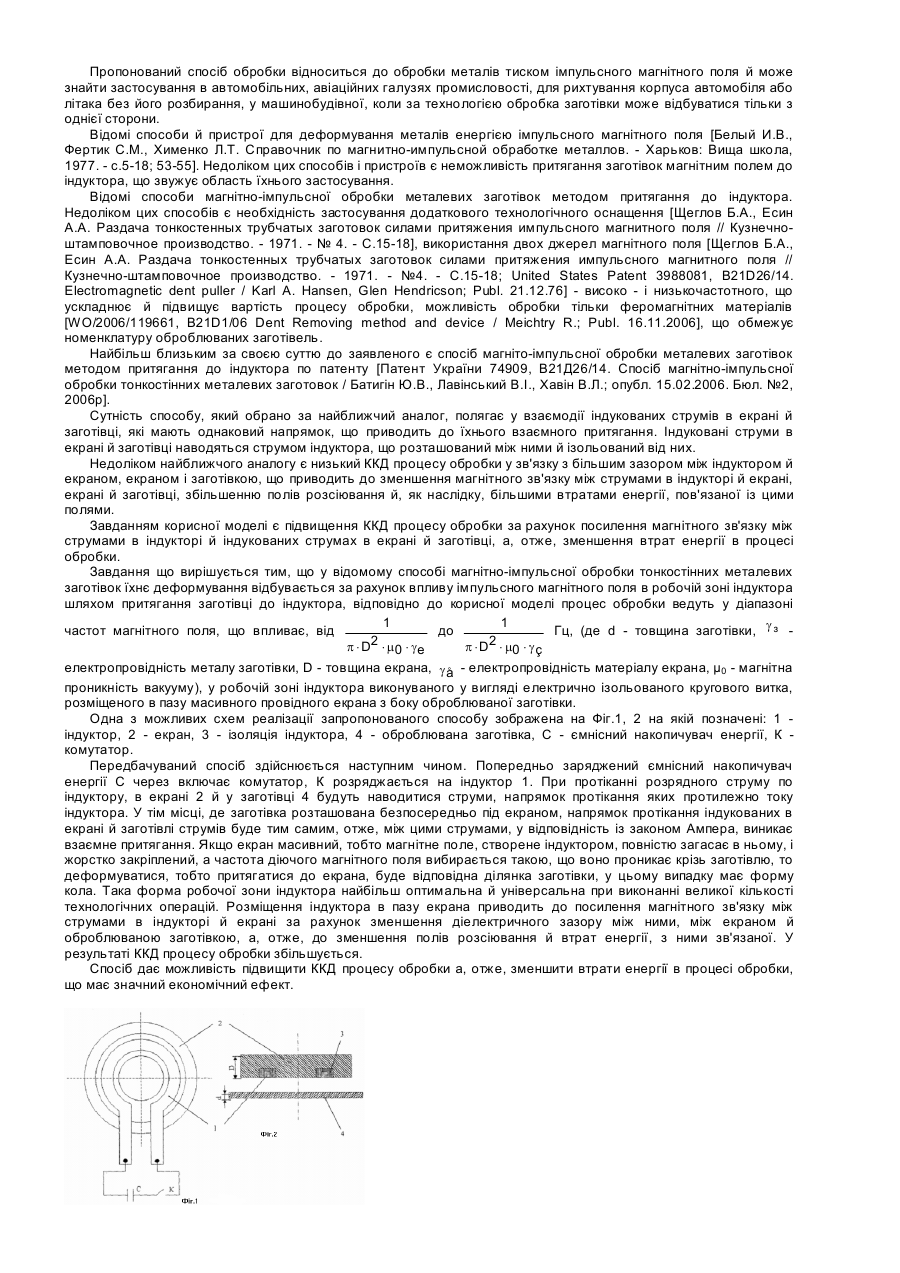
Реферат: Спосіб магнітно-імпульсної обробки металевих кузовних елементів транспортних засобів включає використання механічних зусиль у металі за рахунок генерації електродинамічних сил між струмами індуктора та струмами металу кузовного елемента. Магнітно-імпульсна обробка виконується індуктором, який реалізується у вигляді металевої ізольованої пластини, має два електричних виводи для контакту із кузовним елементом і розташовується безпосередньо над областю кузовного елемента, який підлягає обробці. UA 112610 U (12) UA 112610 U UA 112610 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до способу обробки металів тиском імпульсного магнітного поля і може знайти застосування в автомобільній та авіаційній галузях промисловості для рихтування корпусу автомобіля або літака без його розбирання, та в машинобудівній галузі. Близькими за своєю суттю до корисної моделі є спосіб контактного рихтування поверхонь із застосуванням опорноважільних систем типу "Споттер" (пат. № WO 03/043757 (США, 2003 p., R. Meichtry)) та комплекс зовнішнього магнітно-імпульсного рихтування (Патент України №101413 від 10.09.2015 "Комплекс зовнішнього магнітно-імпульсного рихтування"). Спосіб являє собою комплекс точкового зварювання. На відміну від інших систем контактного зварювання, у "Споттера", як правило, відсутні зварні ручні кліщі, між контактами яких пропускається струм. Один вивід від джерела струму приєднується до деформованої деталі, а інший - безпосередньо до електроду, у ролі якого виступає приварювальний елемент. Перевагами "Споттеру" є висока мобільність та габарити, що дозволяє швидко транспортувати систему до потрібної точки сервісу. Також, порівняно з іншими системами, його можна використовувати для значно більшого асортименту пошкоджених поверхонь. До недоліків "Споттеру" зазвичай відносять: необхідність високої кваліфікації персоналу, низька швидкість операції, наявність контакту з робочою поверхнею, як наслідок - пошкодження покриття. Комплекс зовнішнього магнітно-імпульсного рихтування, суть якого полягає в деформуванні заготівки впливом імпульсного магнітного поля з застосуванням індукторної системи, в якій індуктор виконують у вигляді циліндричного витка з внутрішнім отвором у вигляді зрізаного конуса, а заготівку розмішують на торцевій поверхні індуктора, з боку більшої основи зрізаного конуса. Сам індуктор виконано у вигляді вторинної обмотки плоского спіралевидного імпульсного трансформатора струму - пристрою, що погоджує, при цьому первинна обмотка імпульсного трансформатора виконана у вигляді плоскої спіралі, на якій через діелектричну прокладку розміщено вторинну обмотку у вигляді циліндричного витка з внутрішнім отвором у формі зрізаного конуса. До переваг магнітно-імпульсної обробки відносяться: швидкодія, безконтактне рихтування поверхонь, можливість багаторазового рихтування, загально простота операції. Основний недолік комплексу зовнішнього магнітно-імпульсного рихтування - зниження КПД. Це відбувається через те, що при роботі погоджувального пристрою первина обмотка відходить від вторинної внаслідок збудження електродинамічних зусиль, що значно зменшує електромагнітний зв'язок між первинною та вторинною обмотками. Найбільш близьким за своєю технічною суттю до запропонованого авторами способу магнітно-імпульсної обробки металевих кузовних елементів транспортних засобів, є спосіб магнітно-імпульсної обробки поверхонь кузовних елементів, що описано у патенті України № 104509 від 10.02.2016. Принцип роботи даного способу базується на використанні сил тяжіння між двома провідниками із струмом одного напрямку протікання. У якості першого провідника виступає екран, що притягає, який є конструктивною складовою інструмента, а в якості другого привідника, власне метал вм'ятини, яка підлягає видаленню. Не зважаючи на відмінні переваги даного способу обробки, а саме підвищений ККД системи та простота конструкції інструмента, передбачений спосіб не позбавлений недоліків. До суттєвого недоліку можна віднести наявність не тільки сил тяжіння, але і сил відштовхування. Переважання тої чи іншої сили головним чином залежить від частотних показників струму живлення індуктора під час роботи. Згідно до описання роботи, зниження сили відштовхування можна досягти за рахунок зниження частот діючих полів, для дотримання умов електродинамічної прозорості товщ металу екрана та заготівки. Тим не менш, із зниженнях частоти діючих полів також знижується і електромагнітний зв'язок між інструментом та металом, що, в свою чергу, знижує ефективність магнітно-імпульсної обробки. Широкі практичні можливості та простоту у технічній реалізації має спосіб магнітноімпульсної обробки металевих кузовних елементів транспортних засобів, який базується на використанні сил тяжіння між двома провідниками із однонаправленими струмами. В основу корисної моделі поставлена задача вдосконалення способу магнітно-імпульсної обробки та формовки листових металів кузовним елементів транспортних засобів як складової системи виробничих операцій або операцій ремонту транспортних засобів, з метою підвищення швидкості, якості та загального ККД операцій, які виконуються. Поставлена задача, вирішується за рахунок того, що спосіб магнітно-імпульсної обробки металевих кузовних елементів транспортних засобів, який включає використання механічних зусиль у металі за рахунок генерації електродинамічних сил між струмами індуктора та струмами металу кузовного елемента, згідно до корисної моделі, магнітно-імпульсна обробка 1 UA 112610 U 5 10 15 20 25 виконується індуктором, який виконується у вигляді металевої ізольованої пластини, має два електричних виводи для контакту із кузовним елементом, розташовується безпосередньо над областю кузовного елемента, який підлягає обробці, а його живлення відбувається від магнітноімпульсної установки, послідовно через погоджувальний пристрій імпульсний трансформатор, струм у товщині металу генерується його прямим пропусканням через виводи індуктора. На кресленні представлена схемна реалізація способу магнітно-імпульсної обробки металевих кузовних елементів транспортних засобів. Так, до елемента кузовного покриття 1, виконаного із листового металу, через металеві виводи 2 під'єднується інструмент - індуктор 3, таким чином, щоб внутрішній провідник інструмента індуктора 3 розташовувався над областю вм'ятини 7 елемента кузовного покриття 1. Живлення інструмента - індуктора 3 реалізується через електричні виводи 4, які підключаються до погоджувального пристрою 5, що, в свою чергу, підключається до первинного джерела живлення магнітно-імпульсної установки 6, яка являє собою ємнісний накопичувач електричної енергії. Запропонований авторами спосіб передбачає наступний принцип роботи. Інструмент - індуктор 3 розташовується над областю вм'ятини 7 і щільно притискається металевими виводами 2 до елемента кузовного покриття 1, який попередньо зачищається від лакофарбового покриття, пилу чи бруду в місцях прилягання металевих виводів 2. Після того, як на електричні виводи 4 подається живлення, через провідник інструмента-індуктора 3 та метал елемента кузовного покриття 1 починають протікати однонаправлені струми. Електромагнітні поля утворені з боку провідника інструмента - індуктора 3 та елемента кузовного покриття 1 взаємодіють між собою та призводять до утворення механічних зусиль у товщині металу провідників спрямованих із зовні до центру, що призводить до притягання металу області вм'ятини 7 до внутрішнього провідника інструмента індуктора 3. При цьому, слід зазначити, умовою працездатності даного способу магнітно-імпульсного притягання є низький діапазон 1 частот діючих полів, а сама умова може бути представлена як f , де: f - робоча 2 d2 частота діючих полів; - абсолютна магнітна проникність металу провідників; - питома електропровідність металу провідників; d - товщина металу провідників. Так як індуктивність системи "індуктор-метал" апріорі може бути дуже низькою, підключення інструмента - індуктора 3 безпосередньо до первинного джерела живлення магнітно-імпульсної установки 6 може призвести до виходу роботи системи із встановленого частотного діапазону. Саме тому, допоміжним елементом виступає погоджувальний пристрій 5, що являє собою імпульсний трансформатор з індуктивністю первинної обмотки, значно більшою, ніж індуктивність системи "індуктор-метал". В іншому випадку, перевищення допустимого значення частоти призведе до проявлення екрануючих властивостей провідника інструмента - індуктора 3 та металу елемента кузовного покриття 1 і, як наслідок, суттєвого зниження амплітуд діючих механічних сил через послаблення амплітуд діючих полів. Виходячи із описання запропонованого способу, він за своєю фізичною суттю має ряд переваг. По-перше, таке рішення покращує ефективність виконання операції зовнішнього рихтування за рахунок максимального коефіцієнту електромагнітного зв'язку між джерелом електромагнітної енергії та об'єктом, який піддається обробці. По-друге, описаний вище спосіб має певну особливість у застосуванні, а саме: достатньо велику протяжну поверхню впливу, що є важкодосяжним при генерації струмів в металі кузовного покриття індукційним шляхом, а максимальне значення механічного тиску на поверхні об'єкту припадає на середину довжини індуктора. Окрім вище зазначеного, при певних модифікаціях робочого інструмента індуктора, представлений спосіб магнітно-імпульсної обробки листових металів, може знайти широке використання у технологічних операціях формовки листових металів на етапах виробництва. Так встановлення додаткової матриці на поверхні інструмента дозволяю виконувати перфорування поверхонь листових металів з метою їх укріплення для підвищення показників механічних навантажень. 30 35 40 45 50 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 55 1. Спосіб магнітно-імпульсної обробки металевих кузовних елементів транспортних засобів, який включає використання механічних зусиль у металі за рахунок генерації електродинамічних сил між струмами індуктора та струмами металу кузовного елемента, який відрізняється тим, 2 UA 112610 U 5 що магнітно-імпульсна обробка виконується індуктором, який реалізується у вигляді металевої ізольованої пластини, має два електричних виводи для контакту із кузовним елементом і розташовується безпосередньо над областю кузовного елемента, який підлягає обробці. 2. Спосіб за п. 1, який відрізняється тим, що живлення індуктора відбувається від магнітноімпульсної установки послідовно через погоджувальний пристрій - імпульсний трансформатор. 3. Спосіб за п. 1, який відрізняється тим, що струм у товщині металу генерується його прямим пропусканням через виводи індуктора. Комп’ютерна верстка Л. Литвиненко Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B21D 26/14, B21D 1/12
Мітки: транспортних, металевих, елементів, магнітно-імпульсної, спосіб, засобів, кузовних, обробки
Код посилання
<a href="https://ua.patents.su/5-112610-sposib-magnitno-impulsno-obrobki-metalevikh-kuzovnikh-elementiv-transportnikh-zasobiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб магнітно-імпульсної обробки металевих кузовних елементів транспортних засобів</a>
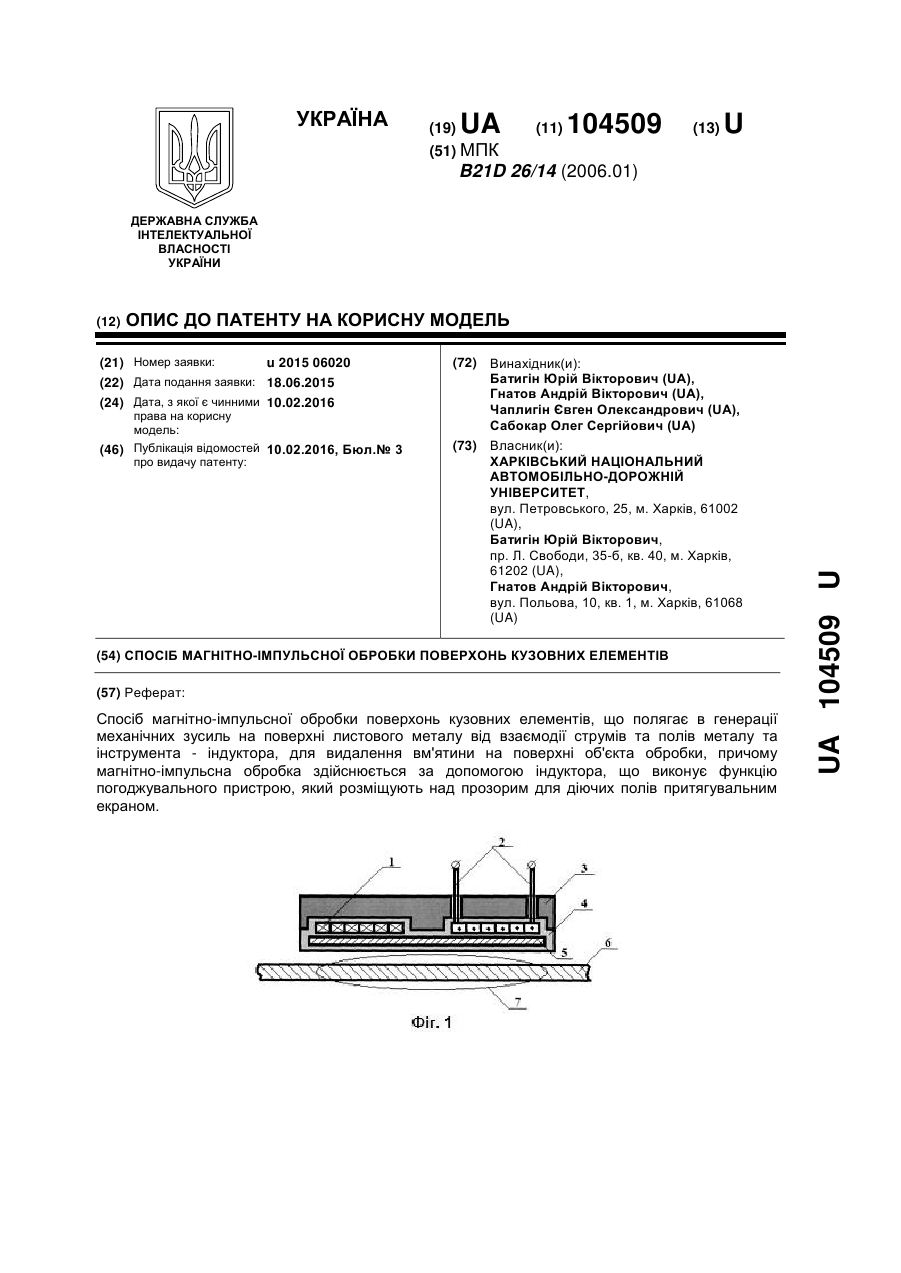
Спосіб магнітно-імпульсної обробки поверхонь кузовних елементів
Номер патенту: 104509
Опубліковано: 10.02.2016
Автори: Гнатов Андрій Вікторович, Батигін Юрій Вікторович, Сабокар Олег Сергійович, Чаплигін Євген Олександрович
МПК: B21D 26/14
Мітки: спосіб, магнітно-імпульсної, поверхонь, елементів, кузовних, обробки
Формула / Реферат:
1. Спосіб магнітно-імпульсної обробки поверхонь кузовних елементів, що полягає в генерації механічних зусиль на поверхні листового металу від взаємодії струмів та полів металу та інструмента - індуктора, для видалення вм'ятини на поверхні об'єкта обробки, який відрізняється тим, що магнітно-імпульсна обробка здійснюється за допомогою індуктора, що виконує функцію погоджувального пристрою, який розміщують над прозорим для діючих полів...
Спосіб магнітно-імпульсної обробки тонкостінних металевих заготовок
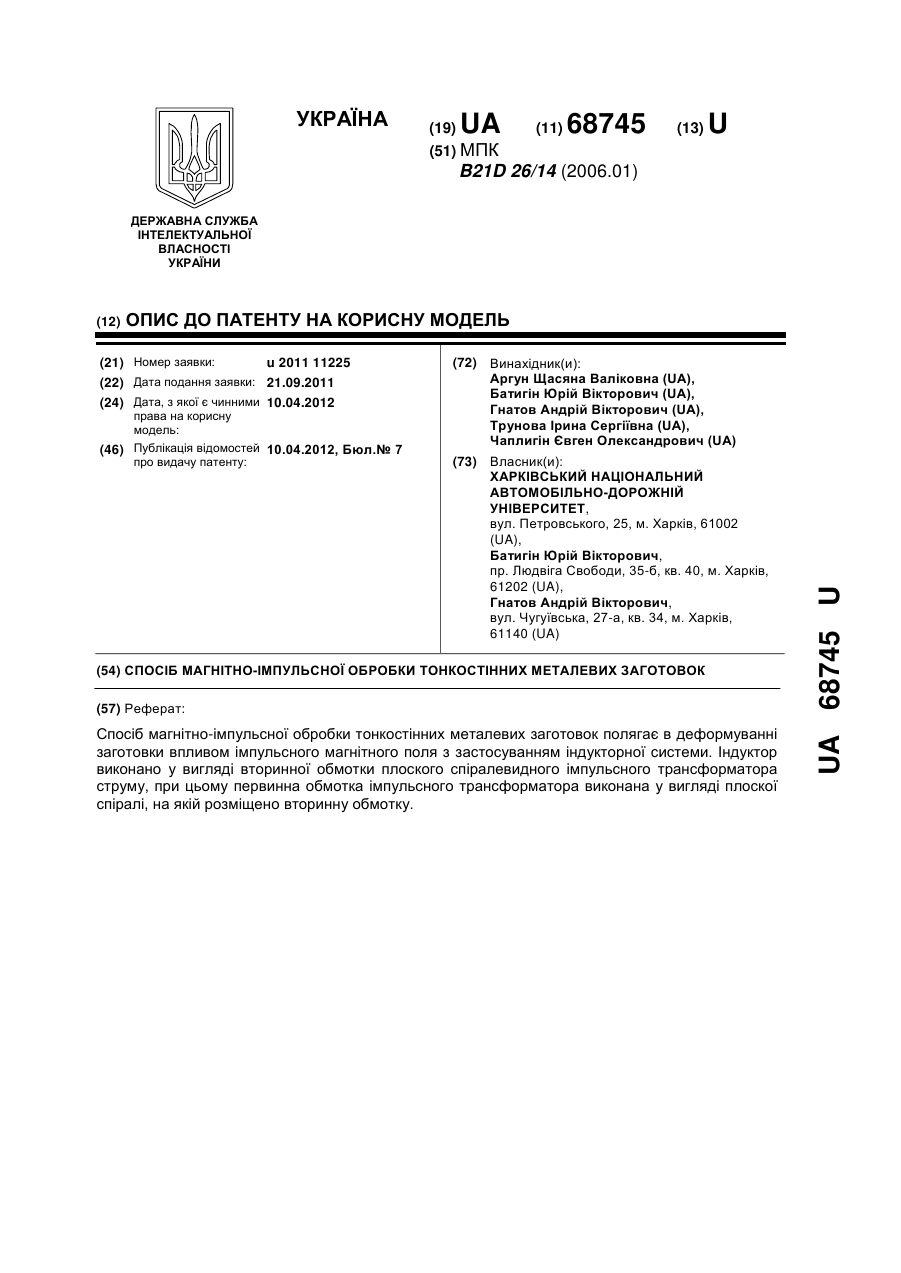
Номер патенту: 68745
Опубліковано: 10.04.2012
Автори: Гнатов Андрій Вікторович, Чаплигін Євген Олександрович, Аргун Щасяна Валіковна, Батигін Юрій Вікторович, Трунова Ірина Сергіївна
МПК: B21D 26/14
Мітки: тонкостінних, обробки, магнітно-імпульсної, спосіб, металевих, заготовок
Формула / Реферат:
Спосіб магнітно-імпульсної обробки тонкостінних металевих заготовок, що полягає в деформуванні заготовки впливом імпульсного магнітного поля з застосуванням індукторної системи, в якій індуктор виконують у вигляді циліндричного витка з внутрішнім отвором у вигляді зрізаного конуса, а заготовку розміщують на торцевій поверхні індуктора, з боку більшої основи зрізаного конуса, який відрізняється тим, що індуктор виконано у вигляді вторинної...
Спосіб магнітно-імпульсної обробки металевих заготівок
Номер патенту: 31752
Опубліковано: 25.04.2008
Автори: Батигін Юрій Вікторович, Бондаренко Олександр Юрійович, Сєріков Георгій Сергійович
МПК: B21D 26/14
Мітки: металевих, магнітно-імпульсної, обробки, спосіб, заготівок
Формула / Реферат:
Спосіб магнітно-імпульсної обробки металевих заготівок, що полягає в їхньому деформуванні за рахунок дії імпульсного магнітного поля у робочій зоні індуктора шляхом притягування заготівки до індуктора, який відрізняється тим, що процес обробки ведуть у діапазоні частот діючого магнітного поля від до Гц ,...
Спосіб магнітно-імпульсної обробки металевих заготівок методом притягання до індуктора
Номер патенту: 31751
Опубліковано: 25.04.2008
Автори: Чаплигін Євген Олександрович, Бондаренко Олександр Юрійович, Батигін Юрій Вікторович
МПК: B21D 26/14
Мітки: спосіб, обробки, індуктора, металевих, магнітно-імпульсної, методом, заготівок, притягання
Формула / Реферат:
Спосіб магнітно-імпульсної обробки металевих заготівок, що полягає в їхньому деформуванні за рахунок впливу імпульсного магнітного поля в робочій зоні індуктора шляхом притягання заготівки до індуктора, який відрізняється тим, що процес обробки ведуть у діапазоні частот магнітного поля, що впливає, від до
Спосіб магнітно-імпульсної обробки тонкостінних металевих заготівок з використанням узгоджувального пристрою
Номер патенту: 69467
Опубліковано: 25.04.2012
Автори: Аргун Щасяна Валіковна, Смирнов Дмитро Олегович, Чаплигін Євген Олександрович, Трунова Ірина Сергіївна, Щиголєва Світлана Олександрівна, Гнатов Андрій Вікторович, Батигін Юрій Вікторович
МПК: B21D 26/14
Мітки: спосіб, заготівок, використанням, обробки, узгоджувального, магнітно-імпульсної, металевих, тонкостінних, пристрою
Формула / Реферат:
Спосіб магнітно-імпульсної обробки тонкостінних металевих заготівок з використанням узгоджувального пристрою, що полягає в деформуванні заготівки з застосуванням індукторної системи, в якій індуктор виконують у вигляді вторинної обмотки узгоджувального пристрою, який має форму циліндричного витка з внутрішнім отвором у вигляді зрізаного конуса, а заготівку розміщують з боку більшої основи зрізаного конуса, який відрізняється тим, що індуктор...
Попередній патент: Спосіб прогнозування функціонального стану організму новонароджених тварин
Наступний патент: Спосіб інсектоакарицидної обробки птиці та об’єктів птахівництва
Випадковий патент: Пристрій для гнуття арматурних хомутів