Пристрій для нанесення на різьбову поверхню металевих деталей легкоплавкого сплаву
Номер патенту: 119407
Опубліковано: 25.09.2017
Автори: Олександренко Віктор Петрович, Гордєєв Анатолій Іванович, Ганзюк Андрій Леонідович

Формула / Реферат
Пристрій для нанесення на різьбову поверхню металевих деталей легкоплавкого сплаву, що містить засіб переміщення виробу, засіб подачі матеріалу, лазерну головку, який відрізняється тим, що на оправці послідовно з кроком різьби S розташовані: копіювальний сегмент різьбової поверхні, дозатор пасти-припою з соплом, сегмент різьбової поверхні для калібрування шару пасти, при цьому конструктивні параметри сегментів різьбової поверхні нанесення пасти-припою та калібрування розміру шару пасти-припою незалежно від розмірів різьбової поверхні вибирають з умови:
де ![]() - висота шару пасти-припою, яка наноситься з сопла;
- висота шару пасти-припою, яка наноситься з сопла;
![]() - висота шару пасти-припою після калібрування, а = 0,3 мм.
- висота шару пасти-припою після калібрування, а = 0,3 мм.
а число обертів заготовки вибирають з умови:
![]()
де ![]() - число обертів заготовки;
- число обертів заготовки;
![]() - лінійна швидкість обертання заготовки, м/хв.,
- лінійна швидкість обертання заготовки, м/хв., ![]() =5 м/хв;
=5 м/хв;
![]() - діаметр заготовки, мм.
- діаметр заготовки, мм.
Текст
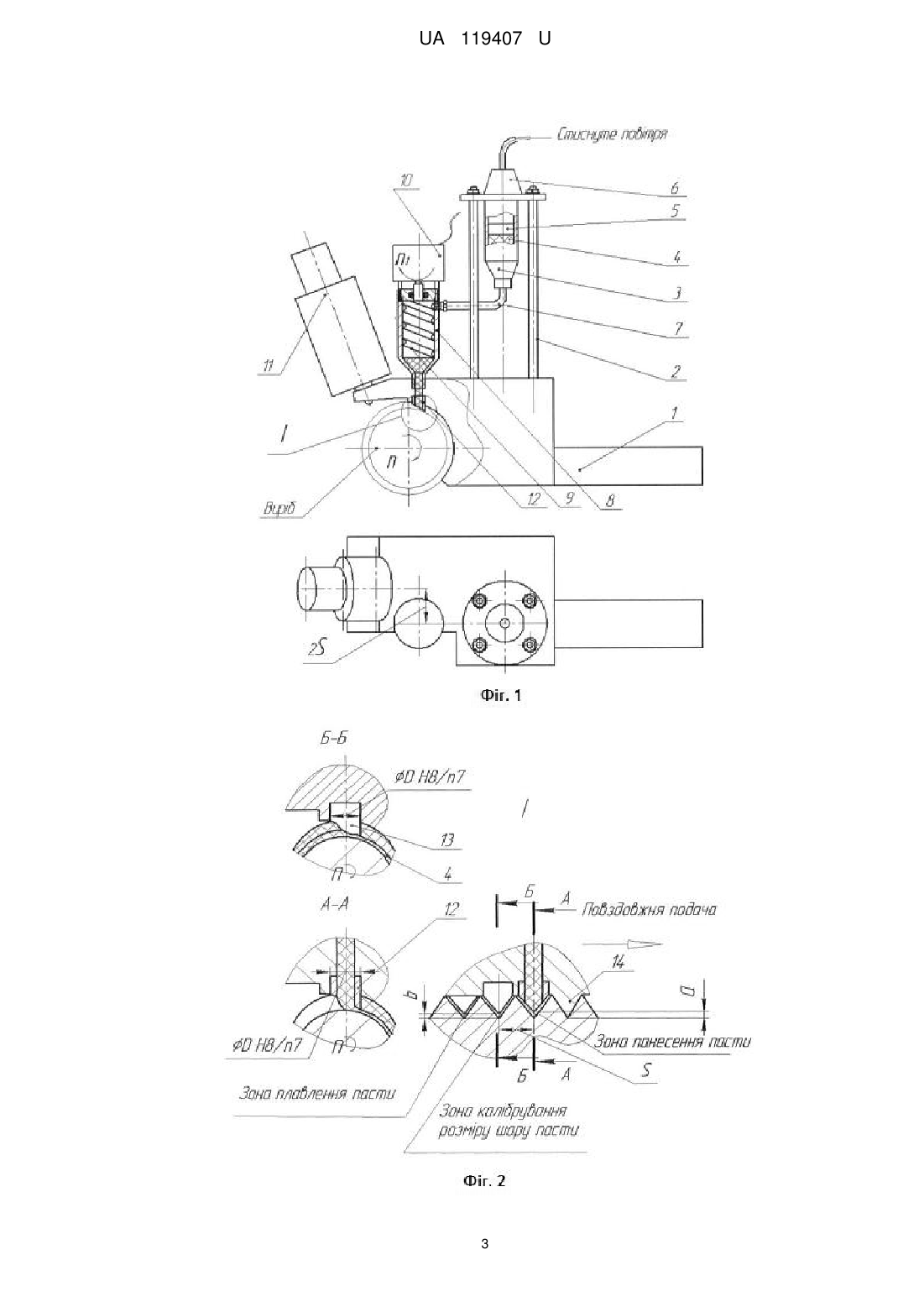
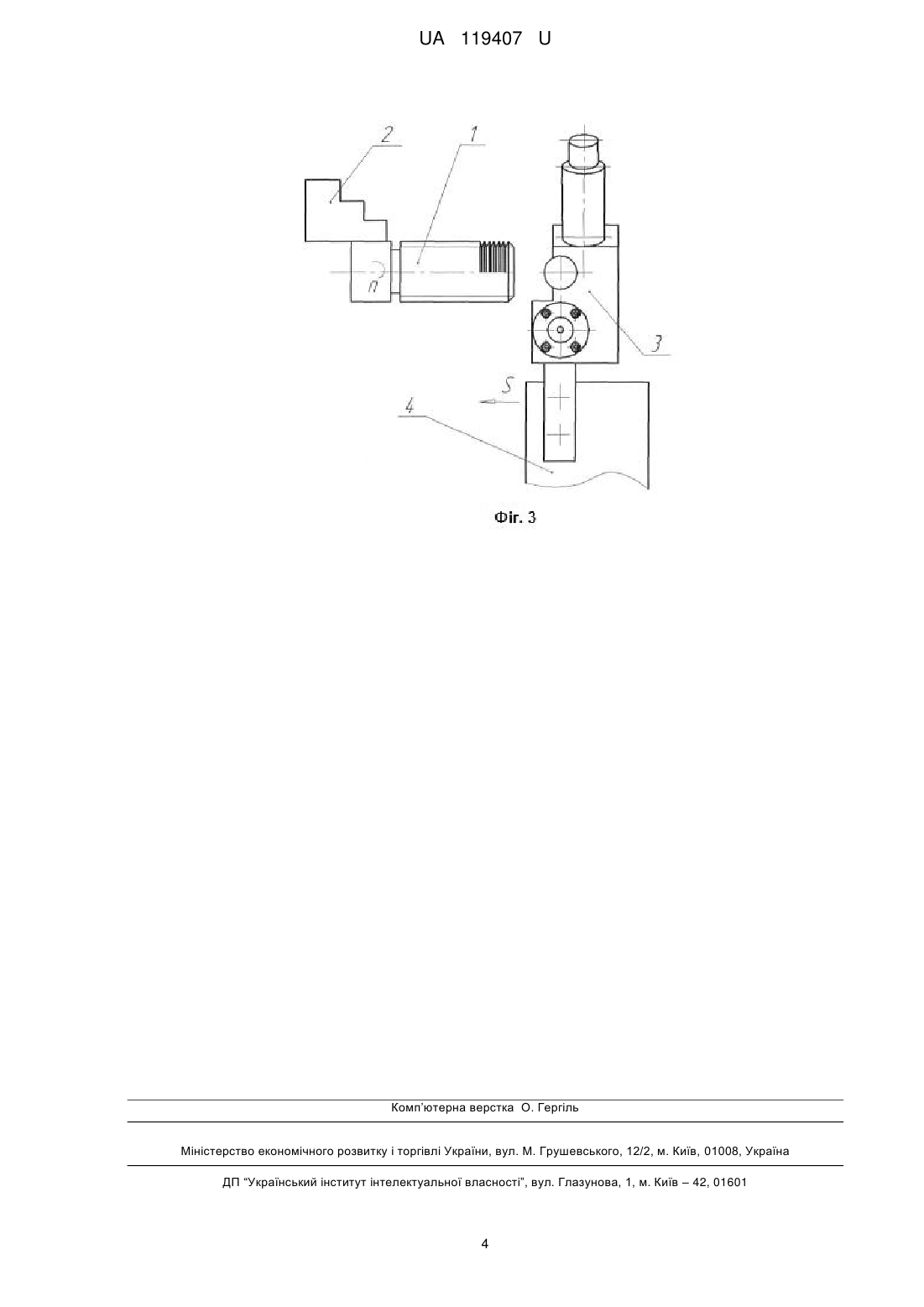
Реферат: Пристрій для нанесення на різьбову поверхню металевих деталей легкоплавкого сплаву містить засіб переміщення виробу, засіб подачі матеріалу, лазерну головку, причому на оправці послідовно з кроком різьби S розташовані: копіювальний сегмент різьбової поверхні, дозатор пасти-припою з соплом, сегмент різьбової поверхні для калібрування шару пасти, при цьому конструктивні параметри сегментів різьбової поверхні нанесення пасти-припою та калібрування розміру шару пасти-пропою незалежно від розмірів різьбової поверхні вибирають з умови: b a , мм, 3 де b - висота шару пасти-припою, яка наноситься з сопла; a - висота шару пасти-припою після калібрування, а=0,3 мм, а число обертів заготовки вибирають з умови: nз Vл 1000 , D де n з - число обертів заготовки; Vл - лінійна швидкість обертання заготовки, м/хв, V л =5 м/хв; D - діаметр заготовки, мм. UA 119407 U (12) UA 119407 U UA 119407 U 5 10 15 20 25 30 35 40 Корисна модель належить до обладнання, а конкретно до пристроїв для нанесення на різьбову поверхню металевих деталей легкоплавкого сплаву у вигляді пасти з припоєм при подальшому його розплавлені лазерним променем з метою створення захисного покриття контактуючих поверхонь. Для уповільнення виникнення процесу фретинг-корозії у стику поверхонь деталей та подальшого запобігання їх руйнування проводиться розділення контактуючих поверхонь створенням захисного покриття, яке сповільнює окислення металу з одночасним зменшенням фізичного фактора руйнування поверхонь конструкційних матеріалів відповідальних деталей, що зазнають циклічні навантаження (петля причепу автомобіля, наконечник штанги підвіски автобуса). Для уповільнення процесу фретинг-корозії запропоновано застосовувати пристрій для нанесення захисного легкоплавкого сплаву на різьбову поверхню контактуючих деталей у вигляді пасти на основі Ві-Sn-Pb-Cd з припоєм із подальшим його розплавленням лазерним променем (Тплавл. = 68,5-75 С). З рівня техніки відомій пристрій [1], що містить дозатор пасти з припоєм та голку для її нанесення на поверхню спаю, засіб переміщення виробу. Знайшов широке застосування при монтажу радіоапаратури. Недоліком даного пристрою є точкова подача припою на поверхню. Найбільш близьким до заявленого технічного рішення є вибраний як прототип інтегрований лазерно-дуговий плазмотрон [2], що являє собою лазер, засіб подачі матеріалу в ванну розплаву, засіб оптичного детектування з оптоелектричним чутливим елементом для видачі електричного сигналу як функції висоти шару наплавленого матеріалу і регулятор зі зворотним зв'язком для регулювання швидкості наплавлення. Недоліком відомого технічного рішення є те, що його відмінні ознаки спрямовані на наплавлення матеріалу, що осаджується у вигляді порошку і зазвичай відрізняється від плавлення матеріалу, що наноситься на основу заготовки, а саме те, що при наплавленні плавиться відносна кількість основного матеріалу заготовки порівняно з кількістю матеріалу, що осаджується, а система подачі порошку вводить нерегульований обсяг металевих частинок на цей розплавлений обсяг і сплавляється з розплавленим матеріалом заготовки. Висота шару наплавленого матеріалу нерівномірна та у матеріалі підкладки після наплавлення з'являються залишкові стискаючі напруження. Задачею корисної моделі є створення конструкції пристрою для нанесення на різьбову поверхню металевих деталей легкоплавкого сплаву у вигляді пасти-припою для отримання стабільного за розмірами захисного покриття для контактуючих поверхонь. Поставлена задача вирішується тим, що пристрій для нанесення на різьбову поверхню легкоплавкого сплаву містить оправку, на якій послідовно з кроком різьби S розташовані: копіювальний сегмент різьбової поверхні, дозатор пасти-припою з соплом, сегмент різьбової поверхні для калібрування шару пасти-припою, лазерну головка для розплавлення пастиприпою. Конструктивні параметри зони нанесення пасти-припою та зони калібрування розміру шару пасти-пропою незалежно від розмірів різьбової поверхні для забезпечення ефективного нанесення пасти-пропою вибирають з умови: b 45 a ,мм, 3 де b - висота шару пасти-припою яка наноситься з сопла; a - висота шару пасти-припою після калібрування, а = 0,3 мм. Число обертів заготовки вибирають з умови: nз 50 55 Vл 1000 , D де n з - число обертів заготовки; Vл - лінійна швидкість обертання заготовки, м/хв., Vл =5 м/хв.; D - діаметр заготовки, мм. Технічний результат полягає в отриманні стабільного за розмірами захисного покриття контактуючих поверхонь для забезпечення уповільнення процесу фретинг-корозії у стику поверхонь деталей. Пристрій для нанесення на різьбову поверхню легкоплавкого сплаву (Фіг. 1) містить оправку 1, на якій на стойках 2 розташовано систему 3 подачі пасти-припою 4 за допомогою поршня 5 та редуктора тиску 6 яка з'єднана трубкою 7 з дозатором 8, що містить шнек 9 з'єднаний з моторредуктором 10. На оправку 1 також встановлено під кутом лазерну головку 11, сопло подачі 1 UA 119407 U 5 10 15 20 пасти-припою 12, різьбовий сегмент 13 для калібрування шару пасти-припою, копіювальний різьбовий сегмент 14 (Фіг.2). Працює пристрій наступним чином: пристрій для нанесення на різьбову поверхню легкоплавкого сплаву 3 (Фіг. 3) встановлюється на супорт токарного верстата 4 (Фіг. 3), а виріб 1 (Фіг. 3), на який наноситься паста-припій, встановлюється у патрон 2 (Фіг. 3) та закріплюється. Пристрій 3 (Фіг. 3) підводиться до виробу 1 (Фіг. 3) і за допомогою ручної повздовжньої та поперечної подачі верстата копіювальний різьбовий сегмент 14 (Фіг. 2) вводиться у зачеплення з різьбовою поверхнею виробу та включається верстат, який здійснює оберти виробу та необхідну повздовжню подачу від ходового вала верстату. Одночасно з обертанням виробу 1 (Фіг. 3) включається система 3 (Фіг. 1) подачі пасти-припою 4 та лазерна головка П (Фіг. 1). Тиск стисненого повітря діє на поршень 5 і паста-припій 4 по шлангу 7 подається у шнековий дозатор 8. При обертанні шнеку 9 від мотор-редуктора 10 паста-припій 4 безперервно подається у сопло 12 та утворюється попередній шар пасти-припою 4 у зоні її нанесення (Фіг. 2, розріз А-А). При подальшому обертанні виробу 1 (Фіг. 3) паста-припій 4 отримує необхідну висоту у зоні калібрування (Фіг. 2, розріз Б-Б). При подальшому обертанні виробу 1 (Фіг. 3) калібрований шар пасти-припою 4 (Фіг. 2, зона плавлення пасти) розплавляється лазерним променем від лазерної головки 11 (Фіг.1). Таким чином отримується тонкий шар сплаву Bi-Sn-Pb-Cd на поверхні деталі. Після нанесення шару сплаву пристрій для нанесення на різьбову поверхню металевих деталей легкоплавкого сплаву 3 (Фіг. 3) відводиться за допомогою поперечної подачі супорту токарного верстата 4 (Фіг. 4) та проводиться заміна заготовки 1 (Фіг. 3). Саме тому дане технічне рішення у сукупністю з новими суттєвими ознаками забезпечує можливість отримати стабільне за розмірами захисне покриття контактуючих поверхонь для забезпечення уповільнення процесу фретинг-корозії у стику різьбових поверхонь деталей, що зазнають циклічні навантаження. 25 30 Джерела інформації: 1. Гуськов Г.Я. Монтаж микроэлектронной аппаратуры / Г.Я. Гуськов, Г.А. Блинов, А.А. Азаров. М: Радио и связь, 2006. - 176 с. 2. Пат. 68075 Україна, МПК9. В23К 10/00. Інтегрований лазерно-дуговий плазмотрон / [К.А. Ющенко, І.В. Крівцун, А.В. Бернацький та інш.]; заявник та володар патенту ІЕЗ ім. Є.О. Патона НАНУ. - № U201111183; заявл. 20.09.2011 р.: Опубл. 12.03.2012. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 35 40 Пристрій для нанесення на різьбову поверхню металевих деталей легкоплавкого сплаву, що містить засіб переміщення виробу, засіб подачі матеріалу, лазерну головку, який відрізняється тим, що на оправці послідовно з кроком різьби S розташовані: копіювальний сегмент різьбової поверхні, дозатор пасти-припою з соплом, сегмент різьбової поверхні для калібрування шару пасти, при цьому конструктивні параметри сегментів різьбової поверхні нанесення пастиприпою та калібрування розміру шару пасти-припою незалежно від розмірів різьбової поверхні вибирають з умови: b 45 a , мм, 3 де b - висота шару пасти-припою, яка наноситься з сопла; a - висота шару пасти-припою після калібрування, а=0,3 мм, а число обертів заготовки вибирають з умови: nз Vл 1000 , D де n з - число обертів заготовки; Vл - лінійна швидкість обертання заготовки, м/хв, V л =5 м/хв; D - діаметр заготовки, мм. 2 UA 119407 U 3 UA 119407 U Комп’ютерна верстка О. Гергіль Міністерство економічного розвитку і торгівлі України, вул. М. Грушевського, 12/2, м. Київ, 01008, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B23K 26/00
Мітки: легкоплавкого, нанесення, пристрій, деталей, металевих, поверхню, різьбову, сплаву
Код посилання
<a href="https://ua.patents.su/6-119407-pristrijj-dlya-nanesennya-na-rizbovu-poverkhnyu-metalevikh-detalejj-legkoplavkogo-splavu.html" target="_blank" rel="follow" title="База патентів України">Пристрій для нанесення на різьбову поверхню металевих деталей легкоплавкого сплаву</a>
Пристрій для нанесення аморфних шарів на поверхню металевих виробів
Номер патенту: 103154
Опубліковано: 10.12.2015
Автори: Котляров Валерій Павлович, Махіня Анатолій Олегович
МПК: C23C 14/28
Мітки: шарів, поверхню, аморфних, пристрій, металевих, виробів, нанесення
Формула / Реферат:
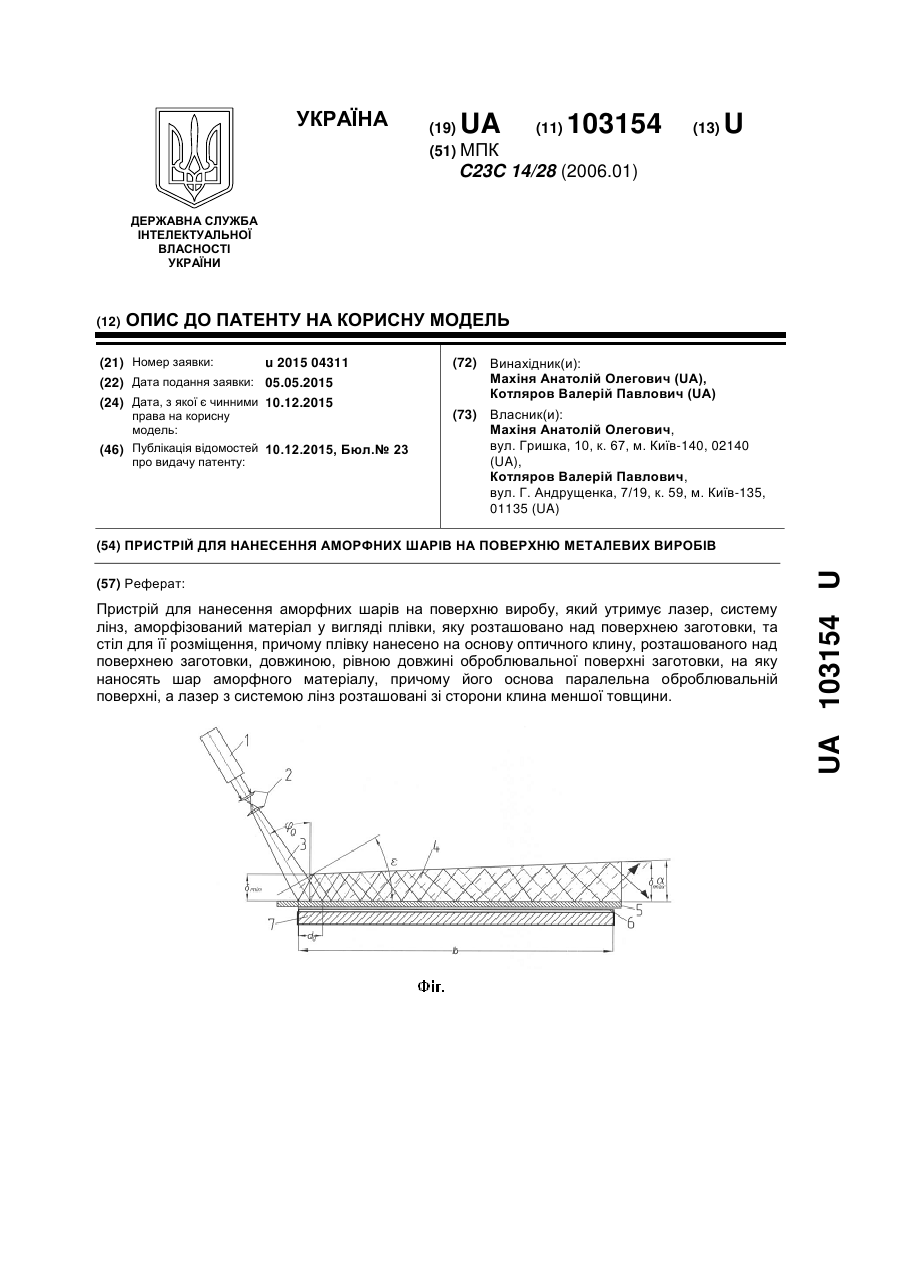
Пристрій для нанесення аморфних шарів на поверхню виробу, який утримує лазер, систему лінз, аморфізований матеріал у вигляді плівки, яку розташовано над поверхнею заготовки, та стіл для її розміщення, який відрізняється тим, що плівку нанесено на основу оптичного клину, розташованого над поверхнею заготовки, довжиною, рівною довжині оброблювальної поверхні заготовки, на яку наносять шар аморфного матеріалу, причому його основа паралельна...
Спосіб нанесення шарів на поверхню металевих виробів
Номер патенту: 111521
Опубліковано: 10.11.2016
Автори: Прищепа Вадим Олегович, Котляров Валерій Павлович
МПК: B23K 26/14, B23K 103/00
Мітки: спосіб, нанесення, металевих, виробів, шарів, поверхню
Формула / Реферат:
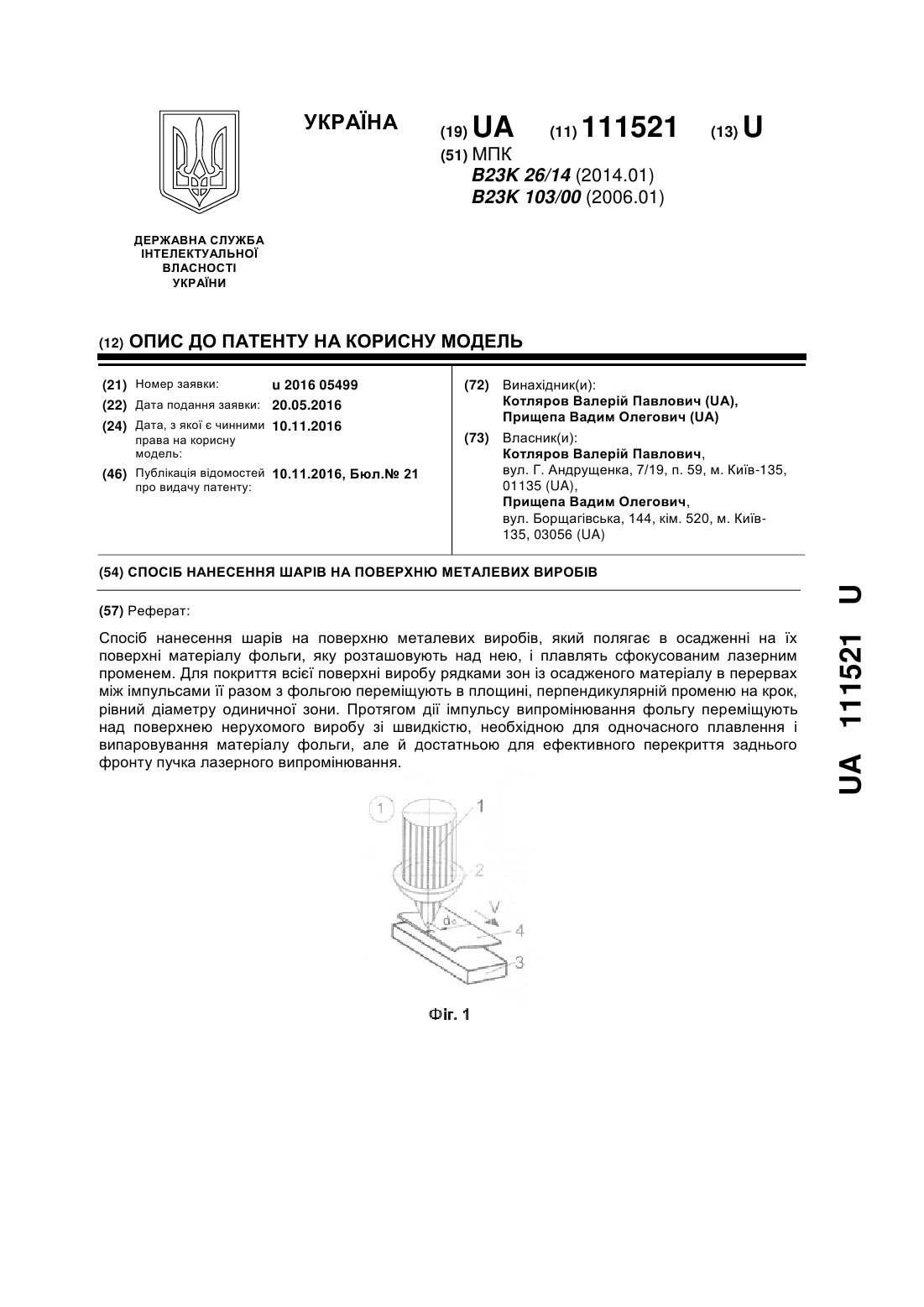
Спосіб нанесення шарів на поверхню металевих виробів, який полягає в осадженні на їх поверхні матеріалу фольги, яку розташовують над нею, і плавлять сфокусованим лазерним променем, а для покриття всієї поверхні виробу рядками зон із осадженого матеріалу в перервах між імпульсами її разом з фольгою переміщують в площині, перпендикулярній променю на крок, рівний діаметру одиничної зони, який відрізняється тим, що протягом дії імпульсу...
Спосіб нанесення штрихолінійних металевих зображень на поверхню скла
Номер патенту: 90996
Опубліковано: 25.06.2010
Автори: Гречиха Віктор Зіновійович, Верста Оксана Михайлівна
МПК: C03C 17/06, C03C 21/00
Мітки: металевих, штрихолінійних, зображень, скла, спосіб, нанесення, поверхню
Формула / Реферат:
Спосіб нанесення штрихолінійних металевих зображень на поверхню скла, який відрізняється тим, що поверхню скла попередньо знежирюють насиченими та пересиченими розчинами подвійних солей, які здатні до гідролізу та є продуктами синтезу слабких основ, утворених амфотерними металами та сильними кислотами, після чого на тонкий шар насиченого розчину подвійної солі на поверхню скла наносять штрихолінійні зображення металевим стрижнем.
Спосіб нанесення припою для паяння або зварювання-паяння деталей металевих конструкцій
Номер патенту: 51662
Опубліковано: 16.12.2002
Автори: Письменний Олексій Олександрович, Шинлов Михайло Євгенович, Прокоф`єв Олексій Сергійович, Письменний Олександр Семенович, Дубко Андрій Григорович
Мітки: зварювання-паяння, спосіб, конструкцій, паяння, нанесення, металевих, деталей, припою
Формула / Реферат:
Спосіб нанесення припою для паяння або зварювання-паяння деталей металевих конструкцій, здебільшого сталевих, який полягає у тому, що попередньо нагрівають індукційним або іншим нагріваючим устаткуванням місця паяння або зварювання-паяння на поверхнях деталей, що підлягають з'єднанню, а припій наносять у порошкоподібному стані шляхом контактування з розігрітими поверхнями, який відрізняється тим, що припій наносять у складі порошкоподібної...
Пристрій для нанесення покриття на металеву поверхню
Номер патенту: 36448
Опубліковано: 27.10.2008
Автори: Шанюк Ольга Василівна, Міхальцов Ігор Валентинович
МПК: B05C 9/00
Мітки: металеву, пристрій, покриття, поверхню, нанесення
Формула / Реферат:
Пристрій для нанесення покриття на металеву поверхню, що містить ванну для деталей, на які наноситься покриття, та нагріваючий пристрій, який відрізняється тим, що нагріваючий пристрій виконано у вигляді двох електродів, при цьому катодом є деталь, на яку наносять покриття, а анодом - метал, що наноситься на поверхню деталі, який закріплений в тримачі і виконаний з можливістю переміщення вздовж осі деталі.
Попередній патент: Плавильно-ливарний комплекс для напівбезперервного лиття зливків з алюмінієвих сплавів
Наступний патент: Пристрій для діагностування стану обмоток електричних двигунів
Випадковий патент: Трубчастий елемент фільтрувально-сорбційного типу