Спосіб електромагнітного зварювання
Номер патенту: 115382
Опубліковано: 25.10.2017

Формула / Реферат
Спосіб електромагнітного зварювання, що включає прикладання механічного тиску до розташованих під гострим кутом контактуючих зварюваних поверхонь, який відрізняється тим, що контактуючі поверхні попередньо намагнічують з однаковим напрямком силових ліній магнітного поля і величиною індукції, яку вибирають відповідно до виразу:
![]() Т
Т
де d - товщина зварювальних поверхонь, м;
Р - величина механічного тиску, МПа.
Текст
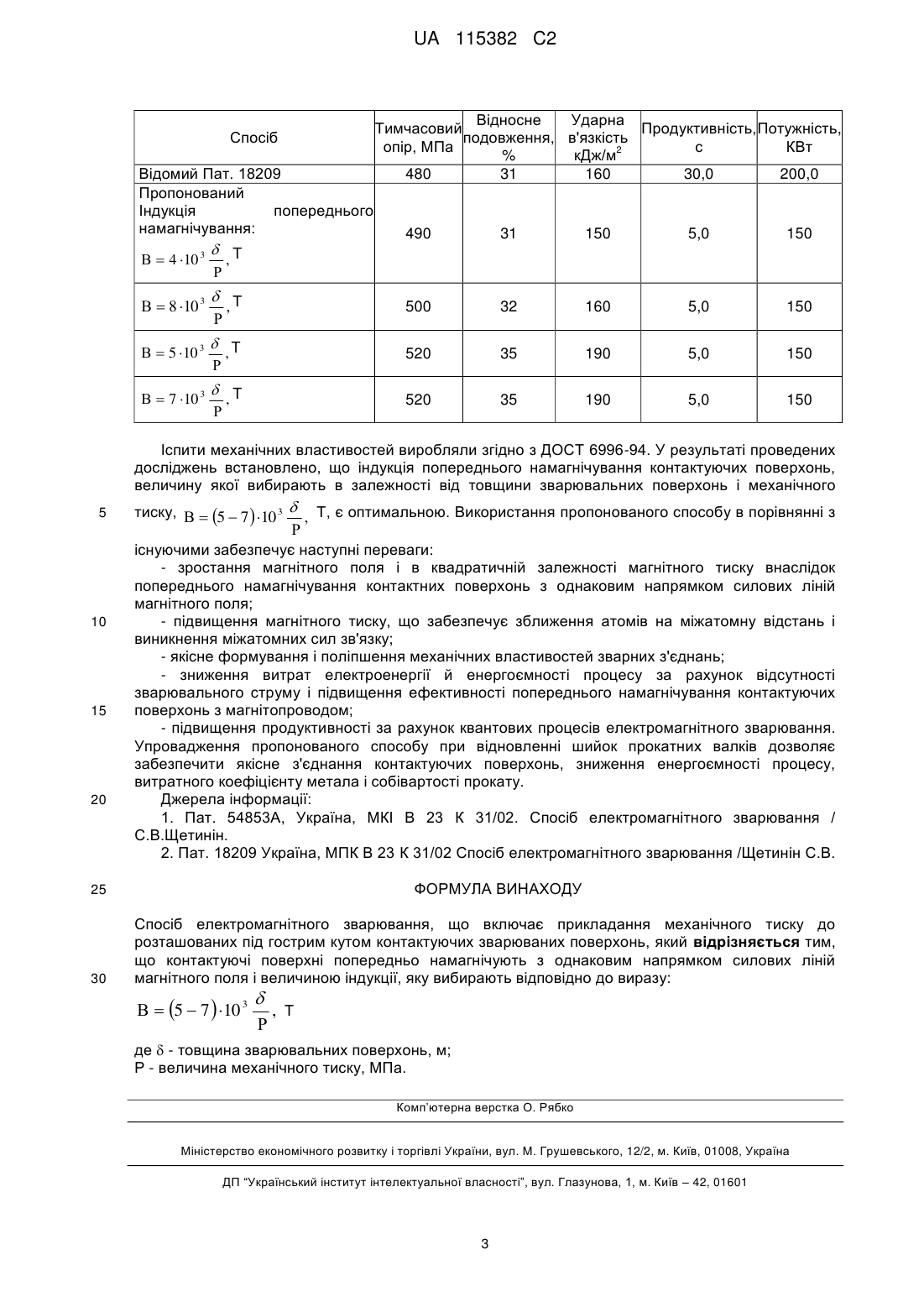
Реферат: Винахід належить до області зварювання і може бути використаний при відновленні деталей металургійного обладнання у металургійному виробництві і важкому машинобудуванні. Спосіб електромагнітного зварювання включає прикладання механічного тиску до розташованих під гострим кутом контактуючих зварюваних поверхонь. Контактуючі поверхні попередньо намагнічують з однаковим напрямком силових ліній магнітного поля і величиною індукції, яку вибирають відповідно до виразу: 5 7 10 3 , Т , де - товщина зварювальних поверхонь, м; Р - величина механічного тиску, МПа. Упровадження пропонованого способу при відновленні шийок прокатних валків дозволяє забезпечити якісне з'єднання контактуючих поверхонь, зниження енергоємності процесу, витратного коефіцієнта металу і собівартості прокату. UA 115382 C2 (12) UA 115382 C2 UA 115382 C2 5 10 15 20 25 Винахід належить до області зварювання і може бути використаний при відновленні деталей металургійного обладнання у металургійному виробництві і важкому машинобудуванні. Електромагнітне зварювання основане на створенні зварного з'єднання за рахунок виникнення міжатомних сил зв'язків при зближенні атомів на міжатомну відстань за допомогою магнітного поля. При пропущенні по зварювальних крайках постійного струму однакового напрямку створюється магнітне поле, під дією якого виникають електромагнітні сили притягнення, які забезпечують зближення атомів на міжатомну відстань. Однак, для зближення атомів на міжатомну відстань і забезпечення міцного зварного з'єднання необхідно підвищувати струм, що обмежено потужністю джерела живлення і нагрівом струмоведучих кабелів. Тому необхідно поліпшувати якість зварних з'єднань за рахунок підвищення магнітного поля при постійний величині струму. Всі існуючі способи створення міцного зварного з'єднання основані на збільшенні магнітного тиску за рахунок підвищення величини зварювального струму. Відомий спосіб електромагнітного зварювання [1], при якому з'єднання крайок здійснюється за рахунок виникнення електромагнітних сил тяжіння внаслідок пропущення по крайках постійного струму однакового напрямку, а крайки, які стикують, розташовують на початку стику в щільному контакті під гострим кутом, величину якого вибирають залежно від величини зварювального струму відповідно до виразу: -5 α = (2,5-3,0)10 Ι, град, де Ι - величина зварювального струму, що протікає по крайках. Однак, для створення міцного зварного з'єднання необхідно використовувати постійний струм великої величини, що підвищує енергоємність процесу. Відомий узятий за найближчий аналог спосіб електромагнітного зварювання [2], при якому з'єднання крайок здійснюють за рахунок виникнення електромагнітних сил тяжіння внаслідок пропущення по розташованих під гострим кутом крайках постійного струму однакового напрямку і прикладання механічного тиску, який відрізняється тим, що у процесі пропущення струму крайки пластично деформують із швидкістю, величину якої вибирають залежно від товщини металу, зварювального струму і механічного тиску відповідно до виразу: V 9 10 10 7 30 35 40 45 50 55 , м/с, де δ - товщина металу, мм; Ι - зварювальний струм, що протікає по крайках, А. Р - механічний тиск, МПа. Однак, при цьому виникнення електромагнітних сил тяжіння і міцність зварного з'єднання в значній мірі залежить від струму, який протікає по крайках, що стикують, і не забезпечуються високі механічні властивості зварних з'єднань. В основу винаходу поставлена задача розробити спосіб електромагнітного зварювання, у якому за рахунок здійснення нових дій забезпечується зближення атомів на міжатомну відстань, збільшення магнітного тиску, зниження енергоємності процесу, підвищення продуктивності, механічних властивостей і якості зварних з'єднань. Поставлена задача вирішується за рахунок того, що в способі електромагнітного зварювання, що включає прикладання механічного тиску до розташованих під гострим кутом контактуючих поверхонь, відповідно до винаходу, контактуючі поверхні попередньо намагнічують з однаковим напрямком силових ліній магнітного поля і величиною індукції, яку вибирають відповідно до виразу: 5 7 10 3 , Т, де δ - товщина зварюваних поверхонь, м; Р - величина механічного тиску, МПа. Попереднє намагнічування контактуючих поверхонь з однаковим напрямком силових ліній магнітного поля і величиною індукції магнітного поля у заявленому співвідношенні з величиною товщини зварюваних поверхонь і механічного тиску забезпечує виникнення нового ефекту різкого зростання електромагнітних сил тяжіння і магнітного тиску, виникнення ланцюгової реакції зближення атомів на міжатомну відстань і підвищення механічних властивостей зварних з'єднань. При зварюванні попередньо намагнічених поверхонь поле двох поверхонь перетворюється в поле однієї деталі, що підтверджує електромагнітну природу міжатомних сил зв'язку, згідно з якою електромагнітні сили тяжіння є результатом пінч-ефекту і стягнення мікрострумів однакового напрямку сусідніх атомів. Атом складається із позитивно зарядженого ядра і, що обертаються навколо нього, електронів, які створюють мікроструми. Мікроструми сусідніх атомів однакового напрямку притягуються, так як, згідно з законом мінімуму енергії, 1 UA 115382 C2 5 10 15 20 рухаються в сторону меншого магнітного поля, яке дорівнює нулю між мікрострумами однакого напрямку. Процес зварювання попередньо намагнічених поверхонь здійснюється на рівні квантових процесів взаємодії електронів сусідніх атомів, що обертаються навколо ядра. Індукція магнітного поля і магнітний тиск в квадратичній залежності збільшується внаслідок зменшення відстані з міжатомної до міжелектронної, рівної діаметру електрона. Силові лінії магнітного поля однієї деталі продовжуються в другій деталі, поверхня розділу зникає. Спочатку зближення атомів на міжатомну відстань і квантові процеси електромагнітної взаємодії відбуваються в місці прикладання механічного тиску, що приводить до зближення сусідніх атомів на міжатомну відстань. Процес повторюється, що приводить до ланцюгової реакції. Внаслідок попереднього намагнічування в кожен момент переміщується лише незначна кількість атомів і на відстань менше міжатомної, тому для пластичної деформації і зближення атомів на міжатомну відстань потрібен значно менший механічний тиск. Ефект різкого зростання магнітного поля і в квадратичній залежності магнітного тиску, виникнення ланцюгової реакції зближення атомів на міжатомну відстань дозволяє значно знизити величину механічного тиску, знизити енергоємність, підвищити продуктивність процесу і механічні властивості зварних з'єднань. Пропонований винахід оснований на ефективному способі впливу на якість зварних з'єднань за рахунок регулювання електромагнітних сил і магнітного тиску шляхом попереднього намагнічування контактуючих поверхонь. Отже, даний спосіб виявляє свої особливості збільшення електромагнітних сил і магнітного тиску тяжіння, підвищення швидкості пластичної деформації, механічного тиску і виникнення ланцюгової реакції зближення атомів на міжатомну відстань тільки за певних дій, а саме, за рахунок попереднього намагнічування контактуючих поверхонь з однаковим напрямком силових ліній магнітного поля і величиною індукції магнітного поля в залежності від товщини зварювальних поверхонь і механічного тиску 5 7 10 3 25 30 , Т. Виходить, ці умови є істотними. А попереднє намагнічування контактуючих поверхонь з однаковим напрямком силових ліній магнітного поля і індукцією у заявленій закономірності від товщини зварювальних поверхонь і механічного тиску забезпечує підвищення електромагнітних сил тяжіння і в квадратичній залежності магнітного тиску, зниження енергоємності процесу, підвищення продуктивності, механічних властивостей і якості зварних з'єднань. При намагнічуванні контактуючих поверхонь з індукцією менше 5 10 3 , Т, магнітне поле і в квадратичній залежності магнітний тиск значно зменшуються, внаслідок чого не забезпечується зближення атомів на міжатомну відстань, що приводить до зниженню міжатомних сил зв'язку, механічних властивостей і якості зварного з'єднання. 35 40 При намагнічуванні контактуючих поверхонь з індукцією більше 7 10 3 , Т, зростають енергетичні витрати на попереднє намагнічування поверхонь і енергоємність процесу. Згідно з законом мінімуму енергії мінімум енергії - максимум якості. Спосіб електромагнітного зварювання здійснюється в такий спосіб. Контактуючі поверхні окремо для кожної деталі попередньо намагнічують з однаковим напрямком силових ліній магнітного поля за допомогою магнітопроводу зі струмом одного напрямку в магнітопроводі. При протіканні постійного струму магнітопровід притягується до поверхні і намагнічує поверхню за рахунок замикання силових ліній магнітного поля в металі, який має велику магнітну проникність. Попередньо намагнічені деталі з індукцією 5 7 10 3 , Т, розташовують під 45 50 гострим кутом і прикладають в місці контакту механічний тиск. -3 Приклад. Здійснювали електромагнітне зварювання металу зі сталі Ст.3 (1,5801000)10 м шляхом попереднього намагнічування контактуючих поверхонь з однаковим напрямком силових ліній магнітного поля і різною величиною індукції магнітного поля. Намагнічування контактуючих поверхонь виконували за допомогою магнітопроводу зі струмом однакового напрямку, який забезпечував концентрацію силових ліній магнітного поля і підвищення магнітного тиску. Контактуючі поверхні розташовували під гострим кутом і прикладали механічний тиск в місці контакту. Як джерело живлення для попереднього намагнічування використовували випрямляч ВМГ-5000. Результати проведених досліджень впливу величини індукції попереднього намагнічування контактуючих поверхонь на енергоємність процесу, продуктивність, механічні властивості і якість зварних з'єднань представлені в таблиці. 2 UA 115382 C2 Спосіб Відомий Пат. 18209 Пропонований Індукція попереднього намагнічування: Відносне Ударна Тимчасовий Продуктивність, Потужність, подовження, в'язкість опір, МПа с КВт 2 % кДж/м 480 31 160 30,0 200,0 490 31 150 5,0 150 500 32 160 5,0 150 520 35 190 5,0 150 520 T 4 10 , 35 190 5,0 150 3 8 10 3 Т , 5 10 3 , T 7 10 3 , T Іспити механічних властивостей виробляли згідно з ДОСТ 6996-94. У результаті проведених досліджень встановлено, що індукція попереднього намагнічування контактуючих поверхонь, величину якої вибирають в залежності від товщини зварювальних поверхонь і механічного 5 10 15 20 тиску, 5 7 10 3 , Т, є оптимальною. Використання пропонованого способу в порівнянні з існуючими забезпечує наступні переваги: - зростання магнітного поля і в квадратичній залежності магнітного тиску внаслідок попереднього намагнічування контактних поверхонь з однаковим напрямком силових ліній магнітного поля; - підвищення магнітного тиску, що забезпечує зближення атомів на міжатомну відстань і виникнення міжатомних сил зв'язку; - якісне формування і поліпшення механічних властивостей зварних з'єднань; - зниження витрат електроенергії й енергоємності процесу за рахунок відсутності зварювального струму і підвищення ефективності попереднього намагнічування контактуючих поверхонь з магнітопроводом; - підвищення продуктивності за рахунок квантових процесів електромагнітного зварювання. Упровадження пропонованого способу при відновленні шийок прокатних валків дозволяє забезпечити якісне з'єднання контактуючих поверхонь, зниження енергоємності процесу, витратного коефіцієнту метала і собівартості прокату. Джерела інформації: 1. Пат. 54853А, Україна, МКІ В 23 К 31/02. Спосіб електромагнітного зварювання / С.В.Щетинін. 2. Пат. 18209 Україна, МПК В 23 К 31/02 Спосіб електромагнітного зварювання /Щетинін С.В. ФОРМУЛА ВИНАХОДУ 25 30 Спосіб електромагнітного зварювання, що включає прикладання механічного тиску до розташованих під гострим кутом контактуючих зварюваних поверхонь, який відрізняється тим, що контактуючі поверхні попередньо намагнічують з однаковим напрямком силових ліній магнітного поля і величиною індукції, яку вибирають відповідно до виразу: 5 7 10 3 , Т де - товщина зварювальних поверхонь, м; Р - величина механічного тиску, МПа. Комп’ютерна верстка О. Рябко Міністерство економічного розвитку і торгівлі України, вул. М. Грушевського, 12/2, м. Київ, 01008, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B23K 31/02, B23K 20/06
Мітки: спосіб, електромагнітного, зварювання
Код посилання
<a href="https://ua.patents.su/5-115382-sposib-elektromagnitnogo-zvaryuvannya.html" target="_blank" rel="follow" title="База патентів України">Спосіб електромагнітного зварювання</a>
Спосіб електромагнітного зварювання
Номер патенту: 84228
Опубліковано: 25.09.2008
Автори: Щетинін Сергій Вікторович, Щетиніна Віра Іванівна
МПК: B23K 31/02, B23K 28/00
Мітки: зварювання, спосіб, електромагнітного
Формула / Реферат:
Спосіб електромагнітного зварювання, при якому з'єднання крайок здійснюють за рахунок виникнення електромагнітних сил тяжіння внаслідок пропускання по розташованих під гострим кутом крайках постійного струму однакового напрямку, прикладання механічного тиску і пластичної деформації крайок, який відрізняється тим, що механічний тиск концентрують на площі, величину якої вибирають залежно від зварювального струму, механічного тиску і товщини...
Спосіб електромагнітного зварювання
Номер патенту: 18209
Опубліковано: 15.11.2006
Автор: Щетинін Сергій Вікторович
МПК: B23K 31/02
Мітки: зварювання, спосіб, електромагнітного
Формула / Реферат:
Спосіб електромагнітного зварювання, при якому з'єднання крайок здійснюють за рахунок виникнення електромагнітних сил тяжіння внаслідок пропущення по розташованих під гострим кутом крайках постійного струму однакового напрямку і прикладання механічного тиску, який відрізняється тим, що у процесі пропущення струму крайки пластично деформують із швидкістю, величину якої вибирають залежно від товщини металу, зварювального струму і механічного...
Спосіб електромагнітного зварювання
Номер патенту: 54853
Опубліковано: 17.03.2003
Автор: Щетинін Сергій Вікторович
МПК: B23K 31/02
Мітки: спосіб, електромагнітного, зварювання
Формула / Реферат:
Спосіб електромагнітного зварювання, при якому з'єднання крайок здійснюється за рахунок виникнення електромагнітних сил тяжіння внаслідок пропущення по крайках постійного струму однакового напрямку, який відрізняється тим, що крайки, які стикують, розташовують на початку стику в щільному контакті під гострим кутом, величину якого вибирають у залежності від величини зварювального струму відповідно до виразу:
Спосіб запобігання фретинг-корозії
Номер патенту: 54855
Опубліковано: 17.03.2003
Автори: Голі-Оглу Володимир Семенович, Бендрик Валерій Григорович, Шебаніц Едуард Миколайович, Климанчук Владислав Владиславович, Щетинін Сергій Вікторович
МПК: B23H 9/00
Мітки: спосіб, запобігання, фретинг-корозії
Формула / Реферат:
Спосіб запобігання фретинг-корозії, що включає обробку контактних поверхонь, який відрізняється тим, що контактні поверхні намагнічують з однаковим напрямком силових ліній електромагнітного поля, а величину індукції намагнічених поверхонь регулюють у залежності від величини механічного тиску в процесі експлуатації відповідно до виразу:де Р - величина...
Спосіб зварювання поліетиленів
Номер патенту: 118517
Опубліковано: 10.08.2017
Автори: Демченко Валерій Леонідович, Юрженко Максим Володимирович
МПК: C08J 3/28, B29C 65/02, C08F 10/02
Мітки: спосіб, поліетиленів, зварювання
Формула / Реферат:
Спосіб зварювання поліетиленових матеріалів дотиканням зразка до закладного елемента за тиску 0,2 МПа, докладанням струму до закладного елемента (напруга 39,03 В, сила струму в колі 0,29 А, тривалість 100 с), відімкненням струму від закладного елемента за тиску 0,2 Мпа і охолодженням зварених зразків (тривалість 6 хв), який відрізняється тим, що як закладний елемент використовують електропровідний композит на основі наповненого магнетитом...
Попередній патент: Кальційсульфоалюмінатні композитні зв’язуючі речовини
Наступний патент: Спосіб осадження кобальту та вольфраму на поверхні деталей
Випадковий патент: Формувач періодичної послідовності з перенастроюваною тривалістю імпульсів і паузи і програмованою затримкою початку формування відносно стартового імпульсу