Спосіб забезпечення суцільності шару, наплавлюваного електродуговим зварюванням по гвинтовій лінії
Номер патенту: 113943
Опубліковано: 27.02.2017
Автори: Галь Анатолій Феодосійович, Лебедєв Володимир Олександрович, Новіков Сергій Володимирович, Сімутєнков Іван Вікторович, Драган Станіслав Володимирович

Формула / Реферат
Спосіб забезпечення суцільності шару, наплавлюваного електродуговим зварюванням по гвинтовій лінії, що включає створення шару, наплавленого по гвинтовій лінії, який відрізняється тим, що наплавлення з заданим перекриттям попереднього валика виконують шляхом поперечних коливань електрода, розташованого під гострим кутом до горизонтальної осі обертання наплавлюваної деталі, перпендикулярно до осьової лінії наплавленого валика.
Текст
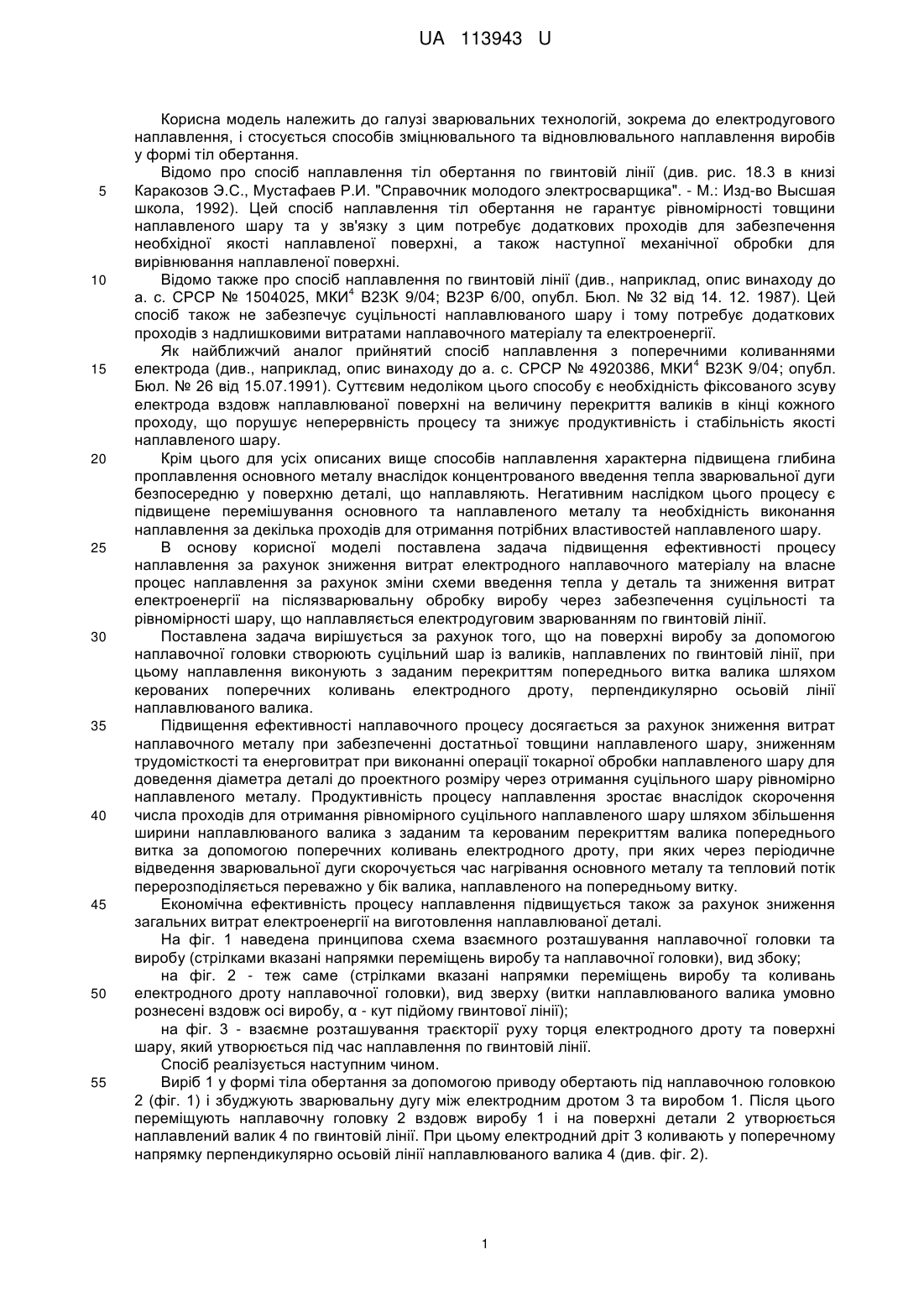
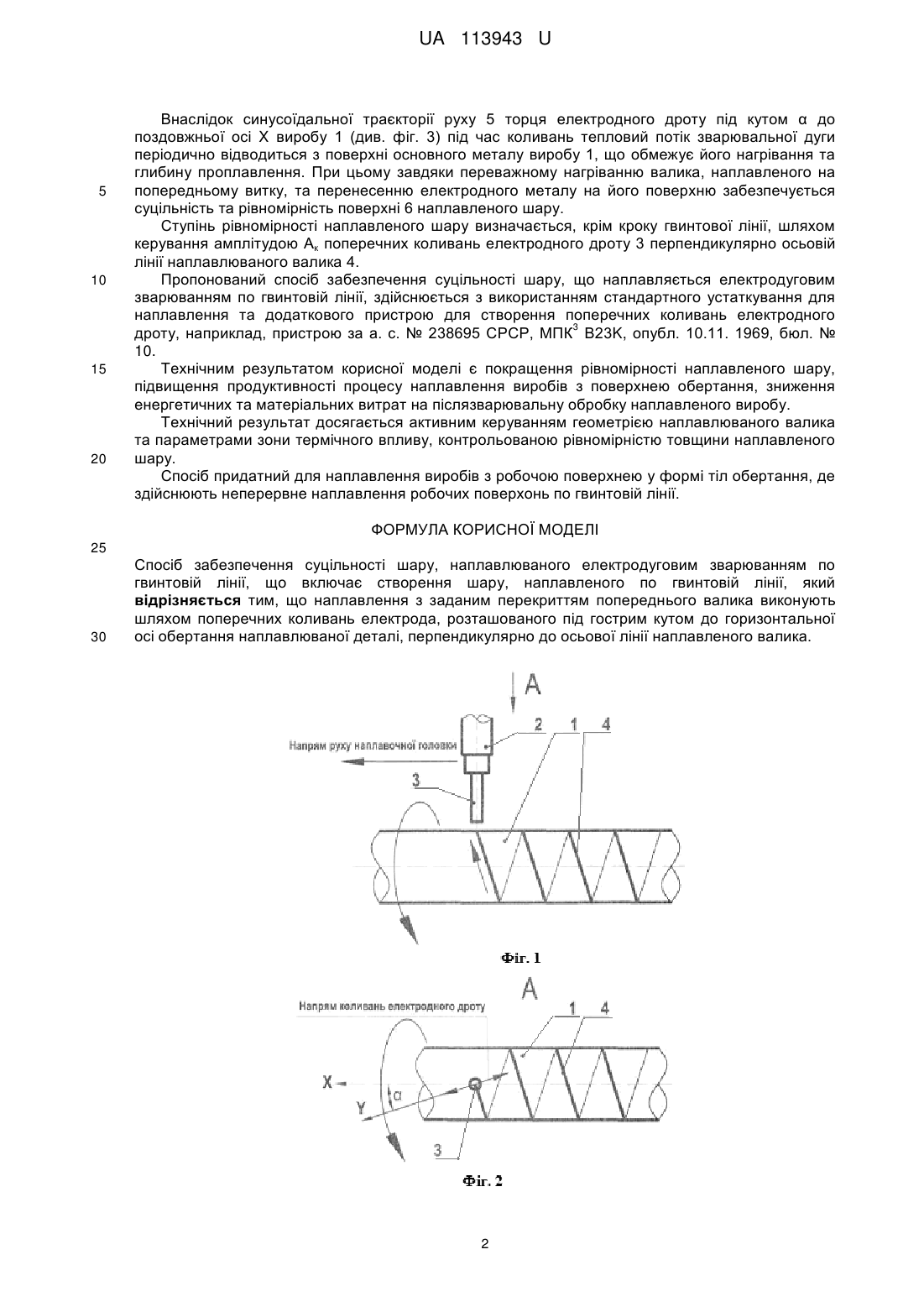
Реферат: Спосіб забезпечення суцільності шару, наплавлюваного електродуговим зварюванням по гвинтовій лінії, при якому наплавлення з заданим перекриттям попереднього валика виконують шляхом поперечних коливань електрода, розташованого під гострим кутом до горизонтальної осі обертання наплавлюваної деталі, перпендикулярно до осьової лінії наплавленого валика. UA 113943 U (12) UA 113943 U UA 113943 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до галузі зварювальних технологій, зокрема до електродугового наплавлення, і стосується способів зміцнювального та відновлювального наплавлення виробів у формі тіл обертання. Відомо про спосіб наплавлення тіл обертання по гвинтовій лінії (див. рис. 18.3 в книзі Каракозов Э.С., Мустафаев Р.И. "Справочник молодого электросварщика". - М.: Изд-во Высшая школа, 1992). Цей спосіб наплавлення тіл обертання не гарантує рівномірності товщини наплавленого шару та у зв'язку з цим потребує додаткових проходів для забезпечення необхідної якості наплавленої поверхні, а також наступної механічної обробки для вирівнювання наплавленої поверхні. Відомо также про спосіб наплавлення по гвинтовій лінії (див., наприклад, опис винаходу до 4 а. с. СРСР № 1504025, МКИ В23K 9/04; В23Р 6/00, опубл. Бюл. № 32 від 14. 12. 1987). Цей спосіб також не забезпечує суцільності наплавлюваного шару і тому потребує додаткових проходів з надлишковими витратами наплавочного матеріалу та електроенергії. Як найближчий аналог прийнятий спосіб наплавлення з поперечними коливаннями 4 електрода (див., наприклад, опис винаходу до а. с. СРСР № 4920386, МКИ В23K 9/04; опубл. Бюл. № 26 від 15.07.1991). Суттєвим недоліком цього способу є необхідність фіксованого зсуву електрода вздовж наплавлюваної поверхні на величину перекриття валиків в кінці кожного проходу, що порушує неперервність процесу та знижує продуктивність і стабільність якості наплавленого шару. Крім цього для усіх описаних вище способів наплавлення характерна підвищена глибина проплавлення основного металу внаслідок концентрованого введення тепла зварювальної дуги безпосередню у поверхню деталі, що наплавляють. Негативним наслідком цього процесу є підвищене перемішування основного та наплавленого металу та необхідність виконання наплавлення за декілька проходів для отримання потрібних властивостей наплавленого шару. В основу корисної моделі поставлена задача підвищення ефективності процесу наплавлення за рахунок зниження витрат електродного наплавочного матеріалу на власне процес наплавлення за рахунок зміни схеми введення тепла у деталь та зниження витрат електроенергії на післязварювальну обробку виробу через забезпечення суцільності та рівномірності шару, що наплавляється електродуговим зварюванням по гвинтовій лінії. Поставлена задача вирішується за рахунок того, що на поверхні виробу за допомогою наплавочної головки створюють суцільний шар із валиків, наплавлених по гвинтовій лінії, при цьому наплавлення виконують з заданим перекриттям попереднього витка валика шляхом керованих поперечних коливань електродного дроту, перпендикулярно осьовій лінії наплавлюваного валика. Підвищення ефективності наплавочного процесу досягається за рахунок зниження витрат наплавочного металу при забезпеченні достатньої товщини наплавленого шару, зниженням трудомісткості та енерговитрат при виконанні операції токарної обробки наплавленого шару для доведення діаметра деталі до проектного розміру через отримання суцільного шару рівномірно наплавленого металу. Продуктивність процесу наплавлення зростає внаслідок скорочення числа проходів для отримання рівномірного суцільного наплавленого шару шляхом збільшення ширини наплавлюваного валика з заданим та керованим перекриттям валика попереднього витка за допомогою поперечних коливань електродного дроту, при яких через періодичне відведення зварювальної дуги скорочується час нагрівання основного металу та тепловий потік перерозподіляється переважно у бік валика, наплавленого на попередньому витку. Економічна ефективність процесу наплавлення підвищується також за рахунок зниження загальних витрат електроенергії на виготовлення наплавлюваної деталі. На фіг. 1 наведена принципова схема взаємного розташування наплавочної головки та виробу (стрілками вказані напрямки переміщень виробу та наплавочної головки), вид збоку; на фіг. 2 - теж саме (стрілками вказані напрямки переміщень виробу та коливань електродного дроту наплавочної головки), вид зверху (витки наплавлюваного валика умовно рознесені вздовж осі виробу, α - кут підйому гвинтової лінії); на фіг. 3 - взаємне розташування траєкторії руху торця електродного дроту та поверхні шару, який утворюється під час наплавлення по гвинтовій лінії. Спосіб реалізується наступним чином. Виріб 1 у формі тіла обертання за допомогою приводу обертають під наплавочною головкою 2 (фіг. 1) і збуджують зварювальну дугу між електродним дротом 3 та виробом 1. Після цього переміщують наплавочну головку 2 вздовж виробу 1 і на поверхні детали 2 утворюється наплавлений валик 4 по гвинтовій лінії. При цьому електродний дріт 3 коливають у поперечному напрямку перпендикулярно осьовій лінії наплавлюваного валика 4 (див. фіг. 2). 1 UA 113943 U 5 10 15 20 Внаслідок синусоїдальної траєкторії руху 5 торця електродного дроту під кутом α до поздовжньої осі X виробу 1 (див. фіг. 3) під час коливань тепловий потік зварювальної дуги періодично відводиться з поверхні основного металу виробу 1, що обмежує його нагрівання та глибину проплавлення. При цьому завдяки переважному нагріванню валика, наплавленого на попередньому витку, та перенесенню електродного металу на його поверхню забезпечується суцільність та рівномірність поверхні 6 наплавленого шару. Ступінь рівномірності наплавленого шару визначається, крім кроку гвинтової лінії, шляхом керування амплітудою Ак поперечних коливань електродного дроту 3 перпендикулярно осьовій лінії наплавлюваного валика 4. Пропонований спосіб забезпечення суцільності шару, що наплавляється електродуговим зварюванням по гвинтовій лінії, здійснюється з використанням стандартного устаткування для наплавлення та додаткового пристрою для створення поперечних коливань електродного 3 дроту, наприклад, пристрою за а. с. № 238695 СРСР, МПК В23K, опубл. 10.11. 1969, бюл. № 10. Технічним результатом корисної моделі є покращення рівномірності наплавленого шару, підвищення продуктивності процесу наплавлення виробів з поверхнею обертання, зниження енергетичних та матеріальних витрат на післязварювальну обробку наплавленого виробу. Технічний результат досягається активним керуванням геометрією наплавлюваного валика та параметрами зони термічного впливу, контрольованою рівномірністю товщини наплавленого шару. Спосіб придатний для наплавлення виробів з робочою поверхнею у формі тіл обертання, де здійснюють неперервне наплавлення робочих поверхонь по гвинтовій лінії. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 25 30 Спосіб забезпечення суцільності шару, наплавлюваного електродуговим зварюванням по гвинтовій лінії, що включає створення шару, наплавленого по гвинтовій лінії, який відрізняється тим, що наплавлення з заданим перекриттям попереднього валика виконують шляхом поперечних коливань електрода, розташованого під гострим кутом до горизонтальної осі обертання наплавлюваної деталі, перпендикулярно до осьової лінії наплавленого валика. 2 UA 113943 U Комп’ютерна верстка О. Рябко Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B23K 9/04, B23K 13/00, B23P 6/00
Мітки: електродуговим, суцільності, зварюванням, забезпечення, наплавлюваного, лінії, гвинтовий, спосіб, шару
Код посилання
<a href="https://ua.patents.su/5-113943-sposib-zabezpechennya-sucilnosti-sharu-naplavlyuvanogo-elektrodugovim-zvaryuvannyam-po-gvintovijj-lini.html" target="_blank" rel="follow" title="База патентів України">Спосіб забезпечення суцільності шару, наплавлюваного електродуговим зварюванням по гвинтовій лінії</a>
Спосіб виготовлення полегшених біметалів електродуговим зварюванням
Номер патенту: 105338
Опубліковано: 10.03.2016
Автори: Головко Леонід Федорович, Романенко Віктор Васильович, Блощицин Михайло Сергійович, Кривцун Ігор Віталійович
МПК: B23K 9/173
Мітки: виготовлення, біметалів, полегшених, зварюванням, спосіб, електродуговим
Формула / Реферат:
1. Спосіб виготовлення полегшених біметалів електродуговим зварюванням, що включає з'єднання плакувальної пластини з підкладкою електродуговим зварюванням, який відрізняється тим, що підкладку виготовляють збірною із зовнішньої рами, внутрішніх перемичок із трубчатих заготовок круглого перерізу та облицювальної пластини з забезпеченням в останній крізних технологічних отворів діаметром, більшим діаметра електрода для зварки, причому...
Спосіб виготовлення легких та дешевих біметалів електродуговим зварюванням
Номер патенту: 105014
Опубліковано: 25.02.2016
Автори: Романенко Віктор Васильович, Блощицин Михайло Сергійович
МПК: B23K 9/173
Мітки: електродуговим, виготовлення, дешевих, біметалів, зварюванням, легких, спосіб
Формула / Реферат:
Спосіб виготовлення легких та дешевих біметалів електродуговим зварюванням, що включає формування зварного з'єднання між плакувальною пластиною та підкладкою, який відрізняється тим, що підкладку виготовляють збірною із зовнішньої рами та внутрішніх перемичок з забезпеченням в зовнішній рамі крізних технологічних отворів діаметром, більшим діаметра електрода для зварки, причому плакувальну пластину приварюють до зовнішньої рами через...
Спосіб виготовлення полегшених біметалів електродуговим зварюванням
Номер патенту: 104934
Опубліковано: 25.02.2016
Автори: Романенко Віктор Васильович, Головко Леонід Федорович, Кривцун Ігор Віталійович
МПК: B23K 9/173
Мітки: виготовлення, зварюванням, електродуговим, спосіб, біметалів, полегшених
Формула / Реферат:
1. Спосіб виготовлення полегшених біметалів електродуговим зварюванням, що містить формування зварного шва між пластиною підкладки та плакувальною пластиною, який відрізняється тим, що пластину підкладки виготовляють збірною, і вона складається із зовнішньої рами, внутрішніх перемичок та облицювальної пластини з забезпеченням в останній крізних технологічних отворів діаметром, більшим діаметра електрода для зварки, причому плакувальну...
Спосіб виготовлення біметалів електродуговим зварюванням неіржавіючим плавким електродом

Номер патенту: 102085
Опубліковано: 12.10.2015
Автори: Романенко Віктор Васильович, Кривцун Ігор Віталійович, Головко Леонід Федорович
МПК: B23K 9/173, F16B 5/00
Мітки: електродом, біметалів, зварюванням, спосіб, неіржавіючим, плавким, виготовлення, електродуговим
Формула / Реферат:
1. Спосіб виготовлення біметалів електродуговим зварюванням неіржавіючим плавким електродом,що містить формування зварного шва між плакувальною пластиною та пластиною підкладки за участю металу неіржавіючого плавкого електрода, який відрізняється тим, що в місцях зварювання в плакувальній пластині наскрізь свердлять технологічні отвори діаметром, більшим діаметра електрода для зварки, пластини тимчасово скріплюють та через технологічні...
Спосіб виготовлення біметалів електродуговим зварюванням плавким електродом з використанням технологічних отворів
Номер патенту: 102053
Опубліковано: 12.10.2015
Автори: Головко Леонід Федорович, Кривцун Ігор Віталійович, Романенко Віктор Васильович
МПК: B23K 9/00
Мітки: виготовлення, зварюванням, електродом, біметалів, отворів, спосіб, плавким, використанням, технологічних, електродуговим
Формула / Реферат:
Спосіб виготовлення біметалів електродуговим зварюванням плавким електродом з використанням технологічних отворів, який включає формування зварного шва між пластиною підкладки та плакувальною пластиною біметалу за участі металу плавкого електрода, який відрізняється тим, що в місцях зварювання в пластині підкладки наскрізь свердлять технологічні отвори діаметром, більшим діаметра електрода для зварювання, пластини тимчасово скріплюють та...
Попередній патент: Косметична сапропелева маска
Наступний патент: Вузол кріплення сітчастої тарілки
Випадковий патент: Високошвидкісна машина для обробки металів тиском