Спосіб виготовлення стільникової зерно-порошкової наплавної стрічки
Номер патенту: 106185
Опубліковано: 25.07.2014
Автори: Шинкарев Іван Степанович, Серегін Олександр Сергійович, Руденко Роман Артурович, Івченко Павло Семенович, Камель Георгій Іванович

Формула / Реферат
Спосіб виготовлення зерно-порошкової наплавної стрічки, що включає профілювання холоднокатаної металевої стрічки і заповнення її порошком-наповнювачем, який відрізняється тим, холоднокатану металеву стрічку профілюють, формуючи стільникові елементи, які укладають на металеву фольгу з однобічним клейовим покриттям для фіксації на ній ребер основи шестигранних вічок стільникових елементів, в кожне вічко яких за допомогою дозаторів вкладають твердосплавне зерно з підвищеною твердістю та зносостійкістю із захисною підкладкою, певної фракції, менше, ніж об'єм вічок, залишковий об'єм вічок заповнюють порошком-наповнювачем, який ущільнюють, і отриману конструкцію обгортають по периметру з перекриттям внапуск металевою фольгою, розміщуючи її клейовим покриттям всередину.
Текст
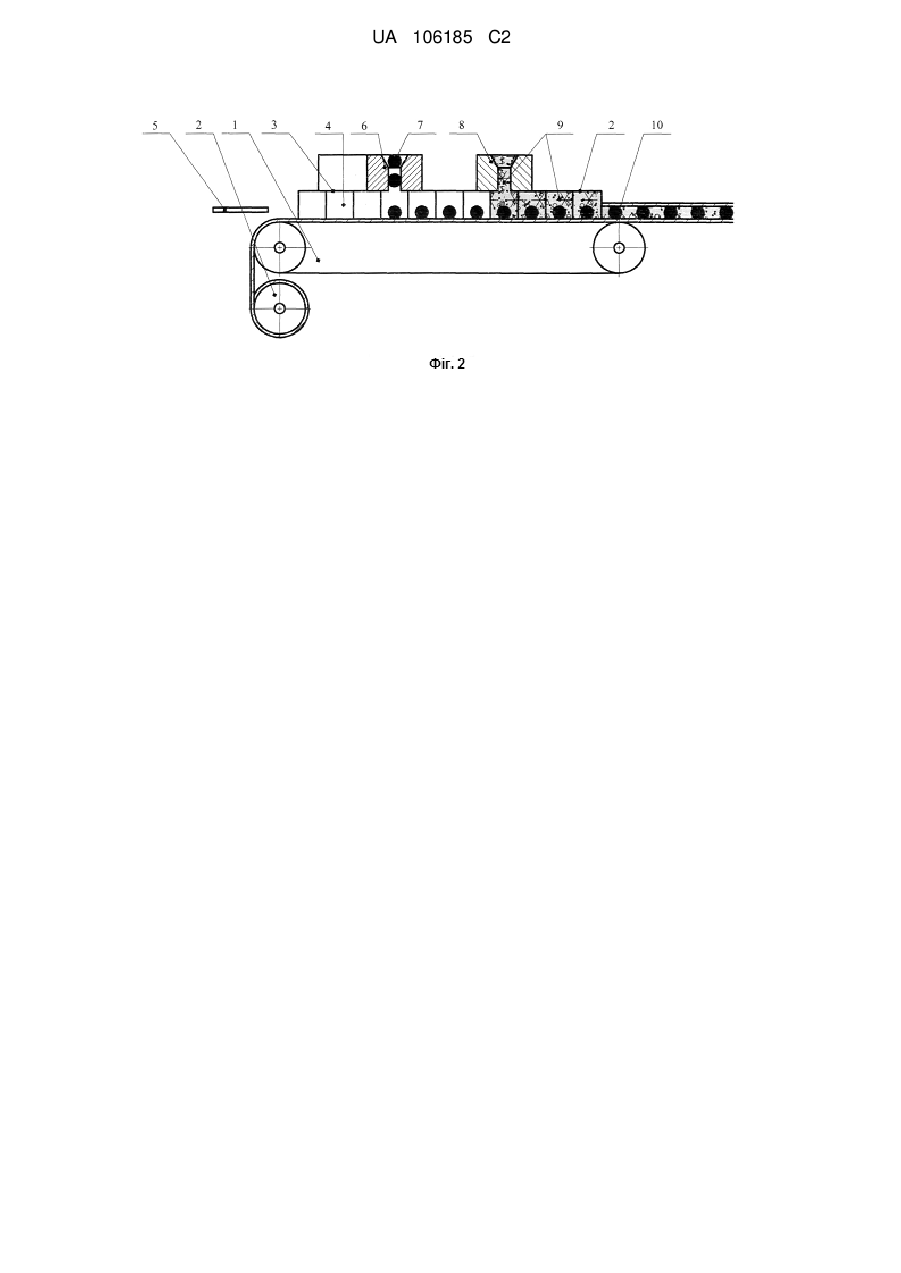
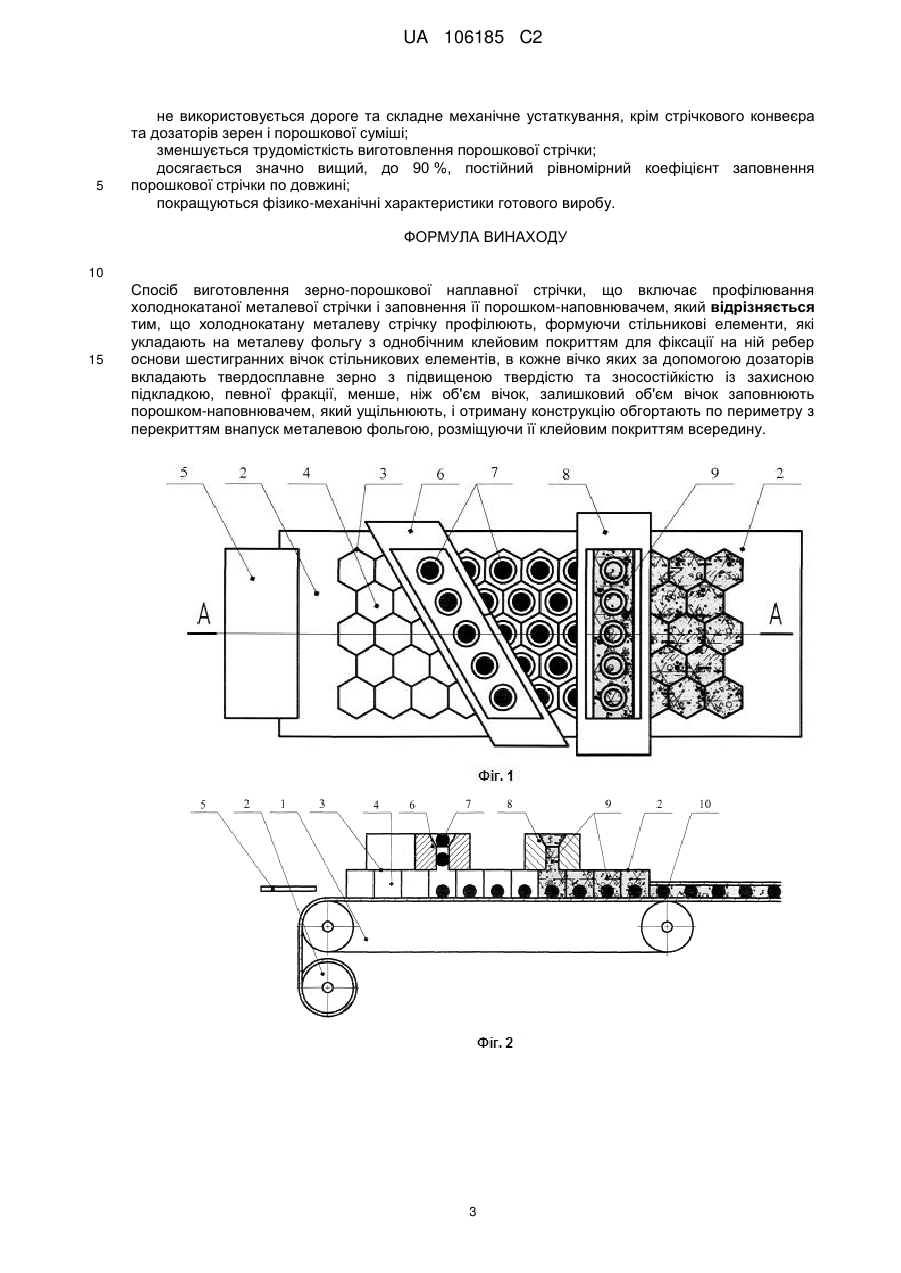
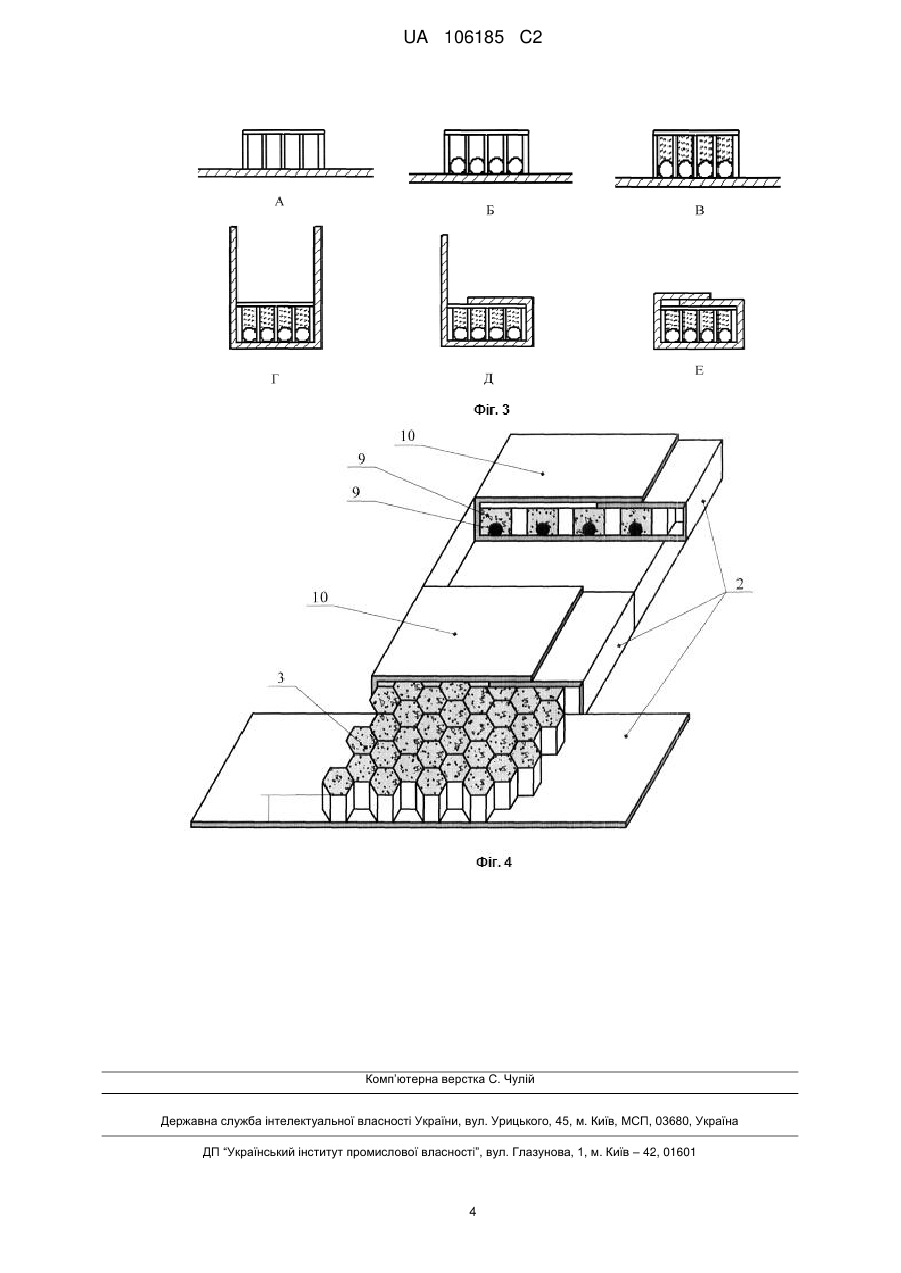
Реферат: Винахід належить до галузі зварювальної техніки і може використовуватись для відновлення деталей і підвищення зносостійкості, наприклад обладнання металургійного, хімічного, нафтохімічного та машинобудівного обладнання. В способі виготовлення стільникової зернопорошкової наплавної стрічки, що включає формування з холоднокатаної металевої стрічки оболонки і заповнення її порошком-наповнювачем, із холоднокатаної металевої стрічки формують стільникові елементи, які укладають на металеву фольгу з однобічним клейовим покриттям для фіксації на ній ребер основи шестигранних вічок стільникових елементів, в кожне вічко яких за допомогою дозаторів вкладають твердосплавне зерно з підвищеною твердістю та зносостійкістю із захисною підкладкою, певної фракції, менше, ніж об'єм вічок, залишковий об'єм вічок заповнюють порошком-наповнювачем, який ущільнюють, і отриману конструкцію обгортають по периметру з перекриттям внапуск металевою фольгою, розміщуючи її клейовим покриттям всередину. Досягається удосконалення способу виготовлення стільникової зернопорошкової наплавної стрічки шляхом модернізації металевої оболонки за рахунок зміни об'ємної форми рельєфу поверхні і використання зносостійких зерен, що приведе до підвищення якості стільникової зерно-порошкової наплавної стрічки при одночасному спрощенні технологічного процесу, внаслідок чого знизиться трудомісткість її виготовлення. UA 106185 C2 (12) UA 106185 C2 UA 106185 C2 5 10 15 20 25 30 35 40 45 50 55 60 Винахід належить до галузі зварювальної техніки і може використовуватись для відновлення деталей і підвищення зносостійкості, наприклад обладнання металургійного, хімічного, нафтохімічного та машинобудівного обладнання. Промисловість випускає відомі стрічки для наплавлення: холоднокатані (СВ-04 × 19Н11МЗ), порошкові (Пл-Нп-400 × 38ГЗРСТЮ) та спечені (ЛС-02 × 20Н11Т) [Рябцев И.А. Наплавка деталей машин и механизмов. - К.: Экология, 2004. - 160 с. - С. 57-61]. Холоднокатані сталеві стрічки виготовляються тільки з пластичних деформованих сплавів з малим змістом вуглецю і вони не відповідають різним потребам наплавних шарів. Товщина цієї стрічки складає 0,4-1,0 мм, ширина 20-100 мм. При використанні стрічки більшої ширини виникає при наплавленні магнітне дуття дуги, що знижує якість наплавлених шарів. Використання такої холоднокатаної стрічки при наплавленні не забезпечує необхідні експлуатаційні характеристики із-за неможливості отримати хімічний склад та фізико-механічні характеристики певних матеріалів. Порошкові стрічки виготовляють на спеціальних станах, які мають дозуючі пристрої та ролики для формування завальцювання стрічки-оболонки та ущільнення шихти із формованої стрічки. Порошкові стрічки для наплавлення мають товщину 3-4 мм і ширину 14-30 мм. Коефіцієнт заповнення порошкової стрічки досягає 45 %. Недоліки виробництва порошкової стрічки є використання дорогого устаткування. При наплавленні порошковими стрічками рідкі краплі матеріалу проходять через високотемпературну дугу і фізико-механічні характеристики порошкових матеріалів погіршуються, а це знижує експлуатаційну надійність виробу. При виробництві порошкової стрічки в ній виникають великі деформації з відомим обтисненням 40-50 %. Максимальний коефіцієнт заповнення профілю порошковим наповнювачем складає 45 %, а в металургії бажано мати коефіцієнт заповнення профілю 50-60 %. Також має місце нерівномірність заповнення по довжині трубчатого профілю порошковим наповнювачем, а це призводить до виникнення нестабільності розподілу порошкової маси по довжині стрічки. Спечені стрічки на металевої основи виготовляють методом порошкової металургії шляхом холодного формування та послідовного спікання в захисної атмосфери при температурі 12001300 °С суміші металевих порошків, феросплавів, графіту та інших матеріалів з розміром часток 70-200 мкм. Спечені стрічки випускають товщиною 1,0 мм та шириною 30-100 мм. Недоліками цих способів є те, що для спечених стрічок використовують дороге та складе механічне обладнання. Найбільш близьким за технічною суттю та результатом, що досягається, до запропонованого рішення (прототипом), є спосіб виготовлення порошкової наплавної стрічки одношовної [Патент РФ №2137565, В21С37/04, В23K35/40, 1998], що складається з металевої оболонки і порошку-наповнювача, що включає профілювання вихідної металевої стрічки в жолоб, заповнення жолоба порошком-наповнювачем, доформування жолоба в круглу трубчасту конструкцію і подальше її плющення в стрічку за два проходи в привідних прокатних клітях, який відрізняється тим, що плющенню піддають трубчасту заготовку, з'єднання якої виконане замковим, при цьому деформацію здійснюють в закритих калібрах з відносним обтисканням 4050 % в кожному з них, а діаметр трубчастої заготівки визначається відношенням Р/, де Р довжина периметра перерізу металевої оболонки готової стрічки, що наплавляється. Для виготовлення відомої порошкової стрічки використовують дороге та складе механічне обладнання. Крім того, при заповненні трубчастого профілю порошковим наповнювачем спостерігається нерівномірність заповнення по довжині, оскільки не забезпечується необхідного розподілу вільно падаючого з дозатора порошкового матеріалу по перетину жолоба і його довжині, що негативно позначається на показнику стабільності лінійної маси порошкового дроту. Для здобуття перед дозатором профілю незамкнутої овальної форми з горизонтальною більшою віссю і відбортовкою країв у вигляді горловини потрібне значне число робочих клітей із складною конфігурацією валків, що калібруються, а це збільшує габарити і металоємність стану, капітальні і експлуатаційні витрати. Крім того в способі-прототипі при деформації порошкового дроту в порошкову стрічку виникає небезпека руйнування тонкої оболонки, а збільшення її товщини призводить до зменшення коефіцієнту заповнення порошкової стрічки до 45 %. При наплавленні одношовною порошковою наплавною стрічкою, виготовленою по способупрототипу, рідкі краплі матеріалу стрічки проходять через високотемпературну дугу і фізикомеханічні характеристики порошкових матеріалів погіршуються, а це знижує експлуатаційну надійність виробу. В основу винаходу поставлено задачу удосконалити спосіб виготовлення стільникової зерно-порошкової наплавної стрічки шляхом модернізації металевої оболонки за рахунок зміни об'ємної форми рельєфу поверхні і використання зносостійких зерен, що приведе до 1 UA 106185 C2 5 10 15 20 25 30 35 40 45 50 55 60 підвищення якості стільникової зерно-порошкової наплавної стрічки при одночасному спрощенні технологічного процесу, внаслідок чого знизиться трудомісткість її виготовлення. Поставлена задача вирішується тим, що в способі виготовлення стільникової зернопорошкової наплавної стрічки, що включає формування з холоднокатаної металевої стрічки оболонки і заповнення її порошком-наповнювачем, із холоднокатаної металевої стрічки формують стільникові елементи, які укладають на металеву фольгу з однобічним клейовим покриттям для фіксації на ній ребер основи шестигранних вічок стільникових елементів, в кожне вічко яких за допомогою дозаторів вкладають твердосплавне зерно з підвищеною твердістю та зносостійкістю із захисною підкладкою, певної фракції, менше, ніж об'єм вічок, залишковий об'єм вічок заповнюють порошком-наповнювачем, який ущільнюють, і отриману конструкцію обгортають по периметру з перекриттям внапуск металевою фольгою, розміщуючи її клейовим покриттям всередину. Формування стільникових елементів із холоднокатаної металевої стрічки дозволяє отримати рівномірний об'ємний розподіл твердосплавних зерен і порошку-наповнювача по довжині стільникової зерно-порошкової наплавної стрічки, а це забезпечує рівномірний хімічний склад наплавленого шару при використанні стрічки як присадного матеріалу для наплавлення поверхні. Обгортання стільникових елементів металевою фольгою з клейовим покриттям фіксує стільникові елементи, виключає пересипання зерен і порошку-наповнювача з одних вічок в другі при намотуванні, розмотуванні і транспортуванні стрічки, дозволяє значно підвищити коефіцієнт заповнення стільникової зерно-порошкової наплавної стрічки та забезпечує їй міцність і герметичність. Все перераховане, а також використання твердосплавних зерен з підвищеною твердістю та зносостійкістю із захисною підкладкою для виготовлення стільникової зернопорошкової наплавної стрічки надає їй якісно нові показники у порівнянні з прототипом і дозволяє при наплавленні отримати малу глибину проплавлення основного металу деталі, більшу ширину наплавного шару і підвищити експлуатаційну надійність роботи виробу в 2-3 рази. Спосіб пояснюється кресленнями, де показана принципова технологічна схема виготовлення монолітної конструкції зерно-порошкової стільникової стрічки: фіг. 1 - вид зверху; фіг. 2 - поздовжній переріз А-А; фіг. 3 (А, Б, В, Г, Д, Е) - послідовність технології виробництва стільникової зерно-порошкової наплавної стрічки; 4 - загальний вид конструкції стільникової зерно-порошкової наплавної стрічки в аксонометрії. Спосіб виготовлення стільникової зерно-порошкової наплавної стрічки здійснюється таким чином. На стрічковий конвеєр 1 подають з барабана металеву фольгу 2 з однобічним клейовим покриттям наверх, на яку укладають стільникові елементи 3 з вічками 4, виготовлені штамповкою з холоднокатаної металевої стрічки 5. При переміщені стрічкового конвеєра 1 стільникові елементи 3 пересуваються під дозатор зерна 6, за допомогою якого відбувається точне укладання твердосплавних зерен 7 з підвищеною твердістю та зносостійкістю із захисною підкладкою у кожне вічко 4, що має форму шестигранної призми. При подальшому переміщенні конвеєра дозатор порошкової суміші 8 заповнює залишковий об'єм вічок 4 стільникових елементів 3 порошком-наповнювачем 9 і отриману просторову конструкцію ущільнюють по висоті. На її поверхню укладають металеву фольгу 2 клейовим покриттям усередину для фіксації її з ребрами верхньої основи шестигранників вічок 4. Отриману конструкцію обгортають внапуск по периметру обома листами металевої фольги. Таким чином отримують монолітну конструкцію стільникової зерно-порошкової наплавної стрічки 10. Приклад На стрічковий конвеєр подавали металеву фольгу з однобічним клейовим покриттям наверх, на неї укладали стільникові елементи вироблені із нержавіючої сталі 12 × 18Н10 Т товщиною 0,15 мм та шириною 50,0 мм. Розміри вічок шестигранника з радіусом описаного кола 4,6 мм. Площина одного вічка 51,36 мм 2. Висота вічок 8,0 мм. При переміщенні конвеєра кожне вічко стільникових елементів за допомогою дозатора заповнювали зернами твердого сплаву реліту (ТУ 322-19-005-96) розмірами 1,6-2,5 мм. Тип сплаву "3-1" з підкладкою, за яку використовували окис алюмінію Аl2О3 товщиною 150-250 мкм. Залишковий об'єм заповнювався порошковою масою (суміш СНГН-55) зернистістю 25-120 мкм. На поверхню отриманої конструкції укладали металеву фольгу клейовим покриттям усередину для фіксації її з ребрами верхньої основи шестигранників вічок. Таким чином отримували монолітну конструкцію стільникової зернопорошкової наплавної стрічки з розмірами: товщина 8,0 мм, ширина 28 мм і довжина 450-500 мм. Стільникова зерно-порошкова наплавна стрічка, виготовлена запропонованим способом, у порівнянні зі стрічкою, виготовленою по способу-прототипу, має наступні переваги: 2 UA 106185 C2 5 не використовується дороге та складне механічне устаткування, крім стрічкового конвеєра та дозаторів зерен і порошкової суміші; зменшується трудомісткість виготовлення порошкової стрічки; досягається значно вищий, до 90 %, постійний рівномірний коефіцієнт заповнення порошкової стрічки по довжині; покращуються фізико-механічні характеристики готового виробу. ФОРМУЛА ВИНАХОДУ 10 15 Спосіб виготовлення зерно-порошкової наплавної стрічки, що включає профілювання холоднокатаної металевої стрічки і заповнення її порошком-наповнювачем, який відрізняється тим, що холоднокатану металеву стрічку профілюють, формуючи стільникові елементи, які укладають на металеву фольгу з однобічним клейовим покриттям для фіксації на ній ребер основи шестигранних вічок стільникових елементів, в кожне вічко яких за допомогою дозаторів вкладають твердосплавне зерно з підвищеною твердістю та зносостійкістю із захисною підкладкою, певної фракції, менше, ніж об'єм вічок, залишковий об'єм вічок заповнюють порошком-наповнювачем, який ущільнюють, і отриману конструкцію обгортають по периметру з перекриттям внапуск металевою фольгою, розміщуючи її клейовим покриттям всередину. 3 UA 106185 C2 Комп’ютерна верстка С. Чулій Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B23K 9/04
Мітки: зерно-порошкової, стрічки, спосіб, наплавної, виготовлення, стільникової
Код посилання
<a href="https://ua.patents.su/6-106185-sposib-vigotovlennya-stilnikovo-zerno-poroshkovo-naplavno-strichki.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення стільникової зерно-порошкової наплавної стрічки</a>
Установка для прокатки порошкової наплавної стрічки
Номер патенту: 38765
Опубліковано: 12.01.2009
Автори: Лафазан Андрій Олександрович, Зареченський Деніс Олександрович, Чигарьов Валерій Васильович
МПК: B23K 35/40, B21B 38/00
Мітки: установка, стрічки, наплавної, прокатки, порошкової
Формула / Реферат:
Установка для прокатки порошкової наплавної стрічки, що містить верхній обтискний валок, закріплений на осьовій опорі, встановленій в опорних стояках, пристрій для контролю і запобігання перекосу верхнього обтискного валка, який містить гідроциліндр з гвинтовим штоком, яка відрізняється тим, що в опорних стояках виконані вертикальні напрямні отвори і горизонтальні пази, при цьому в напрямних отворах встановлені натискні штирі, на яких...
Спосіб виготовлення поліметалевої порошкової стрічки

Номер патенту: 75465
Опубліковано: 10.12.2012
Автори: Грибков Едуард Петрович, Свиридов Олександр Володимирович, Гринь Олександр Григорович
МПК: B23K 35/02
Мітки: спосіб, стрічки, поліметалевої, виготовлення, порошкової
Формула / Реферат:
Спосіб виготовлення поліметалевої порошкової стрічки, який полягає в подрібненні порошкового дроту трубчатої конструкції на металеву крупку, засипанні в контейнер, підігріванні і пресуванні через формуючу втулку, який відрізняється тим, що отриманий дріт прокатують в валках з гладкими бочками до стрічки необхідної геометрії, при цьому швидкість обертання валків , де
Склад шихти зносостійкої порошкової стрічки на основі системи fe-ti-c-b
Номер патенту: 34050
Опубліковано: 25.07.2008
Автори: Попов Сергій Миколайович, Антонюк Дмитро Анатолійович
МПК: B23K 35/36
Мітки: порошкової, fe-ti-c-b, основі, склад, шихти, зносостійкої, системі, стрічки
Формула / Реферат:
1. Склад шихти зносостійкої порошкової стрічки, який відрізняється тим, що всередині стальної оболонки знаходиться стрижень із суміші порошків 20-40 мас. % Ті, 80-60 мас. % В4С та 3-5 % рідкого скла К2O.4SiO2, які дозволяють отримати наплавлений метал з хімічним складом: 7,0-20,0 % Ті, 1,5-2,5 % С, 5-10 В, Fe - решта.2. Склад шихти за п. 1, який відрізняється тим, що при співвідношенні (Fe+Ti)/B4C=1,98...2,97, Fe/Ті=3,45...6,90,...
Склад шихти зносостійкої порошкової стрічки на основі системи fе-tі-c-b-n
Номер патенту: 35198
Опубліковано: 10.09.2008
Автор: Антонюк Дмитро Анатолійович
МПК: B23K 35/36
Мітки: стрічки, склад, порошкової, системі, основі, шихти, зносостійкої, fе-tі-c-b-n
Формула / Реферат:
Склад шихти зносостійкої порошкової стрічки, що містить титан та карбід бору, який відрізняється тим, що всередині залізної оболонки знаходиться стрижень із суміші порошків, яка додатково містить порошок нітриду бору (BN) та рідке скло (K2O·4SiO2), при кількісному їх співвідношенні: 35,0-39,5 % Ті, 60 % В4С, 3-5 % K2O·4SiО2, 0,5-5,0 % BN.
Склад порошкової стрічки
Номер патенту: 34646
Опубліковано: 15.03.2001
Автори: Чигарьов Валерій Васильович, Малінов Леонід Соломонович, Малінов Володимир Леонідович
МПК: B23K 35/368
Мітки: порошкової, склад, стрічки
Формула / Реферат:
Склад порошкової стрічки, що складається зі стальної оболонки та шихти з графіту та залізного порошку, який відрізняється тим, що до складу його введено ферохром, феромарганець, порошок алюмінієво-марганцевий, фторопласт при такому співвідношенні компонентів. мас.%причому кількість оболонки у складі порошкової стрічки - 50-60 мас.%.
Попередній патент: Індивідуальний тепловий пункт
Наступний патент: Спосіб визначення ефективності проведеної радіочастотної термоабляції пухлин печінки
Випадковий патент: Освітлювальний пристрій