Спосіб виробництва багатошарових металевих труб із внутрішнім і зовнішнім плакованими покриттями
Номер патенту: 20160
Опубліковано: 15.01.2007
Автори: Петруняк Володимир Ярославович, Бідношея Марина Валентинівна, Бідношея Марія Олександрівна
Формула / Реферат
1. Спосіб виробництва багатошарових металевих труб із внутрішнім і зовнішнім плакованими покриттями, що включає формування двох стрічок із сталі та іншого металу в трубну заготовку, її гаряче деформування, зварювання внутрішнього і зовнішнього швів трубних заготовок, наступне стикове зварювання з одержанням труби, який відрізняється тим, що для виробництва багатошарових металевих труб використовують металевий лист, який по ширині має на кожній із сторін лише з одного краю взаємно протилежні попередньо розташовані плаковані ділянки, довжина однієї із яких в 1,2-1,3 рази більша, ніж довжина кола форматного барабана, а довжина іншої - в 1,2-1,3 рази більша, ніж довжина зовнішнього кола багатошарової металевої труби, при цьому гаряче деформування листа здійснюють шляхом накатування його прокатним станом на форматний барабан з наступним намотуванням за допомогою прес-роликів і прес-валів, наступного зварювання внутрішнього і зовнішнього швів трубних заготовок та стикового зварювання з одержанням труби.
2. Спосіб за п. 1, який відрізняється тим, що для з'єднання одержаних багатошарових труб до торців труб приварюють сталеві кільцеві елементи Г-подібного перерізу або сталеві муфти Т-подібного перерізу.
Текст
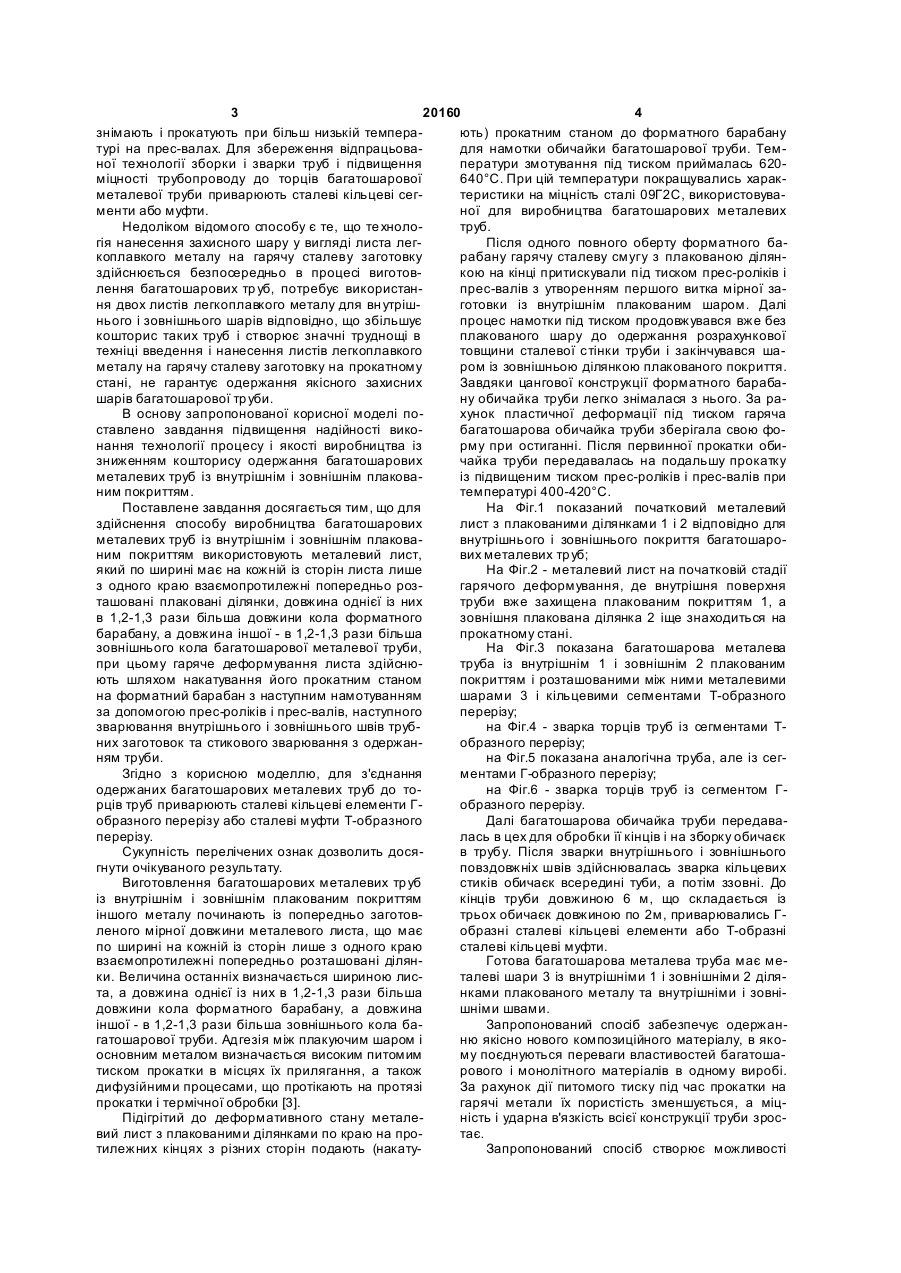
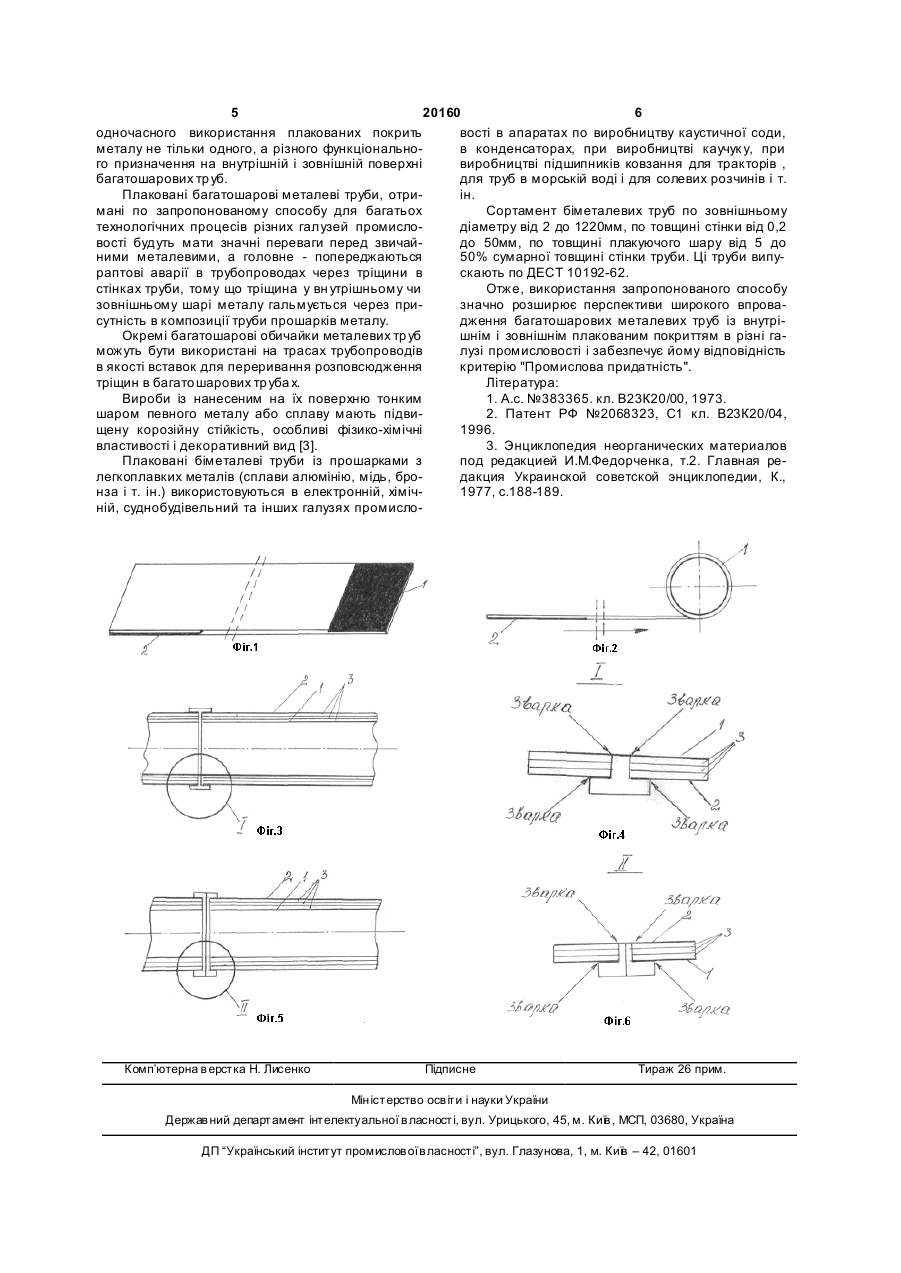
1. Спосіб виробництва багатошарових металевих тр уб із внутрішнім і зовнішнім плакованими покриттями, що включає формування двох стрічок із сталі та іншого металу в трубн у заготовку, її гаряче деформування, зварювання внутрішнього і зовнішнього швів трубни х заготовок, наступне стикове зварювання з одержанням труби, який відрізняється тим, що для виробництва багатошарових металевих тр уб використовують металевий 3 20160 4 знімають і прокатують при більш низькій темперають) прокатним станом до форматного барабану турі на прес-валах. Для збереження відпрацьовадля намотки обичайки багатошарової труби. Темної технології зборки і зварки труб і підвищення ператури змотування під тиском приймалась 620міцності трубопроводу до торців багатошарової 640°С. При цій температури покращувались харакметалевої труби приварюють сталеві кільцеві сегтеристики на міцність сталі 09Г2С, використовуваменти або муфти. ної для виробництва багатошарових металевих Недоліком відомого способу є те, що те хнолотруб. гія нанесення захисного шару у вигляді листа легПісля одного повного оберту форматного бакоплавкого металу на гарячу сталеву заготовку рабану гарячу сталеву смугу з плакованою ділянздійснюється безпосередньо в процесі виготовкою на кінці притискували під тиском прес-роліків і лення багатошарових тр уб, потребує використанпрес-валів з утворенням першого витка мірної заня двох листів легкоплавкого металу для вн утрішготовки із внутрішнім плакованим шаром. Далі нього і зовнішнього шарів відповідно, що збільшує процес намотки під тиском продовжувався вже без кошторис таких труб і створює значні труднощі в плакованого шару до одержання розрахункової техніці введення і нанесення листів легкоплавкого товщини сталевої стінки труби і закінчувався шаметалу на гарячу сталеву заготовку на прокатному ром із зовнішньою ділянкою плакованого покриття. стані, не гарантує одержання якісного захисних Завдяки цангової конструкції форматного барабашарів багатошарової тр уби. ну обичайка труби легко знімалася з нього. За раВ основу запропонованої корисної моделі похунок пластичної деформації під тиском гаряча ставлено завдання підвищення надійності викобагатошарова обичайка труби зберігала свою фонання технології процесу і якості виробництва із рму при остиганні. Після первинної прокатки обизниженням кошторису одержання багатошарових чайка труби передавалась на подальшу прокатку металевих труб із внутрішнім і зовнішнім плаковаіз підвищеним тиском прес-роліків і прес-валів при ним покриттям. температурі 400-420°С. Поставлене завдання досягається тим, що для На Фіг.1 показаний початковий металевий здійснення способу виробництва багатошарових лист з плакованими ділянками 1 і 2 відповідно для металевих труб із внутрішнім і зовнішнім плаковавнутрішнього і зовнішнього покриття багатошароним покриттям використовують металевий лист, вих металевих тр уб; який по ширині має на кожній із сторін листа лише На Фіг.2 - металевий лист на початковій стадії з одного краю взаємопротилежні попередньо розгарячого деформування, де внутрішня поверхня ташовані плаковані ділянки, довжина однієї із них труби вже захищена плакованим покриттям 1, а в 1,2-1,3 рази більша довжини кола форматного зовнішня плакована ділянка 2 іще знаходиться на барабану, а довжина іншої - в 1,2-1,3 рази більша прокатному стані. зовнішнього кола багатошарової металевої труби, На Фіг.3 показана багатошарова металева при цьому гаряче деформування листа здійснютруба із внутрішнім 1 і зовнішнім 2 плакованим ють шляхом накатування його прокатним станом покриттям і розташованими між ними металевими на форматний барабан з наступним намотуванням шарами 3 і кільцевими сегментами Т-образного за допомогою прес-роліків і прес-валів, наступного перерізу; зварювання внутрішнього і зовнішнього швів трубна Фіг.4 - зварка торців труб із сегментами Тних заготовок та стикового зварювання з одержанобразного перерізу; ням труби. на Фіг.5 показана аналогічна труба, але із сегЗгідно з корисною моделлю, для з'єднання ментами Г-образного перерізу; одержаних багатошарових металевих труб до тона Фіг.6 - зварка торців труб із сегментом Грців труб приварюють сталеві кільцеві елементи Гобразного перерізу. образного перерізу або сталеві муфти Т-образного Далі багатошарова обичайка труби передаваперерізу. лась в цех для обробки її кінців і на зборку обичаєк Сукупність перелічених ознак дозволить досяв трубу. Після зварки внутрішнього і зовнішнього гнути очікуваного результату. повздовжніх швів здійснювалась зварка кільцевих Виготовлення багатошарових металевих тр уб стиків обичаєк всередині туби, а потім ззовні. До із внутрішнім і зовнішнім плакованим покриттям кінців труби довжиною 6 м, що складається із іншого металу починають із попередньо заготовтрьох обичаєк довжиною по 2м, приварювались Гленого мірної довжини металевого листа, що має образні сталеві кільцеві елементи або Т-образні по ширині на кожній із сторін лише з одного краю сталеві кільцеві муфти. взаємопротилежні попередньо розташовані ділянГотова багатошарова металева труба має меки. Величина останніх визначається шириною листалеві шари 3 із внутрішніми 1 і зовнішніми 2 ділята, а довжина однієї із них в 1,2-1,3 рази більша нками плакованого металу та внутрішніми і зовнідовжини кола форматного барабану, а довжина шніми швами. іншої - в 1,2-1,3 рази більша зовнішнього кола баЗапропонований спосіб забезпечує одержангатошарової труби. Адгезія між плакуючим шаром і ню якісно нового композиційного матеріалу, в якоосновним металом визначається високим питомим му поєднуються переваги властивостей багатошатиском прокатки в місцях їх прилягання, а також рового і монолітного матеріалів в одному виробі. дифузійними процесами, що протікають на протязі За рахунок дії питомого тиску під час прокатки на прокатки і термічної обробки [3]. гарячі метали їх пористість зменшується, а міцПідігрітий до деформативного стану металеність і ударна в'язкість всієї конструкції труби зросвий лист з плакованими ділянками по краю на протає. тилежних кінцях з різних сторін подають (накатуЗапропонований спосіб створює можливості 5 20160 6 одночасного використання плакованих покрить вості в апаратах по виробництву каустичної соди, металу не тільки одного, а різного функціональнов конденсаторах, при виробництві каучук у, при го призначення на внутрішній і зовнішній поверхні виробництві підшипників ковзання для тракторів , багатошарових тр уб. для труб в морській воді і для солевих розчинів і т. Плаковані багатошарові металеві труби, отриін. мані по запропонованому способу для багатьох Сортамент біметалевих труб по зовнішньому технологічних процесів різних галузей промислодіаметру від 2 до 1220мм, по товщині стінки від 0,2 вості будуть мати значні переваги перед звичайдо 50мм, по товщині плакуючого шару від 5 до ними металевими, а головне - попереджаються 50% сумарної товщині стінки труби. Ці труби випураптові аварії в трубопроводах через тріщини в скають по ДЕСТ 10192-62. стінках труби, тому що тріщина у вн утрішньому чи Отже, використання запропонованого способу зовнішньому шарі металу гальмується через призначно розширює перспективи широкого впровасутність в композиції труби прошарків металу. дження багатошарових металевих труб із внутріОкремі багатошарові обичайки металевих тр уб шнім і зовнішнім плакованим покриттям в різні гаможуть бути використані на трасах трубопроводів лузі промисловості і забезпечує йому відповідність в якості вставок для переривання розповсюдження критерію "Промислова придатність". тріщин в багато шарових тр уба х. Література: Вироби із нанесеним на їх поверхню тонким 1. А.с. №383365. кл. В23К20/00, 1973. шаром певного металу або сплаву мають підви2. Патент РФ №2068323, С1 кл. В23К20/04, щену корозійну стійкість, особливі фізико-хімічні 1996. властивості і декоративний вид [3]. 3. Энциклопедия неорганических материалов Плаковані біметалеві труби із прошарками з под редакцией И.М.Федорченка, т.2. Главная релегкоплавких металів (сплави алюмінію, мідь, бродакция Украинской советской энциклопедии, К., нза і т. ін.) використовуються в електронній, хіміч1977, с.188-189. ній, суднобудівельний та інших галузях промисло Комп’ютерна в ерстка Н. Лисенко Підписне Тираж 26 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of production of multilayer metal tubes with internal and external clad coatings
Автори англійськоюPetruniak Volodymyr Yaroslavovych, Bidnosheia Maryna Valentynivna, Bidnosheia Mariia Oleksandrivna, Bidnosheia Maria Oleksandrivna, Bidnosheya Maria Oleksandrivna
Назва патенту російськоюСпособ производства многослойных металлических труб с внутренним и внешним плакированными покрытиями
Автори російськоюПетруняк Владимир Ярославович, Бидношея Марина Валентиновна, Бидношея Мария Александровна, Бедношея Мария Александровна
МПК / Мітки
МПК: B23K 20/04, B23K 20/10
Мітки: плакованими, металевих, виробництва, спосіб, покриттями, багатошарових, зовнішнім, труб, внутрішнім
Код посилання
<a href="https://ua.patents.su/3-20160-sposib-virobnictva-bagatosharovikh-metalevikh-trub-iz-vnutrishnim-i-zovnishnim-plakovanimi-pokrittyami.html" target="_blank" rel="follow" title="База патентів України">Спосіб виробництва багатошарових металевих труб із внутрішнім і зовнішнім плакованими покриттями</a>
Спосіб виготовлення багатошарових поліетиленових труб великого діаметра спіральним навиванням
Номер патенту: 14677
Опубліковано: 15.05.2006
Автор: Петимко Олег Павлович
МПК: B29C 65/00
Мітки: спосіб, поліетиленових, труб, діаметра, спіральним, багатошарових, навиванням, великого, виготовлення
Формула / Реферат:
Спосіб виготовлення багатошарових поліетиленових труб великого діаметра спіральним навиванням, при якому основу стінки труби формують з попередньо екструдованого полімерного матеріалу, переважно круглого або овального перерізу, який подають до спеціальних валків, що формують спіраль вибраного діаметра та направляють її під кутом до повздовжньої осі зварюваної труби, зварювання виконують з зовнішньої і внутрішньої поверхні труби, який...
Спосіб виготування багатошарових труб з особливотонкостінних труб-шарів
Номер патенту: 31226
Опубліковано: 15.12.2000
Автори: Беліков Юрій Михайлович, Сергєєв Віктор Володимирович, Кравченко Володимир Іванович, Хаустов Георгій Йосипович, Сало Миколай Федорович, Єсаулов Михайло Олексійович, Правдін Юрій Михайлович
МПК: B23K 20/04, B21B 21/00
Мітки: багатошарових, спосіб, труб-шарів, особливотонкостінних, виготування, труб
Текст:
...з Д/S труб-шарів 280-300 (де 76 мм - зовнішний діаметр; 0,25 мм - товщина стінки шарів). Труби шари з готовою товщиною стінки, наприклад, діаметрами 75,8; 74,7; 73,6; 72,65; 71,55; 70,5 були прокатані на стані ХПТР-60-120 на циліндричній оправці, яка стирчає за осередок деформації з виходного боку стану на довжину від 125 де 300 мм, що складає від 25 де 60% від довжини осередка деформації. Діаметри труб-шарів змінювались таким чином, що...
Спосіб виготовлення багатошарових спіральношовних зварних полімерних труб великого діаметра з стільниковою стінкою
Номер патенту: 15836
Опубліковано: 17.07.2006
Автори: Ніронович Іван Опанасович, Березін Олександр Миколайович, Третяк Іван Юрійович, Данільченко Борис Васильович
МПК: B29C 65/02, B29C 65/00
Мітки: спіральношовних, зварних, діаметра, виготовлення, стінкою, труб, великого, полімерних, багатошарових, спосіб, стільниковою
Формула / Реферат:
Спосіб виготовлення багатошарових спіральношовних зварних полімерних труб великого діаметра з стільниковою стінкою, згідно з яким попередньо екструдований матеріал стінки, переважно круглого перерізу, формують за допомогою валків у спіралі необхідного діаметра, направляючи їх під кутом до повздовжньої осі створюваної труби, який відрізняється тим, що складання стінки труби здійснюють шляхом одночасного навивання та всебічного зварювання...
Спосіб виготовлення багатошарових труб
Номер патенту: 65485
Опубліковано: 15.03.2004
Автор: Давидов Фома Давидович
МПК: B21C 37/06
Мітки: труб, багатошарових, виготовлення, спосіб
Формула / Реферат:
Спосіб виробництва багатошарових труб, що включає формування заготовочної смуги, згортання з неї спіральної трубної заготовки та її зварювання, який відрізняється тим, що заготовочну смугу формують з утворенням на ній плоских поздовжніх східчастих ділянок з висотою, що дорівнює товщині смуги S, з радіусом сполучення R, що дорівнює радіусу скруглення крайок, при цьому ширину кожної ділянки Вn розраховують за авторською методикою:
Спосіб виробництва багатошарових труб та сосудів
Номер патенту: 16006
Опубліковано: 29.08.1997
Автори: Кучук-Яценко Сергій Іванович, Мошкін Венедикт Феофанович, Хижняк Констянтин Констянтинович, Бучацький Георгій Петрович, Бендер Віктор Сергійович, Білецький Семен Михайлович, Патон Борис Євгенович, Рибаков Анатолій Олександрович
МПК: B21D 51/16
Мітки: сосудів, труб, виробництва, спосіб, багатошарових
Формула / Реферат:
1. Способ производства многослойных труб и сосудов, включающий разрезку рулонной стали на полосы мерной длины, навивку обечаек из этих полос по спирали Архимеда, сварку обечаек продольными швами и соединение их между собой кольцевыми швами, отличающийся тем, что, с целью повышения качества кольцевых швов и снижения расхода рулонного металла, обечайки после навивки разрезают в зоне нахлеста, образуемого передней и задней кромками листа,...
Попередній патент: Спосіб виготовлення покрівлі із очерету
Наступний патент: Спосіб лікування хворих на гемофілію
Випадковий патент: Металевий контейнер з м'яким розвантаженням для сипких вантажів