Спосіб з’єднання труб з внутрішнім покриттям зварюванням
Номер патенту: 114847
Опубліковано: 10.08.2017
Автори: Нестеренко Андрій Олегович, Подолян Олександр Олександрович
Формула / Реферат
Спосіб з'єднання труб з внутрішнім покриттям зварюванням, який включає установку та закріплення втулки підкладної встановленими ущільнюючими елементами всередині кінців труб і з'єднання труб зварюванням, втулку підкладну закріплюють всередині кінців труб шляхом роздачі дорном через патрубок із термопластичної пластмаси, який відрізняється тим, що з'єднання труб зварюванням здійснюється після встановлення кінців труб в пази Т-подібного направляючого виступу, що виконаний на втулці, в якому розташована порошкова стрічка.
Текст
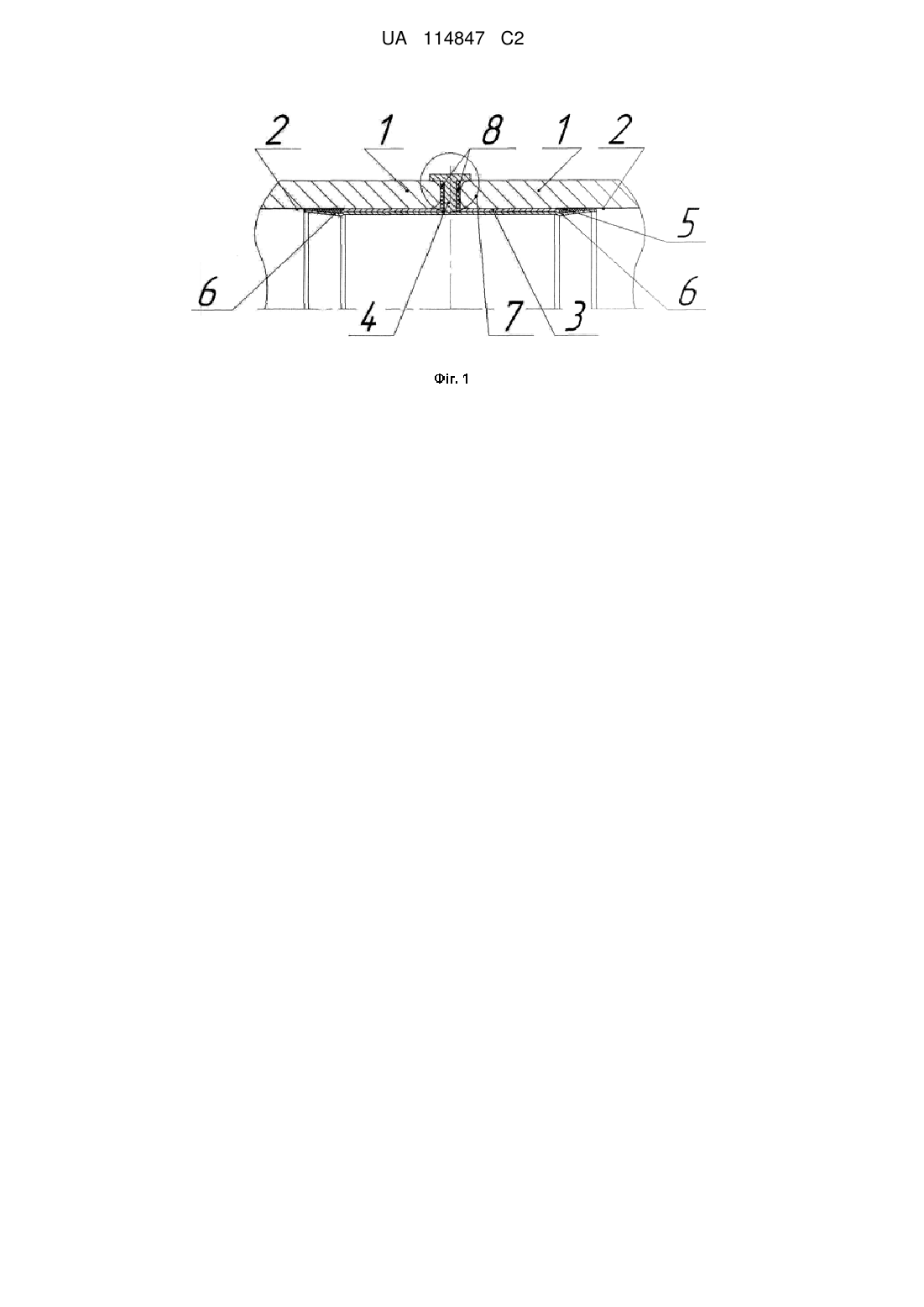
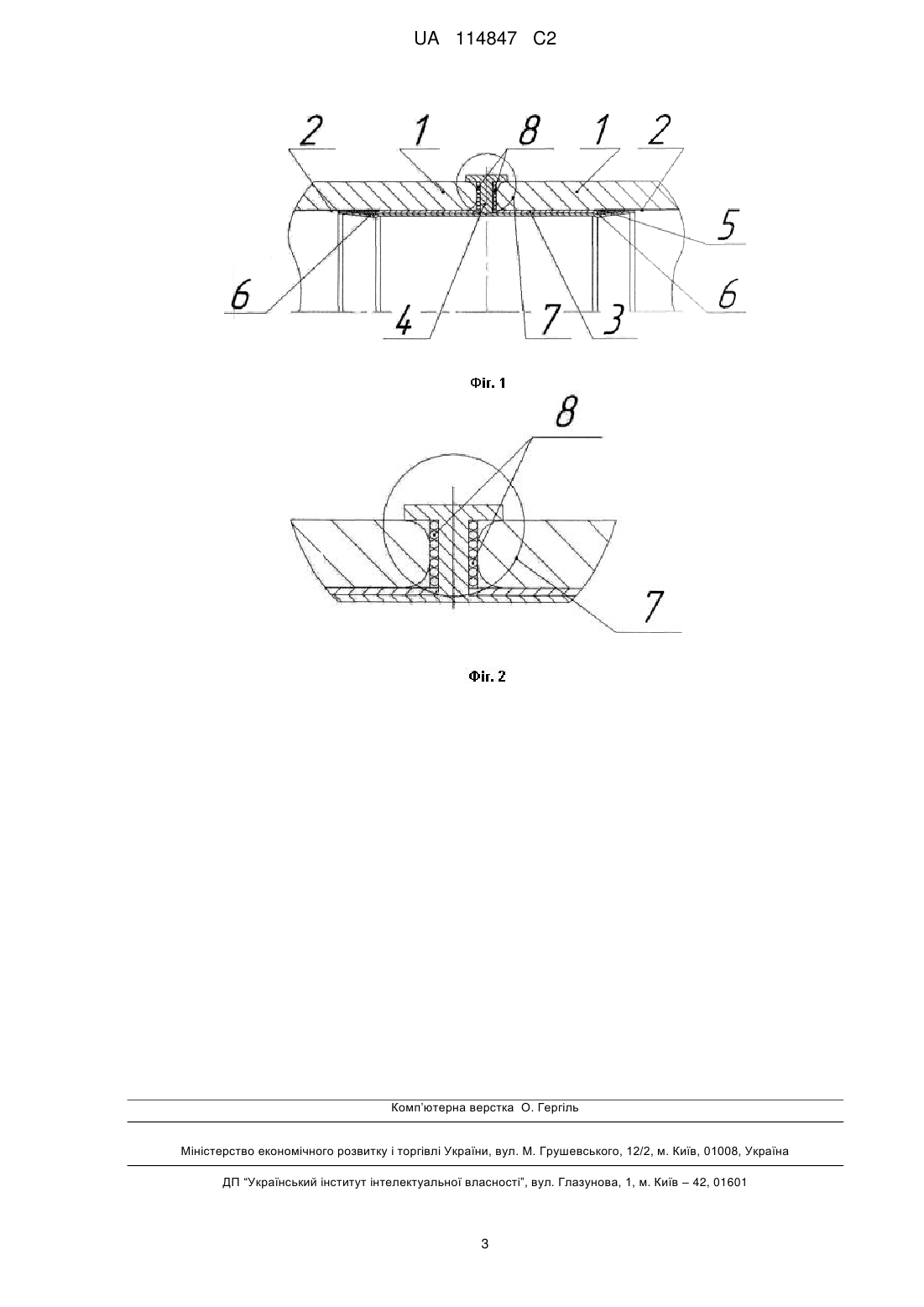
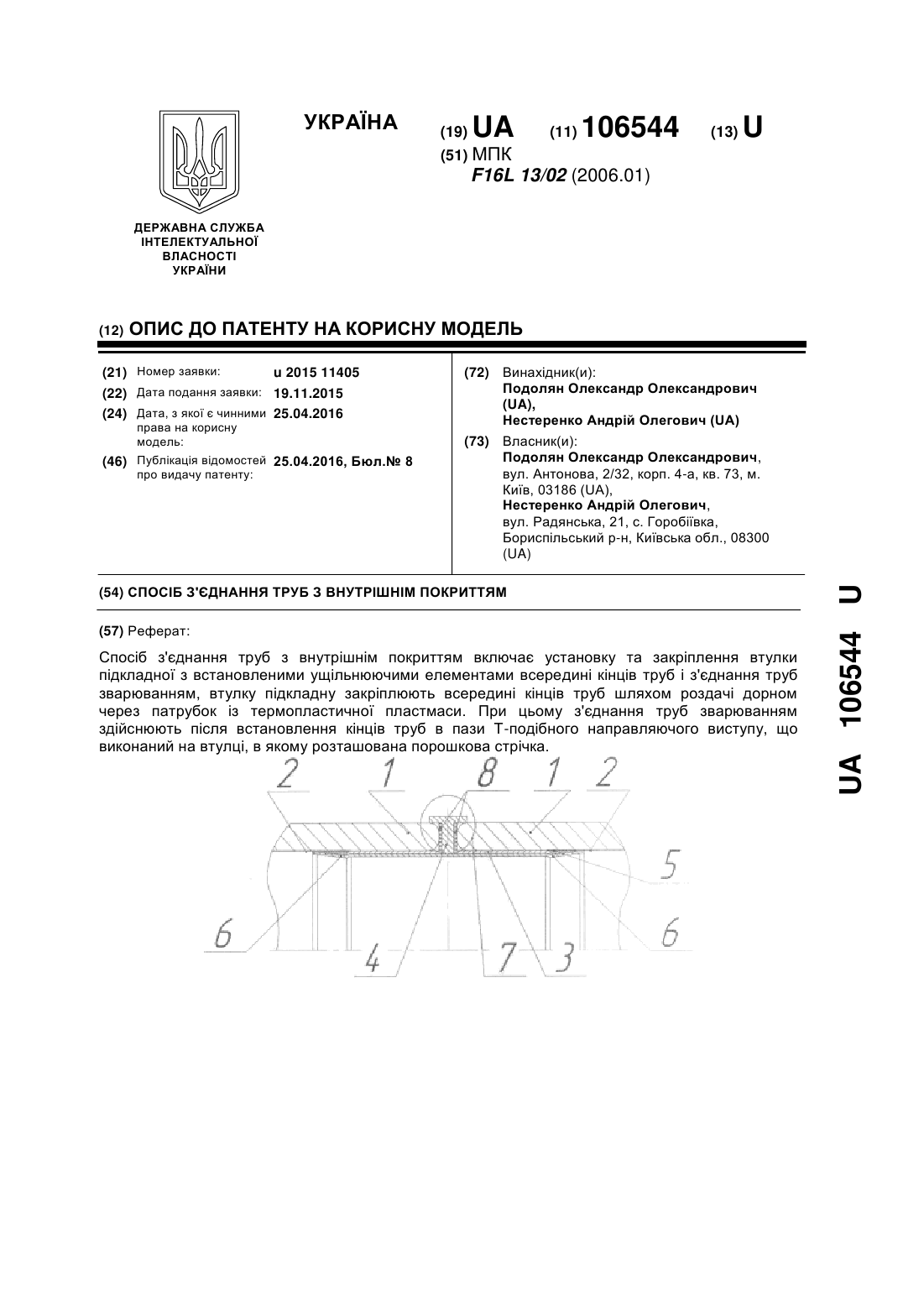
Реферат: Використання: в галузі будівництва трубопроводів, а саме до захисту втулками підкладними зварних з'єднань трубопроводів від внутрішньої корозії. Сутність: спосіб з'єднання труб з внутрішнім покриттям, який включає установку та закріплення втулки підкладної з встановленими ущільнюючими елементами всередині кінців труб і з'єднання труб зварюванням, втулку підкладну закріплюють всередині кінців труб шляхом роздачі дорном через патрубок із термопластичної пластмаси, разом з тим з'єднання труб зварюванням здійснюється після встановлення кінців труб в пази Т-подібного направляючого виступу, що виконаний на втулці, в якому розташована порошкова стрічка. Технічний результат: спрощення технологічного процесу з'єднання труб з внутрішнім покриттям і підвищення міцності зварних з'єднань трубопроводів та якості захисту від корозії. UA 114847 C2 (12) UA 114847 C2 UA 114847 C2 5 10 15 20 25 30 35 40 45 50 55 60 Винахід належить до галузі будівництва трубопроводів, а саме до захисту втулками підкладними зварних з'єднань трубопроводів від внутрішньої корозії. Відомий спосіб з'єднання труб з внутрішнім покриттям (Патент РФ № 2079033, МПК кл. F16L 13/02, опубл. 10.05.1997 р. Бюл. № 13.), що включає установку всередину з'єднувальних труб втулки з корозійностійкого матеріалу, складання стику під зварювання, з'єднання труб зварюванням і ущільнення між зовнішньою поверхнею втулки і покритими внутрішніми поверхнями зварюваних труб здійснюють після з'єднання труб зварюванням, запресовуванням втулки в зварені труби шляхом високошвидкісного пластичного деформування втулки. Цей спосіб має істотні недоліки. По-перше, використовується дуже дороге обладнання для запресовування втулок, а саме магнітно-імпульсна установка. По-друге, найголовніше, що високошвидкісна пластична деформація внутрішньої циліндричної втулки всередині кінців труб не дозволяє отримати щільне герметичне з'єднання між поверхнями втулки і кінців труб. Це пов'язано з тим, що повітря, наявне між втулкою і кінцями труб, є передавальним середовищем при використанні енергії вибуху, тобто повітря роздає кінці труб на велику величину. Повітря не повністю витісняється з зазору, наявного між втулкою і кінцями труб при високошвидкісному пластичному деформуванні втулки, а це призводить до утворення буферної зони між втулкою і кінцями труб, що є причиною не забезпечення герметичності з'єднання між поверхнями втулки і кінців труб. Практикою можливості використання енергії вибуху для з'єднання труб при будівництві трубопроводу та відновлення герметичності обсадних колон в нафтовидобувній промисловості отримані тільки одні негативні результати. Не було досягнуто жодного позитивного результату. Також неможливо застосувати дане обладнання в польових умовах, де погодні умови відіграють головну роль (сніг, дощ, низька температура і т. д.). Крім того, сам технологічний процес енергоємний і трудомісткий у виконанні. Відомий спосіб з'єднання металевих труб з внутрішнім покриттям (Патент РФ № 2157478, МПК кл. F16L 13/02, опубл. 10.10.2000.), що включає установку всередину втулки з кінців труб встановленими на кінцях її зовнішньої поверхні ущільнювальними елементами, герметизацію з'єднання втулки і кінців труб до або після з'єднання труб зварюванням, шляхом обтискання кінців труб навпроти втулки або ущільнювальних елементів втулки. Даний спосіб має недоліки, пов'язані з тим, що для обтискання кінців труб великого діаметру і з великою товщиною стінки потрібне спеціальне громіздке і енергоємне обладнання, що ускладнює технологічний процес з'єднання труб з внутрішнім покриттям. Крім того, звужується переріз трубопроводу в місцях встановлення втулки. Відомо спосіб з'єднання труб з внутрішнім покриттям зварюванням (Патент РФ № 2553842, МПК кл. F16L 13/02, опубл. 20.06.2015. Бюл. № 17.), який є близьким аналогом, який включає установку та закріплення втулки підкладної з установленими ущільнюючими елементами всередині кінців труб і з'єднання труб зварюванням, закріпленням втулки підкладної шляхом роздачі дорном через патрубок з термопластичної пластмаси. Даний спосіб має недоліки, пов'язані з тим, що зварне з'єднання ззовні труб незахищене від зовнішніх чинників, таким чином воно швидко пошкодиться і призведе до роз'єднання шву. Задача винаходу полягає в підвищення якості зварного з'єднання труб. Поставлена задача вирішується за рахунок того, що спосіб з'єднання труб з внутрішнім покриттям, який включає установку та закріплення втулки підкладної з встановленими ущільнюючими елементами всередині кінців труб, порошкової стрічки і з'єднання труб зварюванням, втулку підкладну закріплюють всередині кінців труб шляхом роздачі дорном через патрубок із термопластичної пластмаси, у відповідності до винаходу, з'єднання труб зварюванням здійснюється після встановлення кінців труб в пази Т-подібного направляючого виступу, що виконаний на втулці, на якій нанесено порошкову стрічку. Суть винаходу. На Фіг. 1 та Фіг. 2 показаний в розрізі загальний вид з'єднання труб з внутрішнім покриттям, який отримано пропонованим способом: труба 1, внутрішнє покриття 2, втулка підкладна з направляючим Т-подібним виступом 3, внутрішня обичайка 4 з корозійностійкої сталі, ущільнювальні елементи 5, розтруби 6 і зварні шви 7, порошкова стрічка 8. Спосіб здійснюють наступним чином. Для захисту та міцності зварного з'єднання використовують втулку підкладну з направляючим Т-подібним виступом 3 з нанесеною порошковою стрічкою 8 на пази, яка має внутрішню обичайку 4 з корозійностійкої сталі, кінці якої виступають за торці втулки підкладної з направляючим Т-подібним виступом 3, яка містить порошкову стрічку 8. На виступаючих кінцях зовнішньої поверхні обичайки 4 розміщені ущільнювальні елементи 5. Ущільнювальні елементи 5 можуть бути приклеєні до зовнішньої поверхні обичайки 4. Всередині втулки підкладної з направляючим Т-подібним виступом 3, в пазах якої розміщена порошкова стрічка 8, розміщують дорн з патрубком з термопластичної пластмаси, які потім встановлюють всередині кінця першої труби 1 з внутрішнім покриттям 2. 1 UA 114847 C2 5 10 15 20 25 30 35 40 45 Ущільнювальний елемент 5 заходить з натягом в кінець першої труби 1 з внутрішнім покриттям 2. При цьому ущільнювальний елемент 5 центрує втулку підкладну з направляючим Т-подібним виступом 3 з нанесеною порошковою стрічкою 8 відносно осі першої труби 1. Кінець першої труби 1 заходить в паз втулки підкладної з направляючим Т-подібним виступом 3, в якому розміщена порошкова стрічка 8. Дорн прикріплюють до тяги гідравлічного преса і закріплюють першу половину втулки підкладної з направляючим Т-подібним виступом 3 з порошковою стрічкою 8 шляхом роздачі дорном через патрубок з термопластичної пластмаси всередині кінця першої труби 1 з внутрішнім покриттям 2. Від'єднують тягу гідравлічного преса від дорна. При цьому на виступаючому кінці внутрішньої обичайки 4 утворюється розтруб 6 у формі конуса. Також відбувається стиснення ущільнювального елемента 5 в радіальному напрямку і розширення в осьовому напрямку, що призводить до заповнення зазору, що залишається між внутрішньою обичайкою 4 з корозійностійкої сталі і внутрішньою поверхнею кінця першої труби 1. Ущільнювальний елемент 5 може бути приклеєний до внутрішньої поверхні першої труби 1 з внутрішнім покриттям 2, що поліпшить герметизацію з'єднання між поверхнями втулки підкладної з направляючим Т-подібним виступом 3, в пазу якої розташована порошкова стрічка 8, і кінцем першої труби 1 з внутрішнім покриттям 2 на трубопроводах високого тиску та великого діаметру. Всередині другої труби 1 розміщують тягу гідравлічного преса, яку приєднують до дорна з патрубком з термопластичної пластмаси, які знаходяться всередині втулки підкладної з Т-подібним направляючим виступом 3, в пазу якого знаходиться порошкова стрічка 8. Подають на втулку підкладну з направляючим Т-подібним виступом 3, в пазу якої розташована порошкова стрічка 8, другу трубу 1 з внутрішнім покриттям 2. Ущільнювальний елемент 5 заходить з натягом на кінець другої труби 1 з внутрішнім покриттям 2. При цьому ущільнювальний елемент 5 центрує втулку підкладну з направляючим Т-подібним виступом 3 з порошковою стрічкою 8 відносно осі другої труби 1. Кінець другої труби 1 заходить в направляючий Т-подібний виступ втулки підкладної 3, де знаходиться порошкова стрічка 8. Обидва кінці труб 1 з'єднують з направляючим Т-подібним виступом втулки підкладної 3 з порошковою стрічкою 8 прихватом. Тягу приєднують до гідравлічного пресу і закріплюють другу половину втулки підкладної з направляючим Т-подібним виступом 3 з порошковою стрічкою 8 шляхом роздачі дорном через патрубок з термопластичної пластмаси всередині кінця другої труби 1 з внутрішнім покриттям 2. При цьому на виступаючому кінці внутрішньої обичайки 4 утворюється розтруб 6 у формі конуса. Також відбувається стиснення ущільнювального елемента 5 в радіальному напрямку і розширення в осьовому напрямку, що призводить до заповнення зазору, який залишається між внутрішньою обичайкою 4 з корозійностійкої сталі і внутрішньою поверхнею кінця другоїтруби 1. Ущільнювальний елемент 5 може бути приклеєний до внутрішньої поверхні другої труби 1 з внутрішнім покриттям 2, що поліпшить герметизацію з'єднання між поверхнями втулки підкладної з направляючим Т-подібним виступом 3, на якій розташована порошкова стрічка 8 і кінцем першої труби 1 з внутрішнім покриттям 2 на трубопроводах високого тиску та великого діаметру. Від'єднують від гідравлічного преса тягу і витягують дорн з патрубком з термопластичної пластмаси з з'єднувальних труб 1 з внутрішнім покриттям 2. З'єднують труби 1 з внутрішнім покриттям 2 електродуговим зварюванням з утворенням зварного шва 7. При чому приварюють обидва кінці труб 1 з направляючим Т-подібним виступом втулки підкладної 3, в пазах якої знаходиться порошкова стрічка 8 і куди входять кінці обох труб 1. Порошкова стрічка за рахунок зварювання досягає високих температур, плавиться і додатково скріплює втулку підкладну з направляючим Т-подібним виступом 3 та кінці труб 1. Пропонований спосіб дозволяє спростити технологічний процес з'єднання труб з внутрішнім покриттям і підвищити міцність зварних з'єднань трубопроводів та якість захисту від корозії. ФОРМУЛА ВИНАХОДУ 50 55 Спосіб з'єднання труб з внутрішнім покриттям зварюванням, який включає установку та закріплення втулки підкладної встановленими ущільнюючими елементами всередині кінців труб і з'єднання труб зварюванням, втулку підкладну закріплюють всередині кінців труб шляхом роздачі дорном через патрубок із термопластичної пластмаси, який відрізняється тим, що з'єднання труб зварюванням здійснюється після встановлення кінців труб в пази Т-подібного направляючого виступу, що виконаний на втулці, в якому розташована порошкова стрічка. 2 UA 114847 C2 Комп’ютерна верстка О. Гергіль Міністерство економічного розвитку і торгівлі України, вул. М. Грушевського, 12/2, м. Київ, 01008, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
МПК / Мітки
МПК: F16L 13/02
Мітки: внутрішнім, спосіб, з'єднання, зварюванням, покриттям, труб
Код посилання
<a href="https://ua.patents.su/5-114847-sposib-zehdnannya-trub-z-vnutrishnim-pokrittyam-zvaryuvannyam.html" target="_blank" rel="follow" title="База патентів України">Спосіб з’єднання труб з внутрішнім покриттям зварюванням</a>
Спосіб з’єднання труб з внутрішнім покриттям
Номер патенту: 106544
Опубліковано: 25.04.2016
Автори: Нестеренко Андрій Олегович, Подолян Олександр Олександрович
МПК: F16L 13/02
Мітки: труб, з'єднання, покриттям, внутрішнім, спосіб
Формула / Реферат:
Спосіб з'єднання труб з внутрішнім покриттям, який включає установку та закріплення втулки підкладної з встановленими ущільнюючими елементами всередині кінців труб і з'єднання труб зварюванням, втулку підкладну закріплюють всередині кінців труб шляхом роздачі дорном через патрубок із термопластичної пластмаси, який відрізняється тим, що з'єднання труб зварюванням здійснюють після встановлення кінців труб в пази Т-подібного направляючого...
Спосіб з’єднання труб зварюванням
Номер патенту: 106543
Опубліковано: 25.04.2016
Автори: Нестеренко Андрій Олегович, Подолян Олександр Олександрович
МПК: F16L 13/02
Мітки: труб, зварюванням, спосіб, з'єднання
Формула / Реферат:
Спосіб з'єднання труб зварюванням, що включає установку та закріплення втулки підкладної з встановленими ущільнюючими елементами всередині кінців труб і з'єднання труб зварюванням, втулку підкладну закріплюють всередині кінців труб шляхом роздачі дорном через патрубок із термопластичної пластмаси, який відрізняється тим, що з'єднання труб зварюванням здійснюється після встановлення кінців труб в пази Т-подібного направляючого виступу, що...
Спосіб виробництва труб безперервним пічним зварюванням
Номер патенту: 60963
Опубліковано: 15.10.2003
Автор: Давидов Фома Давидович
МПК: B21B 23/00
Мітки: пічним, труб, зварюванням, виробництва, спосіб, безперервним
Формула / Реферат:
Спосіб виробництва труб безперервним пічним зварюванням, що включає підготовку штрипса, нагрівання його в тунельних печах, формування трубної заготовки, зварювання її кромок, редукування, прокатування, калібрування, розрізання на мірні довжини та охолодження труби, який відрізняється тим, що редукування здійснюють зі стоншуванням стінки труби на величину яка є рівною або...
Спосіб виготовлення теплообмінних труб з внутрішнім оребренням
Номер патенту: 48102
Опубліковано: 10.03.2010
Автори: Горін Вадим Вікторович, Голубєв Олексій Борисович, Барабаш Петро Олексійович, Трокоз Ярослав Євгенович
Мітки: внутрішнім, виготовлення, спосіб, труб, теплообмінних, оребренням
Формула / Реферат:
Спосіб виготовлення теплообмінних труб з внутрішнім оребренням, що включає виготовлення охоплюючої несучої труби та вставки у вигляді труби з внутрішнім оребренням із пластичного металу, подальше розміщення вставки в охоплюючій трубі та притискання вставки до внутрішньої поверхні охоплюючої труби, який відрізняється тим, що притискання вставки до внутрішньої поверхні охоплюючої труби забезпечується тимчасовим створенням у каналі вставки...
Спосіб виробництва багатошарових металевих труб із внутрішнім і зовнішнім плакованими покриттями
Номер патенту: 20160
Опубліковано: 15.01.2007
Автори: Бідношея Марія Олександрівна, Петруняк Володимир Ярославович, Бідношея Марина Валентинівна
МПК: B23K 20/10, B23K 20/04
Мітки: металевих, покриттями, внутрішнім, плакованими, виробництва, труб, багатошарових, спосіб, зовнішнім
Формула / Реферат:
1. Спосіб виробництва багатошарових металевих труб із внутрішнім і зовнішнім плакованими покриттями, що включає формування двох стрічок із сталі та іншого металу в трубну заготовку, її гаряче деформування, зварювання внутрішнього і зовнішнього швів трубних заготовок, наступне стикове зварювання з одержанням труби, який відрізняється тим, що для виробництва багатошарових металевих труб використовують металевий лист, який по ширині має на...
Попередній патент: Поліпшений шків для високоефективної лебідки
Наступний патент: Газокисневий різак для металів великих товщин
Випадковий патент: Спосіб визначення рівня розумової працездатності людини