Спосіб виготовлення заготовок із сплаву на основі вольфраму
Номер патенту: 106573
Опубліковано: 10.09.2014
Автори: Бондаренко Володимир Петрович, Андреєв Ігор Вікторович, Мартинова Людмила Михайлівна
Формула / Реферат
1. Спосіб виготовлення заготовок із сплаву на основі вольфраму, що включає пресування порошкової суміші, рідкофазне спікання пресовки у водневому середовищі, який відрізняється тим, що пресовку спікають у дві стадії, а саме: твердофазно при температурах 900-1300 °C та остаточно рідкофазно у водневому середовищі за температури, що на 10-20 °C перевищує температуру появи рідкої фази у сплаві.
2. Спосіб за п. l, який відрізняється тим, що перед остаточним спіканням проводять переупаковку попередньо спеченої пресовки з використанням оксиду алюмінію А12О3 (глинозему).
Текст
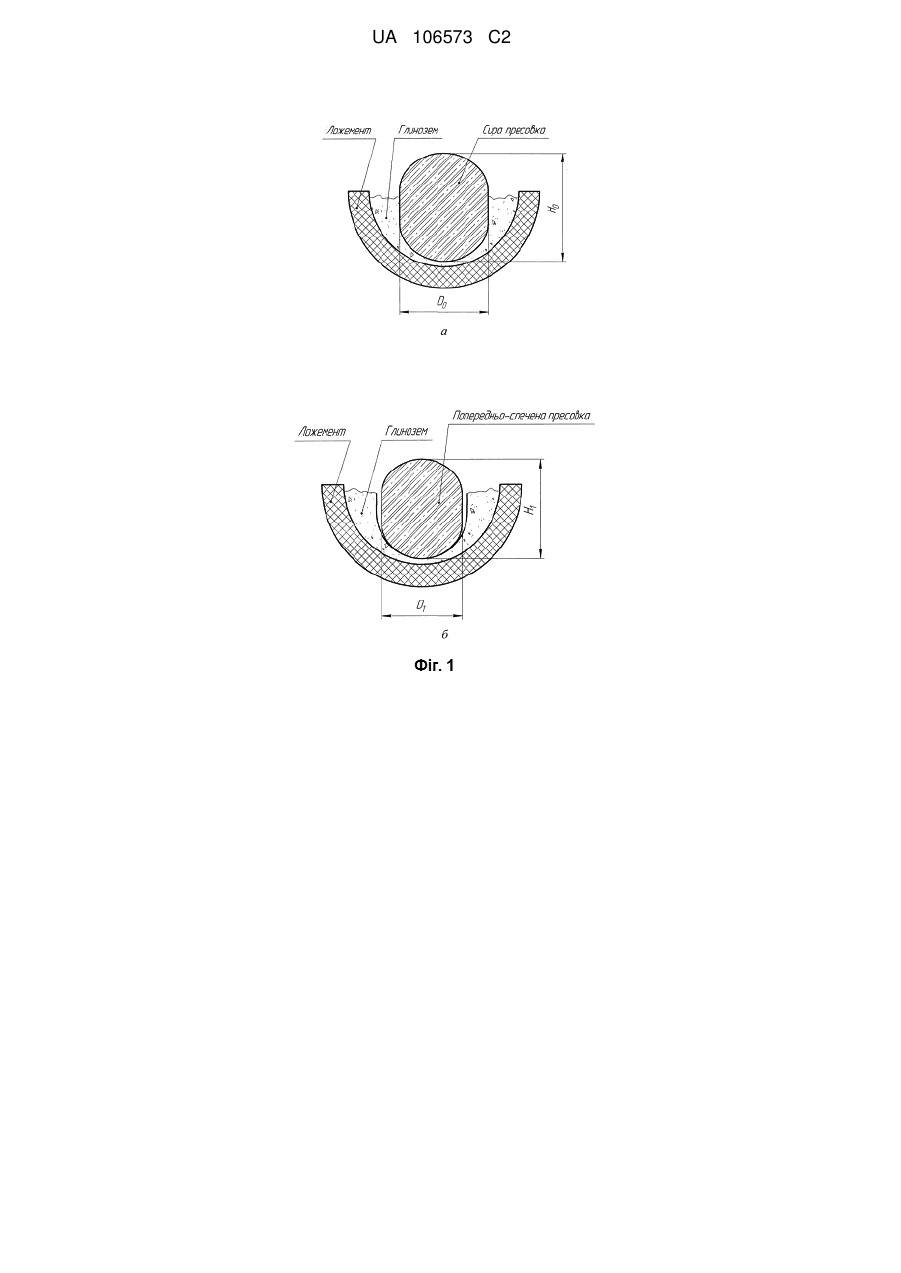
Реферат: Винахід належить до порошкової металургії. Заявлено спосіб виготовлення заготовок із сплаву на основі вольфраму, у якому пресовку спікають у дві стадії: твердофазно при 900-1300 °C та остаточно рідкофазно у водневому середовищі за температури, що на 10-20 °C перевищує температуру появи рідкої фази у сплаві. Перед остаточним спіканням можуть проводити переупаковку спеченої пресовки оксидом алюмінію А12О3. Технічний результат: зменшення пористості та формозміни заготівки UA 106573 C2 (12) UA 106573 C2 UA 106573 C2 5 10 15 20 25 30 35 40 45 50 55 60 Винахід належить до порошкової металургії і може бути використаний при промисловому виробництві виробів із сплаву на основі вольфраму. Відомий спосіб спікання циліндричних заготовок із сплаву на основі вольфраму в печі стаціонарної дії у водневому середовищі за температури, що перевищує температуру появи у сплавах рідкої фази в інтервалі 0-40 °C. (див. В.П. Бондаренко, І.В. Андреев, О.Μ. Барановський, В.В. Щербань. Вплив вмісту зв'язки на формозміни виробів з вольфрамових сплавів в процесі рідкофазного спікання // Породоразрушающий и металлообрабатывающий инструмент - техника и технология его изготовления и применения: Сб. научн. тр.-2009. - Вып. 12. - С. 407-413). Недоліки цього способу: при таких температурних режимах спікання відбуваються формозміни зразків за рахунок в'язкопластичної течії під дією гравітації, при цьому спотворюється істотно форма виробів, що призводить до підвищення витрат сировини та браку. Відношення лінійних розмірів перерізу до висоти (D/H) зразка, відповідно до прототипу, становить більше 1,15. В основу винаходу поставлена задача зменшення надмірної формозміни заготовки із сплаву на основі вольфраму шляхом зміни режимів спікання і введення додаткової операції, що забезпечує зменшення пористості пресовки перед її рідкофазним спіканням, а також обмеження спотворення геометричної форми заготовки при спіканні. Поставлена задача вирішується тим, що у способі виготовлення заготовок із сплаву на основі вольфраму, що включає пресування порошкової суміші та рідкофазне спікання пресовки у водневому середовищі, відповідно винаходу, пресовку спікають у дві стадії, а саме: твердофазне спікання за температури 900-1300 °C та остаточне рідкофазне спікання у водневому середовищі за температури, що на 10-20 °C перевищує температуру появи рідкої фази у сплаві. Крім того, перед остаточним спіканням проводять переупаковку попередньо спеченої пресовки з використанням оксиду алюмінію Аl2О3 (глинозему). Це призводить до зменшення формозміни (спотворення форми виробу) при її рідкофазному спіканні. Технічне рішення, що заявляється, пояснюється наступними прикладами його здійснення. Приклад. Із порошкової суміші на основі вольфраму отримано пресовки діаметром 50 мм і довжиною 100 мм, які розміщували у контейнері горизонтально. Попереднє спікання здійснювали за температури 900-1300 °C у водневому середовищі у засипці з оксиду алюмінію (глинозему). Після охолодження спечені зразки переупаковували порошком оксиду алюмінію, завантажували у контейнер та спікали за температури, що на 10-20 °C перевищує температуру появи рідкої фази у сплаві. Суть винаходу пояснюють креслення. На фіг. 1, 2 приведено схеми виготовлення циліндричних заготовок із сплаву на основі вольфраму відповідно запропонованого способу. Спресовану заготовку діаметром D 0 і висотою Н0 розміщують у контейнері у засипці оксиду алюмінію (рис. І а). Укладений спресований зразок спікають за температури 900-1300 °C. Після спікання отримують попередньо спечений зразок з розмірами: D1; Н1. На фіг. 2 приведена схема остаточного спікання заготовки із сплаву на основі вольфраму відповідно до запропонованого способу. Попередньо спечену пресовку із сплаву на основі вольфраму з розмірами D 1; Н1 укладають у контейнер (фіг. 2 а). Проводять остаточне спікання у водневому середовищі за температури, що на 10-20 °C перевищує температуру появи рідкої фази у сплаві. Після спікання заготовки у присутності рідкої фази та процесу в'язко-пластичної течії її розміри становлять D1; Н2; тобто параметр перерізу D1 не змінився завдяки утворенню корку оксиду алюмінію і не відбулося надмірного спотворення форми заготовки (фіг. 2б). При чому відношення перерізу до висоти (D 1 /H 2 ) становить ~ 1. Також відношення D1/H2 можна регулювати параметрами попереднього спікання. Практична перевірка описаного винаходу виготовлення заготовок показала її ефективність (фіг. 3). На фіг. 3а представлено зображення зразка, спеченого методом одностадійного спікання рідкофазного у водневому середовищі відповідно до відомого способу (прототипу). Це привело до спотворення геометричної форми заготовки. У зразка, спеченого по технологічних ежимах відповідно заявленому способу, а саме - спікання у дві стадії з переупаковкою зразка з використанням оксиду алюмінію перед остаточним спіканням, спостерігається відсутність його формозміни за розмірами (рис. 3б) при забезпеченні необхідної густини зразка по його довжині (див. таблицю). 1 UA 106573 C2 5 10 15 У контейнері, що має форму і розміри порожнини, рівні попередньо спеченій пресовці, спечена заготовка внаслідок в'язко-пластичної течії прийме форму ложемента у контейнері, спотворення форми буде заданим, ніж при спіканні в одну стадію, коли в'язко-пластична течія виробу під час спікання іде вільно. Проведені дослідження по практичній реалізації способу двостадійного спікання показали, що міцність на стиск пористого спеку з оксиду алюмінію Аl 2O3, отриманого при температурі попереднього спікання, достатня, щоб витримати тиск пресовки, що пластично тече. Формоутримувачем зразка при рідкофазному спіканні виступає пориста корка з оксиду алюмінію, що формується за розміром попередньо спеченої пресовки. Вона дозволяє запобігти критичній в'язкопластичній течії виробу із сплаву на основі вольфраму і при цьому зберегти задану при формуванні виробу геометричну форму. Слід відмітити, що нерівномірність густини по висоті зразка, спеченого у дві стадії спікання, 3 не перевищує 0,1-0,2 г/см , порівняно із зразком, що спікався в одну стадію (див. таблицю). З результатів, наведених у таблиці та рисунках можна зробити наступні висновки: заявлений спосіб спікання заготовок із сплаву на основі вольфраму із введенням спікання у дві стадії та переупаковки попередньо спеченої заготовки оксидом алюмінію Аl2О3 перед остаточним спіканням виключить необхідність виготовлення окремих ложементів для попереднього та кінцевого спікання та зменшить формозміни (спотворення) форми виробів. Такий спосіб дозволить у промисловому виробництві виготовляти заготовки із сплаву на основі вольфраму заданої форми для різного призначення та зменшити їх брак. 20 Таблиця Розподіл густини ρ, (г/см) зразків по їх довжині Об'єкт Прототип Заявлений спосіб Метод спікання одностадійний двостадійний твердофазне рідкофазне Режими спікання, °C 1450-1500 °C 900-1300 °C на 10-20 °C перевищує появу рідкої фази 3 Густина зразків по їх довжині, ρ, (г/см ) середня верх низ примітка 16,95 17,20 16,70 16,98 17,05 16,97 Заготовки переупаковуються з використанням оксиду алюмінію Al2O3 ФОРМУЛА ВИНАХОДУ 25 30 1. Спосіб виготовлення заготовок із сплаву на основі вольфраму, що включає пресування порошкової суміші, рідкофазне спікання пресовки у водневому середовищі, який відрізняється тим, що пресовку спікають у дві стадії, а саме: твердофазно при температурах 900-1300 °C та остаточно рідкофазно у водневому середовищі за температури, що на 10-20 °C перевищує температуру появи рідкої фази у сплаві. 2. Спосіб за п. 1, який відрізняється тим, що перед остаточним спіканням проводять переупаковку попередньо спеченої пресовки з використанням оксиду алюмінію Аl2О3 (глинозему). 2 UA 106573 C2 3 UA 106573 C2 4 UA 106573 C2 Комп’ютерна верстка Л. Литвиненко Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 5
ДивитисяДодаткова інформація
Автори англійськоюMartynova Liudmyla Mykhailivna
Автори російськоюМартынова Людмила Михайловна
МПК / Мітки
Мітки: вольфраму, основі, спосіб, виготовлення, сплаву, заготовок
Код посилання
<a href="https://ua.patents.su/7-106573-sposib-vigotovlennya-zagotovok-iz-splavu-na-osnovi-volframu.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення заготовок із сплаву на основі вольфраму</a>
Спосіб виготовлення заготовок із сплаву на основі вольфраму
Номер патенту: 89534
Опубліковано: 25.04.2014
Автори: Андреєв Ігор Вікторович, Бондаренко Володимир Петрович, Мартинова Людмила Михайлівна
МПК: C22C 1/05
Мітки: основі, сплаву, спосіб, вольфраму, виготовлення, заготовок
Формула / Реферат:
1. Спосіб виготовлення заготовок із сплаву на основі вольфраму, що включає пресування порошкової суміші, рідкофазне спікання пресовки у водневому середовищі, який відрізняється тим, що пресовку спікають у дві стадії, а саме: твердофазне спікання при температурах 900-1300 °C та остаточне рідкофазне спікання у водневому середовищі за температури, що на 10-20 °C перевищує температуру появи рідкої фази у сплаві.2. Спосіб за п. 1,...
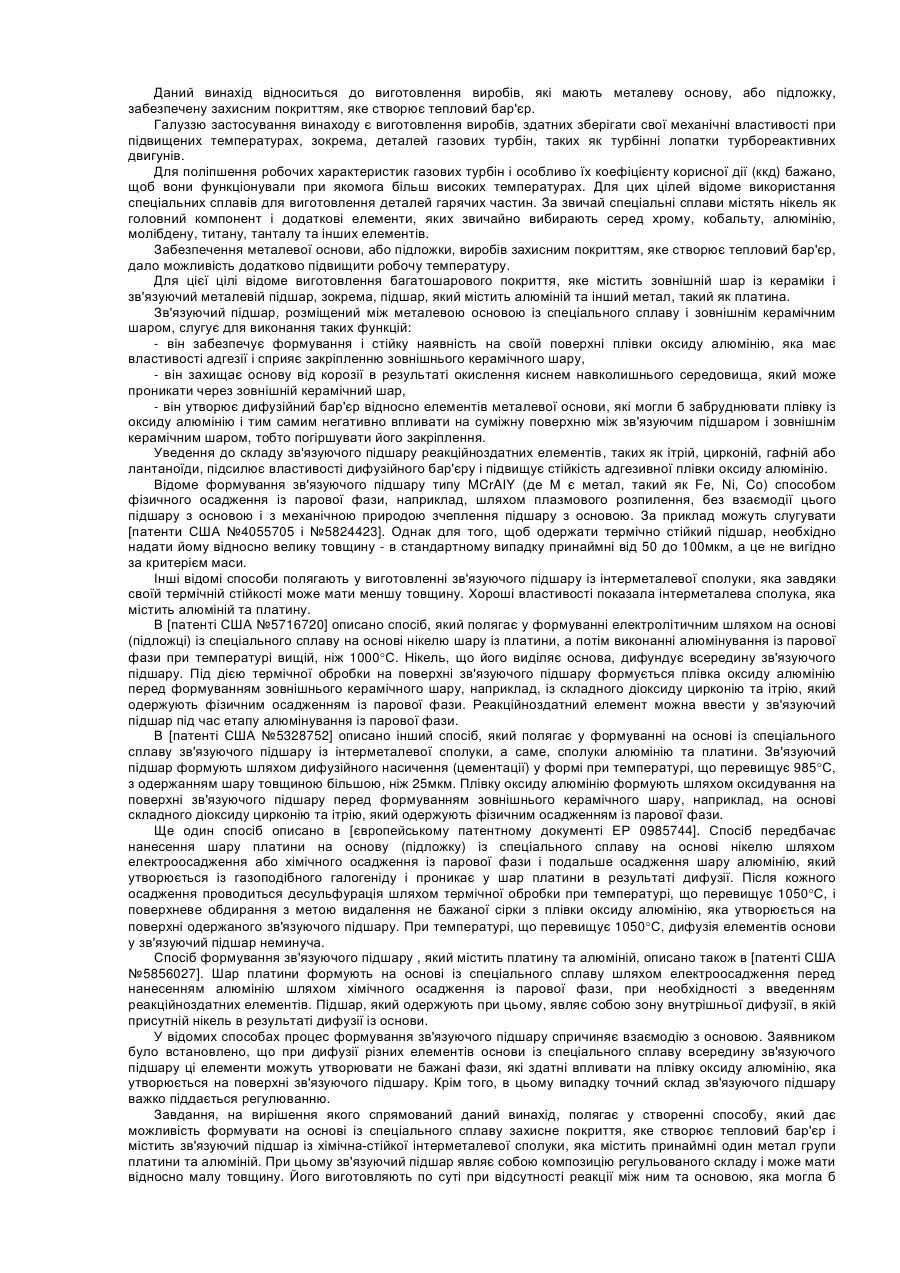
Спосіб виготовлення на основі зі спеціального сплаву захисного покриття, яке створює тепловий бар’єр, зі зв’язуючим підшаром і виріб, одержаний цим способом.
Номер патенту: 73116
Опубліковано: 15.06.2005
Автори: Бертран Сант Рамон, Джон Ніколлс
МПК: C23C 14/16, C23C 14/28, B32B 15/01, C23C 4/12, B32B 15/04, C23C 14/58
Мітки: бар'єр, захисного, одержаний, створює, яке, підшаром, способом, покриття, зв'язуючим, спосіб, основі, виріб, тепловий, виготовлення, спеціального, цим, сплаву
Формула / Реферат:
1. Спосіб виготовлення захисного покриття, яке створює тепловий бар'єр, на металевій основі із спеціального сплаву шляхом формування на основі зв'язуючого підшару із інтерметалевої сполуки, яка містить принаймні алюміній і метал групи платини, і формування зовнішнього шару із кераміки, який закріплюється на плівці оксиду алюмінію, присутній на поверхні зв'язуючого підшару, який відрізняється тим, що зв'язуючий підшар формують за допомогою...
Електродний матеріал на основі карбіду вольфраму
Номер патенту: 64429
Опубліковано: 16.02.2004
Автори: Бережницька Марія Пилипівна, Паустовський Олександр Васильович, Кириленко Степан Миколайович
МПК: B23H 7/26, C22C 29/06
Мітки: основі, вольфраму, електродний, карбіду, матеріал
Формула / Реферат:
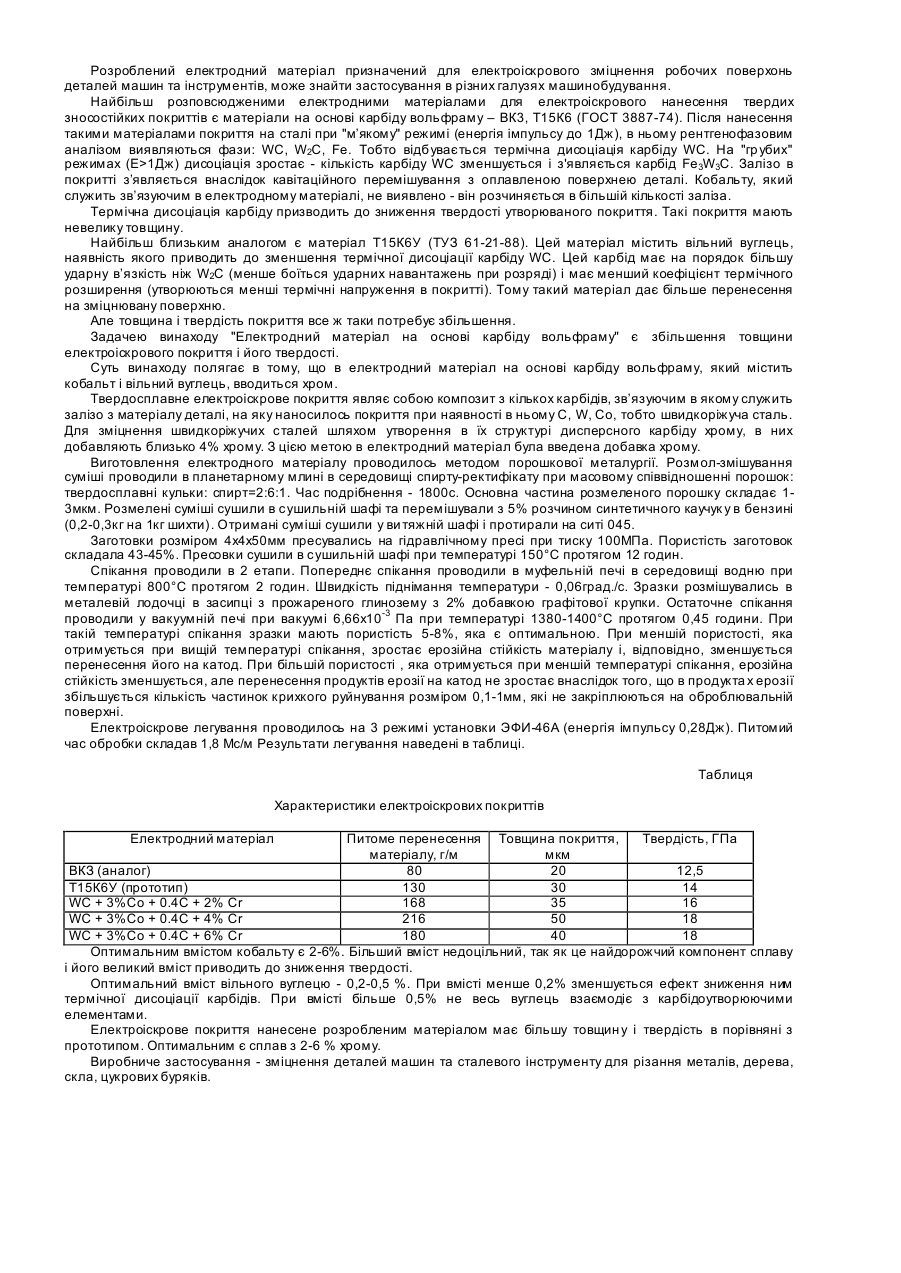
Електродний матеріал на основі карбіду вольфраму, що містить кобальт, як зв'язуюче, та вуглець, як легуючу добавку, який відрізняється тим, що містить хром при такому співвідношенні компонентів, мас. %: кобальт 2 - 6 вуглець 0,2 - 0,5 хром 2 - 6 карбід вольфраму решта.
Спечений сплав на основі вольфраму
Номер патенту: 68406
Опубліковано: 26.03.2012
Автори: Бігвава Віталій Антонович, Логунова Галина Леонідівна, Литвин Володимир Павлович
МПК: C22C 1/04, C22C 37/04, G21K 1/02, B22F 3/12, G21F 1/08
Мітки: сплав, основі, вольфраму, спечений
Формула / Реферат:
Спечений сплав на основі вольфраму, що містить нікель і залізо, який відрізняється тим, що він містить бор, при наступному співвідношенні компонентів, мас. %: вольфрам 90,25-92,92 нікель 4,81-6,63 залізо 2,01-2,77 бор 0,26-0,35.
Електродний матеріал на основі карбіду вольфраму
Номер патенту: 52900
Опубліковано: 15.01.2003
Автори: Ботвинко Володимир Петрович, Паустовський Олександр Васильович
МПК: B23H 7/00, C22C 29/06
Мітки: матеріал, карбіду, основі, електродний, вольфраму
Формула / Реферат:
Електродний матеріал на снові карбіду вольфраму, що містить кобальт як зв’язуюче, який відрізняється тим, що містить мідь при такому співвідношенні компонентів, мас.%: кобальт 4-5 мідь 3-4 карбід вольфраму решта.
Попередній патент: Спосіб визначення потужних морських землетрусів, які не супроводжуються цунамі
Наступний патент: Пристрій для фальцювання розгорток картонного паковання
Випадковий патент: Електричний транспонований провід