Спосіб виготовлення порошкової стрічки
Номер патенту: 116887
Опубліковано: 12.06.2017
Автори: Білик Олександр Григорович, Чейлях Ян Олександрович, Чигарьов Валерій Васильович


Формула / Реферат
Спосіб виготовлення порошкової стрічки, що включає наповнення профільованої металевої оболонки шихтою з пошаровим засипанням компонентів шихти осердя, формування обтисненням і остаточним ущільненням, який відрізняється тим, що додатково здійснюють ізоляцію шарів компонентів шихти осердя із застосуванням фторвмісних прокладок.
Текст
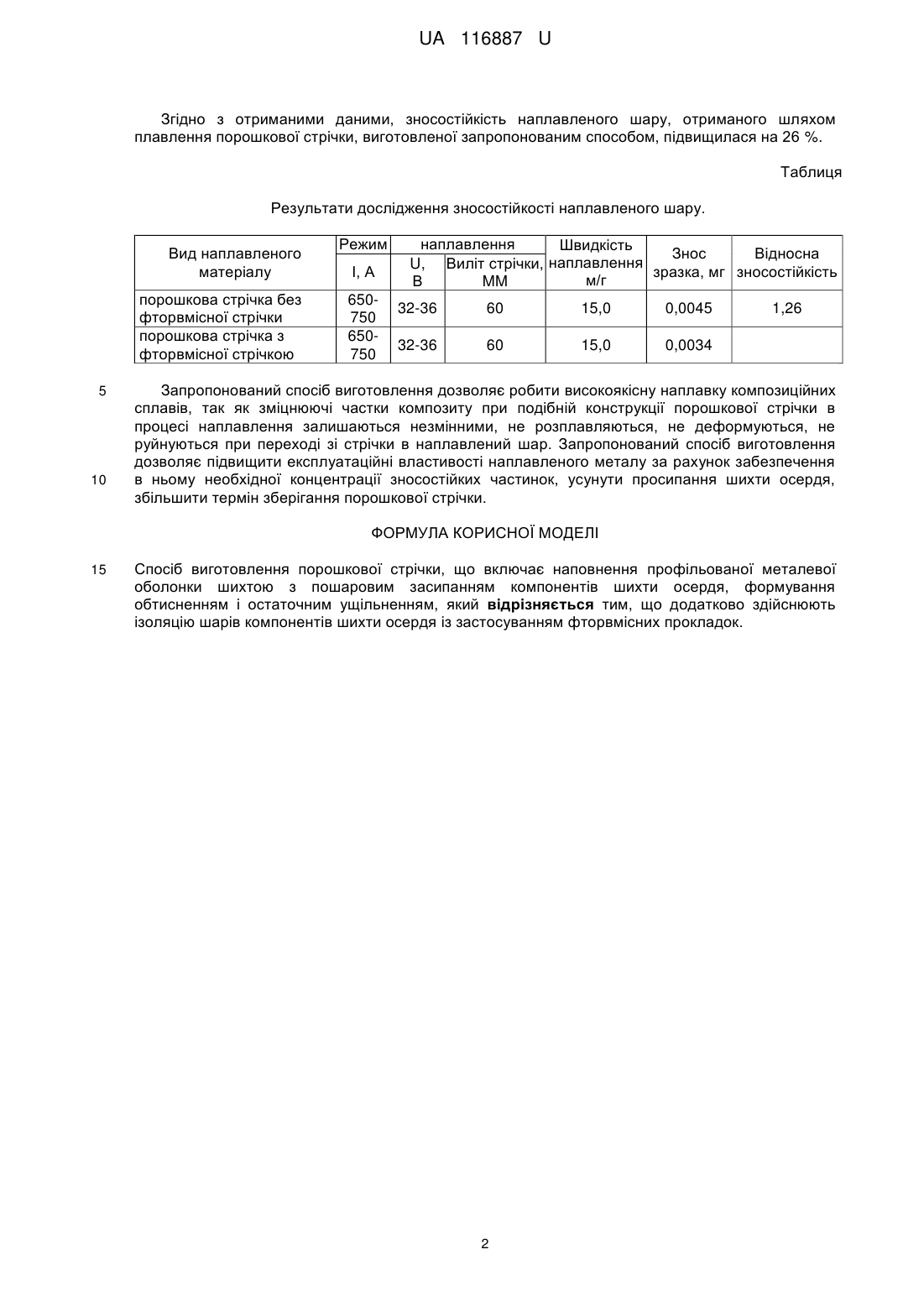
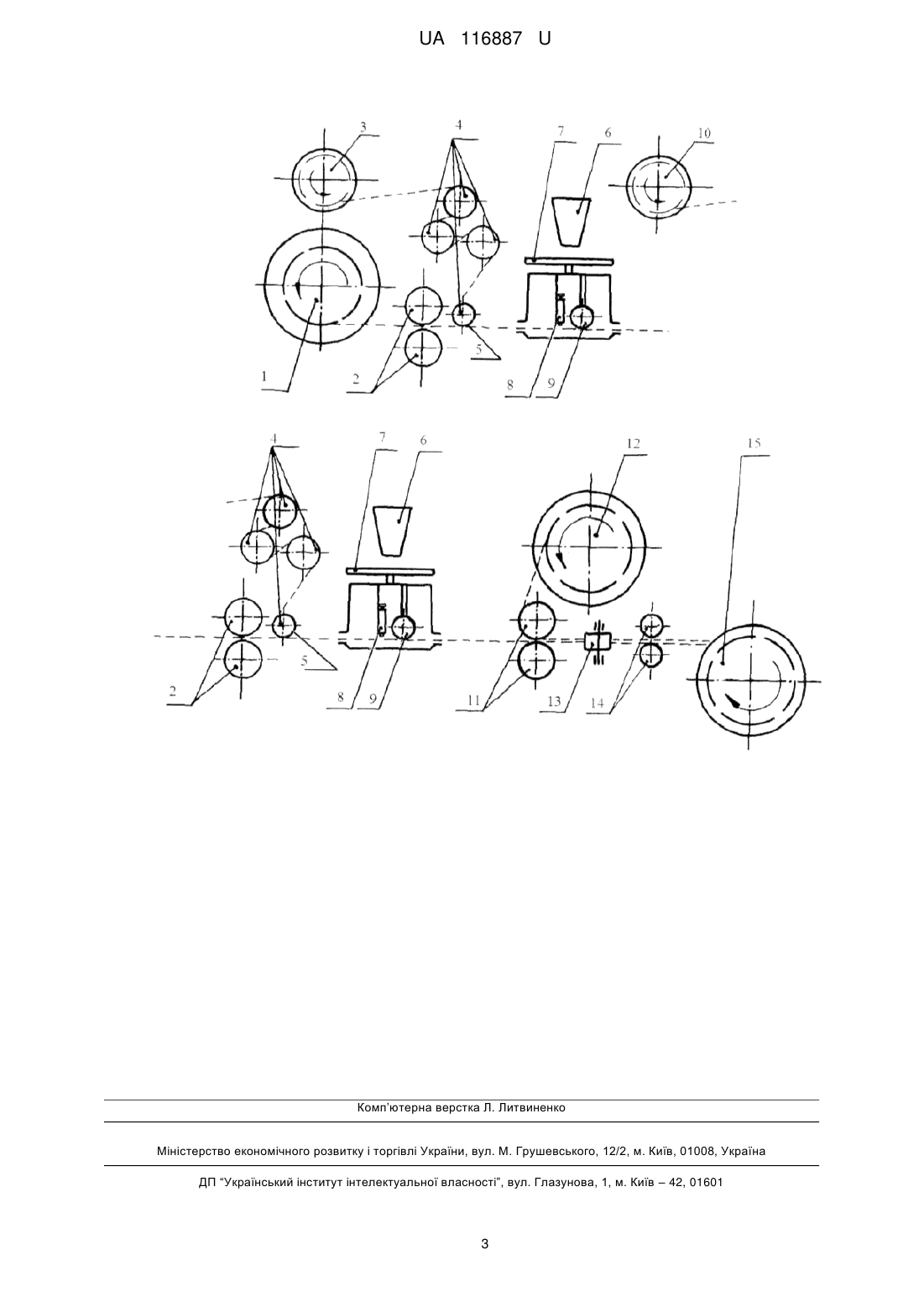
Реферат: Спосіб виготовлення порошкової стрічки включає наповнення профільованої металевої оболонки шихтою з пошаровим засипанням компонентів шихти осердя, формування обтисненням і остаточним ущільненням. Додатково здійснюють ізоляцію шарів компонентів шихти осердя із застосуванням фторвмісних прокладок. UA 116887 U (54) СПОСІБ ВИГОТОВЛЕННЯ ПОРОШКОВОЇ СТРІЧКИ UA 116887 U UA 116887 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до зварювання, а саме до способів виготовлення порошкової стрічки для наплавлення і зварювання. Відомий спосіб виготовлення порошкового дроту, що представляє собою замкнуту металеву оболонку, порожнина якої заповнена сумішшю порошкових матеріалів шихти. Ці матеріали забезпечують газошлаковой захист розплавленого електродного металу, його розкислення і легування, а також стабілізацію дуги. Виготовлення такого дроту включає в себе приготування суміші компонентів шихти (Походня І.К. та ін. Виробництво порошкового дроту. "Підвищуюча школа", 1980). Також відомий спосіб виготовлення порошкового дроту для зварювання і наплавлення, що містить металеву оболонку, заповнену шихтою, яка є сумішшю компонентів, розташованої паралельними шарами (А.С СРСР № 586973 В23K 35/08 від 1962 р.). Найближчим аналогом є спосіб виготовлення порошкового дроту для зварювання і наплавлення, що складається з металевої оболонки і шихти, засипаній в металеву оболонку пошарово покомпонентно, причому між шарами компонентів схильних до контактної корозії, розташовують шар компонента, електричний потенціал якого більш негативний, ніж у обох прилеглих компонентів (АС СРСР № 1123814 VGR В23K 35/06 від 1984). Недоліком порошкового дроту виготовленої таким способом є те, що відбувається розплавлення всіх компонентів шихти теплом електричної дуги, що неприпустимо при наплавленні композиційних сплавів, де зміцнюючі частки у вигляді карбідів, боридів, силіцидів повинні перейти в наплавлений шар в незміненому вигляді, спостерігається просипання шихти осердя з-за недостатнього ущільнення осердя в оболонці, під час горіння електричної дуги, наявність пор в наплавленого металу і як наслідок нерівномірність фізико-хімічних властивостей наплавленого металу. В основу корисної моделі поставлена задача удосконалити спосіб виготовлення порошкової стрічки, в якому введення нової операції дозволить виключити струмопровідність між шарами і їх взаємодії, забезпечити захист зміцнюючих часток від впливу тепла електричної дуги, поліпшити фізико-механічні властивості наплавленого металу. Поставлена задача вирішується тим, що в спосіб виготовлення порошкової стрічки введена операція поділу шарів шихти неметалевої прокладкою з фторвмісних полімерів, згідно з корисною моделлю, додатково для ізоляції шарів компонентів шихти осердя застосовують фторовмісну прокладку. Даний спосіб виготовлення порошкової стрічки дозволить проводити наплавлення високоякісних композиційних сплавів, за рахунок електроізоляції кожного шару порошкової стрічки фторовмісним полімером, що дає рівномірне розплавлення оболонки стрічки і шихти виключно в зоні плавлення, що забезпечує перехід зміцнюючих часток в незмінному вигляді в наплавлений шар, додаткове ущільнення шихти в оболонці полімером не дозволяє неконтрольовано просипатися шихті осердя, що забезпечує постійність хімічного складу наплавленого шару. Приклад реалізації способу виготовлення порошкової стрічки полягає в наступному і пояснюється кресленням, де представлена схема здійснення способу. З металевої стрічки 1, виконаної з міді марки М1 (ГОСТ 895-2001), що проходить через профілюючі ролики 2, формують оболонку порошкової стрічки коробчатого перерізу, з касети 3 фторовмісна стрічка (фторопласт-4 ГОСТ 10007-80) подається в блоки 4 і укладається за допомогою укладаючого ролика 5, проводиться засипка шару компонента шихти (що складається з реліту, Ni, металевого Mg, ПАМ-4) з дозатора 6, розподіл шихти проводиться за допомогою диска живильника 7, кількість засипаної шихти регулюється дозатором 8, ущільнюють роликами 9, прокладають поверх кожного шару шихти стрічку з фторопласту - 4, яка подається з касети 10 (кількість засипних постів залежить від складу осердя стрічки). Після закладки всіх шарів складу шихти, заповнену заготовку подають до профілюючих роликів 11, до яких з розмотувача 12 подається металева стрічка для формування верхньої частини оболонки порошкової стрічки, що закриває верх заготовки коробчастого перерізу з підгинанням її за розмірами. Остаточно сформована заготовка подається до роликів 13, які проводять формування повністю закритого замкового з'єднання. Порошкова стрічка надходить в ущільнюючі ролики 14, під дією яких відбувається ущільнення компонентів осердя за рахунок наданого зусилля і наноситься рельєф на поверхню металевої оболонки порошкової стрічки. Готову порошкову стрічку намотують на бухту на намотуючому пристрої 15. Експериментально отримані результати дослідження зносостійкості наплавленого шару, виконаного з порошкової стрічки з фторвмісною полімерною стрічкою і без неї, дані представлені в таблиці. 1 UA 116887 U Згідно з отриманими даними, зносостійкість наплавленого шару, отриманого шляхом плавлення порошкової стрічки, виготовленої запропонованим способом, підвищилася на 26 %. Таблиця Результати дослідження зносостійкості наплавленого шару. Вид наплавленого матеріалу порошкова стрічка без фторвмісної стрічки порошкова стрічка з фторвмісної стрічкою 5 10 Режим І, А 650750 650750 наплавлення Швидкість Знос Відносна U, Виліт стрічки, наплавлення зразка, мг зносостійкість м/г В MM 32-36 60 15,0 0,0045 32-36 60 15,0 1,26 0,0034 Запропонований спосіб виготовлення дозволяє робити високоякісну наплавку композиційних сплавів, так як зміцнюючі частки композиту при подібній конструкції порошкової стрічки в процесі наплавлення залишаються незмінними, не розплавляються, не деформуються, не руйнуються при переході зі стрічки в наплавлений шар. Запропонований спосіб виготовлення дозволяє підвищити експлуатаційні властивості наплавленого металу за рахунок забезпечення в ньому необхідної концентрації зносостійких частинок, усунути просипання шихти осердя, збільшити термін зберігання порошкової стрічки. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 15 Спосіб виготовлення порошкової стрічки, що включає наповнення профільованої металевої оболонки шихтою з пошаровим засипанням компонентів шихти осердя, формування обтисненням і остаточним ущільненням, який відрізняється тим, що додатково здійснюють ізоляцію шарів компонентів шихти осердя із застосуванням фторвмісних прокладок. 2 UA 116887 U Комп’ютерна верстка Л. Литвиненко Міністерство економічного розвитку і торгівлі України, вул. М. Грушевського, 12/2, м. Київ, 01008, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B23K 35/36
Мітки: спосіб, виготовлення, стрічки, порошкової
Код посилання
<a href="https://ua.patents.su/5-116887-sposib-vigotovlennya-poroshkovo-strichki.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення порошкової стрічки</a>
Спосіб виготовлення поліметалевої порошкової стрічки

Номер патенту: 75465
Опубліковано: 10.12.2012
Автори: Гринь Олександр Григорович, Свиридов Олександр Володимирович, Грибков Едуард Петрович
МПК: B23K 35/02
Мітки: спосіб, виготовлення, порошкової, стрічки, поліметалевої
Формула / Реферат:
Спосіб виготовлення поліметалевої порошкової стрічки, який полягає в подрібненні порошкового дроту трубчатої конструкції на металеву крупку, засипанні в контейнер, підігріванні і пресуванні через формуючу втулку, який відрізняється тим, що отриманий дріт прокатують в валках з гладкими бочками до стрічки необхідної геометрії, при цьому швидкість обертання валків , де
Склад порошкової стрічки
Номер патенту: 34646
Опубліковано: 15.03.2001
Автори: Чигарьов Валерій Васильович, Малінов Леонід Соломонович, Малінов Володимир Леонідович
МПК: B23K 35/368
Мітки: стрічки, порошкової, склад
Формула / Реферат:
Склад порошкової стрічки, що складається зі стальної оболонки та шихти з графіту та залізного порошку, який відрізняється тим, що до складу його введено ферохром, феромарганець, порошок алюмінієво-марганцевий, фторопласт при такому співвідношенні компонентів. мас.%причому кількість оболонки у складі порошкової стрічки - 50-60 мас.%.
Спосіб виготовлення стільникової зерно-порошкової наплавної стрічки

Номер патенту: 106185
Опубліковано: 25.07.2014
Автори: Івченко Павло Семенович, Серегін Олександр Сергійович, Шинкарев Іван Степанович, Руденко Роман Артурович, Камель Георгій Іванович
МПК: B23K 9/04
Мітки: наплавної, спосіб, стрічки, виготовлення, зерно-порошкової, стільникової
Формула / Реферат:
Спосіб виготовлення зерно-порошкової наплавної стрічки, що включає профілювання холоднокатаної металевої стрічки і заповнення її порошком-наповнювачем, який відрізняється тим, холоднокатану металеву стрічку профілюють, формуючи стільникові елементи, які укладають на металеву фольгу з однобічним клейовим покриттям для фіксації на ній ребер основи шестигранних вічок стільникових елементів, в кожне вічко яких за допомогою дозаторів вкладають...
Склад шихти зносостійкої порошкової стрічки на основі системи fe-ti-c-b
Номер патенту: 34050
Опубліковано: 25.07.2008
Автори: Антонюк Дмитро Анатолійович, Попов Сергій Миколайович
МПК: B23K 35/36
Мітки: порошкової, склад, системі, fe-ti-c-b, основі, стрічки, зносостійкої, шихти
Формула / Реферат:
1. Склад шихти зносостійкої порошкової стрічки, який відрізняється тим, що всередині стальної оболонки знаходиться стрижень із суміші порошків 20-40 мас. % Ті, 80-60 мас. % В4С та 3-5 % рідкого скла К2O.4SiO2, які дозволяють отримати наплавлений метал з хімічним складом: 7,0-20,0 % Ті, 1,5-2,5 % С, 5-10 В, Fe - решта.2. Склад шихти за п. 1, який відрізняється тим, що при співвідношенні (Fe+Ti)/B4C=1,98...2,97, Fe/Ті=3,45...6,90,...
Шихта порошкової стрічки

Номер патенту: 94862
Опубліковано: 10.06.2011
Автор: Малінов Володимир Леонідович
МПК: B23K 35/00, B22F 9/04, B23K 35/368, B23K 9/04, B22D 19/00, B23K 35/28
Мітки: стрічки, порошкової, шихта
Формула / Реферат:
Шихта порошкової стрічки, що містить хром металевий, феросиліцій, феротитан та залізний порошок, яка відрізняється тим, що вона додатково містить феромарганець, порошок алюмінієво-магнієвий (ПАМ) і мармур при наступному співвідношенні компонентів, мас. %: хром металевий 26,0-30,0 феромарганець 6,0-14,0 феросиліцій 0,5-1,5 ...
Попередній патент: Спосіб фотодинамічної терапії інфікованих місцевих променевих виразок шкіри
Наступний патент: Спосіб профілактики дисбіозу товстого кишечнику у хворих на віл-інфекцію
Випадковий патент: Спосіб підготовки зуба до ендодонтичного лікування у вагітних жінок