Спосіб електрошлакового переплаву
Номер патенту: 119446
Опубліковано: 25.09.2017
Автори: Руденко Роман Артурович, Яковлєв Павло Костянтинович, Середа Борис Петрович, Таран Єлизавета Сергійовна, Котляров Микола Сергійович, Куликовський Руслан Анатолійович, Камель Георгій Іванович
Формула / Реферат
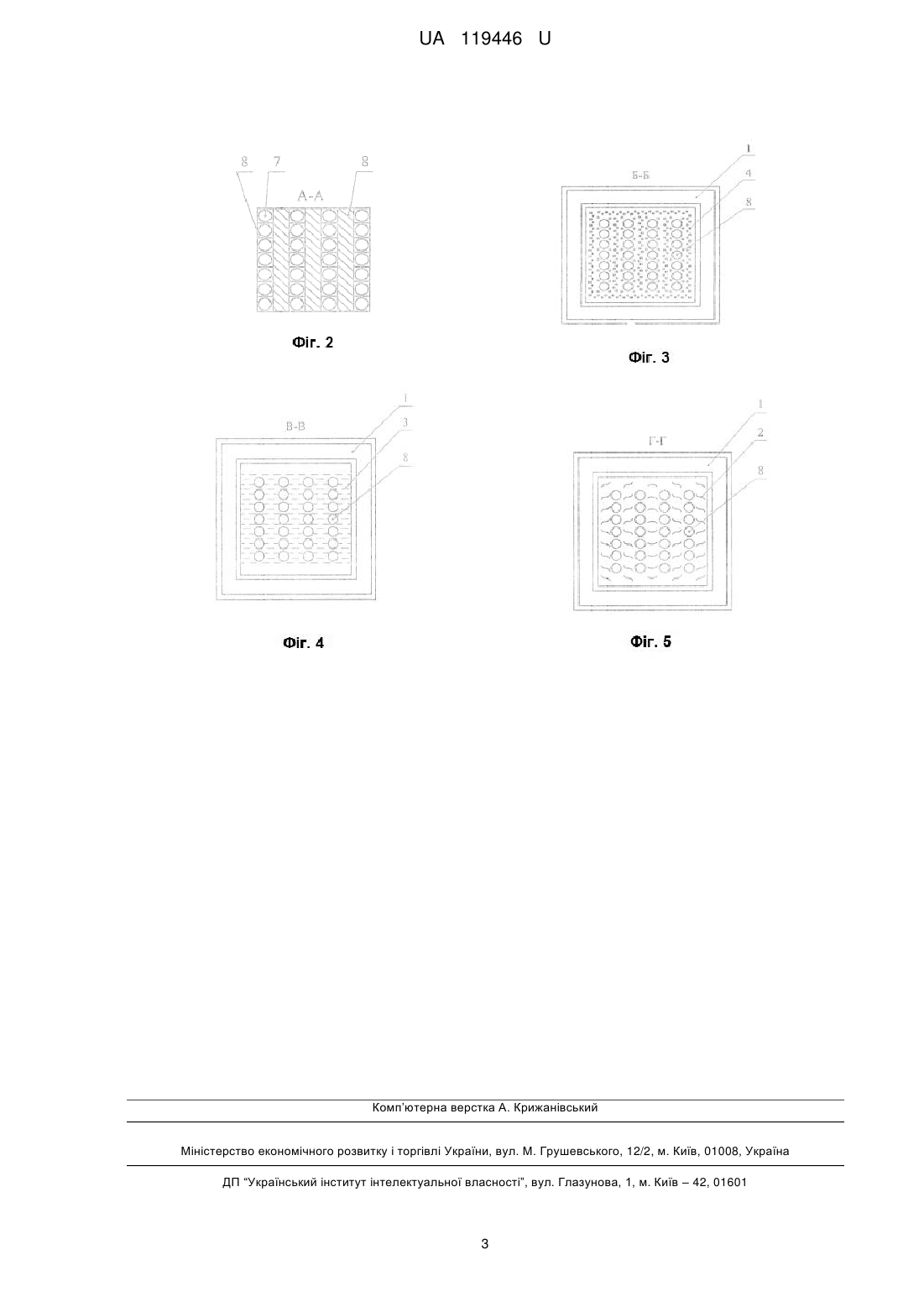
Спосіб електрошлакового переплаву, що включає введення у шлакову ванну витратного електрода уздовж вертикальної осі кристалізатора, подавання живлення на згаданий витратного електрод і плавлення згаданого витратного електрода зі створенням металевої ванни, який відрізняється тим, що як витратний електрод використовують заздалегідь виготовлений пакет з окремих пластин, між якими знаходяться стільникові елементи, у вічках яких розміщують твердосплавні зерна, при цьому рівномірний розподіл зерен по об'єму злитка регулюють товщиною пластин та розмірами вічок стільникових елементів.
Текст
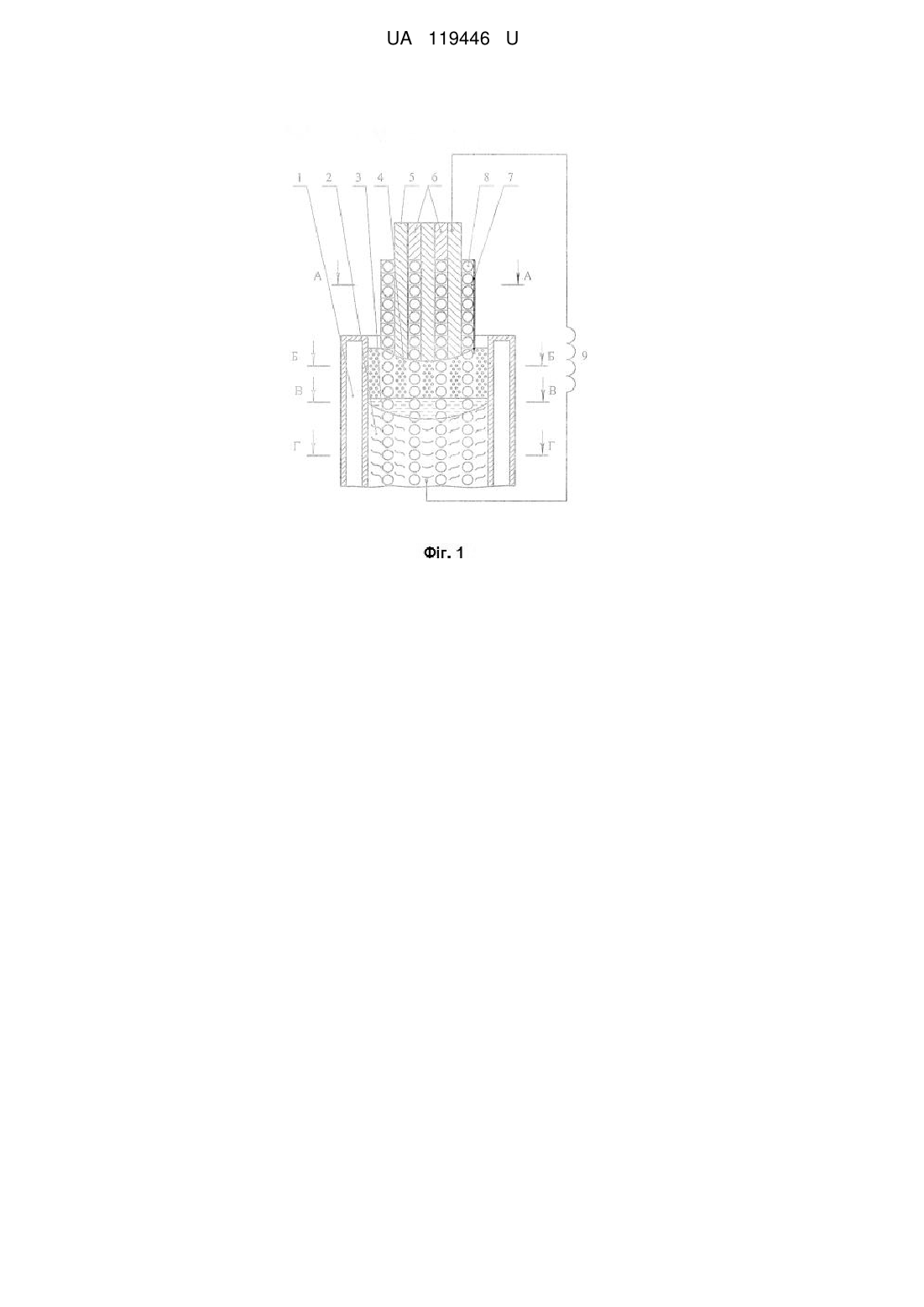
Реферат: Спосіб електрошлакового переплаву включає введення у шлакову ванну витратного електрода уздовж вертикальної осі кристалізатора, подавання живлення на згаданий витратного електрод і плавлення згаданого витратного електрода зі створенням металевої ванни. Як витратний електрод використовують заздалегідь виготовлений пакет з окремих пластин, між якими знаходяться стільникові елементи, у вічках яких розміщують твердосплавні зерна. При цьому рівномірний розподіл зерен по об'єму злитка регулюють товщиною пластин та розмірами вічок стільникових елементів. UA 119446 U (12) UA 119446 U UA 119446 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до галузі спеціальної електрометалургії і може бути використана для одержання злитків складнолегованих сплавів методом електрошлакового переплаву. Відомо, що забезпечення високої якості крупних сталевих виробів енергетичного і металургійного машинобудування традиційно пов'язано з однорідністю структури і хімічного складу вихідних поковок, що виготовляються з крупких злитків. Але відомі способи електрошлакового переплаву не можуть гарантувати здобуття однорідної дрібнозернистої макро- і мікроструктури наплавленого багатошарового злитка по його висоті. Тому метал крупних литих злитків не може повною мірою відповідати постійно зростаючим вимогам до гомогенності конструкційного матеріалу і, перш за все, до гомогенності мікроструктури і ізотропності його фізико-механічних властивостей. Відомий спосіб електрошлакового переплаву витратним електродом в охолоджуваний кристалізатор, що включає порційну подачу легуючих матеріалів в центр шлакової ванни через лійку в момент відключення струму на електроді [Патент РФ № 2242526, С22В9/18, 2004]. Недоліком цього способу є те, що подача легуючих матеріалів відбувається лише з однієї сторони кристалізатора, що призводить до неоднорідності розподілу матеріалів по об'єму злитка. Відомий спосіб одержання злитків електрошлаковою переплавкою, при якому вводять інокулятор у шлакову ванну з наступною обробкою рідкої металевої ванни, при цьому інокулятор починають вводити в період формування головної частини злитка в кількості, що складає 10-75 % від маси металлу, що переплавляється в цей період, при цьому використовують інокулятор фракцією 2-10 мм [Патент України № 28530, С22В9/18, 2007]. Недоліком відомого способу є те, що незалежно від того, в який період формування злитка подають інокулятор і в якій кількості, при проведенні переплаву можливий нерівномірний розподіл інокулятора по об'єму ванни розплаву і злитка. Найбільш близьким до способу, що заявляється (прототипом), є спосіб електрошлакового переплаву, що включає під'єднання струмопідвідного кристалізатора і витратного електрода до джерел живлення по двоконтурній схемі, подавання живлення на кристалізатор і наведення шлакової ванни у кристалізаторі, введення у шлакову ванну витратного електрода уздовж вертикальної осі кристалізатора, подавання живлення на згаданий витратний електрод і плавлення згаданого витратного електрода зі створенням металевої ванни, при цьому для забезпечення осьової кристалізації металу з великою поперечною площею перерізу вводять у шлакову ванну витратний електрод з площею поперечного перерізу не менше як 0,25 площі поперечного перерізу кристалізатора, причому витратний електрод набирають з окремих прутків, згадані прутки скріплюють між собою з зазорами між ними, а площу поперечного перерізу кожного прутка вибирають не більше 0,15 загальної площі поперечного перерізу витратного електрода [Патент України № 55470, В22D11/04, 2003]. Недоліком відомого способу є те, що при проведенні переплаву має місце нерівномірний розподіл легуючих елементів по об'єму ванни розплаву і злитка, внаслідок чого не забезпечується однорідний хімічний склад наплавленого металу. Крім цього даним способом неможливо отримати злиток, в якому могли б рівномірно розміщуватися твердосплавні зерна, наприклад зерна карбідів вольфраму. В основу корисної моделі поставлена задача удосконалення способу електрошлакового переплаву шляхом введення в шлакову ванну витратного електрода з твердосплавними зернами, що призводить до їх рівномірного розподілу по об'єму злитка при переплаві витратного електрода, внаслідок чого забезпечується висока зносостійкість злитка. Поставлена задача вирішується тим, що в способі електрошлакового переплаву, що включає введення у шлакову ванну витратного електрода уздовж вертикальної осі кристалізатора, подавання живлення на згаданий витратний електрод і плавлення згаданого витратного електрода зі створенням металевої ванни, як витратний електрод використовують заздалегідь виготовлений пакет з окремих пластин, між якими знаходяться стільникові елементі, в вічках яких розміщують твердосплавні зерна, при цьому рівномірний розподіл зерен по об'єму злитка регулюють товщиною пластин та розмірами вічок стільникових елементів. Поступове розплавлення витратного електрода з рівномірно розподіленими в ньому твердосплавними зернами як присадного матеріалу забезпечує рівномірний розподіл цих зерен по об'єму злитка: по висоті - за рахунок розмірів вічок стільникових елементів, а по довжині - за рахунок товщини пластин. Спосіб пояснюють приведені креслення, на яких зображено: на фіг. 1 - схема електрошлакового процесу з подаванням витратного електрода, виготовленого з окремих пластин, між якими знаходяться стільникові елементи, у вічках яких розміщені твердосплавні зерна; 1 UA 119446 U 5 10 15 20 25 на фіг. 2 - розріз А-А на фіг. 1; на фіг. 3 - розріз Б-Б на фіг. 1; на фіг. 4 - розріз В-В на фіг. 1; на фіг. 5 - розріз Г-Г на фіг. 1, де: 1 - кристалізатор, 2 - злиток, 3 - рідка металева ванна, 4 - рідкий шлак, 5 - витратний електрод, 6 - пластини, 7 - вічка стільникових елементів, 8 - твердосплавні зерна, 9 - джерело живлення. Спосіб електрошлакового переплаву здійснюється таким чином. Витратний електрод 5, що складається з пластин 6, між якими знаходяться cтільникові елементи з вічками 7, в яких розміщуються твердосплавні зерна 8, переплавляють в кристалізаторі 1. При проходженні електричного струму через розплавлений шлак 4 відбувається перетворення електричної енергії в тепло, що призводить до плавлення пластин 6 і вічок стільникових елементів 7. Від поверхні пластин 6 відриваються краплі металу і твердосплавні зерна 8, які проходять через розплавлений шлак 4. При контакті з поверхнею рідкої металевої ванни 3 краплі металу поповнюють її, а твердосплавні зерна 8, щільність яких в 2 рази більше щільності металевої ванни, під дією сили тяжіння осідають на дно металевої ванни 3, розташовуючись в певному місці злитка 2. Рідка металева ванна 3 при наплавленні підіймається доверху, а твердосплавні зерна 8, температура плавлення яких значно вища температури рідкої металевої ванни, не руйнуються і залишаються в металі, який кристалізується. При цьому місце знаходження кожного твердосплавного зерна 8 в злитку 2 при кристалізації залежить від місця знаходження його на витратному електроді. Загальне об'ємне розміщення твердосплавних зерен 8 в злитку 2 є точною копією їх розміщення на витратному електроді 5. Таким чином, запропонований спосіб електрошлакового переплаву забезпечує формування злитка з рівномірним розподілом твердосплавних зерен по довжині і перерізу злитка, що дозволяє одержати злиток з покращеними фізико-механічними характеристиками - твердістю та зносостійкістю, при одночасному зниженні трудомісткості його виготовлення. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 30 35 Спосіб електрошлакового переплаву, що включає введення у шлакову ванну витратного електрода уздовж вертикальної осі кристалізатора, подавання живлення на згаданий витратного електрод і плавлення згаданого витратного електрода зі створенням металевої ванни, який відрізняється тим, що як витратний електрод використовують заздалегідь виготовлений пакет з окремих пластин, між якими знаходяться стільникові елементи, у вічках яких розміщують твердосплавні зерна, при цьому рівномірний розподіл зерен по об'єму злитка регулюють товщиною пластин та розмірами вічок стільникових елементів. 2 UA 119446 U Комп’ютерна верстка А. Крижанівський Міністерство економічного розвитку і торгівлі України, вул. М. Грушевського, 12/2, м. Київ, 01008, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B22D 11/04, C22B 9/18
Мітки: електрошлакового, переплаву, спосіб
Код посилання
<a href="https://ua.patents.su/5-119446-sposib-elektroshlakovogo-pereplavu.html" target="_blank" rel="follow" title="База патентів України">Спосіб електрошлакового переплаву</a>
Спосіб електрошлакового переплаву
Номер патенту: 54727
Опубліковано: 25.11.2010
Автори: Петрашов Олександр Сергійович, Попов Веніамін Степанович, Капустян Олексій Євгенович, Білоник Ігор Методійович
МПК: C22B 9/18
Мітки: спосіб, електрошлакового, переплаву
Формула / Реферат:
Спосіб електрошлакового переплаву, що включає наведення шлакової ванни в охолоджуваному кристалізаторі, переплав витратного електрода, який відрізняється тим, що витратний електрод виконано у вигляді оболонки, в якій знаходяться порошкові матеріали.
Спосіб електрошлакового переплаву
Номер патенту: 50751
Опубліковано: 25.06.2010
Автори: Капустян Олексій Євгенович, Петрашов Олександр Сергійович, Попов Веніамін Степанович, Білоник Ігор Методійович
МПК: C22B 9/16
Мітки: електрошлакового, переплаву, спосіб
Формула / Реферат:
Спосіб електрошлакового переплаву витратними електродами, що включає подачу гранул у плавильний простір, який відрізняється тим, що гранули транспортують у металеву ванну з середньою швидкістю 0,85-0,90 від швидкості кристалізації злитка.
Спосіб електрошлакового переплаву
Номер патенту: 49674
Опубліковано: 11.05.2010
Автори: Петруша Юрій Петрович, Резніченко Григорій Григорович, Федюченко Сергій Вікторович, Бурова Наталія Михайлівна, Чеботар Людмила Кирилівна, Пирожкова Валентина Петрівна, Луньов Валентин Васильович
МПК: C22B 9/18
Мітки: спосіб, електрошлакового, переплаву
Формула / Реферат:
Спосіб електрошлакового переплаву, що включає розплавлення флюсу витратним опором і переплав витратного електроду в кристалізаторі, який відрізняється тим, що переплав витратним електродом ведуть на питомій потужності 2,5-15,0 кВт на 1 см2 площі його поперечного перерізу, причому витратний електрод має переріз від 4 до 40 см2.
Спосіб електрошлакового переплаву
Номер патенту: 55470
Опубліковано: 15.04.2003
Автори: Ус Василь Іванович, Патон Борис Євгенович, Саєнко Володимир Якович, Цикуленко Анатолій Костянтинович, Медовар Борис Ізраїльович, Чернець Олександр Владиславович, Медовар Лев Борисович, Шевченко Віталій Юхимович, Федоровський Борис Борисович, Ланцман Ізраїль Абович
МПК: B22D 11/04, C22B 9/18, B22D 19/16, B22D 23/00
Мітки: спосіб, переплаву, електрошлакового
Формула / Реферат:
Спосіб електрошлакового переплаву, що включає під’єднання струмопідвідного кристалізатора і витратного електрода до джерел живлення по двоконтурній схемі, подавання живлення на кристалізатор і наведення шлакової ванни у кристалізаторі, введення у шлакову ванну витратного електрода уздовж вертикальної осі кристалізатора, подавання живлення на згаданий витратний електрод і плавлення згаданого витратного електрода зі створенням металевої ванни,...
Спосіб електрошлакового переплаву
Номер патенту: 53591
Опубліковано: 11.10.2010
Автори: Попов Веніамін Степанович, Капустян Олексій Євгенович, Білоник Ігор Методійович, Петрашов Олександр Сергійович
МПК: C22B 9/16
Мітки: електрошлакового, переплаву, спосіб
Формула / Реферат:
Спосіб електрошлакового переплаву, що включає подачу порошкоподібних матеріалів у шлакову ванну і їх переплав, який відрізняється тим, що порошкоподібні матеріали різного хімічного складу подають у шлакову ванну певного фракційного складу, який визначають за формулою:,де - радіус і-тої...
Попередній патент: Система модульної уніфікації кузовів автобусів
Наступний патент: Дискретний датчик тиску
Випадковий патент: Середовище для розбавлення і зберігання сперми кнурів "екосперм б"