Спосіб виготовлення поліметалевої порошкової стрічки
Номер патенту: 75465
Опубліковано: 10.12.2012
Автори: Гринь Олександр Григорович, Свиридов Олександр Володимирович, Грибков Едуард Петрович


Формула / Реферат
Спосіб виготовлення поліметалевої порошкової стрічки, який полягає в подрібненні порошкового дроту трубчатої конструкції на металеву крупку, засипанні в контейнер, підігріванні і пресуванні через формуючу втулку, який відрізняється тим, що отриманий дріт прокатують в валках з гладкими бочками до стрічки необхідної геометрії, при цьому швидкість обертання валків ![]() , де
, де ![]() - швидкість виходу заготовки із преса, м/хв.;
- швидкість виходу заготовки із преса, м/хв.; ![]() - швидкість виходу заготовки із прокатної кліті, м/хв., а відстань між втулкою і валками не перевищує
- швидкість виходу заготовки із прокатної кліті, м/хв., а відстань між втулкою і валками не перевищує ![]() , де
, де ![]() - модуль пружності металу дроту, МПа;
- модуль пружності металу дроту, МПа; ![]() - коефіцієнт, що характеризує закріплення дроту між валками;
- коефіцієнт, що характеризує закріплення дроту між валками; ![]() - напруження на ділянці дроту між втулкою і валками, МПа.
- напруження на ділянці дроту між втулкою і валками, МПа.
Текст
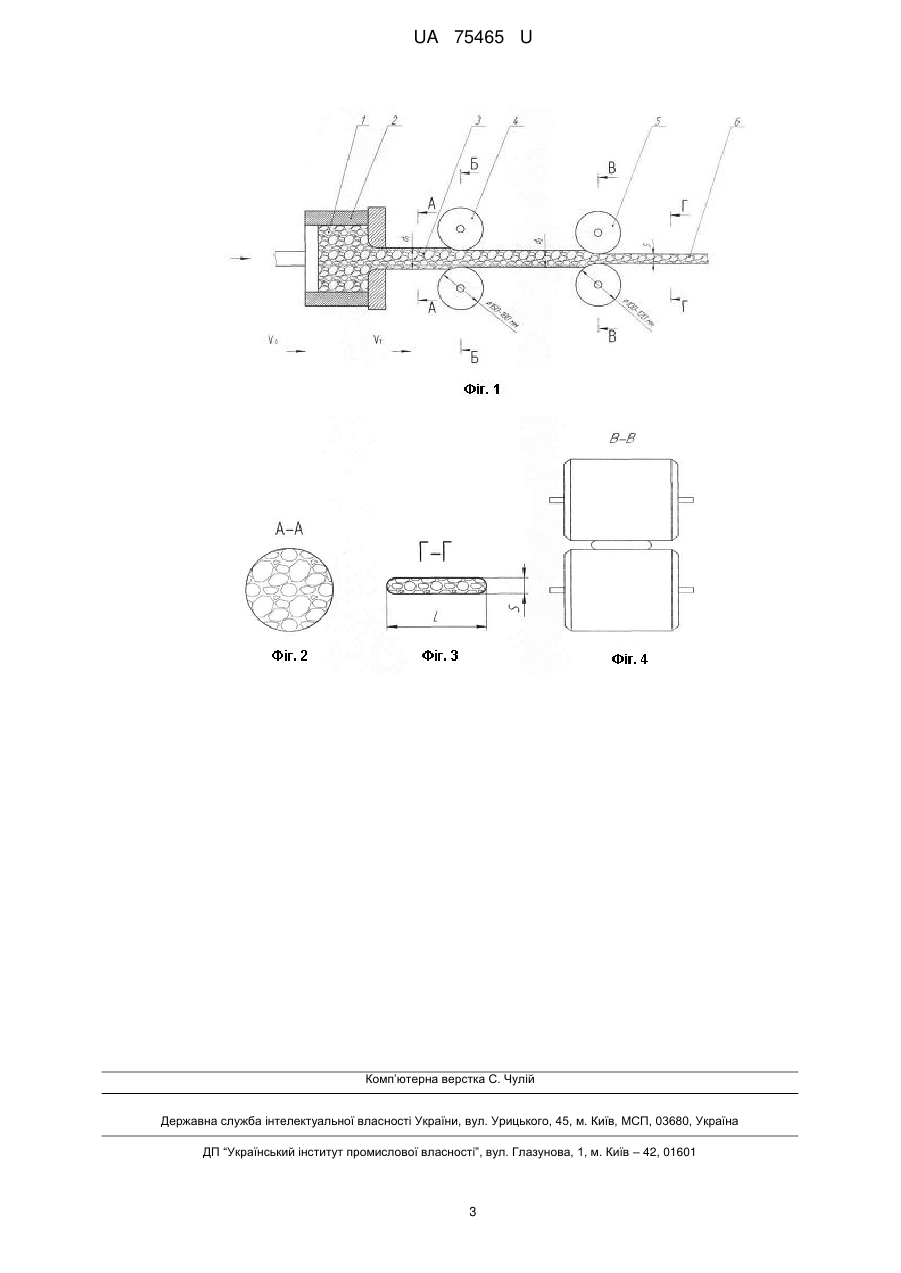
Реферат: Спосіб виготовлення поліметалевої порошкової стрічки належить до галузі техніки, а саме до порошкової металургії та зварювання порошковими електродами і може бути використаний при виготовленні порошкової стрічки для наплавлення або зварювання. UA 75465 U (54) СПОСІБ ВИГОТОВЛЕННЯ ПОЛІМЕТАЛЕВОЇ ПОРОШКОВОЇ СТРІЧКИ UA 75465 U UA 75465 U 5 10 15 20 Корисна модель належить до галузі техніки, а саме до порошкової металургії та зварювання порошковими електродами і може бути використана при виготовленні порошкової стрічки для наплавлення або зварювання. Відомий спосіб виготовлення електродної стрічки шляхом створення закритого профілю з двох стрічок з порошковим сердечником, що включає в себе профілезгинальний агрегат, обладнаний бункером із порошковим матеріалом і двома розмотувачами [1]. Відомий також спосіб виготовлення поліметалевого порошкового дроту, вибраний за прототип, який полягає в подрібненні порошкового дроту трубчатої конструкції на металеву крупку, засипанні в контейнер підігріванні і пресуванні через формуючу втулку, прокатки в двороликових опорах з овальним калібром, з коефіцієнтом витяжки 1,3 до діаметра 3-5 мм [2]. Недоліком відомого способу є неможливість отримання пресованої порошкової стрічки, що використовується для процесу наплавлення. Загальними суттєвими ознаками існуючого способу і способу, який заявляється, є процес подрібнення порошкового дроту трубчатої конструкції на металеву крупку, засипанні в контейнер, підігрівання і пресування через формуючу втулку. В основу корисної моделі поставлена задача розширення технологічних можливостей способу та підвищення механічних властивостей виробу. Поставлена задача досягається тим, що порошковий дріт трубчатої конструкції подрібнюють на металеву крупку, отриману металеву крупу розміщають в контейнері, після чого методом гарячого пресування брикет продавлюють через формуючу втулку d 8 10 мм , отриманий пресований дріт прокатують у валках з гладкою бочкою, де відбувається плющення дроту до стрічки необхідної геометрії: l - ширина стрічки, s - товщина стрічки; а відстань між втулкою і 2 E , де E - модуль пружності металу дроту, МПа; µ 2 0 коефіцієнт, що характеризує закріплення дроту між валками; 0 - напруження на ділянці дроту між втулкою і валками, МПа. Під дією тиску відбувається відносне пересування частинок металевої крупки, що супроводжується утворенням умов для холодного зварювання їх по контактуючим поверхням, а в результаті пластичного деформування цього металу утворюється тонка суцільна оболонка на поверхні стрічки. Суть запропонованої корисної моделі пояснюється кресленням, де зображено: - фіг. 1 - технологічна схема виготовлення поліметалевого порошкового виробу; - фіг. 2 - переріз А-А порошковий дріт після пресування; - фіг. 3 - переріз В-В пресована порошкова стрічка після прокатки; - фіг. 4 - переріз Б-Б двовалкова робоча кліть з валками з гладкою бочкою, розташованими під кутом 180°. Пропонований спосіб здійснювався таким чином. Порошковий самозахисний дріт трубчатої конструкції з металевої стрічки і шихти, до складу якого входили шлакоутворюючі та розкислюючи компоненти, перетягувався до діаметра 3 мм з коефіцієнтом заповнення 15-18 %. З цього дроту механічним способом нарізались мірні відрізки, довжиною рівною його діаметру. Отримана таким чином металева крупа розташовувалась у контейнері, та доповнювалась шихтою, до складу якої входили боридні з'єднання, після чого виконувалось пресування брикету. Брикет 1 (фіг. 1) нагрітий до температури 750 °C пресувався на горизонтальному гідравлічному пресі 2 зусиллям 15000 кН, через отвір діаметром 8-10 мм. Процес пресування виконувався при наступних швидкостях: на початку процесу 5 мм/с, на далі 10-15 мм/с. У результаті пресування між поверхнями мірних відрізків порошкового дроту виникають умови для холодного зварювання, тобто утворення міжатомних зв'язків. У результаті одержали пресований дріт 3 без порушення суцільності по утворюючій, та рівномірним розташуванням металевої крупки по перетину (фіг. 2) з гарантованим закріпленням металевої основи, що забезпечує постійну електропровідність та теплопровідність порошкового електроду. Вказані фактори сприяють рівномірності плавлення такого електроду. Надалі отриманий пресований порошковий дріт 3, діаметром d 8 10 мм з невеликим підпором подають у валки з гладкою бочкою 4 (фіг. 1) діаметром D 50 150 мм , де відбувається плющення круглого дроту до стрічки заданої геометрії (фіг. 3). Така технологічна схема дозволяє різко збільшити обтиснення за прохід і підвищити точність виготовлення стрічки до±0,1 мм, у широкому діапазоні геометричних розмірів стрічки. Товщина готової стрічки валками не перевищує L 25 30 35 40 45 50 55 1 UA 75465 U 5 10 15 20 регулюється за допомогою натискних механізмів, а ширина за рахунок вихідного діаметру дроту. Для забезпечення цілісності заготовки необхідно створити підпор зусиллям T0, перед робочою кліттю на рівні 20 % від умовної межі текучості твердої фази порошкового матеріалу. Для цього окружна швидкість обертання валків склала 2-5 м/хв., яку визначили за наступною формулою: V1 V0 1 S0 ; де: V0 - швидкість виходу заготовки із преса м/хв.; V1 - швидкість виходу заготовки із прокатної кліті м/хв.; S0 - питомий підпор, визначили як: S0 0 / s0 ; де: 0 - напруження підпору, МПа; s0 - умовна границя текучості твердої фази порошкового матеріалу, МПа; При цьому зусилля підпору склало T0 78,5 кН , яке було визначено по формулі: T0 0 F1 ; 2 де: F1 - площа заготовки перед прокаткою мм ; Для виключення дефектів при прокатці необхідно встановити робочу кліть із прокатними валками від горизонтального гідравлічного преса на відстані L , яку визначили з умови стійкості дроту, що прокатується: кр 2E / 2 ; E - модуль пружності твердої фази порошкового матеріалу Мпа; 0 При цьому необхідно забезпечити умову: кр , отже: L 25 30 35 3,14 2 1 10 3 0,5 2 0,2 550 мм ; Після пресування, прокатки в валках з гладкою бочкою 4, стрічка 5 має показники механічних властивостей, що забезпечують можливість її використання в якості електродного матеріалу при електродуговому наплавленні. Результати випробування порошкової стрічки проведені у лабораторних умовах показали, що зварювально-технологічні властивості її відповідають сучасним вимогам. По хімічній і структурній однорідності наплавленого металу цією пресованою стрічкою значно перевершує звичайну порошкову стрічку в металевій оболонці для наплавлення. Наплавлення проб виконувалось відкритою дугою на полоси товщиною 10 мм, шириною 100 мм і довжиною 250 мм на режимах: зварювальний струм 550-600 А, напруга на дузі 28-32 В. У зв'язку з тим, що у поліметалевій порошковій стрічці електропровідність однакова по всьому перетину і відсутнє відставання плавлення порошкового наповнювача від плавлення металевої основи, то це дозволяє застосувати високі щільності струму. Сприяє збільшенню продуктивності наплавлення, зокрема, коефіцієнта наплавлення. Джерело інформації: 1. Патент України № 35049 від 26.08.2008. Опубліковано в бюлетені № 16 від 26.08.2008. 2. Патент України № 27572 від 15.05.2006. Опубліковано в бюлетені № від 15.05.2006. 40 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 45 Спосіб виготовлення поліметалевої порошкової стрічки, який полягає в подрібненні порошкового дроту трубчатої конструкції на металеву крупку, засипанні в контейнер, підігріванні і пресуванні через формуючу втулку, який відрізняється тим, що отриманий дріт прокатують в валках з гладкими бочками до стрічки необхідної геометрії, при цьому швидкість обертання валків V1 V0 1 S0 , де V0 - швидкість виходу заготовки із преса, м/хв.; V1 - швидкість виходу заготовки із прокатної кліті, м/хв., а відстань між втулкою і валками не перевищує L 50 2 E 2 0 , де E - модуль пружності металу дроту, МПа; - коефіцієнт, що характеризує закріплення дроту між валками; 0 - напруження на ділянці дроту між втулкою і валками, МПа. 2 UA 75465 U Комп’ютерна верстка С. Чулій Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of manufacturing multimetallic powder tape
Автори англійськоюHryn Oleksandr Hryhorovych, Svyrydov Oleksandr Volodymyrovych, Hrybkov Eduard Petrovych
Назва патенту російськоюСпособ изготовления полиметаллической порошковой ленты
Автори російськоюГринь Александр Григорьевич, Свиридов Александр Владимирович, Грибков Эдуард Петрович
МПК / Мітки
МПК: B23K 35/02
Мітки: спосіб, виготовлення, поліметалевої, стрічки, порошкової
Код посилання
<a href="https://ua.patents.su/5-75465-sposib-vigotovlennya-polimetalevo-poroshkovo-strichki.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення поліметалевої порошкової стрічки</a>
Склад порошкової стрічки
Номер патенту: 34646
Опубліковано: 15.03.2001
Автори: Малінов Володимир Леонідович, Малінов Леонід Соломонович, Чигарьов Валерій Васильович
МПК: B23K 35/368
Мітки: порошкової, стрічки, склад
Формула / Реферат:
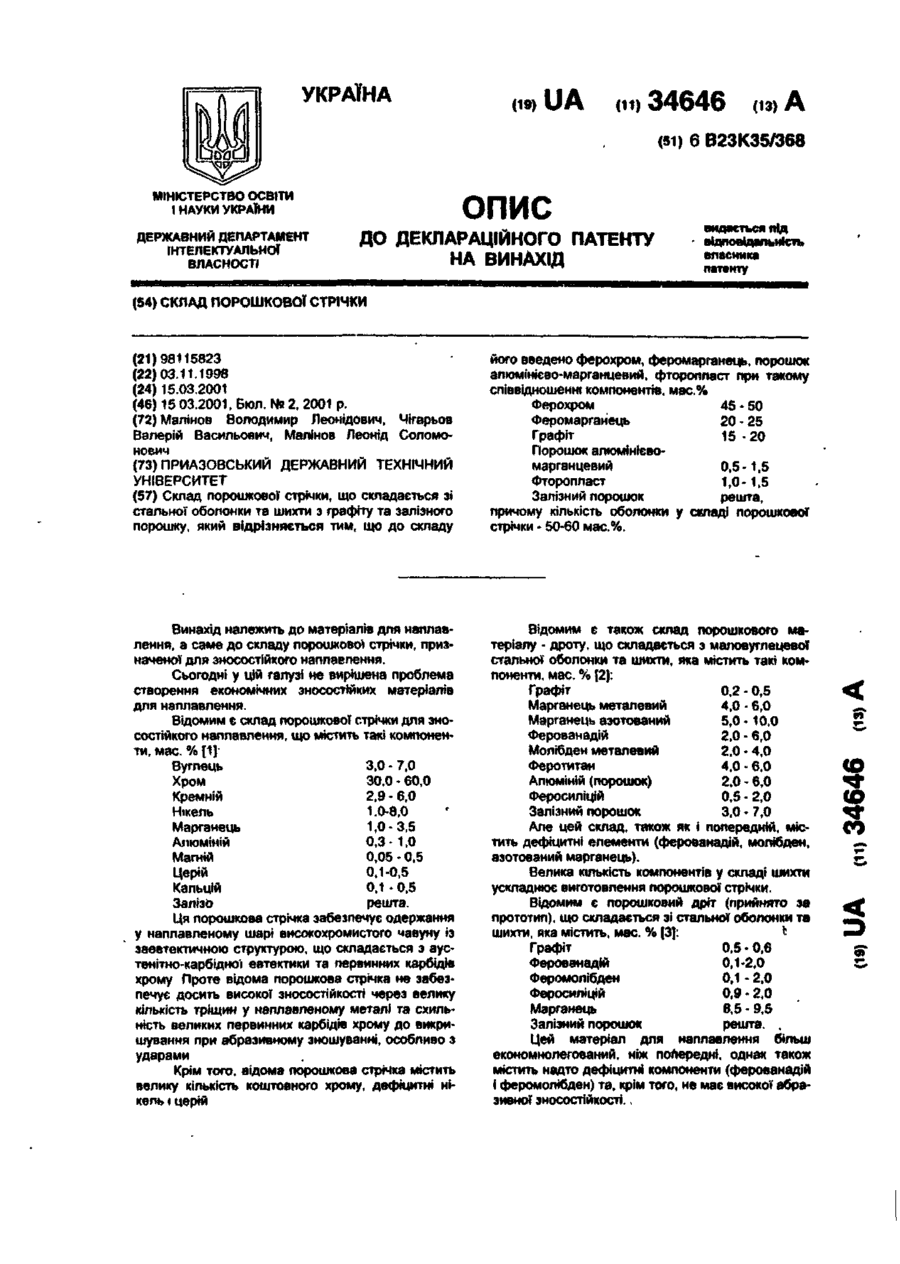
Склад порошкової стрічки, що складається зі стальної оболонки та шихти з графіту та залізного порошку, який відрізняється тим, що до складу його введено ферохром, феромарганець, порошок алюмінієво-марганцевий, фторопласт при такому співвідношенні компонентів. мас.%причому кількість оболонки у складі порошкової стрічки - 50-60 мас.%.
Шихта порошкової стрічки

Номер патенту: 94862
Опубліковано: 10.06.2011
Автор: Малінов Володимир Леонідович
МПК: B23K 35/00, B23K 35/368, B23K 35/28, B23K 9/04, B22D 19/00, B22F 9/04
Мітки: порошкової, шихта, стрічки
Формула / Реферат:
Шихта порошкової стрічки, що містить хром металевий, феросиліцій, феротитан та залізний порошок, яка відрізняється тим, що вона додатково містить феромарганець, порошок алюмінієво-магнієвий (ПАМ) і мармур при наступному співвідношенні компонентів, мас. %: хром металевий 26,0-30,0 феромарганець 6,0-14,0 феросиліцій 0,5-1,5 ...
Шихта порошкової стрічки

Номер патенту: 93821
Опубліковано: 10.03.2011
Автор: Малінов Володимир Леонідович
МПК: C23C 24/00, B23K 35/368
Мітки: стрічки, порошкової, шихта
Формула / Реферат:
Шихта порошкової стрічки, що містить марганець металевий, феромарганець, залізний порошок, феросиліцій, яка відрізняється тим, що додатково містить феротитан, порошок алюмінієво-магнієвий (ПАМ) і мармур при наступному співвідношенні компонентів, мас. %: марганець металевий 14-18 феромарганець 2,0-5,0 феросиліцій 0,5-1,5 ...
Установка для прокатки порошкової наплавної стрічки
Номер патенту: 38765
Опубліковано: 12.01.2009
Автори: Зареченський Деніс Олександрович, Лафазан Андрій Олександрович, Чигарьов Валерій Васильович
МПК: B21B 38/00, B23K 35/40
Мітки: прокатки, наплавної, стрічки, порошкової, установка
Формула / Реферат:
Установка для прокатки порошкової наплавної стрічки, що містить верхній обтискний валок, закріплений на осьовій опорі, встановленій в опорних стояках, пристрій для контролю і запобігання перекосу верхнього обтискного валка, який містить гідроциліндр з гвинтовим штоком, яка відрізняється тим, що в опорних стояках виконані вертикальні напрямні отвори і горизонтальні пази, при цьому в напрямних отворах встановлені натискні штирі, на яких...
Шихта порошкової стрічки

Номер патенту: 94558
Опубліковано: 10.05.2011
Автори: Малінов Володимир Леонідович, Малінов Леонід Соломонович
МПК: B22F 7/00, B23K 35/36, C23C 24/00
Мітки: порошкової, стрічки, шихта
Формула / Реферат:
Шихта порошкової стрічки, що містить марганець металевий, феросиліцій, залізний порошок, яка відрізняється тим, що вона додатково містить ферохром, феротитан, порошок алюмінієво-магнієвий (ПАМ) і мармур при наступному співвідношенні компонентів, мас. %: ферохром 3,0-5,0 марганець металевий 32-36 феросиліцій 1,0-3,0 ...
Попередній патент: Пристрій для формування будівельних виробів
Наступний патент: Віртуальна передача
Випадковий патент: Обмотка індукційного пристрою