Спосіб кування валів
Номер патенту: 93867
Опубліковано: 27.10.2014
Автори: Швець Олексій Анатолійович, Жбанков Ярослав Геннадійович


Формула / Реферат
Спосіб кування валів, який полягає в протягуванні циліндричної заготівки пласкими бойками до досягнення форми прямокутного перерізу з відношенням ширини до висоти 1,5…2, наступному профілюванні і протягуванні до форми прямокутного, потім квадратного та круглого поперечного перерізу, який відрізняється тим, що профілювання заготівки здійснюється ступінчастими бойками з кутом скосу ступеня α=15…45°, відносний зазор між якими становить z/H=0,15…0,3, а відносна висота ступеня бойка і відносне обтиснення заготівки складає h/Η=0,1…0,2.
Текст
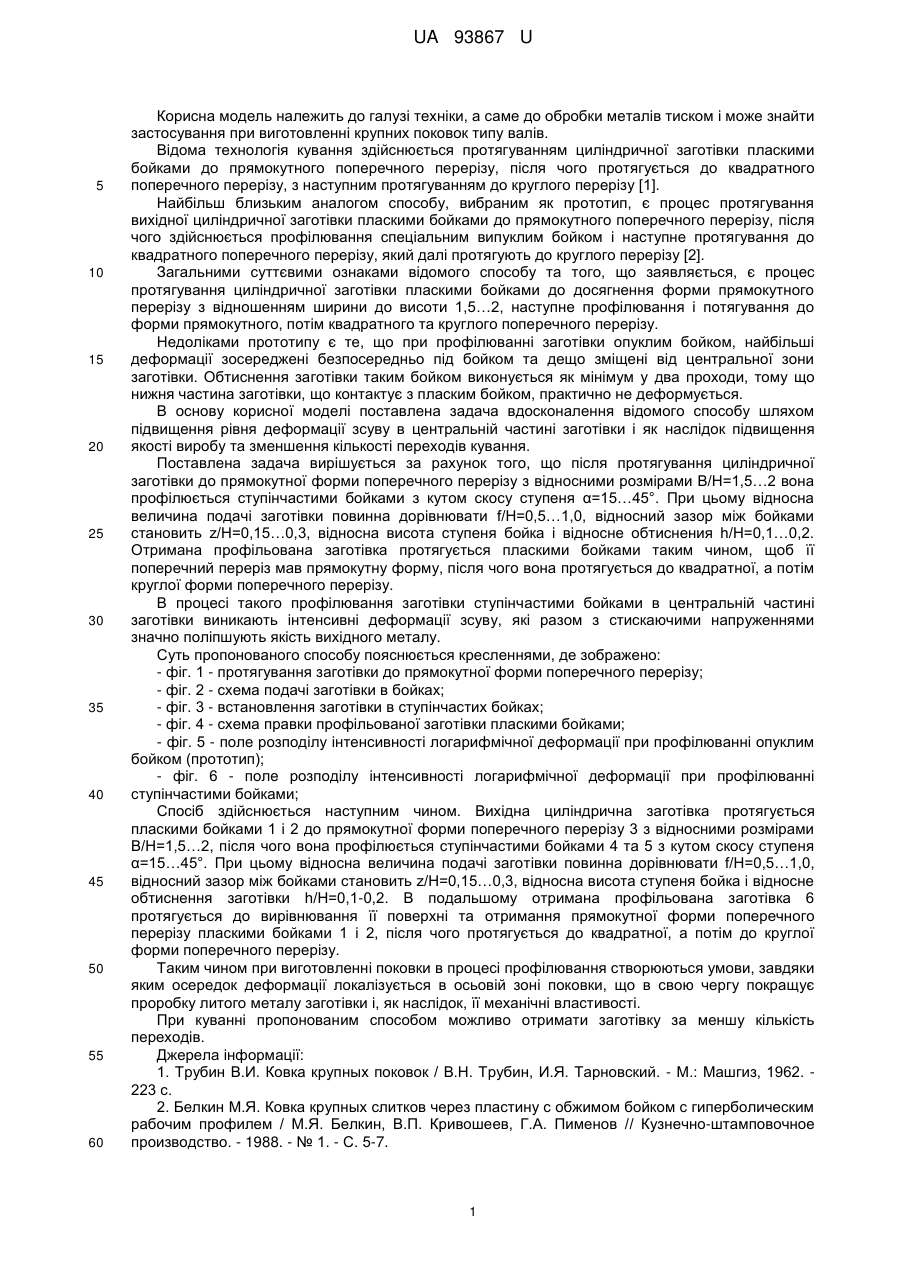
Реферат: UA 93867 U UA 93867 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до галузі техніки, а саме до обробки металів тиском і може знайти застосування при виготовленні крупних поковок типу валів. Відома технологія кування здійснюється протягуванням циліндричної заготівки пласкими бойками до прямокутного поперечного перерізу, після чого протягується до квадратного поперечного перерізу, з наступним протягуванням до круглого перерізу [1]. Найбільш близьким аналогом способу, вибраним як прототип, є процес протягування вихідної циліндричної заготівки пласкими бойками до прямокутного поперечного перерізу, після чого здійснюється профілювання спеціальним випуклим бойком і наступне протягування до квадратного поперечного перерізу, який далі протягують до круглого перерізу [2]. Загальними суттєвими ознаками відомого способу та того, що заявляється, є процес протягування циліндричної заготівки пласкими бойками до досягнення форми прямокутного перерізу з відношенням ширини до висоти 1,5…2, наступне профілювання і потягування до форми прямокутного, потім квадратного та круглого поперечного перерізу. Недоліками прототипу є те, що при профілюванні заготівки опуклим бойком, найбільші деформації зосереджені безпосередньо під бойком та дещо зміщені від центральної зони заготівки. Обтиснення заготівки таким бойком виконується як мінімум у два проходи, тому що нижня частина заготівки, що контактує з пласким бойком, практично не деформується. В основу корисної моделі поставлена задача вдосконалення відомого способу шляхом підвищення рівня деформації зсуву в центральній частині заготівки і як наслідок підвищення якості виробу та зменшення кількості переходів кування. Поставлена задача вирішується за рахунок того, що після протягування циліндричної заготівки до прямокутної форми поперечного перерізу з відносними розмірами В/Н=1,5…2 вона профілюється ступінчастими бойками з кутом скосу ступеня α=15…45°. При цьому відносна величина подачі заготівки повинна дорівнювати f/Η=0,5…1,0, відносний зазор між бойками становить z/Η=0,15…0,3, відносна висота ступеня бойка і відносне обтиснения h/H=0,1…0,2. Отримана профільована заготівка протягується пласкими бойками таким чином, щоб її поперечний переріз мав прямокутну форму, після чого вона протягується до квадратної, а потім круглої форми поперечного перерізу. В процесі такого профілювання заготівки ступінчастими бойками в центральній частині заготівки виникають інтенсивні деформації зсуву, які разом з стискаючими напруженнями значно поліпшують якість вихідного металу. Суть пропонованого способу пояснюється кресленнями, де зображено: - фіг. 1 - протягування заготівки до прямокутної форми поперечного перерізу; - фіг. 2 - схема подачі заготівки в бойках; - фіг. 3 - встановлення заготівки в ступінчастих бойках; - фіг. 4 - схема правки профільованої заготівки пласкими бойками; - фіг. 5 - поле розподілу інтенсивності логарифмічної деформації при профілюванні опуклим бойком (прототип); - фіг. 6 - поле розподілу інтенсивності логарифмічної деформації при профілюванні ступінчастими бойками; Спосіб здійснюється наступним чином. Вихідна циліндрична заготівка протягується пласкими бойками 1 і 2 до прямокутної форми поперечного перерізу 3 з відносними розмірами В/Η=1,5…2, після чого вона профілюється ступінчастими бойками 4 та 5 з кутом скосу ступеня α=15…45°. При цьому відносна величина подачі заготівки повинна дорівнювати f/Η=0,5…1,0, відносний зазор між бойками становить z/H=0,15…0,3, відносна висота ступеня бойка і відносне обтиснення заготівки h/Η=0,1-0,2. В подальшому отримана профільована заготівка 6 протягується до вирівнювання її поверхні та отримання прямокутної форми поперечного перерізу пласкими бойками 1 і 2, після чого протягується до квадратної, а потім до круглої форми поперечного перерізу. Таким чином при виготовленні поковки в процесі профілювання створюються умови, завдяки яким осередок деформації локалізується в осьовій зоні поковки, що в свою чергу покращує проробку литого металу заготівки і, як наслідок, її механічні властивості. При куванні пропонованим способом можливо отримати заготівку за меншу кількість переходів. Джерела інформації: 1. Трубин В.И. Ковка крупных поковок / В.Н. Трубин, И.Я. Тарновский. - М.: Машгиз, 1962. 223 с. 2. Белкин М.Я. Ковка крупных слитков через пластину с обжимом бойком с гиперболическим рабочим профилем / М.Я. Белкин, В.П. Кривошеев, Г.А. Пименов // Кузнечно-штамповочное производство. - 1988. - № 1. - С. 5-7. 1 UA 93867 U ФОРМУЛА КОРИСНОЇ МОДЕЛІ 5 10 Спосіб кування валів, який полягає в протягуванні циліндричної заготівки пласкими бойками до досягнення форми прямокутного перерізу з відношенням ширини до висоти 1,5…2, наступному профілюванні і протягуванні до форми прямокутного, потім квадратного та круглого поперечного перерізу, який відрізняється тим, що профілювання заготівки здійснюється ступінчастими бойками з кутом скосу ступеня α=15…45°, відносний зазор між якими становить z/H=0,15…0,3, а відносна висота ступеня бойка і відносне обтиснення заготівки складає h/Η=0,1…0,2. 2 UA 93867 U Комп’ютерна верстка Д. Шеверун Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Автори англійськоюZhbankov Yaroslav Hennadiiovych
Автори російськоюЖбанков Ярослав Геннадьевич
МПК / Мітки
МПК: B21J 1/04
Код посилання
<a href="https://ua.patents.su/5-93867-sposib-kuvannya-valiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб кування валів</a>
Спосіб кування валів
Номер патенту: 75646
Опубліковано: 10.12.2012
Автори: Кухар Володимир Валентинович, Василевський Олег Вікторович, Бурко Вадим Андрійович, Лісовий Максим Олегович, Божко Микита Євгенович
МПК: B21J 5/00
Формула / Реферат:
Спосіб кування валів, що включає протягування заготівки комбінованими бойками за декілька проходів з кантівками, який відрізняється тим, що обтискання при протягуванні здійснюють на ступінь деформації 5-12 % із кантуванням після кожного проходу на кут 80-100°, причому більший кут кантування забезпечують при менших ступенях деформації та при відносній подачі 0,6-0,7.
Спосіб кування крупних валів
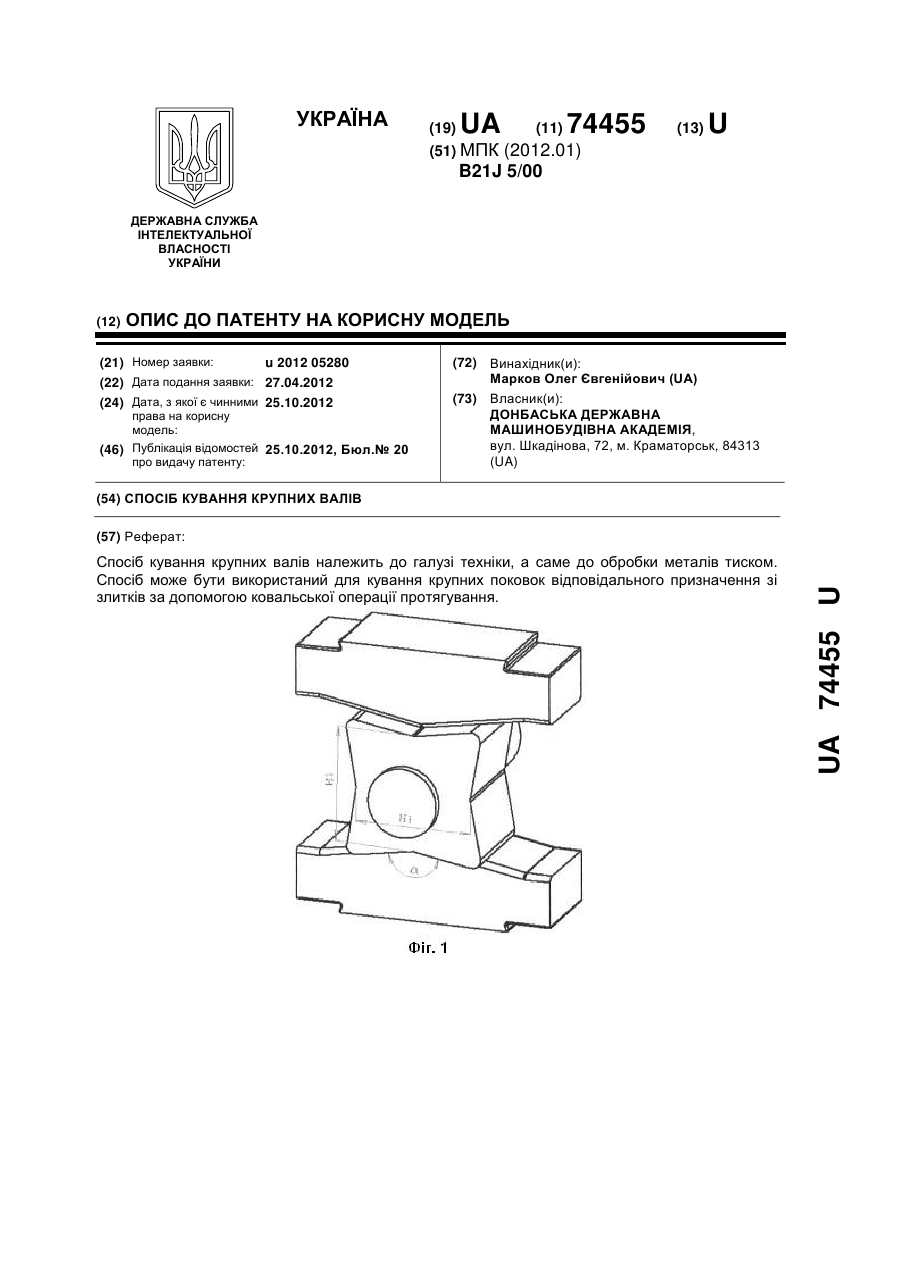
Номер патенту: 74455
Опубліковано: 25.10.2012
Автор: Марков Олег Євгенійович
МПК: B21J 5/00
Мітки: валів, крупних, кування, спосіб
Формула / Реферат:
Спосіб кування крупних валів, який включає протягування циліндричної заготовки опуклими бойками (верхнього та нижнього), використання проміжного кантування заготовки та подальшого деформування плоскими бойками, який відрізняється тим, що циліндричну заготовку обтискають верхнім та нижнім клиновими бойками з кутом a=140…165° на восьмигранник з увігнутими гранями з використанням проміжного кантування на 90°, після чого отриманий напівфабрикат...
Спосіб кування крупних валів
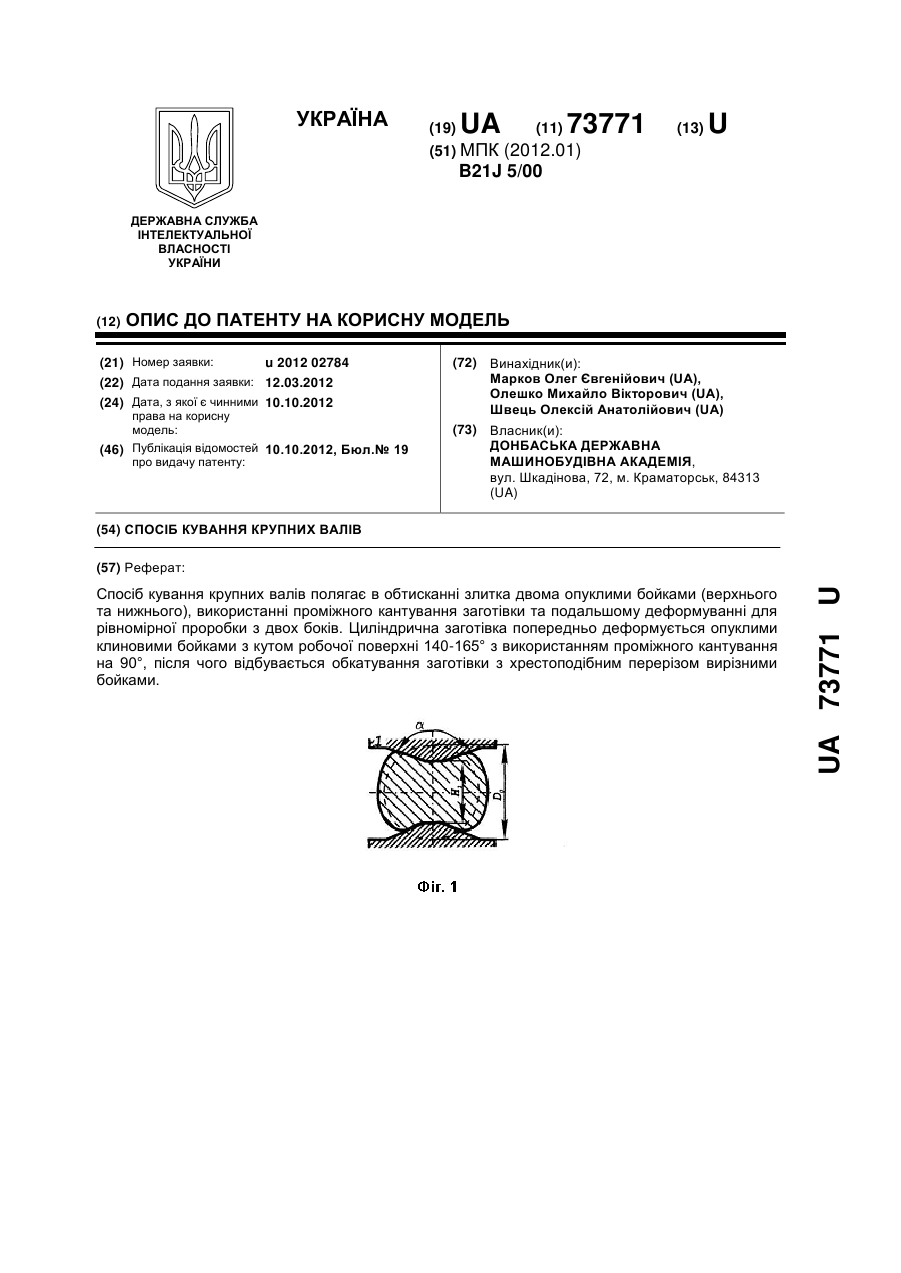
Номер патенту: 73771
Опубліковано: 10.10.2012
Автори: Олешко Михайло Викторович, Швець Олексій Анатолійович, Марков Олег Євгенійович
МПК: B21J 5/00
Мітки: крупних, валів, кування, спосіб
Формула / Реферат:
Спосіб кування крупних валів, який полягає в обтисканні злитка двома опуклими бойками (верхнього та нижнього), використанні проміжного кантування заготівки та подальшому деформуванні для рівномірної проробки з двох боків, який відрізняється тим, що циліндрична заготовка попередньо деформується опуклими клиновими бойками з кутом робочої поверхні 140-165° з використанням проміжного кантування на 90°, після чого відбувається обкатування...
Спосіб кування валів
Номер патенту: 74406
Опубліковано: 25.10.2012
Автори: Жбанков Ярослав Геннадійович, Таган Любов Вікторівна
МПК: B21J 1/00
Формула / Реферат:
Спосіб кування валів, який полягає у протягуванні заготівки бойками зі скошеною поверхнею, який відрізняється тим, що протягування виконують із постійним кантуванням заготівки в бойках, причому обтискання та кантування заготівки виконують за наступною схемою "обтискання - кантування на 90 градусів - обтискання - кантування на 45 градусів - обтискання - кантування на 90 градусів", після чого здійснюють подача заготівки і кують...
Спосіб кування осесиметричних виробів локальним деформуванням
Номер патенту: 79728
Опубліковано: 25.04.2013
Автори: Панов Володимир Володимирович, Гунько Максим Іванович, Єфімов Максим Вікторович, Селютін Олександр Андрійович, Коломоєць Андрій Миколайович, Лобанов Олександр Іванович, Бугайов Сергій Павлович
МПК: B21J 1/04
Мітки: деформуванням, осесиметричних, спосіб, локальним, виробів, кування
Формула / Реферат:
Спосіб кування осесиметричних виробів локальним деформуванням, який полягає у циклічному локальному осадженні по кругу вузьким бойком циліндричної заготівки, що суміщається з її обертанням навколо осі на кут, який забезпечує перекриття бойком частини осередку деформації попереднього локального осадження, який відрізняється тим, що спочатку вузьким бойком осаджуються кільцева, із внутрішнім радіусом L1=(0,2-0,3)Dз, периферійна частина...
Попередній патент: Пристрій для змішування порошкових матеріалів з безступінчастим приводом
Наступний патент: Спосіб відбору тепла з продуктів згоряння палива
Випадковий патент: Курильний виріб з ковпачком, що має подвійну функцію