Спосіб видалення високоміцних стрижнів із порожнин металевих виливків

Формула / Реферат
Спосіб видалення високоміцних стрижнів із порожнин металевих виливків, що включає дію на виливки високовольтними імпульсними розрядами в нагрітому до температури 60-70 °С водному 30-40 % розчині поверхнево-активної речовини, який відрізняється тим, що попередньо визначають максимальну енергію високовольтних розрядів в імпульсі залежно від матеріалу та товщини стінки виливка, за якої збережена його цілісність, а дію високовольтними імпульсними розрядами здійснюють послідовно у дві стадії, на першій стадії - з енергією в імпульсі, що дорівнює визначеній максимальній енергії в імпульсі, а на другій - з енергією в імпульсі, яка на 10-20 % менше ніж енергія на першій стадії, причому частоту проходження імпульсів установлюють на першій стадії від 2 до 3 Гц, а на другій - від 4 до 6 Гц.
Текст
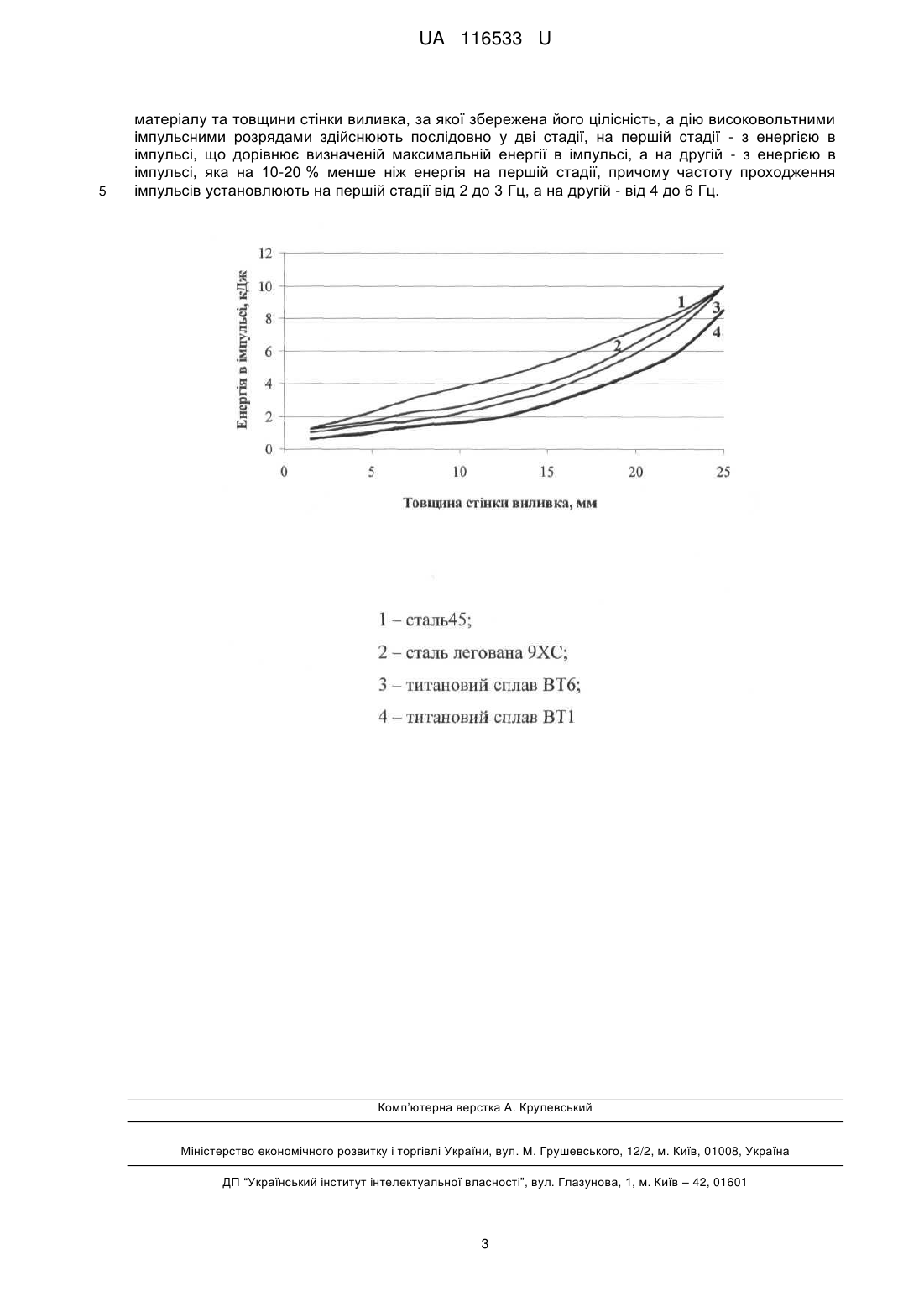
Реферат: UA 116533 U UA 116533 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до технології електрогідравлічної обробки та може бути використана в ливарному виробництві та машинобудуванні. Відомий спосіб вибивки стрижнів зі складних виливків (див. а.с. СРСР № 653827 МПК 2 В22D 29/00, експертний висновок додається), що включає вплив серії електрогідравлічних ударів на поверхню виливка від групи електродів, причому електрогідравлічні удари здійснюють з частотою 1,6-2,2 імп./сек. для кожного робочого проміжку електрод - виливок. Ознакою, що збігається з істотною ознакою способу, що заявляється, є дія на виливки високовольтними імпульсними розрядами. Причини, що перешкоджають одержанню необхідного технічного результату, такі: спосіб забезпечує руйнування і видалення оболонкових керамічних форм із поверхні виливків, але не забезпечує видалення високоміцних стрижнів із порожнин і отворів малих розмірів. Найближчим аналогом технічного рішення, що заявляється, є спосіб очищення виливків точного лиття (Пат. України № 75782 МПК (2006) В22D 29/00, опубл. 15.05.2006. Бюл. № 5), який полягає в електрогідроімпульсній обробці виливків у попередньо нагрітому до температури 60-70 °С рідкому робочому середовищі, а як рідке робоче середовище використовують водний 30-40 % розчин поверхнево-активної речовини, що належить до класу диспергаторів. (Пат. України № 75782 МПК (2006) В22D 29/00, опубл. 15.05.2006. Бюл. №5). Ознаками, що збігаються з істотними ознаками корисної моделі, що заявляється, є дія на виливки високовольтними імпульсними розрядами в нагрітому до температури 60-70 °С водному 30-40 % розчині поверхнево-активної речовини. До причин, що перешкоджають одержанню необхідного технічного результату, слід віднести те, що у відомому технічному рішенні не вказано режими високовольтної розрядно-імпульсної обробки, які б забезпечували високоефективне руйнування та видалення високоміцних стрижнів із порожнин і отворів малих розмірів, зберігаючи при цьому геометричні розміри та цілісність матеріалу виливків. В основу корисної моделі поставлено задачу вдосконалення способу видалення високоміцних стрижнів з порожнин металевих виливків шляхом визначення оптимального режиму дії високовольтних імпульсних розрядів на виливок, що дозволить одержати хвилі стиску для порушення адгезійного зв'язку між виливком і стрижнем, руйнування стрижня та видалення його з порожнин та отворів малих розмірів виливка без порушення його геометричних розмірів і цілісності матеріалу, і за рахунок цього підвищити ефективність видалення високоміцних стрижнів. Суть корисної моделі, що заявляється, полягає в тому, що у способі видалення високоміцних стрижнів із порожнин металевих виливків, який включає дію на виливки високовольтними імпульсними розрядами в нагрітому до температури 60-70 °С водному 3040 % розчині поверхнево-активної речовини, згідно з корисною моделлю, попередньо визначають максимальну допустиму енергію високовольтних розрядів в імпульсі залежно від матеріалу та товщини стінки виливка, за якої збережена його цілісність, а дію високовольтними імпульсними розрядами здійснюють послідовно у дві стадії, на першій стадії - з енергією в імпульсі, що дорівнює визначеній максимальній енергії в імпульсі, а на другій - з енергією в імпульсі, яка на 10-20 % менше ніж енергія на першій стадії, причому частоту проходження імпульсів установлюють на першій стадії від 2 до 3 Гц, а на другій - від 4 до 6 Гц. Причинно-наслідковий зв'язок між сукупністю ознак, що заявляються, та технічним результатом полягає у такому. Ознаки "попередньо визначають максимальну енергію високовольтних розрядів в імпульсі залежно від матеріалу та товщини стінки виливка, за якої збережена його цілісність, а дію високовольтними імпульсними розрядами здійснюють послідовно у дві стадії, на першій стадії з енергією в імпульсі, що дорівнює визначеній максимальній енергії в імпульсі, а на другій - з енергією в імпульсі, яка на 10-20 % менше ніж енергія на першій стадії, причому частоту проходження імпульсів установлюють на першій стадії від 2 до 3 Гц, а на другій - від 4 до 6 Гц", дозволяють одержати хвилі стиску для порушення адгезійного зв'язку між виливком і стрижнем, руйнування стрижня та видалення його з порожнин та отворів малих розмірів виливка без порушення його геометричних розмірів і цілісності матеріалу, і за рахунок цього підвищити ефективність видалення високоміцних стрижнів. Суть способу пояснюється кресленням, де наведено емпіричну залежність максимальної енергії високовольтних розрядів в імпульсі від матеріалу та товщини стінки виливка, за якої збережена його цілісність. Спосіб здійснюють таким чином. Попередньо визначають емпіричне значення максимальної енергії високовольтних розрядів в імпульсі залежно від матеріалу та товщини стінки виливка, за якої збережена його цілісність. 1 UA 116533 U 5 10 15 20 25 30 Виливки укладають на технологічній оснастці і занурюють в технологічну ємкість, заповнену рідким робочим середовищем - водний 30-40 % розчин поверхнево-активної речовини, попередньо нагрітий до 60-70 °C. Дію високовольтними імпульсними розрядами здійснюють послідовно у дві стадії, на першій стадії - з енергією в імпульсі, що дорівнює визначеній максимальній енергії в імпульсі, а на другій - з енергією в імпульсі, яка на 10-20 % менше ніж енергія на першій стадії, причому частоту проходження імпульсів установлюють на першій стадії від 2 до 3 Гц, а на другій - від 4 до 6 Гц. Дія високовольтними імпульсними розрядами на першій стадії дозволить одержувати максимальний тиск в імпульсі хвиль стиску, які діють на об'єкт, що обробляється, та внаслідок різниці амплітуд власних коливань матеріалу виливка і стрижня на межі їх розділу виникають напруги, що разом з адсорбційними шарами ПАР приводить до порушення адгезійного зв'язку між виливком і стрижнем, та зниження інтегральної міцності стрижня, в результаті чого в матеріалі стрижня утворюються тріщини, в які під дією капілярних сил проникає рідина. На другій стадії високовольтні імпульсні розряди з енергією в імпульсі, яка на 10-20 % менше ніж енергія на першій стадії з частотою проходження імпульсів від 4 до 6 Гц, утворюють хвилі стиску, які діють на стрижень, викликають напруги розтягнення і зсуву та додатково впливають на тріщини, доводячи їх до критичних розмірів. Без адгезії зі стінкою виливка крихкі стрижні тріскаються і руйнуються. Під дією гідропотоків, які супроводжують високовольтні імпульсні розряди в рідині, стрижнева суміш вимивається з порожнин і отворів малих розмірів виливка. Час обробки задають, виходячи з міцності стрижневої суміші. Нижче в таблиці наведено результати видалення високоміцних стрижнів на основі корунду, модифікованих алюмінієм та кремнієм, із порожнин металевих виливків. Виливок 1 - стійка, мінімальна товщина стінки - 6 мм; матеріал виливка - сплав ВТ6. Виливок 2 - корпус замка, мінімальна товщина стінки - 7 мм; матеріал виливка - сплав 9ХС. Як рідке робоче середовище використовують водний 30 % розчин адипінової кислоти, нагрітий до 60 °C. Визначені параметри високовольтних імпульсних розрядів на першій стадії: виливок 1 - енергія в імпульсі 1,25 кДж, частота проходження імпульсів 2 Гц; виливок 2 - енергія в імпульсі 2,5 кДж, частота проходження імпульсів 3 Гц. Таблиця Результати дослідного видалення стрижнів із порожнин металевих виливків Найменування параметрів Матеріал виливка Міцність стрижня на стиск, МПа Мінімальна товщина стінок виливка, мм Питомі витрати енергії, кВтгод Виливок 1 ВТ6 20 6,0 0,608 І стадія / II стадія 1,25/1,0 І стадія / II стадія 2/6 100 Енергія в імпульсі, кДж Частота проходження імпульсів Повнота очищення, % 35 Виливок 2 9ХС 24 7,0 0,67 І стадія / II стадія 2,5 / 2,0 І стадія / II стадія 2/4 100 Таким чином, здійснення способу видалення високоміцних стрижнів із порожнин металевих виливків дозволить одержати хвилі стиску для порушення адгезійного зв'язку між виливком і стрижнем, руйнування стрижня та видалення його з порожнин та отворів малих розмірів виливка без порушення його геометричних розмірів і цілісності матеріалу, і за рахунок цього підвищити ефективність видалення високоміцних стрижнів. 40 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 45 Спосіб видалення високоміцних стрижнів із порожнин металевих виливків, що включає дію на виливки високовольтними імпульсними розрядами в нагрітому до температури 60-70 °С водному 30-40 % розчині поверхнево-активної речовини, який відрізняється тим, що попередньо визначають максимальну енергію високовольтних розрядів в імпульсі залежно від 2 UA 116533 U 5 матеріалу та товщини стінки виливка, за якої збережена його цілісність, а дію високовольтними імпульсними розрядами здійснюють послідовно у дві стадії, на першій стадії - з енергією в імпульсі, що дорівнює визначеній максимальній енергії в імпульсі, а на другій - з енергією в імпульсі, яка на 10-20 % менше ніж енергія на першій стадії, причому частоту проходження імпульсів установлюють на першій стадії від 2 до 3 Гц, а на другій - від 4 до 6 Гц. Комп’ютерна верстка А. Крулевський Міністерство економічного розвитку і торгівлі України, вул. М. Грушевського, 12/2, м. Київ, 01008, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B22D 29/00
Мітки: спосіб, стрижнів, порожнин, виливків, видалення, високоміцних, металевих
Код посилання
<a href="https://ua.patents.su/5-116533-sposib-vidalennya-visokomicnikh-strizhniv-iz-porozhnin-metalevikh-vilivkiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб видалення високоміцних стрижнів із порожнин металевих виливків</a>
Спосіб вибивання керамічних стрижнів із порожнистих виливків
Номер патенту: 48635
Опубліковано: 15.09.2004
Автори: Чигрин Михайло Сергійович, Шевченко Олена Григорівна
МПК: B22D 29/00
Мітки: стрижнів, вибивання, спосіб, порожнистих, керамічних, виливків
Формула / Реферат:
Спосіб вибивання керамічних стрижнів із порожнистих виливків, розміщених у технологічній ємності в рідині, що включає дію серії електрогідравлічних ударів від групи електродів із визначеною частотою, який відрізняється тим, що як рідину застосовують лужний розчин каустичної соди, попередньо нагрітий до температури, що не перевищує на 3-5°С його температуру кипіння, підтримують температуру нагрівання у процесі обробки, при цьому розряди...
Спосіб очищення виливків точного лиття
Номер патенту: 20898
Опубліковано: 15.02.2007
Автори: Голень Юрій Володимирович, Швець Іван Софронович, Різун Анатолій Романович, Денисюк Тетяна Дмитрівна
МПК: B22D 29/00
Мітки: спосіб, точного, очищення, лиття, виливків
Формула / Реферат:
Спосіб очищення виливків точного лиття, що включає електрогідроімпульсну обробку виливків у попередньо нагрітому до температури 60-70°С водному 30-40 % розчині адипінової кислоти, який відрізняється тим, що електрогідроімпульсну обробку здійснюють з енергією в імпульсі, яку визначають за залежністю:Е ≥ σстV,де Е - енергія розряду в імпульсі, кДж;σст - границя міцності знеміцнених форми або стрижня на...
Спосіб діагностування якості ливарних форм та стрижнів за дефектним станом виливків
Номер патенту: 13227
Опубліковано: 15.03.2006
Автори: Самарай Роман Валерійович, Самарай Валерій Петрович, Авдокушин Володимир Павлович
МПК: B22C 9/00
Мітки: станом, спосіб, якості, дефектним, стрижнів, виливків, ливарних, діагностування, форм
Формула / Реферат:
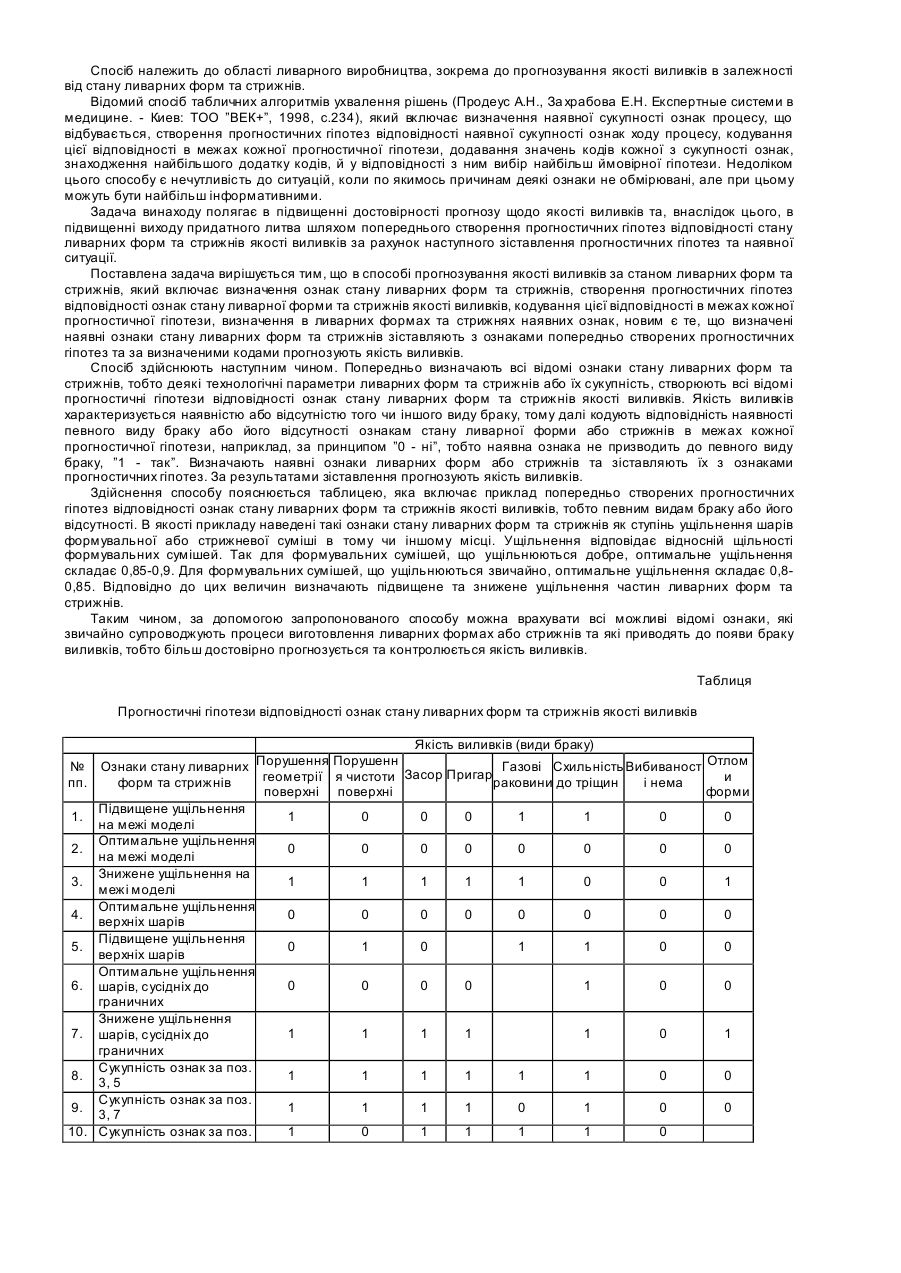
Спосіб діагностування якості ливарних форм та стрижнів за дефектним станом виливків, який включає попереднє створення гіпотез відповідності ознак стану ливарної форми та стрижнів якості виливків, кодування цієї відповідності в межах кожної гіпотези, визначення у виливках наявних дефектів, який відрізняється тим, що створюють діагностичні гіпотези, визначені наявні дефекти виливків зіставляють з ознаками діагностичних гіпотез та за визначеними...
Спосіб прогнозування якості виливків за станом ливарних форм та стрижнів
Номер патенту: 64412
Опубліковано: 16.02.2004
Автори: Авдокушин Володимир Павлович, Самарай Валерій Петрович
МПК: B22C 9/00
Мітки: стрижнів, форм, виливків, спосіб, ливарних, станом, якості, прогнозування
Формула / Реферат:
Спосіб прогнозування якості виливків за станом ливарних форм та стрижнів, який включає визначення ознак стану ливарних форм та стрижнів, створення прогностичних гіпотез відповідності ознак стану ливарної форми та стрижнів якості виливків, кодування цієї відповідності в межах кожної прогностичної гіпотези, визначення в ливарних формах та стрижнях наявних ознак, який відрізняється тим, що визначені наявні ознаки стану ливарних форм та стрижнів...
Інструмент магнітний для ендовідеоскопічної діагностики та видалення металевих феромагнітних сторонніх тіл з плевральної та черевної порожнин
Номер патенту: 112700
Опубліковано: 26.12.2016
Автори: Заруцький Ярослав Леонідович, Негодуйко Володимир Володимирович, Великодний Олексій Миколайович, Ковтун Костянтин Васильович, Кравченко Кирило Валерійович, Михайлусов Ростислав Миколайович, Бородай Володимир Олександрович
МПК: A61B 17/50, A61B 17/52
Мітки: видалення, сторонніх, діагностики, плевральної, металевих, черевної, ендовідеоскопічної, феромагнітних, порожнин, магнітний, інструмент, тіл
Формула / Реферат:
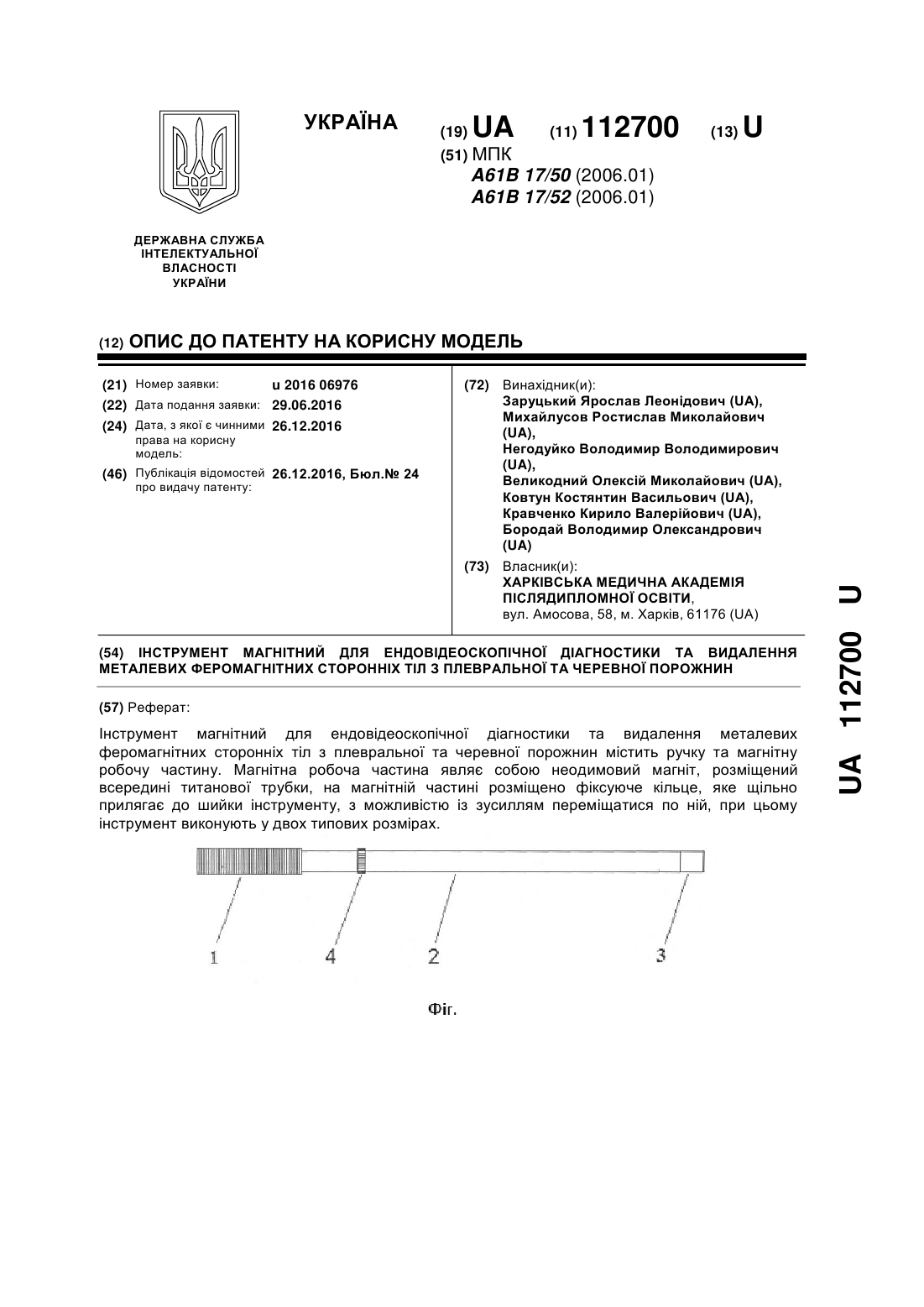
Інструмент магнітний для ендовідеоскопічної діагностики та видалення металевих феромагнітних сторонніх тіл з плевральної та черевної порожнин, що містить ручку та магнітну робочу частину, який відрізняється тим, що магнітна робоча частина являє собою неодимовий магніт, розміщений всередині титанової трубки, на магнітній частині розміщено фіксуюче кільце, яке щільно прилягає до шийки інструменту, з можливістю із зусиллям переміщатися по ній,...
Попередній патент: Оглядовий колодязь
Наступний патент: Пристрій для випарного охолодження повітря
Випадковий патент: Пристрій для сепарації сипучої суміші у текучому середовищі