Спосіб виготовлення гнучкого шаруватого матеріалу для виробів на основі фольги
Номер патенту: 119126
Опубліковано: 11.09.2017
Автори: Лістратенко Олександр Михайлович, Проценко Максим Анатолійович, Клімова Людмила Василівна, Тимчук Ігор Трохимович, Нікітський Геннадій Ігоревич, Фомін Олександр Олександрович, Борщов В'ячеслав Миколайович
Формула / Реферат
1. Спосіб виготовлення гнучкого шаруватого матеріалу для виробів на основі фольги, який включає в себе нанесення на фольгу поліімідного лаку з наступною полімеризацією шляхом нагріву, який відрізняється тим, що на очищену фольгу наносять за допомогою аплікатора поліімідний лак та одночасно прикладають силу натягування, після чого здійснюють сушіння шляхом плавного підйому температури із швидкістю 2,5¸5,0 °С за хвилину від кімнатної до 80¸100 °С, витримують при такій температурі впродовж 20¸30 хвилин, після чого забезпечують дегідроциклізацію лакового поліімідного покриття шляхом плавного підйому температури зі швидкістю 2,5¸5,0 °С за хвилину до 300¸350 °C і витримки при такій температурі впродовж 30¸40 хвилин.
2. Спосіб за п. 1, який відрізняється тим, що як фольга використовується мідна, алюмінієва, нікелева, хромова, титанова фольга, а також фольга з резистивних сплавів нікелю.
Текст
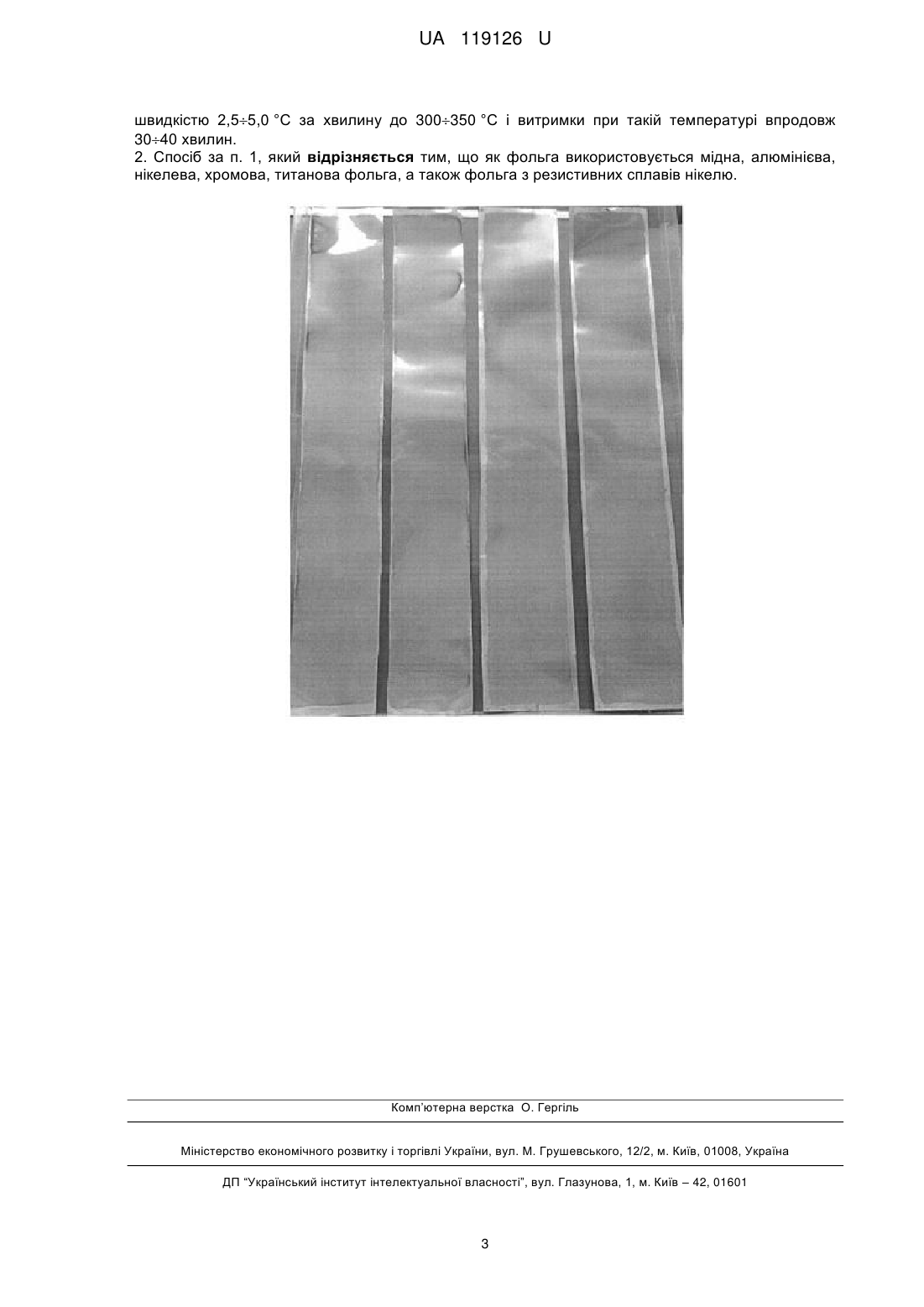
Реферат: Спосіб виготовлення гнучкого шаруватого матеріалу для виробів на основі фольги включає в себе нанесення на фольгу поліімідного лаку з наступною полімеризацією шляхом нагріву. На очищену фольгу наносять за допомогою аплікатора поліімідний лак та одночасно прикладають силу натягування. Здійснюють сушіння шляхом плавного підйому температури із швидкістю 2,55,0 °С за хвилину від кімнатної до 80100 °С. Витримують при такій температурі впродовж 2030 хвилин. Забезпечують дегідроциклізацію лакового поліімідного покриття шляхом плавного підйому температури зі швидкістю 2,55,0 °С за хвилину до 300350 °C і витримки при такій температурі впродовж 3040 хвилин. UA 119126 U (12) UA 119126 U UA 119126 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до технології виготовлення лакофольгових поліімідних матеріалів на основі фольги з нікелю, нікелевих і інших резистивних сплавів для плівкових електронагрівачів, фольгових тензорезисторів і датчиків, а також до технології виготовлення лакофольгових поліімідних матеріалів на основі мідної, алюмінієвої фольги і фольги з інших металів для формування гнучких і гнучко-жорстких одно- та багатошарових комутаційних елементів, плат і друкарських кабелів. У теперішній час є досить актуальною проблема створення відносно дешевих гнучких фольгованих шаруватих матеріалів широкої номенклатури, що технологічно швидко виготовляються. Пов'язано це з тим, що існуючі гнучкі фольговані шаруваті матеріали, що використовуються при виготовленні друкованих плат і шлейфів, передбачають їх виконання за допомогою використання дорогої, трудоємної і тривалої за часом технології та дуже складного для обслуговування спеціалізованого устаткування. З попереднього рівня техніки відомий спосіб одержання гнучкого шаруватого матеріалу, описаного в патенті РФ № 2021150 "Способ получения фольгированного полиимида" [1]. Спосіб 3 забезпечує отримання рулонного фольгованого полііміду з товщиною шару міді 5± 1 мкм з високою міцністю зчеплення міді до полііміду. Вказаний спосіб полягає в тому, що на поліімідну плівку наносилася склеювальна речовина, плівка із склеювальною речовиною нагрівалася і ламінувалася принаймні з одного боку мідною фольгою шляхом спільного їх пресування. Нагрів поліімідної плівки із склеювальною речовиною здійснювався в чотири стадії: на першій - при 35±5 °C, на другій - при 45±5 °C, на третій і четвертій - при 55±5 °C при швидкості протягування 46 м/хв. Далі здійснюється обробка у вакуумі поверхонь, що з'єднуються, поліімідної плівки зі склеювальною речовиною та мідної фольги важкими прискореними іонами аргону та подальше 3 ламінування поліімідної плівки мідною фольгою завтовшки 5± 1 мкм з попереднім їх нагрівом до 120±5 °C. Недоліком вказаного технічного рішення є те, що якість рулонного шаруватого матеріалу значною мірою залежить від швидкості протягання полііміду. При малих і великих швидкостях протягання адгезив погіршує свої властивості. Іншим істотним недоліком є дуже висока складність спеціалізованого устаткування для виготовлення шаруватого фольгованого полііміду, що вимагає наявність пресового і вакуумного устаткування. Крім того, такий спосіб отримання рулонного фольгованого міддю полііміду обмежує можливості використання шаруватого матеріалу певних необхідних геометричних розмірів, а також не дозволяє використовувати різні матеріали фольги для необхідних функціональних застосувань друкованих плат. При цьому через наявність адгезивного шару такий шаруватий матеріал не може працювати в діапазоні температур від мінус 200 °C до плюс 250 °C. Іншим відомим технічним рішенням є спосіб, описаний в патенті РФ № 2240921 "Способ получения гибкого лакофольгового материала" [2]. Суть способу полягає в тому, що на поверхні металевої фольги формують шар поліімідного покриття. Спочатку здійснюють очищення і знежирення металевої фольги. Наносять на металеву фольгу поліімідний лак завтовшки 5150 мкм і здійснюють попереднє сушіння, при температурі 40100 °C. Прикладають силу натягування шляхом намотування металевої фольги з нанесеним поліімідним покриттям спільно з полімерною прокладковою стрічкою з коррексу товщиною 100400 мкм за температури 120230 °C до ступеня полімеризації поліімідного покриття 6070 %. Здійснюють остаточне сушіння при температурі 295350 °C до заданого ступеня полімеризації поліімідного покриття 95100 % і охолодження. Недоліком цього технічного рішення є також висока складність спеціалізованого устаткування для виготовлення рулонного гнучкого лакофольгового матеріалу. Також цей спосіб не має можливості виготовлення шаруватого матеріалу тільки в необхідних геометричних розмірах для виготовлення необхідного виробу. Технологічний процес є тривалим і дорогим. Технічною задачею пропонованого технічного рішення (корисної моделі) є створення простого та технологічного способу виготовлення гнучкого лакофольгового шаруватого матеріалу, який можна було б використовувати в діапазоні температур від -200 °C до +250 °C. Основним технічним результатом заявленого технічного рішення у порівнянні з відомими аналогами є спрощення та підвищення технологічності способу виготовлення шаруватих матеріалів необхідних геометричних розмірів з широкої номенклатури металевої фольги. Додатковим технічним результатом є забезпечення запропонованою корисною моделлю можливості використання одержуваного шаруватого матеріалу в діапазоні температур від 200 °C до +250 °C. Суть корисної моделі виражається наступною сукупністю суттєвих ознак, достатніх для досягнення заявленого технічного результату: 1 UA 119126 U 5 10 15 20 25 30 35 40 45 50 1. Спосіб виготовлення гнучкого шаруватого матеріалу для виробів на основі фольги, який відрізняється тим, що на очищену фольгу наносять за допомогою аплікатора поліімідний лак та одночасно прикладають силу натягування, після чого здійснюють сушіння шляхом плавного підйому температури із швидкістю 2,55,0 °C за хвилину від кімнатної до 80100 °C, витримують при такій температурі впродовж 2030 хвилин, після чого забезпечують дегідроциклізацію лакового поліімідного покриття шляхом плавного підйому температури зі швидкістю 2,55,0 °C за хвилину до 300350 °C і витримки при такій температурі впродовж 3040 хвилин. Запропоноване технічне рішення має наступний розвиток щодо окремих варіантів його виконання: 2. Спосіб за п. 1, який відрізняється тим, що як фольга використовується мідна, алюмінієва, нікелева, хромова, титанова фольга, а також фольга з резистивних сплавів нікелю. Детально суть запропонованої корисної моделі пояснюється прикладом конкретного виготовлення шаруватого матеріалу. Тонкий лист фольги з алюмінієвого сплаву, наприклад, типу А5 необхідного розміру, після очищення встановлюють в оснащенні, що дозволяє прикласти до листа фольги силу натягування. Далі алюмінієву фольгу натягують та за допомогою аплікатора, наприклад, типу ELCOMETER 3508&3560, наносять поліімідний лак, наприклад, типу АД-9103ИС з товщиною шару, наприклад, 40 мкм. Після чого фольгу в оснащенні з нанесеним шаром поліімідного лаку встановлюють в сушильну шафу з витяжкою, наприклад електропіч лабораторну типу СНО 5.5.5/4И1. Далі здійснюють сушіння лакофольгового шаруватого матеріалу в електропечі із плавним підйомом температури із швидкістю 2,55,0 °C за хвилину від кімнатної температури до 80100 °C і витримують при цій температурі впродовж 2030 хвилин. В подальшому забезпечують дегідроциклізацію (полімеризацію) лакового поліімідного покриття шляхом плавного підйому температури із швидкістю 2,55,0 °C за хвилину до 300350 °C і витримки при такій температурі впродовж 3040 хвилин. Після цього шаруватий матеріал в оснащенні витягається з сушильної шафи і охолоджується до кімнатної температури в оснащенні з прикладеною силою натягування. Реалізація заявленої корисної моделі із застосуванням існуючих матеріалів і технологічного устаткування та оснащення технічної трудності не становить. Основний технічний результат досягається завдяки спрощенню, здешевленню та підвищенню технологічності виготовлення гнучких лакофольгових шаруватих матеріалів широкої номенклатури за рахунок виключення з технологічного циклу високовартісного, складного спеціалізованого устаткування, у тому числі вакуумного і пресувального устаткування. Додатковий технічний результат забезпечується завдяки виключенню з технології одержання шаруватого матеріалу використання адгезивного шару. Працездатність одержаних гнучких лакофольгових (безадгезивних) матеріалів, виготовлених за заявленою корисною моделлю, підтверджена при виготовленні дослідних зразків гнучких алюмінієвих плат і нікелевих нагрівачів. На кресл. наведено фотографії дослідних зразків, одержаних за запропонованою корисною моделлю гнучких лакофольгових алюміній-поліімідних шаруватих матеріалів. Джерела інформації: 1. Патент Российской Федерации № 2021150 "Способ получения фольгированного полиимида" // Бюллетень Федеральной службы по интеллектуальной собственности, патентам и товарным знакам "Изобретения. Полезные модели", 1994. 2. Патент Российской Федерации № 2240921 "Способ получения гибкого лакофольгового материала" // Бюллетень Федеральной службы по интеллектуальной собственности, патентам и товарным знакам "Изобретения. Полезные модели", 2004. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 55 60 1. Спосіб виготовлення гнучкого шаруватого матеріалу для виробів на основі фольги, який включає в себе нанесення на фольгу поліімідного лаку з наступною полімеризацією шляхом нагріву, який відрізняється тим, що на очищену фольгу наносять за допомогою аплікатора поліімідний лак та одночасно прикладають силу натягування, після чого здійснюють сушіння шляхом плавного підйому температури із швидкістю 2,55,0 °С за хвилину від кімнатної до 80100 °С, витримують при такій температурі впродовж 2030 хвилин, після чого забезпечують дегідроциклізацію лакового поліімідного покриття шляхом плавного підйому температури зі 2 UA 119126 U швидкістю 2,55,0 °С за хвилину до 300350 °C і витримки при такій температурі впродовж 3040 хвилин. 2. Спосіб за п. 1, який відрізняється тим, що як фольга використовується мідна, алюмінієва, нікелева, хромова, титанова фольга, а також фольга з резистивних сплавів нікелю. Комп’ютерна верстка О. Гергіль Міністерство економічного розвитку і торгівлі України, вул. М. Грушевського, 12/2, м. Київ, 01008, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B32B 33/00
Мітки: гнучкого, шаруватого, виробів, матеріалу, виготовлення, фольги, спосіб, основі
Код посилання
<a href="https://ua.patents.su/5-119126-sposib-vigotovlennya-gnuchkogo-sharuvatogo-materialu-dlya-virobiv-na-osnovi-folgi.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення гнучкого шаруватого матеріалу для виробів на основі фольги</a>
Заготовка з гнучкого шаруватого пакувального матеріалу для виготовлення секціонованих пакетів
Номер патенту: 93001
Опубліковано: 10.09.2014
Автор: Мірошник Ірина Миколаївна
МПК: B65D 85/00, B32B 27/00, B65D 75/18
Мітки: матеріалу, пакувального, заготовка, секціонованих, шаруватого, пакетів, виготовлення, гнучкого
Формула / Реферат:
Заготовка із гнучкого шаруватого пакувального матеріалу для виготовлення секціонованих пакетів для впакування наборів різнорідних дисперсних продуктів, яка має вигляд полотна, що складається із двох однакових дзеркально симетричних частин, кожна з яких має щонайменше дві смуги для формування камер для зберігання порцій включених у набір дисперсних продуктів, причому обидві смуги у вихідному стані мають щонайменше один спільний для них...
Спосіб виготовлення шаруватого вуглецевого матеріалу

Номер патенту: 92773
Опубліковано: 10.09.2014
Автори: Михайленко Наталія Анатоліївна, Семенцов Юрій Іванович, Картель Микола Тимофійович, Янченко Володимир Володимирович
Мітки: виготовлення, матеріалу, вуглецевого, шаруватого, спосіб
Формула / Реферат:
1. Спосіб виготовлення шаруватого вуглецевого матеріалу, що включає приготування дисперсії вуглецевих нанотрубок, нанесення виготовленої дисперсії вуглецевих нанотрубок на поверхню листа розширеного графіту, який відрізняється тим, що для приготування дисперсії вуглецевих нанотрубок змішують протягом 0,5-5 хвилин воду й акрилову дисперсію в об'ємному співвідношенні 2:0,75-1,5, додають вуглецеві нанотрубки з розрахунку 8-15 г вуглецевих...
Спосіб виготовлення шаруватого матеріалу та шаруватий матеріал
Номер патенту: 73676
Опубліковано: 15.08.2005
Автори: Ващенко Василь Пилипович, Топчев Михайло Дмитрович, Олексієнко Ігор Михайлович
МПК: B32B 15/01, B32B 5/02, B22F 3/20
Мітки: спосіб, виготовлення, шаруватий, матеріалу, матеріал, шаруватого
Формула / Реферат:
1. Спосіб виготовлення шаруватого матеріалу, за яким волокнистий матеріал складають у вигляді заготовки, пресують з утворенням проникної об'ємної поруватої структури, стабілізують за формою і пасивують поверхневим і/або дифузійним покриттям, який відрізняється тим, що під час пасивації до волокнистого матеріалу прикладають зовнішню силу, яка спричиняє зсув точок контактування волокон із створенням умов суцільного покриття волокон, фінішну...
Спосіб виготовлення виробів з композиційного матеріалу на основі алмазу
Номер патенту: 36041
Опубліковано: 10.10.2008
Автори: Шульженко Олександр Олександрович, Гаргін Владислав Герасимович, Русінова Наталія Олександрівна, Розенберг Олег Олександрович
МПК: C22C 26/00
Мітки: виготовлення, алмазу, матеріалу, основі, виробів, спосіб, композиційного
Формула / Реферат:
1. Спосіб виготовлення виробів з композиційного матеріалу на основі алмазу, що включає формування просочуючого шару із суміші, що містить принаймні кремній в кількості, достатній для просочування алмазної маси, та графіт, при якому отримують формовку, форма якої відповідає профільній робочій частині виробу, який необхідно виготовити, потім на профільну поверхню формовки просочуючого шару насипають алмазну масу, здійснюють нагрівання цієї...
Спосіб виготовлення виробів з композиційного матеріалу на основі алмазу
Номер патенту: 86331
Опубліковано: 10.04.2009
Автори: Гаргін Владислав Герасимович, Шульженко Олександр Олександрович, Розенберг Олег Олександрович, Русінова Наталія Олександрівна
МПК: C04B 35/14, C04B 41/85, C04B 35/52, C22C 26/00
Мітки: виготовлення, матеріалу, основі, виробів, композиційного, спосіб, алмазу
Формула / Реферат:
1. Спосіб виготовлення виробів з композиційного матеріалу на основі алмазу, що включає одержання профільної просочувально-формуючої формовки із суміші, що містить принаймні кремній в кількості, достатній для просочування алмазної маси, і графіт, після чого на профільну поверхню просочувально-формуючої формовки насипають алмазну масу, здійснюють нагрівання у нагрівачі комірки високого тиску до температури, достатньої для плавлення кремнію, і...
Попередній патент: Кормова добавка для сільськогосподарської птиці
Наступний патент: Пристрій для спалювання газів
Випадковий патент: Спосіб виготовлення заготовок із сплаву на основі вольфраму