Спосіб електромагнітного зварювання
Номер патенту: 84228
Опубліковано: 25.09.2008

Формула / Реферат
Спосіб електромагнітного зварювання, при якому з'єднання крайок здійснюють за рахунок виникнення електромагнітних сил тяжіння внаслідок пропускання по розташованих під гострим кутом крайках постійного струму однакового напрямку, прикладання механічного тиску і пластичної деформації крайок, який відрізняється тим, що механічний тиск концентрують на площі, величину якої вибирають залежно від зварювального струму, механічного тиску і товщини металу відповідно до виразу:
![]() ,
,
де ![]() - зварювальний струм, що протікає по крайках, А;
- зварювальний струм, що протікає по крайках, А;
![]() - механічний тиск, Па;
- механічний тиск, Па;
![]() - товщина металу, м.
- товщина металу, м.
Текст
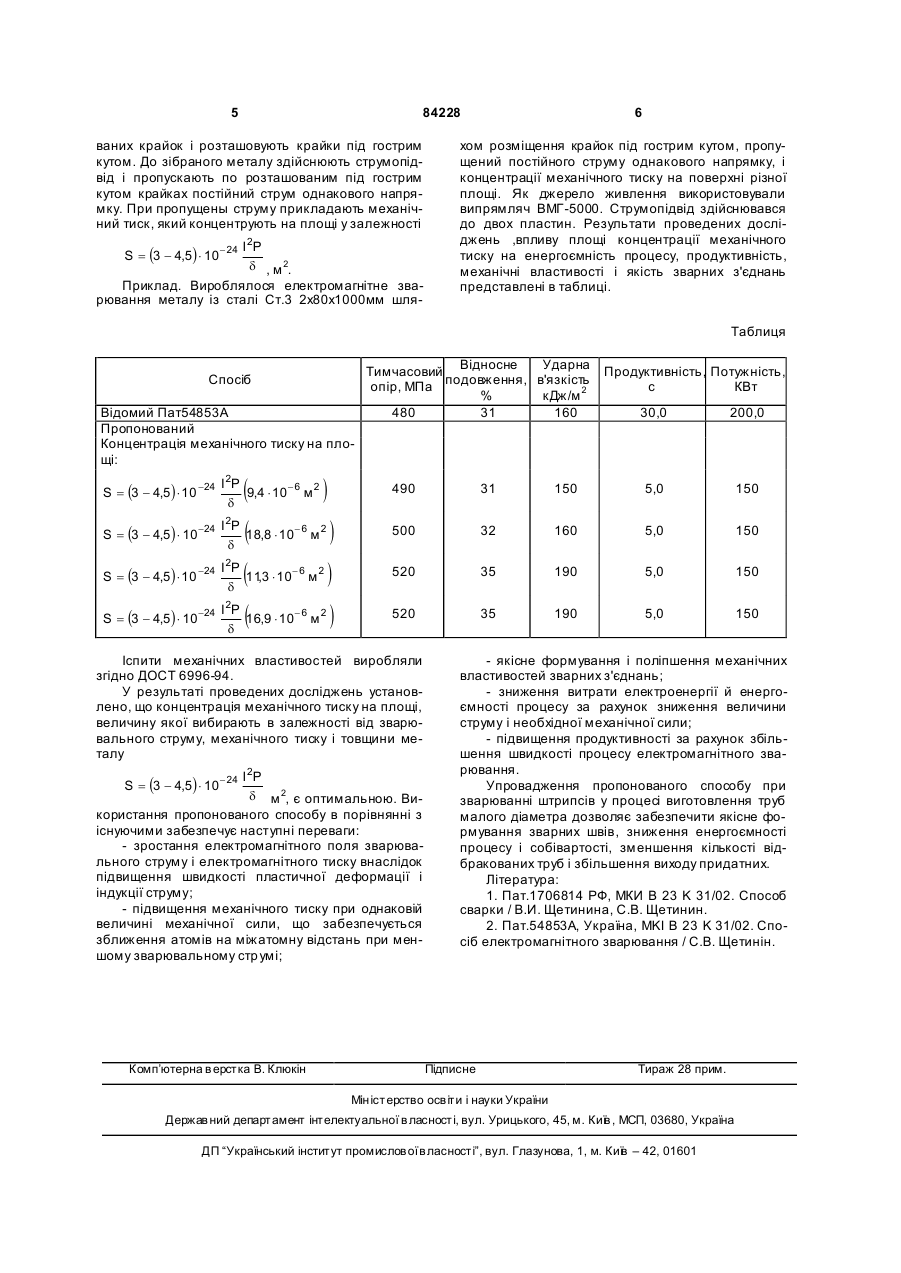
Спосіб електромагнітного зварювання, при якому з'єднання крайок здійснюють за рахунок 3 84228 но від товщини металу, зварювального струму і механічного тиску відповідно до виразу: d V = (9 - 10 ) × 10 7 IP де S- товщина металу, мм; І - зварювальний струм, що протікає по крайках, А; P- механічний тиск, МПа. Однак при цьому виникнення електромагнітних сил тяжіння і міцність зварного з'єднання в значній мірі залежить від площі, на якій прикладається механічний тиск. В основу винаходу поставлена задача розробити спосіб електромагнітного зварювання, у якому за рахунок здійснення нових дій забезпечується зближення атомів на міжатомну відстань, збільшення електромагнітного тиску, зниження енергоємності процесу, підвищення продуктивності, механічних власти востей і якості зварних з'єднань. Поставлена задача зважується за рахунок того, що при електромагнітному зварюванні, при якому з'єднання крайок здійснюється за рахунок виникнення електромагнітних сил тяжіння внаслідок пропущення по розташованим під гострим кутом крайках постійного струму однакового напрямку, прикладання механічного тиску і пластичної деформації крайок, відповідно до винаходу, механічний тиск концентрують на площі, величину якої вибирають залежно від зварювального струму, механічного тиску і товщини металу відповідно до виразу: S = (3 - 4,5 ) × 10 - 24 I 2P d д Де І- зварювальний струм, що протікає по крайках, А; P - механічний тиск, Па; d - товщина металу, м. Концентрація механічного тиску на поверхні, площу якої вибирають у заявленому співвідношенні з величиною зварювального струму і механічного тиску забезпечує виникнення нового ефекту різкого зростання електромагнітного поля зварювального струму і електромагнітного тиску, механічного тиску, виникнення цепної реакції зближення атомів на міжатомну відстань і підвищення механічних властивостей зварних з'єднань. Концентрація механічного тиску приводить до зростання в квадратичній залежності градієнта тиску і швидкості пластичної деформації металу в напрямку від більшого до меншого тиску. Зростання швидкості пластичної деформації приводить до підвищення швидкості зростання електромагнітного потоку і індукційного струму, електромагнітного поля зварювального струму і електромагнітного тиску. Внаслідок пластичної деформації і електромагнітного тиску забезпечується зближення атомів на міжатомну відстань в місті прикладання механічного тиску і значне зближення сусідніх атомів. Спочатку при зближенні атомів виникають електромагнітні сили відштовхування, а коли відстань між атомами стане рівною міжатомній, виникають квантові процеси електромагнітної взаємодії і тяжіння атомів, що приводить до зближення сусідніх 4 атомів на міжатомну відстань. Процес повторюється, що приводить до цепної реакції. Внаслідок концентрації механічного тиску в кожен момент переміщається лише незначна кількість атомів і на відстань менше міжатомної, тому для пластичної деформації і зближення атомів на міжатомну відстань потрібен значно менший механічний тиск. Концентрація механічного тиску аналогічна концентрації електричної дуги при електродуговому зварюванні, коли в кожен момент розплавляється лише незначна кількість металу, і дуга переміщається по стикованим крайкам. Ефект різкого зростання електромагнітного поля зварювального струму і електромагнітного тиску, механічного тиску, виникнення цепної реакції зближення атомів на міжатомну відстань дозволяє значно знизити величину механічного тиску, зварювального струму, знизити енергоємність процесу, підвищити продуктивність процесу і механічні властивості зварних з'єднань. Пропонований винахід заснований на ефективному способі впливу на якість зварних з'єднань за рахунок регулювання електромагнітних сил і електромагнітного тиску зварювального струму шляхом концентрації механічного тиску. Отже, даний спосіб виявляє свої особливості - збільшення електромагнітних сил1 і електромагнітного тиску тяжіння, підвищення швидкості пластичної деформації, механічного тиску і виникнення цепної реакції зближення атомів на міжатомну відстань тільки за певних дій, а саме, за рахунок концентрації механічного тиску на площі, яка залежить від зварювального струму, механічного тиску і товщини металу I 2P d Виходить, ці умови є істотними. А концентрація механічного тиску на площі у заявленій закономірності від зварювального струму і механічного тиску забезпечує підвищення електромагнітного і механічного тиску, зниження енергоємності процесу, підвищення продуктивності, механічних властивостей і якості зварних з'єднань. При концентрації механічного тиску на площі менше S = (3 - 4,5 ) × 10 - 24 I 2P d електромагнітне поле, електромагнітний і механічний тиск значно зростають, що приводить до утворення впадини в місті прикладання тиску і зниженню якості зварного з'єднання. При концентрації механічного тиску на площі більше S = (3 - 4,5 ) × 10 - 24 I 2P d знижується градієнт тиску, швидкість пластичної деформації і індукційний струм, електромагнітне поле, електромагнітний і механічний тиск зростають недостатньо, внаслідок чого не забезпечується зближення атомів на міжатомну відстань і створення якісного зварного з'єднання. Спосіб електромагнітного зварювання здійснюється в такий спосіб. Роблять підготовку стикоS = (3 - 4,5 ) × 10 - 24 5 84228 ваних крайок і розташовують крайки під гострим кутом. До зібраного металу здійснюють струмопідвід і пропускають по розташованим під гострим кутом крайках постійний струм однакового напрямку. При пропущены струму прикладають механічний тиск, який концентрують на площі у залежності I 2P d , м 2. Приклад. Вироблялося електромагнітне зварювання металу із сталі Ст.3 2x80x1000мм шляS = (3 - 4,5 ) × 10 - 24 6 хом розміщення крайок під гострим кутом, пропущений постійного струму однакового напрямку, і концентрації механічного тиску на поверхні різної площі. Як джерело живлення використовували випрямляч ВМГ-5000. Струмопідвід здійснювався до двох пластин. Результати проведених досліджень ,впливу площі концентрації механічного тиску на енергоємність процесу, продуктивність, механічні властивості і якість зварних з'єднань представлені в таблиці. Таблиця Спосіб Відомий Пат54853А Пропонований Концентрація механічного тиску на площі: S = (3 - 4,5 ) × 10 -24 S = (3 - 4,5 ) × 10 -24 S = (3 - 4,5 ) × 10 -24 S = (3 - 4,5 ) × 10 -24 ( I 2P -6 2 9,4 × 10 м d ) Ударна Тимчасовий Відносне опір, МПа подовження, в'язкість % кДж/м 2 480 31 160 30,0 200,0 490 31 150 5,0 150 ( ) 500 32 160 5,0 150 ( ) 520 35 190 5,0 150 ( ) 520 35 190 5,0 150 I 2P -6 2 18,8 × 10 м d I 2P -6 2 11 3 × 10 м , d I 2P -6 2 16,9 × 10 м d Іспити механічних властивостей виробляли згідно ДОСТ 6996-94. У результаті проведених досліджень установлено, що концентрація механічного тиску на площі, величину якої вибирають в залежності від зварювального струму, механічного тиску і товщини металу I 2P d м 2, є оптимальною. Використання пропонованого способу в порівнянні з існуючими забезпечує наступні переваги: - зростання електромагнітного поля зварювального струму і електромагнітного тиску внаслідок підвищення швидкості пластичної деформації і індукції струму; - підвищення механічного тиску при однаковій величині механічної сили, що забезпечується зближення атомів на міжатомну відстань при меншому зварювальному стр умі; S = (3 - 4,5 ) × 10 Продуктивність, Потужність, с КВт - 24 Комп’ютерна в ерстка В. Клюкін - якісне формування і поліпшення механічних властивостей зварних з'єднань; - зниження витрати електроенергії й енергоємності процесу за рахунок зниження величини струму і необхідної механічної сили; - підвищення продуктивності за рахунок збільшення швидкості процесу електромагнітного зварювання. Упровадження пропонованого способу при зварюванні штрипсів у процесі виготовлення труб малого діаметра дозволяє забезпечити якісне формування зварних швів, зниження енергоємності процесу і собівартості, зменшення кількості відбракованих труб і збільшення виходу придатних. Література: 1. Пат.1706814 РФ, МКИ В 23 K 31/02. Способ сварки / В.И. Щетинина, C.B. Щетинин. 2. Пат.54853А, Україна, MKI В 23 K 31/02. Спосіб електромагнітного зварювання / C.B. Щетинін. Підписне Тираж 28 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of electromagnetic welding
Автори англійськоюSchetynin Serhii Viktorovych, Schetynina Vira Ivanivna
Назва патенту російськоюСпособ электромагнитной сварки
Автори російськоюЩетинин Сергей Викторович, Щетинина Вера Ивановна
МПК / Мітки
МПК: B23K 31/02, B23K 28/00
Мітки: зварювання, спосіб, електромагнітного
Код посилання
<a href="https://ua.patents.su/3-84228-sposib-elektromagnitnogo-zvaryuvannya.html" target="_blank" rel="follow" title="База патентів України">Спосіб електромагнітного зварювання</a>
Спосіб електромагнітного зварювання
Номер патенту: 18209
Опубліковано: 15.11.2006
Автор: Щетинін Сергій Вікторович
МПК: B23K 31/02
Мітки: спосіб, електромагнітного, зварювання
Формула / Реферат:
Спосіб електромагнітного зварювання, при якому з'єднання крайок здійснюють за рахунок виникнення електромагнітних сил тяжіння внаслідок пропущення по розташованих під гострим кутом крайках постійного струму однакового напрямку і прикладання механічного тиску, який відрізняється тим, що у процесі пропущення струму крайки пластично деформують із швидкістю, величину якої вибирають залежно від товщини металу, зварювального струму і механічного...
Спосіб електромагнітного зварювання
Номер патенту: 54853
Опубліковано: 17.03.2003
Автор: Щетинін Сергій Вікторович
МПК: B23K 31/02
Мітки: електромагнітного, зварювання, спосіб
Формула / Реферат:
Спосіб електромагнітного зварювання, при якому з'єднання крайок здійснюється за рахунок виникнення електромагнітних сил тяжіння внаслідок пропущення по крайках постійного струму однакового напрямку, який відрізняється тим, що крайки, які стикують, розташовують на початку стику в щільному контакті під гострим кутом, величину якого вибирають у залежності від величини зварювального струму відповідно до виразу:
Спосіб електродугового одностороннього зварювання труб
Номер патенту: 54852
Опубліковано: 17.03.2003
Автори: Кривоклуб Віктор Степанович, Щетинін Сергій Вікторович, Климанчук Владислав Владиславович, Білосточний Василь Володимирович, Шебаніц Едуард Миколайович
МПК: B23K 9/18
Мітки: одностороннього, зварювання, спосіб, електродугового, труб
Формула / Реферат:
Спосіб електродугового одностороннього зварювання труб від струмопідводу з розташованою усередині в безпосередньому контакті феромагнітною трубою, який відрізняється тим, що усередині феромагнітної труби пропускають струм, напрямок якого протилежний напрямку зварювального струму, а величину встановлюють у залежності від величини зварювального струму відповідно до виразу:I1=(0,5-0,6) І А, де І - величина зварювального струму,...
Спосіб електродугового одностороннього зварювання труб
Номер патенту: 18208
Опубліковано: 15.11.2006
Автор: Щетинін Сергій Вікторович
МПК: B23K 9/18
Мітки: електродугового, зварювання, спосіб, труб, одностороннього
Формула / Реферат:
Спосіб електродугового одностороннього зварювання труб з розташованою усередині феромагнітною штангою, який відрізняється тим, що усередині труби навколо штанги розташовують виток зварювального кабелю, по якому пропускають струм, величину якого встановлюють залежно від величини зварювального струму відповідно до виразу:І1=(0,66-0,7)І,де І - величина зварювального струму, А,і створюють вздовж електромагнітне поле.
Спосіб контактного точкового зварювання

Номер патенту: 29554
Опубліковано: 10.01.2008
Автори: Сендецький Євгеній Миколайович, Нічєпоренко Олександр Васильович
МПК: B23K 11/10, B21F 27/00, B23K 11/00
Мітки: спосіб, зварювання, точкового, контактного
Формула / Реферат:
Спосіб контактного точкового зварювання переважно прутків дроту при виготовленні сітки, при якому в початковий момент зварювання прутки стискають із зусиллям стиснення, величина якого менше зварювального зусилля стиснення, пропускають імпульс струму, а потім стискаюче зусилля збільшують до зварювального зусилля стиснення, пропускають імпульс зварювального струму і знімають зусилля стиснення, який відрізняється тим, що в початковий момент...
Попередній патент: Зовнішня теплоізолювальна стіна багатоповерхового будинку
Наступний патент: Керамічна маса
Випадковий патент: Металевий пристрій для вимірювання товщини шкіри з електронним відліковим цифровим механізмом