Спосіб доменної плавки
Номер патенту: 119028
Опубліковано: 11.09.2017
Автори: Різницький Іван Григорович, Кассім Дар'я Олександрівна, Лялюк Віталій Павлович, Товаровський Йосип Григорович

Формула / Реферат
Спосіб доменної плавки, при якому виконують завантаження дрібного коксу разом з рудними скіпами, який відрізняється тим, що перед завантаженням дрібного коксу його розподіляють на дві фракції, з котрих більш дрібну 5-15 мм завантажують сумісно з рудною складовою частини шихти, а менш дрібну 15-40 мм завантажують окремими скіпами, які формують шари товщиною не менше ніж два середніх діаметри кусків цієї фракції, з періодичністю, що встановлюють із залежності DП=d×SП, де: DП - кількість звичайних подач між завантаженням скіпів дрібного коксу; d - частка висоти печі, що зайнята зоною розм'якшення матеріалів; SП - загальна кількість подач у печі.
Текст
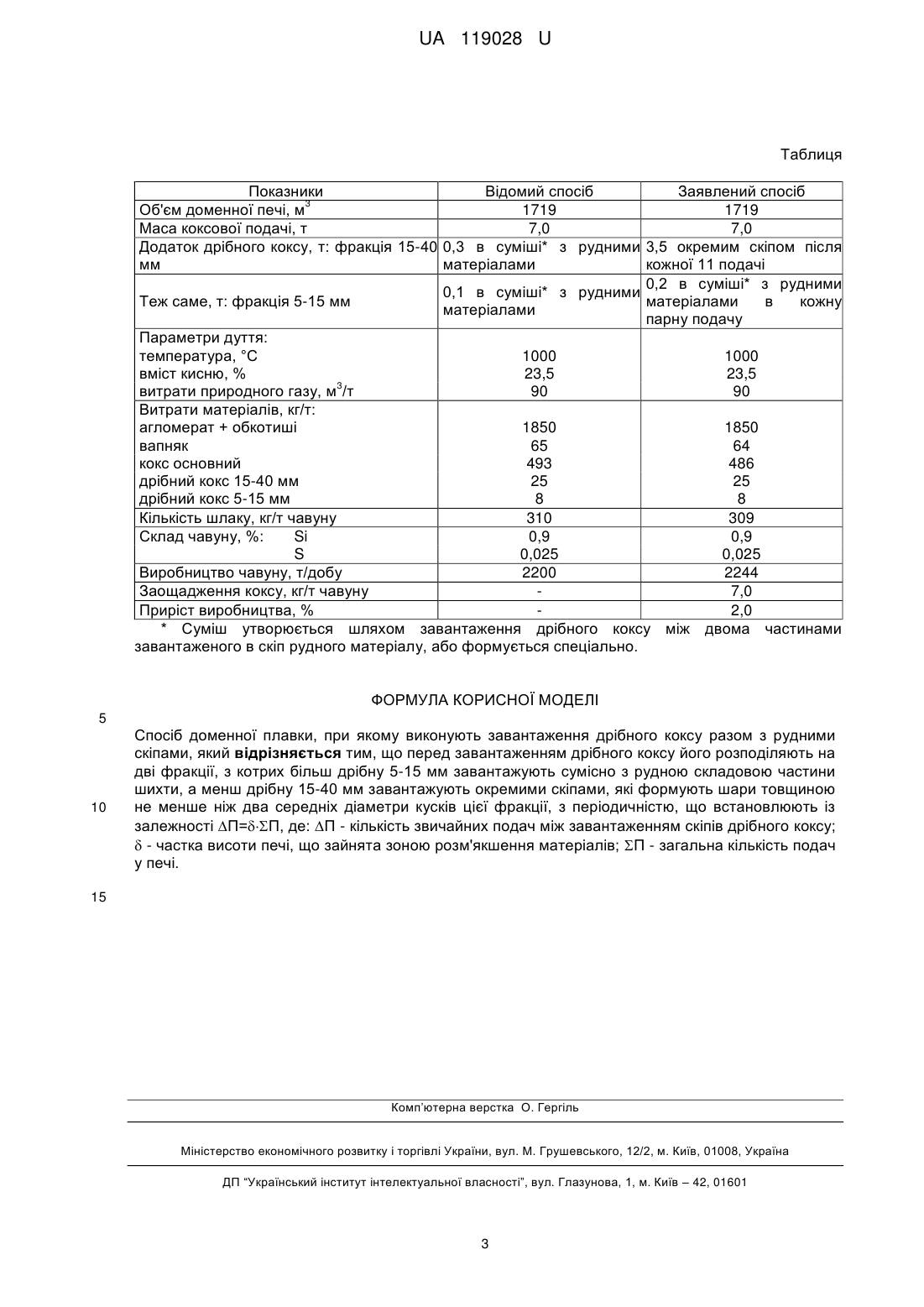
Реферат: Спосіб доменної плавки, при якому виконують завантаження дрібного коксу разом з рудними скіпами. Перед завантаженням дрібного коксу його розподіляють на дві фракції, з котрих більш дрібну 5-15 мм завантажують сумісно з рудною складовою частини шихти, а менш дрібну 15-40 мм завантажують окремими скіпами, які формують шари товщиною не менше ніж два середніх діаметри кусків цієї фракції, з періодичністю, що встановлюють із залежності П=П, де: П кількість звичайних подач між завантаженням скіпів дрібного коксу; - частка висоти печі, що зайнята зоною розм'якшення матеріалів; П - загальна кількість подач у печі. UA 119028 U (12) UA 119028 U UA 119028 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до області чорної металургії і може бути використана при виплавці чавуну і феросплавів у доменних печах. Відомий спосіб доменної плавки, що включає попереднє змішування залізорудних матеріалів фракції 5 мм з коксом фракції 8-11 мм в об'ємному відношенні 1/20-1/1 та підтримують відношення середніх діаметрів, дрібних залізорудних матеріалів і коксу в межах 0,35-0,45 [А.с. СРСР № 1235900, МПК С21В 5/00, 1986]. Відомий також спосіб доменної плавки, який включає завантаження залізорудних матеріалів з різною основністю, змішування частини залізорудної сировини, переважно низькоосновної, з коксом і пошарового завантаження в піч залізорудних матеріалів і коксу, нагрів їх, відновлення і плавлення з фільтрацією розплаву та випуск чавуну і шлаку, причому фракцію змішуваного з частиною залізорудної сировини, коксу підтримують рівною 10-25 мм, а його відносну масу K10-25 в суміші визначають за такою залежністю: K10-25=0,1(tф.во - tф.но)(1, 5…2,5), де tф.во и tф.но - відповідно температура початку фільтрації високоосновного і низькоосновного компонентів; 1,5-2,5 - витрата коксу на кожні 10 °C підвищення температури понад 1300 °C [А.с. СРСР № 1585337, МПК С21В 5/00, 1990, Бюл. № 30]. Недоліком цих способів (аналогів) є недостатній вплив на формування коксових "вікон" у зоні розм'якшення матеріалів, яка в сучасних умовах відіграє головне значення у пронизливості всього стовпа шихти у печі газовим потоком, що не дозволяє отримати максимальний технікоекономічний ефект. Найбільш близьким (прототипом) за технічною суттю і досягнутим результатом до способу доменної плавки, що заявляється, є спосіб доменної плавки, згідно з яким частину коксу фракцій 10-40 мм завантажують сумісно з рудною складовою частиною шихти [А.с. СРСР № 253081, МПК С21В 5/00, 1969, Бюл. № 30]. Недоліком відомого способу доменної плавки є те, що зі зниженням витрат коксу (основної фракції 40-80 мм) зменшується товща коксових шарів і відповідно площа коксових "вікон" у зоні розм'якшення матеріалів. При цьому дрібний кокс не додає площі "вікон", бо знаходиться у суміші з розм'якшеними матеріалами. Це призводить до збільшення газодинамічної напруги у вказаній зоні і відповідного погіршення умов газорозподілу в печі, що сприяє підвищенню витрат тепла і палива. В основу корисної моделі поставлена задача удосконалення способу доменної плавки із завантаженням дрібного коксу шляхом встановлення раціональних параметрів завантаження, що забезпечать підвищення газопронизливості не тільки в шарах твердих матеріалів, а й у зоні їх розм'якшення з поліпшенням таким чином газорозподілу, тепло-масообміну і відповідним заощадженням коксу при одночасному підвищенні продуктивності плавки. Поставлена задача вирішується за рахунок того, що у відомому способі доменної плавки із завантаженням дрібного коксу рудними скіпами, перед завантаженням дрібного коксу його розподіляють на дві фракції, з котрих більш дрібну, наприклад 5-15 мм, завантажують сумісно з рудною складовою частиною шихти, а менш дрібну, наприклад 15-40 мм, окремими скіпами, з яких формують шари товщиною не менше ніж два середніх діаметри кусків цієї фракції, з періодичністю, що встановлюють із залежності: ΔП=δΣП, де: ΔП - кількість звичайних подач між завантаженням скіпів дрібного коксу; δ - частка висоти печі, що зайнята зоною розм'якшення матеріалів; ΣП - загальна кількість подач у печі. Причинно-наслідковий зв'язок між сукупністю суттєвих ознак винаходу і технічним результатом, що досягається, полягає у наступному. Заміна частини коксу у стовпі шихти дрібним коксом, що завантажується з рудними матеріалами, приводить до зменшення висоти коксових шарів і відповідно площі коксових "вікон", через які проходять гази у зоні розм'якшення матеріалів. Для компенсації втраченої площі "вікон" потрібно періодично завантажувати окремими скіпами найбільшу фракцію дрібного коксу, наприклад, 15-40 мм, яка є найбільш міцною за дослідами, виконаними в роботі [Оцінка впливу на доменну плавку коксу фракції менш 40 мм / Н.П. Сисоєв, С.К. Сіба-гатуллін, В.К. Кропотов та ін. // Виробництво чавуну на межі століть: Праці V Міжнародного конгресу доменників. - Дніпропетровськ.: Пороги, 1999. - С. 216-218]. За цими ж дослідами більш дрібна фракція, наприклад, 5-15 мм, має найбільшу реакційну здатність. Ця властивість може бути використана для максимально-можливого підвищення температури розм'якшення залізорудних компонентів шихти шляхом змішення з ними цієї фракції коксу. Таким чином, роздільне завантаження двох фракцій дрібного коксу зазначеним способом дозволяє: зберегти площу коксових "вікон" для проходу газів у зоні розм'якшення матеріалів в печі; 1 UA 119028 U 5 10 15 20 25 30 35 за рахунок підвищення температури початку розм'якшення матеріалів зменшити висоту зони розм'якшення і загальний газодинамічний опір. Згідно з покращенням умов фільтрації газу в зазначеній зоні поліпшується газорозподіл і міра використання енергії газів, що сприяє заощадженню палива. Вибір наведених суттєвих ознак корисної моделі, їх технологічна взаємодія і параметри визначаються наступними чинниками. Періодичність завантаження скіпів більшої фракції дрібного коксу, наприклад 15-40 мм, позначається кількістю звичайних подач між завантаженням зазначених скіпів. Вона повинна бути такою, щоб додавати в зону розм'якшення матеріалів таку товщу більшої фракції дрібного коксу, на яку зменшилась загальна товща основних шарів коксу внаслідок заміни його дрібним коксом. Якщо загальна кількість подач у печі ΣП, а частка висоти зони розм'якшення (1000-1200 °C) від загальної висоти становить 5, то кількість звичайних подач між завантаженням скіпів більшої фракції дрібного коксу ΔП=δΣП. При цьому товща кожного шару повинна бути не менше ніж два середніх діаметри кусків цієї фракції, бо порожності між крайніми кусками частково заблоковані розм'якшеним матеріалом, і лише проміжні порожності між суміжними кусками створюють канали для проходу газів. Наведені міркування належать до випадку, коли дрібний кокс фракції 15-40 мм завантажений між двома шарами рудної частини шихти. Коли ж шар дрібного коксу завантажують між двома шарами основного коксу, умова мінімальної товщі шару дрібного коксу у два середні діаметри кусків не обов'язкова. Таким чином, лише завантаження згідно з зазначеними параметрами дозволяє отримати очікувані технічний результат і ефект. Приклад здійснення способу. 3 Доменна піч об'ємом 1719 м вміщує 75 подач при масі коксу однієї подачі 7 т. Частка зони розм'якшення становить 15 % висоти печі. Кількість фракції дрібного коксу 15-40 мм, що використовується, становить 4,5 % від основного коксу, а фракції 5-15 мм - 1,5 %. Діаметр печі в 2 2 зоні розм'якшення - 10 м, а площа: (πd )/4=78,5 м . Згідно із залежністю ΔП = 0,1575=11. Таким чином дрібний кокс фракції 15-40 мм потрібно завантажувати після кожної 11-ї 3 звичайної подачі. Кількість коксу: 70,04511=3,5 т (1 скіп), або 3,5/0,5=7 м . Середня висота коксового шару у подачі: 7/78,5=0,0918 м, або 91,8 мм. Середній розмір куска (40+15)/2=27,5 мм. Таким чином, висота шару коксу фракції 15-40 мм дорівнює 91,8/27,5=3,2 кусків, що задовольняє умови збереження газопронизливості в зоні розм'якшення. Дрібний кокс фракції 515 мм можна завантажувати не в кожну подачу, а через одну у кількості 70,0152=0,21 т сумісно із залізорудними матеріалами. Результати випробування наведені у таблиці, де надані показники при використанні відомого і запропонованого способів. Таким чином, одержано очікуваний ефект у вигляді заощадження 7 кг/т чавуну коксу і приросту виробництва чавуну на 2 %. 40 2 UA 119028 U Таблиця Показники Відомий спосіб Заявлений спосіб 3 Об'єм доменної печі, м 1719 1719 Маса коксової подачі, т 7,0 7,0 Додаток дрібного коксу, т: фракція 15-40 0,3 в суміші* з рудними 3,5 окремим скіпом після мм матеріалами кожної 11 подачі 0,2 в суміші* з рудними 0,1 в суміші* з рудними Теж саме, т: фракція 5-15 мм матеріалами в кожну матеріалами парну подачу Параметри дуття: температура, °C 1000 1000 вміст кисню, % 23,5 23,5 3 витрати природного газу, м /т 90 90 Витрати матеріалів, кг/т: агломерат + обкотиші 1850 1850 вапняк 65 64 кокс основний 493 486 дрібний кокс 15-40 мм 25 25 дрібний кокс 5-15 мм 8 8 Кількість шлаку, кг/т чавуну 310 309 Склад чавуну, %: Si 0,9 0,9 S 0,025 0,025 Виробництво чавуну, т/добу 2200 2244 Заощадження коксу, кг/т чавуну 7,0 Приріст виробництва, % 2,0 * Суміш утворюється шляхом завантаження дрібного коксу між двома частинами завантаженого в скіп рудного матеріалу, або формується спеціально. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 5 10 Спосіб доменної плавки, при якому виконують завантаження дрібного коксу разом з рудними скіпами, який відрізняється тим, що перед завантаженням дрібного коксу його розподіляють на дві фракції, з котрих більш дрібну 5-15 мм завантажують сумісно з рудною складовою частини шихти, а менш дрібну 15-40 мм завантажують окремими скіпами, які формують шари товщиною не менше ніж два середніх діаметри кусків цієї фракції, з періодичністю, що встановлюють із залежності П=П, де: П - кількість звичайних подач між завантаженням скіпів дрібного коксу; - частка висоти печі, що зайнята зоною розм'якшення матеріалів; П - загальна кількість подач у печі. 15 Комп’ютерна верстка О. Гергіль Міністерство економічного розвитку і торгівлі України, вул. М. Грушевського, 12/2, м. Київ, 01008, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
МПК / Мітки
МПК: C21B 5/00
Мітки: плавки, доменної, спосіб
Код посилання
<a href="https://ua.patents.su/5-119028-sposib-domenno-plavki.html" target="_blank" rel="follow" title="База патентів України">Спосіб доменної плавки</a>
Спосіб доменної плавки

Номер патенту: 113207
Опубліковано: 25.01.2017
Автори: Кассім Дар'я Олександрівна, Ляхова Ірина Анатоліївна, Лялюк Віталій Павлович, Онопа Володимир Миколайович
МПК: C21B 3/00, C21B 7/20, C21B 5/00
Мітки: плавки, спосіб, доменної
Формула / Реферат:
Спосіб доменної плавки, що включає циклічну зміну її параметрів, який відрізняється тим, що циклічно змінюють кількість завантаженого на колошник доменної печі кускового антрациту на заміну коксу, причому період роботи доменної печі при питомій витраті антрациту 60-70 кг/т чавуну дорівнює 15-30 діб, а період роботи печі при питомій витраті антрациту 80-90 кг/т чавуну дорівнює 7-12 діб.
Спосіб доменної плавки

Номер патенту: 53529
Опубліковано: 11.10.2010
Автори: Кассім Дар'я Олександрівна, Тараканов Аркадій Костянтинович, Товаровський Йосип Григорович, Кекух Анатолій Володимирович, Лялюк Віталій Павлович, Листопадов Владислав Станіславович, Шеремет Володимир Олександрович
МПК: C21B 3/00
Мітки: доменної, спосіб, плавки
Формула / Реферат:
Спосіб доменної плавки, що включає роздільне завантаження через колошник доменної печі збільшених за масою порцій коксу і залізорудних матеріалів, попереднє змішування залізорудних матеріалів з кусковим вугіллям при заданому масовому співвідношенні, який відрізняється тим, що частину коксу, заміщуваного вугіллям (В), у загальній масі кускового палива, що завантажується у піч, визначають зі...
Спосіб ведення доменної плавки
Номер патенту: 102544
Опубліковано: 10.11.2015
Автори: Ковшов Володимир Миколайович, Петренко Віталій Олександрович, Заблоцький Павло Олександрович, Набока Володимир Іванович
МПК: C21B 5/00
Мітки: плавки, ведення, доменної, спосіб
Формула / Реферат:
Спосіб ведення доменної плавки, що включає завантаження через колошник доменної печі залізорудних матеріалів та коксу в концентричні зони колошника та підтримання відношення площі S осьової зони з високою газопроникністю шихти до решти площі колошника у межах 0,066-0,136, причому в зону зниженої газопроникності шихти завантажують решту коксової подачі у зону зі зниженою газопроникністю шихти, який відрізняється тим, що завантаження кожної...
Спосіб доменної плавки

Номер патенту: 55057
Опубліковано: 10.12.2010
Автори: Учитель Олександр Давидович, Тараканов Аркадій Костянтинович, Кекух Анатолій Володимирович, Лялюк Віталій Павлович, Шеремет Володимир Олександрович, Листопадов Владислав Станіславович, Кассім Дар'я Олександрівна, Товаровський Йосип Григорович
МПК: C21B 3/00
Мітки: плавки, доменної, спосіб
Формула / Реферат:
Спосіб доменної плавки, що включає роздільне завантаження через колошник доменної печі збільшених за масою порцій коксу і залізорудних матеріалів, попереднє змішування залізорудних матеріалів з кусковим вугіллям при заданому масовому відношенні, який відрізняється тим, що максимально можливу частину заміщеного вугіллям коксу в загальній масі завантаженого в доменну піч кускового палива встановлюють залежно від гарячої міцності коксу зі...
Спосіб доменної плавки

Номер патенту: 13209
Опубліковано: 15.03.2006
Автори: Лялюк Віталій Павлович, Шеремет Володимир Олександрович, Сокуренко Анатолій Валентинович, Донсков Євгеній Гаврилович, Дмитренко Кирилл Анатолійович, Орел Григорій Іванович, Листопадов Владислав Станіславович, Антоненко Юрій Борисович, Кекух Анатолій Володимирович
МПК: C21B 5/00
Мітки: плавки, спосіб, доменної
Формула / Реферат:
Спосіб доменної плавки, що включає завантаження в доменну піч залізорудних матеріалів, флюсів і коксу, що розрізняється широким фракційним складом, реакційною здатністю (CRI), холодною (М35, М10) і гарячою міцністю (CSR), який відрізняється тим, що кокс із гарячою міцністю у кількості 5-50 % від загальної маси коксу завантажують в осьову зону колошника печі радіусом
Попередній патент: Картридж-іонізатор установки для очищення питної води
Наступний патент: Кишенькова попільничка
Випадковий патент: Композиційне формоване паливо