Спосіб електромагнітного зварювання
Формула / Реферат
Спосіб електромагнітного зварювання, при якому з'єднання крайок здійснюється за рахунок виникнення електромагнітних сил тяжіння внаслідок пропущення по крайках постійного струму однакового напрямку, який відрізняється тим, що крайки, які стикують, розташовують на початку стику в щільному контакті під гострим кутом, величину якого вибирають у залежності від величини зварювального струму відповідно до виразу:
![]() = (2,5-3,0) 10-5 І, град,
= (2,5-3,0) 10-5 І, град,
де І - величина зварювального струму, що протікає по крайках.
Текст
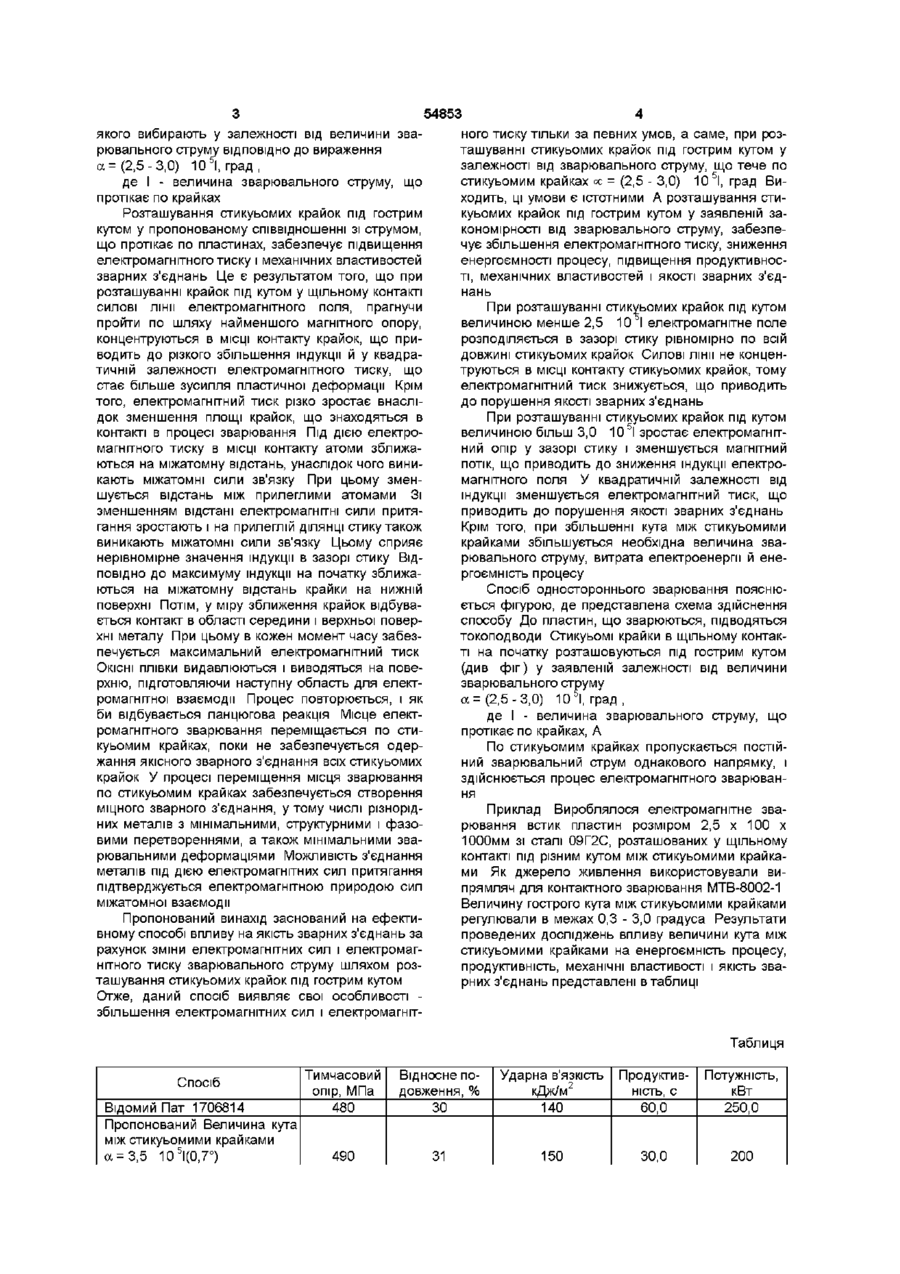
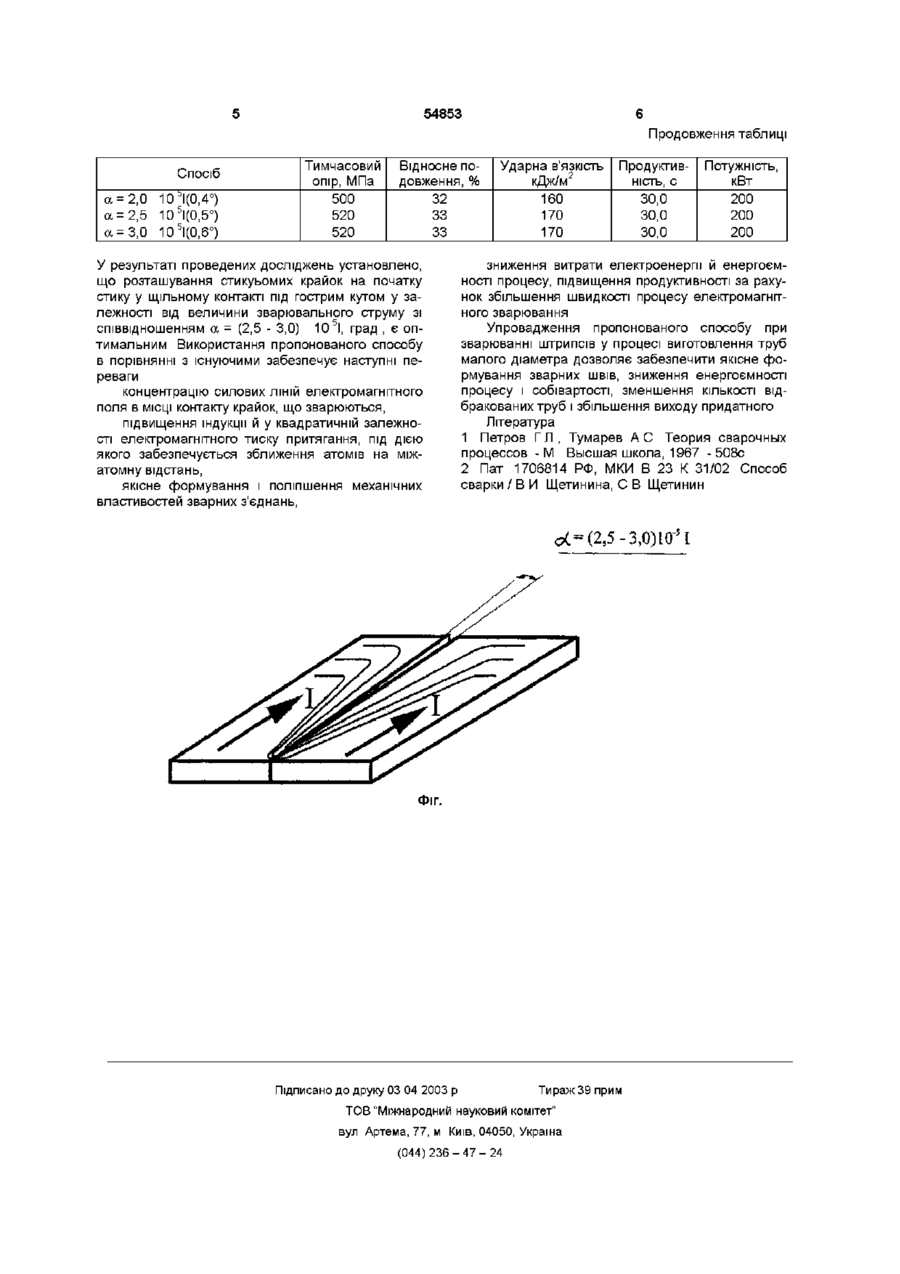
Спосіб елеістромагнітного зварювання, при якому з'єднання крайок здійснюється за рахунок виникнення електромагнітних сил тяжіння внаслі док пропущення по крайках постійного струму однакового напрямку, який відрізняється тим, що крайки, які стикують, розташовують на початку стику в щільному контакті під гострим кутом, величину якого вибирають у залежності від величини зварювального струму ВІДПОВІДНО ДО виразу сс = (2,5-3,0) 10 5 1 , град, де І - величина зварювального струму, що протікає по крайках Винахід відноситься до області зварювання і може бути використаний при зварюванні стикових з'єднань, виготовленні труб для нафто- і газопровідних магістралей, у нафтохімічному і важкому машинобудуванні Електродугове зварювання засноване на розплавлюванні електричною дугою крайок, що зварюються, і створенні зварного з'єднання за рахунок виникнення міжатомних сил зв'язків при зближенні атомів на міжатомну відстань за рахунок злиття розплавленого електродного й основного металу При розплавлюванні крайок, що зварюються, відбуваються структурні і фазові перетворення, виникають зварювальні напруги, утворюються дефекти в зварних швах і навколошовній зоні Тому для забезпечення якісного формування зварних швів необхідно виключати нагрівання і розплавлювання крайок, що зварюються Всі існуючі способи створення міцного зварного з'єднання засновані на збільшенні електромагнітного тиску за рахунок підвищення величини зварювального струму Відомий спосіб контактного зварювання [1], при якому по контактуючим крайках пропускають струм У МІСЦІ контакту крайок електричний опір максимальний, унаслідок чого ВІДПОВІДНО ДО закону Джоуля-Ленца виділяється тепло, і крайки нагріваються до пластичного стану Після цього прикладається механічний тиск, і забезпечується зближення атомів на міжатомну відстань Однак застосування контактного зварювання обмежено конструктивними особливостями процесу Відомий узятий за прототип спосіб електромагнітного зварювання [2], при якому з'єднання крайок виробляється за рахунок виникнення електромагнітних сил притягнення внаслідок пропущення по крайках постійного струму однакового напрямку величиною l > 2 1010SI5, А, де S - величина зазору між стикуьомими крайками не більш 4 10 4 м, І - довжина стикуьомих крайок, м, 5 -товщина металу, що зварюється, м Однак розташування стикуьомих крайок паралельно в безпосередньому контакті по всій довжині значно зменшує електромагнітний тиск, унаслідок збільшення площі, підвищує величину струму, необхідного для створення міцного зварного з'єднання, енергоємність процесу і знижує якість зварювання В основу винаходу поставлена задача розробити спосіб електромагнітного зварювання, у якому використання нових умов здійснення дій дозволить за рахунок збільшення електромагнітного тиску знизити енергоємність процесу, підвищити продуктивність, механічні властивості і якість зварних з'єднань Поставлена задача зважується за рахунок того, що при електромагнітному зварюванні, при якому з'єднання крайок виробляється за рахунок виникнення електромагнітних сил притягнення внаслідок пропущення по крайках постійного струму однакового напрямку, ВІДПОВІДНО винаходу стикуьомі крайки розташовуються на початку стику в щільному контакті під гострим кутом, величину CO Ю 00 ю 54853 якого вибирають у залежності від величини зварювального струму ВІДПОВІДНО до вираження а =(2,5-3,0) 1 0 1 , град, де І - величина зварювального струму, що протікає по крайках Розташування стикуьомих крайок під гострим кутом у пропонованому співвідношенні зі струмом, що протікає по пластинах, забезпечує підвищення електромагнітного тиску і механічних властивостей зварних з'єднань Це є результатом того, що при розташуванні крайок під кутом у щільному контакті силові лінії електромагнітного поля, прагнучи пройти по шляху найменшого магнітного опору, концентруються в МІСЦІ контакту крайок, що приводить до різкого збільшення індукції й у квадратичній залежності електромагнітного тиску, що стає більше зусилля пластичної деформації Крім того, електромагнітний тиск різко зростає внаслідок зменшення площі крайок, що знаходяться в контакті в процесі зварювання Під дією електромагнітного тиску в МІСЦІ контакту атоми зближаються на міжатомну відстань, унаслідок чого виникають міжатомні сили зв'язку При цьому зменшується відстань між прилеглими атомами Зі зменшенням відстані електромагнітні сили притягання зростають і на прилеглій ДІЛЯНЦІ стику також виникають міжатомні сили зв'язку Цьому сприяє нерівномірне значення індукції в зазорі стику ВІДПОВІДНО до максимуму індукції на початку зближаються на міжатомну відстань крайки на нижній поверхні Потім, у міру зближення крайок відбувається контакт в області середини і верхньої поверхні металу При цьому в кожен момент часу забезпечується максимальний електромагнітний тиск ОКІСНІ ПЛІВКИ видавлюються і виводяться на поверхню, підготовляючи наступну область для електромагнітної взаємодії Процес повторюється, і як би відбувається ланцюгова реакція Місце електромагнітного зварювання переміщається по стикуьомим крайках, поки не забезпечується одержання якісного зварного з'єднання всіх стикуьомих крайок У процесі переміщення місця зварювання по стикуьомим крайках забезпечується створення міцного зварного з'єднання, у тому числі різнорідних металів з мінімальними, структурними і фазовими перетвореннями, а також мінімальними зварювальними деформаціями Можливість з'єднання металів під дією електромагнітних сил притягання підтверджується електромагнітною природою сил міжатомної взаємодії ного тиску тільки за певних умов, а саме, при розташуванні стикуьомих крайок під гострим кутом у залежності від зварювального струму, що тече по стикуьомим крайках к = (2,5 - 3,0) 10 5 І, град Виходить, ці умови є істотними А розташування стикуьомих крайок під гострим кутом у заявленій закономірності від зварювального струму, забезпечує збільшення електромагнітного тиску, зниження енергоємності процесу, підвищення продуктивності, механічних властивостей і якості зварних з'єднань При розташуванні стикуьомих крайок під кутом величиною менше 2,5 10 І електромагнітне поле розподіляється в зазорі стику рівномірно по всій довжині стикуьомих крайок Силові лінії не концентруються в МІСЦІ контакту стикуьомих крайок, тому електромагнітний тиск знижується, що приводить до порушення якості зварних з'єднань При розташуванні стикуьомих крайок під кутом величиною більш 3,0 10 5 І зростає електромагнітний опір у зазорі стику і зменшується магнітний потік, що приводить до зниження індукції електромагнітного поля У квадратичній залежності від індукції зменшується електромагнітний тиск, що приводить до порушення якості зварних з'єднань Крім того, при збільшенні кута між стикуьомими крайками збільшується необхідна величина зварювального струму, витрата електроенергії й енергоємність процесу Спосіб одностороннього зварювання пояснюється фігурою, де представлена схема здійснення способу До пластин, що зварюються, підводяться токоподводи Стикуьомі крайки в щільному контакті на початку розташовуються під гострим кутом (див фіг) у заявленій залежності від величини зварювального струму а =(2,5-3,0) 1 0 1 , град, де І - величина зварювального струму, що протікає по крайках, А По стикуьомим крайках пропускається постійний зварювальний струм однакового напрямку, і здійснюється процес електромагнітного зварювання Приклад Вироблялося електромагнітне зварювання встик пластин розміром 2,5 х 100 х 1000мм зі сталі 09Г2С, розташованих у щільному контакті під різним кутом між стикуьомими крайками Як джерело живлення використовували випрямляч для контактного зварювання МТВ-8002-1 Величину гострого кута між стикуьомими крайками регулювали в межах 0,3 - 3,0 градуса Результати проведених досліджень впливу величини кута між стикуьомими крайками на енергоємність процесу, продуктивність, механічні властивості і якість зварних з'єднань представлені в таблиці Пропонований винахід заснований на ефективному способі впливу на якість зварних з'єднань за рахунок зміни електромагнітних сил і електромагнітного тиску зварювального струму шляхом розташування стикуьомих крайок під гострим кутом Отже, даний спосіб виявляє свої особливості збільшення електромагнітних сил і електромагніт Таблиця Спосіб Відомий Пат 1706814 Пропонований Величина кута між стикуьомими крайками а =3,5 105І(0,7°) Тимчасовий опір, МПа Відносне подовження, % Ударна в'язкість кДж/м2 140 Продуктивність, с 60,0 Потужність, кВт 250,0 480 ЗО 490 31 150 30,0 200 54853 Продовження таблиці Спосіб а =2,0 10Dl(0,4°) а =2,5 105І(0,5°) а =3,0 105І(0,6°) Тимчасовий опір, МПа 500 520 520 Відносне подовження, % 32 33 33 У результаті проведених досліджень установлено, що розташування стикуьомих крайок на початку стику у щільному контакті під гострим кутом у залежності від величини зварювального струму зі співвідношенням а = (2,5 - 3,0) 10 5 І, град , є оптимальним Використання пропонованого способу в порівнянні з існуючими забезпечує наступні переваги концентрацію силових ЛІНІЙ електромагнітного поля в МІСЦІ контакту крайок, що зварюються, підвищення індукції й у квадратичній залежності електромагнітного тиску притягання, під дією якого забезпечується зближення атомів на міжатомну відстань, якісне формування і поліпшення механічних властивостей зварних з'єднань, Ударна в'язкість кДж/м2 160 170 170 Продуктивність, с 30,0 30,0 30,0 Потужність, кВт 200 200 200 зниження витрати електроенергії и енергоємності процесу, підвищення продуктивності за рахунок збільшення швидкості процесу електромагнітного зварювання Упровадження пропонованого способу при зварюванні штрипсів у процесі виготовлення труб малого діаметра дозволяє забезпечити якісне формування зварних швів, зниження енергоємності процесу і собівартості, зменшення КІЛЬКОСТІ відбракованих труб і збільшення виходу придатного Література 1 Петров Г Л , Тумарев А С Теория сварочных процессов - М Высшая школа, 1967 - 508с 2 Пат 1706814 РФ, МКИ В 23 К 31/02 Способ сварки / В И Щетинина, С В Щетинин ^=(2,5-3,0)10-4 Фіг. Підписано до друку 03 04 2003 р Тираж 39 прим ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)236-47-24
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of electromagnetic welding
Автори англійськоюSchetynin Serhii Viktorovych
Назва патенту російськоюСпособ электромагнитной сварки
Автори російськоюЩетинин Сергей Викторович
МПК / Мітки
МПК: B23K 31/02
Мітки: зварювання, електромагнітного, спосіб
Код посилання
<a href="https://ua.patents.su/3-54853-sposib-elektromagnitnogo-zvaryuvannya.html" target="_blank" rel="follow" title="База патентів України">Спосіб електромагнітного зварювання</a>
Спосіб електродугового одностороннього зварювання труб
Номер патенту: 54852
Опубліковано: 17.03.2003
Автори: Кривоклуб Віктор Степанович, Щетинін Сергій Вікторович, Білосточний Василь Володимирович, Климанчук Владислав Владиславович, Шебаніц Едуард Миколайович
МПК: B23K 9/18
Мітки: труб, зварювання, спосіб, одностороннього, електродугового
Формула / Реферат:
Спосіб електродугового одностороннього зварювання труб від струмопідводу з розташованою усередині в безпосередньому контакті феромагнітною трубою, який відрізняється тим, що усередині феромагнітної труби пропускають струм, напрямок якого протилежний напрямку зварювального струму, а величину встановлюють у залежності від величини зварювального струму відповідно до виразу:I1=(0,5-0,6) І А, де І - величина зварювального струму,...
Спосіб електродугового зварювання

Номер патенту: 23920
Опубліковано: 31.08.1998
Автор: Гаєвський Олег Анатолійович
МПК: B23K 28/00
Мітки: електродугового, спосіб, зварювання
Формула / Реферат:
Спосіб електродугового зварювання, який включає виконання зварювання з присаджувальним матеріалом, що подається в зварювальну дугу під кутом до поверхні виробу, підключення виробу до клеми джерела живлення зварювальної дуги послідовно з баластовим реостатом, який відрізняється тим, що присаджувальний матеріал підключають до тієї ж клеми джерела живлення зварювальної дуги послідовно з другим баластовим реостатом, в процесі виконання зварного...
Пристрій для дугового зварювання
Номер патенту: 43269
Опубліковано: 15.11.2001
Автор: Кучеренко Володимир Олександрович
МПК: B23K 9/00
Мітки: пристрій, зварювання, дугового
Формула / Реферат:
Пристрій для дугового зварювання, що містить вхідні діоди для підключення до мережі живлення, ключі, зварювальний трансформатор, вихідний випрямляч, дросель, клеми, який відрізняється тим, що первинна обмотка зварювального трансформатора одним кінцем підключена до загальної точки ключів, з'єднаних між собою послідовно та підключених паралельно до катодів вхідних діодів для підключення анодів цих діодів відповідно до фаз мережі живлення,інший...
Спосіб пресового зварювання з нагріванням дугою, керованою магнітним полем
Номер патенту: 45411
Опубліковано: 15.04.2002
Автори: Ігнатенко Вадим Юрійович, Качинський Володимир Станіславович, Кучук-Яценко Сергій Іванович, Коваль Михайло Павлович
МПК: B23K 9/08
Мітки: магнітним, керованою, нагріванням, дугою, зварювання, пресового, спосіб, полем
Формула / Реферат:
Спосіб пресового зварювання з нагріванням дугою, керованою магнітним полем, при якому в зазорі поміж деталями, трубчатими або суцільного перерізу, створюють керуюче магнітне поле з постійною за напрямком радіальною складовою індукції магнітного поля, вимірюють величину магнітної індукції, пересуваючи дугу по поверхням торців, які з'єднують, а момент її зміни визначають по досягненню заданої величини напруги на дузі, який відрізняється тим,...
Пристрій для дугового зварювання
Номер патенту: 36725
Опубліковано: 16.04.2001
Автори: Кучеренко Володимир Олександрович, Гончарук Дмитро Олександрович
МПК: B23K 9/00
Мітки: пристрій, зварювання, дугового
Текст:
...дріт трифазної ме режі живлення. Після цього блок керування 11 забезпечує закриття ключа 5 і вмикання ключа 6. При цьому струм в первинній обмотці трансформатора 7 змінює напрямок, перемагнічуючи магнітну систему, і р ухається за колом: катод діода 2, ключ 6, друга частина первинної обмотки трансформатора 7, нульовий дріт трифазної мережі живлення. Імпульси змінного зварювального струму у вторинній обмотці трансформатора 7 випрямляються...
Попередній патент: Спосіб рівномірного завантаження вил авто- і електронавантажувачів
Наступний патент: Спосіб електродугового зварювання стикових швів
Випадковий патент: Буферна рідина