Спосіб кування криволінійних плит
Номер патенту: 118042
Опубліковано: 25.07.2017
Автори: Косілов Максим Сергійович, Шарун Альона Олегівна, Марков Олег Євгенійович, Кальченко Петро Павлович

Формула / Реферат
Спосіб кування криволінійних плит, який полягає у протягуванні збілетованого злитка до плити прямокутного перерізу та заданої довжини, який відрізняється тим, що куванням у спідку заготівці надають трапецієподібної форми в поперечному перерізі з наступним протягуванням плоскими бойками та обкочуванням бочкоподібності по криволінійній ширині вузьким бойком.
Текст
Реферат: Спосіб кування криволінійних плит полягає у протягуванні збілетованого злитка до плити прямокутного перерізу та заданої довжини. Куванням у спідку заготівці надають трапецієподібної форми в поперечному перерізі з наступним протягуванням плоскими бойками та обкочуванням бочкоподібності по криволінійній ширині вузьким бойком. UA 118042 U (54) СПОСІБ КУВАННЯ КРИВОЛІНІЙНИХ ПЛИТ UA 118042 U UA 118042 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до галузі техніки, а саме до обробки металів тиском, і може бути використана для кування криволінійних плит для поворотних екскаваторів та для цементношиферної промисловості за допомогою нерівномірного деформування. Відомий спосіб виготовлення елементів великогабаритних ковано-зварних бандажів, що полягає в розкочуванні кільця, його подальшому розділенні на два півкільця та почерговому їх розгинанні [1]. Найбільш близьким аналогом є спосіб, який полягає в тому, що збілетований злиток протягують до пластини необхідного прямокутного перерізу та заданої довжини. Потім її гнуть ділянками на необхідний радіус кривизни в спеціальному штампі і остаточно правлять в холодному стані універсальним способом [2]. Загальними суттєвими ознаками відомого способу й того, що заявляється, є протягування збілетованого злитка до плити прямокутного перерізу та заданої довжини. Недоліком відомого способу є використання унікальних штампів та підвищена небезпека прийомів роботи при виготовленні криволінійних деталей, які пов'язані з тим, що більшу частину часу гнуття центр ваги пластин не збігається з вертикальною віссю штампа. В основу корисної моделі поставлена задача вдосконалення процесу отримання криволінійних плит та підвищення безпеки роботи при виготовленні криволінійних деталей. Поставлена задача вирішується за рахунок того, що куванням у спідку заготівці надають трапецієподібної форми в поперечному перерізі з наступним протягуванням плоскими бойками та обкочуванням бочкоподібності по криволінійній ширині вузьким бойком. Суть корисної моделі пояснюється кресленнями (фіг. 1-7), на яких зображені: фіг. 1 - криволінійна плита; фіг. 2 - попереднє протягування: фіг. 3 - протягування заготівки в спідку; фіг. 4 - протяжка заготівки в плоских бойках; фіг. 5 - обкатка заготівки; фіг. 6 - остаточне формування криволінійної плити по ширині; фіг. 7 - остаточне формування криволінійної плити по ширині, вид А. Запропонований спосіб здійснюється наступним чином. Збілетований злиток протягують до пластини необхідного прямокутного перерізу та заданої довжини (фіг. 2). Далі встановлюють протягнуту заготівку у спідок трапецієподібної форми та обтискають її до трапецієподібного перерізу (фіг. 3). Потім цю заготівку протягують у плоских бойках зі сторони більшої основи трапеції, до висоти, рівної меншій основі (фіг. 4). В результаті цього зі сторони більшої основи трапеції виникає більша течія металу, ніж з протилежної, і виникає вигин заготівки. Далі заготівку встановлюють на нижню плиту на ребро і легкими обтисненнями прогладжують по всій ширині (фіг. 5). Потім заготівку встановлюють в підкладний штамп (фіг. 6) та частинами з поступовим поворотом обробляють до поковочних розмірів (фіг. 7). Штамп виконується трапецієподібної форми у поперечному перерізі з метою легшого виймання. Приклад. Необхідно отримати поковку пластини криволінійної форми по ширині. Матеріал сталь 45, маса поковки - 1700 кг, маса злитка - 25009 кг. Пластина має наступні розміри (фіг. 1): внутрішній радіус RВН 780±5 мм, зовнішній радіус Rзовн 1320±5 мм, середній радіус Rсp 1050 мм, висота Нп 220±5 мм, ширина Вп 540±5 мм, довжина зовнішньої твірної Lп 2070 мм. В першому виносі після нагріву злитка до ковальської температури його білетують на конус, потім розвертають уздовж бойка та на нижній плиті верхнім бойком розганяють до ширини. Потім протягують у плоских бойках до розмірів ВзНз 230×600 мм. Після розмітки відрубують піддон, 180 мм від донного торця, та заготівку довжиною Lз 1750 мм з розворотом (фіг. 2). У другому виносі після нагріву заготівки до ковальської температури її подають під прес, легкою присадкою збивають окалину, встановлюють у спідок та обтискають по ширині до Всп=530 мм через конус по висоті до Нсп=230/330 мм за кілька проходів з розворотом (фіг. 3). Потім цю заготівку протягують у плоских бойках до висоти Н=230 мм з шириною В=550 мм частинами з розворотом (фіг. 4). У третьому виносі після підігріву металу до температури 950-1000 °C заготівку встановлюють на нижню плиту на ребро і легкими обтисненнями прогладжують по всій ширині до розмірів поперечного перерізу 230×600 мм (фіг. 5). Далі заготівку встановлюють в підкладний штамп та частинами з поступовим поворотом обробляють плиту до поковочних розмірів (фіг. 6). З метою легшого виймання поковки зі штампа, він виконується трапецієподібної форми, більша основа якої дорівнює поковочному розміру 540 мм, а менша основа - 530 мм. Ширина штампа 300 мм (фіг. 7). Далі, контролюючи шаблоном, поковку правлять по висоті та передають до термічного відділу. 1 UA 118042 U 5 10 Застосування пропонованого способу кування криволінійних плит дозоляє знизити витрату металу, трудомісткість механічної обробки при виготовлені зазначених виробів, виключає використання унікальних штампів та зменшує небезпеку процесу кування. Джерела інформації: 1. А.с. 642064 СССР. МПК В 21 J 5/00. Способ изготовления криволинейных деталей / Каракулов А. С. Цурков Б. А. (СССР).-2316740/25-27; заявл. 22.01.76; опубл. 15.01.79. Бюл. № 2.-2 с. 2. Цурков Б. А., Лысюра Г. С. Ковка крупногабаритных полубандажей. "Технология машиностроения". Научно-технический реферативный сборник, вып. 1. М., ЦИНТИАМ. 1964. - с. 33-34. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 15 Спосіб кування криволінійних плит, який полягає у протягуванні збілетованого злитка до плити прямокутного перерізу та заданої довжини, який відрізняється тим, що куванням у спідку заготівці надають трапецієподібної форми в поперечному перерізі з наступним протягуванням плоскими бойками та обкочуванням бочкоподібності по криволінійній ширині вузьким бойком. 2 UA 118042 U Комп’ютерна верстка Г. Паяльніков Міністерство економічного розвитку і торгівлі України, вул. М. Грушевського, 12/2, м. Київ, 01008, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B21J 5/00
Мітки: спосіб, плит, криволінійних, кування
Код посилання
<a href="https://ua.patents.su/5-118042-sposib-kuvannya-krivolinijjnikh-plit.html" target="_blank" rel="follow" title="База патентів України">Спосіб кування криволінійних плит</a>
Спосіб кування плит
Номер патенту: 59106
Опубліковано: 10.05.2011
Автори: Жбанков Ярослав Геннадійович, Алієв Іграмотдін Серажутдінович, Марков Олег Євгенійович
МПК: B21J 1/04
Формула / Реферат:
Спосіб кування плит, який полягає у протягуванні плити верхнім та нижнім бойками з наступним вигином, який відрізняється тим, що вихідна заготівка в вигляді плити із висотою 1,1∙hn, що отримана протягуванням, вигинається на відстані R/2 від краю плити верхнім плоским бойком шириною b та нижнім увігнутим бойком із радіусом R=2...8∙hn та глибиною h=0,05...0,5∙hn, після чого плита кантується на 180 градусів та вигинається в...
Спосіб кування опорних валків
Номер патенту: 117176
Опубліковано: 26.06.2017
Автори: Кальченко Петро Павлович, Косілов Максим Сергійович, Марков Олег Євгенійович, Коляденко Артем Віталійович
МПК: B21J 5/00
Мітки: опорних, валків, кування, спосіб
Формула / Реферат:
Спосіб кування опорних валків, який полягає у встановленні злитка на нижню сферичну увігнуту плиту з отвором для осадження та подальше осадження злитка верхньою сферичною увігнутою плитою для осадження, який відрізняється тим, що хвостовик злитка спирається на дно підставної вставки з глухим отвором, розміщеної в отворі нижньої сферичної увігнутої плити для осадження.
Спосіб кування валів
Номер патенту: 93867
Опубліковано: 27.10.2014
Автори: Жбанков Ярослав Геннадійович, Швець Олексій Анатолійович
МПК: B21J 1/04
Формула / Реферат:
Спосіб кування валів, який полягає в протягуванні циліндричної заготівки пласкими бойками до досягнення форми прямокутного перерізу з відношенням ширини до висоти 1,5…2, наступному профілюванні і протягуванні до форми прямокутного, потім квадратного та круглого поперечного перерізу, який відрізняється тим, що профілювання заготівки здійснюється ступінчастими бойками з кутом скосу ступеня α=15…45°, відносний зазор між якими становить...
Спосіб кування дисків
Номер патенту: 98712
Опубліковано: 12.05.2015
Автори: Ячмінь Юлія Олегівна, Руденко Наталія Олександрівна, Марков Олег Євгенійович
МПК: B21J 5/00
Мітки: кування, дисків, спосіб
Формула / Реферат:
Спосіб кування дисків, який полягає в осадженні заготівки з конічними кінцевими ділянками, який відрізняється тим, що конічні ділянки заготівки формуються при виготовленні злитка.
Спосіб кування дисків
Номер патенту: 98715
Опубліковано: 12.05.2015
Автори: Марков Олег Євгенійович, Недодай Руслана Сергіївна, Ячмінь Юлія Олегівна, Руденко Наталія Олександрівна
МПК: B21J 5/00
Мітки: кування, дисків, спосіб
Формула / Реферат:
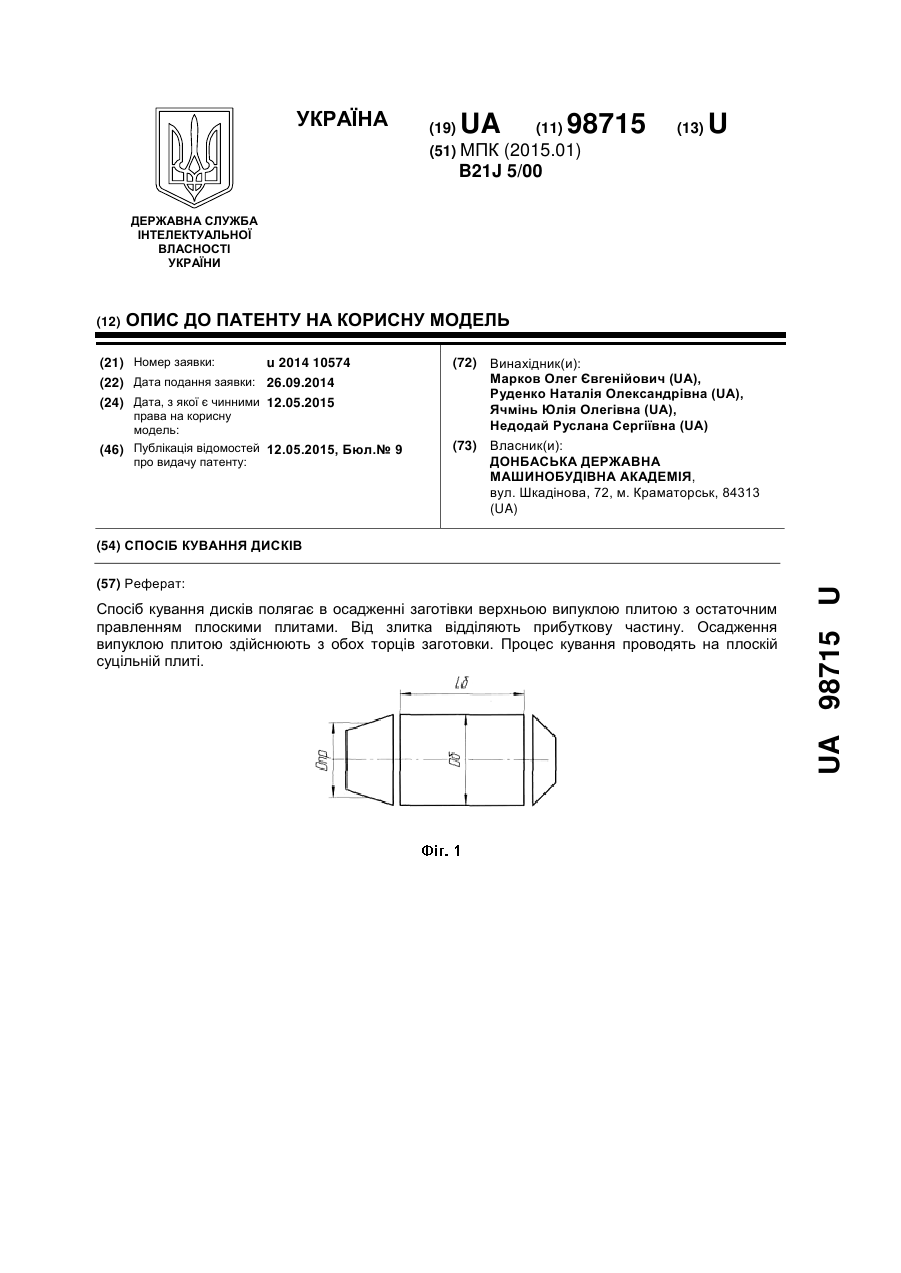
Спосіб кування дисків, який полягає в осадженні заготівки верхньою випуклою плитою з остаточним правленням плоскими плитами, який відрізняється тим, що від злитка відділяється прибуткова частина, осадження випуклою плитою здійснюється з обох торців заготовки, а процес кування проводять на плоскій суцільній плиті.
Попередній патент: Модифікований галотанін з протимікробними властивостями
Наступний патент: Гравітаційно-хвильова енергоустановка
Випадковий патент: Пристрій для виявлення феромагнітних сторонніх тіл, зокрема для захисту робочих органів збиральних машин