Спосіб легування поверхневих шарів металевих виробів
Номер патенту: 122978
Опубліковано: 12.02.2018
Автори: Олійник Володимир Григорович, Дрозденко Євгеній Олексійович, Котляров Валерій Павлович
Формула / Реферат
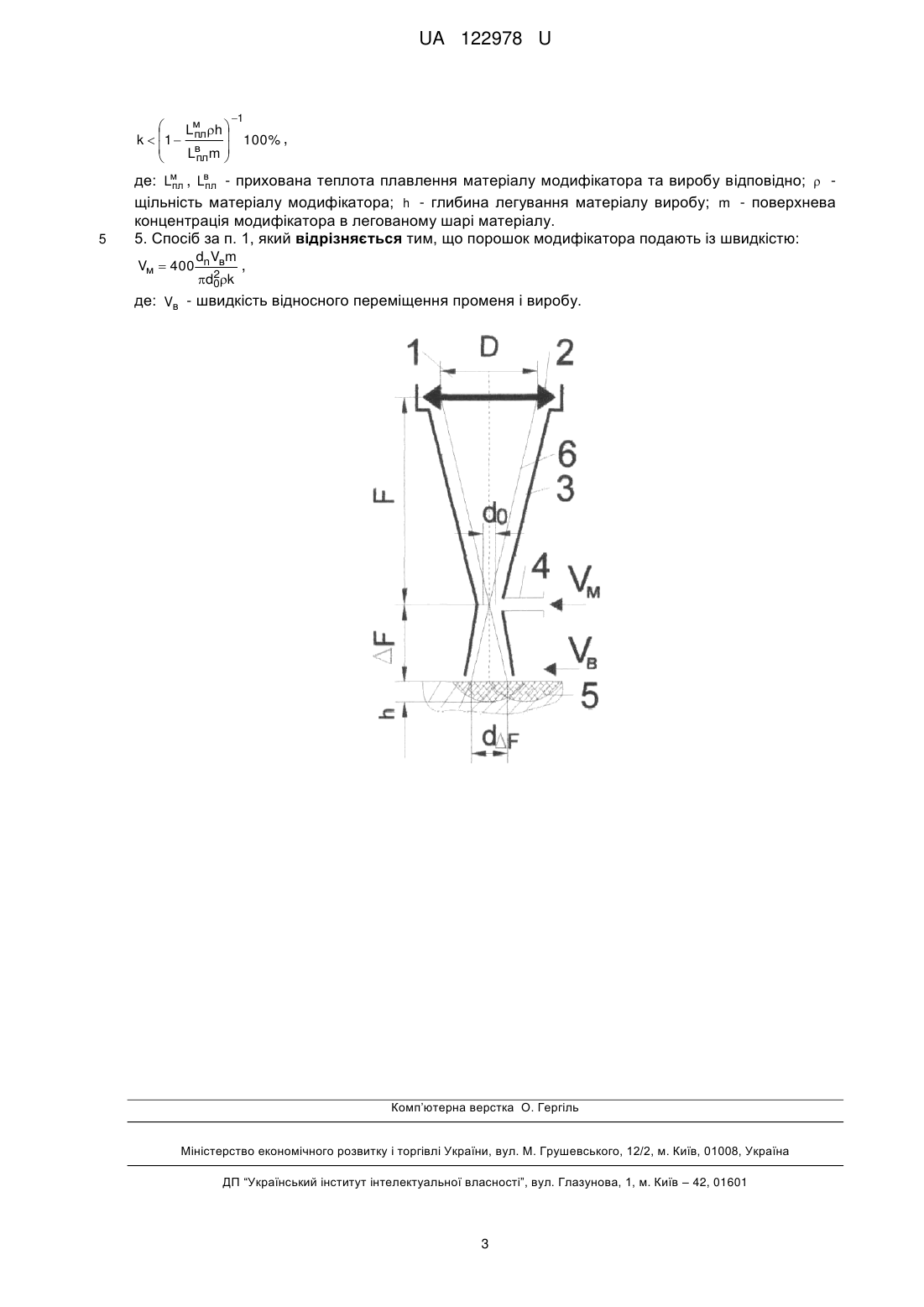
1. Спосіб легування поверхневих шарів металевих виробів, за яким поверхню виробу опромінюють лазерним променем в режимі його оплавлення, а модифікуючий матеріал у вигляді дрібнодисперсного порошку подають струменем транспортуючого газу (Ar, СО2 або інші неактивні гази) в лазерний промінь безпосередньо у зону легування, який відрізняється тим, що каустику лазерного променя, перетвореного фокусуючою лінзою, охоплюють корпусом від лінзи до поверхні виробу, яку розташовують в зафокальній області каустики, а порошок подають в каустику в її найменшому перерізі.
2. Спосіб за п. 1, який відрізняється тим, що поверхню виробу розташовують на відстані ΔF від перерізу каустики:
 ,
,
де: ![]() ,
, ![]() - густина потужності теплового джерела, створеного внаслідок лазерного опромінення, яка необхідна для розплавлення матеріалу модифікатора та виробу відповідно,
- густина потужності теплового джерела, створеного внаслідок лазерного опромінення, яка необхідна для розплавлення матеріалу модифікатора та виробу відповідно, ![]() - фокусна відстань лінзи;
- фокусна відстань лінзи; ![]() - діаметр променя на рівні головної площини лінзи;
- діаметр променя на рівні головної площини лінзи; ![]() - діаметр променя в перерізі його каустики.
- діаметр променя в перерізі його каустики.
3. Спосіб за п. 1, який відрізняється тим, що порошинкам модифікатора надають розмір, що не перевищує значення ![]() :
:
![]() ,
,
де: ![]() - коефіцієнт температуропровідності матеріалу модифікатора;
- коефіцієнт температуропровідності матеріалу модифікатора; ![]() - його теплопровідність;
- його теплопровідність; ![]() - швидкість подачі порошку модифікатора.
- швидкість подачі порошку модифікатора.
4. Спосіб за п. 1, який відрізняється тим, що порошок модифікатора подають з концентрацією його часток в транспортувальному струмені газу:
![]() ,
,
де: ![]() ,
, ![]() - прихована теплота плавлення матеріалу модифікатора та виробу відповідно;
- прихована теплота плавлення матеріалу модифікатора та виробу відповідно; ![]() - щільність матеріалу модифікатора;
- щільність матеріалу модифікатора; ![]() - глибина легування матеріалу виробу;
- глибина легування матеріалу виробу; ![]() - поверхнева концентрація модифікатора в легованому шарі матеріалу.
- поверхнева концентрація модифікатора в легованому шарі матеріалу.
5. Спосіб за п. 1, який відрізняється тим, що порошок модифікатора подають із швидкістю:
![]() ,
,
де: ![]() - швидкість відносного переміщення променя і виробу.
- швидкість відносного переміщення променя і виробу.
Текст
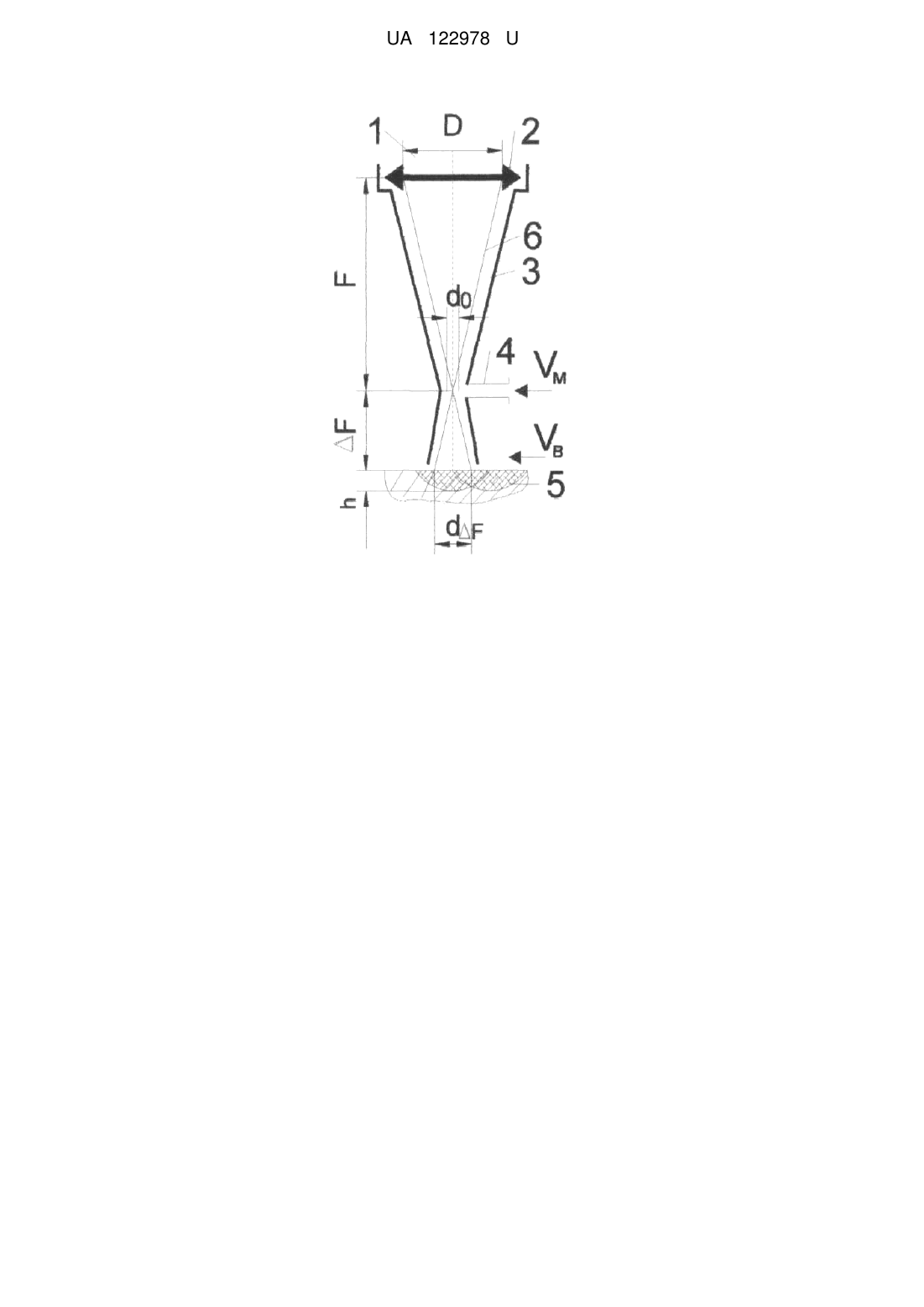
Реферат: Спосіб легування поверхневих шарів металевих виробів включає опромінення поверхні виробу лазерним променем в режимі його оплавлення, а модифікуючий матеріал у вигляді дрібнодисперсного порошку подають струменем транспортуючого газу (Ar, СО2 або інші неактивні гази) в лазерний промінь безпосередньо у зону легування. При цьому, що каустику лазерного променя, перетвореного фокусуючою лінзою, охоплюють корпусом від лінзи до поверхні виробу, яку розташовують в зафокальній області каустики, а порошок подають в каустику в її найменшому перерізі. UA 122978 U (12) UA 122978 U UA 122978 U 5 10 15 20 25 30 35 40 45 Корисна модель належить до методів підвищення характеристик міцності та працездатності металевих виробів шляхом насичення їх поверхонь легуючими (модифікуючими) добавками, що містять хром, вольфрам, ванадій, карбідо- та нітроутворюючими елементами (вуглець, азот) за рахунок теплового впливу лазерного променя на матеріал заготівки та легуючу добавку, і може знайти застосування в машинобудуванні, інструментальному виробництві тощо. Відомий спосіб легування поверхневих шарів металевих виробів шляхом попереднього нанесення на них обмазок, що містять легуючі добавки, та наступного опромінення лазерним променем на режимах, які викликають оплавлення поверхневого шару виробу. Недоліком відомого способу є використання механізму теплопровідності в матеріалі обмазки для передачі тепла поглинутої нею енергії променя до поверхні виробу та його розплавлення і при разючих відмінностях в теплофізичних властивостях матеріалів модифікатора та виробу знадобиться розплавлення обмазки, що викличе перегрів матеріалу виробу та його випаровування. Більш подібним до запропонованої корисної моделі вибраний спосіб легування поверхневих шарів металевих виробів, за яким поверхню виробу опромінюють лазерним променем в режимі його оплавлення, а модифікуючий склад у вигляді дрібнодисперсного порошку подають струменем транспортуючого газу (Ar, СО2 або інші неактивні гази) в лазерний промінь безпосередньо у зону легування. Недоліком цього способу є відсутність можливості створення на поверхні виробу явища дифузії модифікуючої добавки в розплавлений матеріал виробу у режимі "рідина в рідину", яка характеризується високою швидкістю дифузії. Причиною цього є суттєва відмінність температури плавлення матеріалу виробу (сталь, чавун, латунь, титан та його сплави) та компонентів модифікатора (Co, Cr, Mn, Nb, Ni, Mo, W, Та, V, а також сплави Cr-Mo-W, Ni-Nb тощо). Якщо режим опромінювання вибрати за теплофізичними властивостями модифікатора, то це викличе перегрів матеріалу виробу та його бурхливе (вибухоподібне) випаровування. Задачею корисної моделі є підвищення ефективності та якості операції легування шляхом збільшення глибини легованого шару та підвищення його однорідності. Поставлена задача вирішується способом легування поверхневих шарів металевих виробів, за яким поверхню виробу опромінюють лазерним променем в режимі його оплавлення, а модифікуючий склад у вигляді дрібнодисперсного порошку подають струменем транспортуючого газу (Ar, СO2 або інші неактивні гази) в лазерний промінь безпосередньо у зону легування, при цьому, згідно з корисною моделлю, каустику лазерного променя, перетвореного фокусуючою лінзою, охоплюють корпусом від лінзи до поверхні виробу, яку розташовують в зафокальній області каустики, а порошок подають в каустику в її найменшому перерізі. Схема реалізації запропонованого способу легування наведена на кресленні, де лазерний промінь 1 діаметром D перетворюється лінзою 2 та набуває подовжній профіль 6 змінного розміру (від D до d0 ), який називається каустикою, причому переріз мінімального розміру d0 знаходиться на віддалі від головної площини лінзи, яка приблизно дорівнює її фокусній відстані F . Каустику променя охоплюють корпусом 3 у вигляді подвійного зрізаного конуса із загальним перерізом на відстані F від лінзи. На рівні розташування цього перерізу вбудовано штуцер 4 для подачі порошку модифікатору. 5 - переріз зони легування в тілі виробу. Для використання в операції легування найбільш швидкого механізму дифузії "рідина в рідину" необхідно реалізувати їх зустріч у розплавленому стані. Для цього вибирають належний режим опромінення (за енергетичними, хвильовими та просторовими характеристиками d лазерного променя) для створення в перерізі каустики діаметром 0 інтенсивності з рівнем, достатнім для розплавлення порошку модифікатора створенням теплового джерела з густиною Wм 50 Ропл . Таким чином, при подачі порошку в переріз каустики гарантується його потужності розплавлення. Для того, що б розплавити матеріал виробу у його поверхневому шарі глибиною h її треба розташувати в перерізі каустики з нижчим рівнем інтенсивності випромінювання для створення теплового джерела з відповідним рівнем густини потужності розташуванням її поверхні на відстані ΔF від перерізу каустики: Fd F 0 D м WРопл W в Ропл 1/ 2 1 . 1 в WРопл . Це досягається UA 122978 U Для досягнення факту "рідина в рідину" порошок, нагрітий до температури плавлення Тпл , розплавиться через деякий час, який залежить від маси порошинки. Для цього її розмір необхідно обмежити величиною dn : dn 3,3 5 де: F a 1/ 2 ( ) D Vn a , коефіцієнт температуропровідності матеріалу модифікатора, його Vn теплопровідність, - швидкість подачі порошку модифікатора. Для створення заданої концентрації m легуючої добавки в шарі матеріалу виробу завтовшки h порошок повинен подаватися транспортуючим газом з об'ємною концентрацією k : 1 Lм h k 1 пл 100% Lв m пл , 10 Lм Lв де: - щільність матеріалу модифікатора, пл , пл - прихована теплота плавлення матеріалів модифікатора та виробу, відповідно. Для формування шару легованого матеріалу із заданою поверхневою концентрацією m потрібне відносне переміщення променя та поверхні Vв при швидкості подачі порошку Vм : Vм 400 15 20 dn Vвm 2 d0k . Таким чином створюється можливість формування шару легованого матеріалу виробу з контрольованою концентрацією модифікатора при найшвидшому виду дифузії "рідина в рідину", тобто задача корисної моделі досягнута. Джерела інформації: 1. Григорьянц А.Г., Шиганов И.Н., Мисюра Н.И. Технологические процессы лазерной обработки. - Μ: МГТУ им. Баумана, 2008. - с. 664, с. 325, рис. 5.1 2. Бровер Г.И., Дьяченко Л.Д., Кацнельсон Е.А. Модифицирование поверхностного слоя сталей лазерным легированием. // М.: Упрочняющие технологии и покрытия. - 2007. - № 3. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 25 30 35 1. Спосіб легування поверхневих шарів металевих виробів, за яким поверхню виробу опромінюють лазерним променем в режимі його оплавлення, а модифікуючий матеріал у вигляді дрібнодисперсного порошку подають струменем транспортуючого газу (Ar, СО2 або інші неактивні гази) в лазерний промінь безпосередньо у зону легування, який відрізняється тим, що каустику лазерного променя, перетвореного фокусуючою лінзою, охоплюють корпусом від лінзи до поверхні виробу, яку розташовують в зафокальній області каустики, а порошок подають в каустику в її найменшому перерізі. 2. Спосіб за п. 1, який відрізняється тим, що поверхню виробу розташовують на відстані ΔF від перерізу каустики: F 40 Fd0 D 1/ 2 1 , м в де: WРопл , WРопл - густина потужності теплового джерела, створеного внаслідок лазерного опромінення, яка необхідна для розплавлення матеріалу модифікатора та виробу відповідно, F - фокусна відстань лінзи; D - діаметр променя на рівні головної площини лінзи; d0 - діаметр променя в перерізі його каустики. 3. Спосіб за п. 1, який відрізняється тим, що порошинкам модифікатора надають розмір, що не перевищує значення dn : dn 3,3 45 м WРопл W в Ропл F a 1/ 2 ( ) , D Vn де: a - коефіцієнт температуропровідності матеріалу модифікатора; - його теплопровідність; Vn - швидкість подачі порошку модифікатора. 4. Спосіб за п. 1, який відрізняється тим, що порошок модифікатора подають з концентрацією його часток в транспортувальному струмені газу: 2 UA 122978 U 1 Lм h k 1 пл 100 % , Lв m пл 5 де: Lм , Lв - прихована теплота плавлення матеріалу модифікатора та виробу відповідно; пл пл щільність матеріалу модифікатора; h - глибина легування матеріалу виробу; m - поверхнева концентрація модифікатора в легованому шарі матеріалу. 5. Спосіб за п. 1, який відрізняється тим, що порошок модифікатора подають із швидкістю: Vм 400 dn Vвm 2 d0k , де: Vв - швидкість відносного переміщення променя і виробу. Комп’ютерна верстка О. Гергіль Міністерство економічного розвитку і торгівлі України, вул. М. Грушевського, 12/2, м. Київ, 01008, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
МПК / Мітки
МПК: C23C 4/00, B23K 26/04
Мітки: легування, металевих, виробів, шарів, спосіб, поверхневих
Код посилання
<a href="https://ua.patents.su/5-122978-sposib-leguvannya-poverkhnevikh-shariv-metalevikh-virobiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб легування поверхневих шарів металевих виробів</a>
Вихрострумовий спосіб визначення параметрів поверхневих шарів металевих виробів

Номер патенту: 45563
Опубліковано: 10.11.2009
Автор: Учанін Валентин Миколайович
МПК: G01N 27/00
Мітки: шарів, спосіб, визначення, параметрів, виробів, вихрострумовий, поверхневих, металевих
Формула / Реферат:
1. Вихрострумовий спосіб визначення параметрів поверхневих шарів металевих виробів, при якому вихрострумовий перетворювач включають у резонансний контур керованого автогенератора, встановлюють вихрострумовий перетворювач на поверхню зразкового виробу, встановлюють шляхом регулювання керуючої напруги автогенератора режим генерації і визначають відповідне цьому режиму значення керуючої напруги, встановлюють вихрострумовий перетворювач на...
Спосіб нанесення шарів на поверхню металевих виробів
Номер патенту: 111521
Опубліковано: 10.11.2016
Автори: Котляров Валерій Павлович, Прищепа Вадим Олегович
МПК: B23K 103/00, B23K 26/14
Мітки: металевих, нанесення, поверхню, спосіб, виробів, шарів
Формула / Реферат:
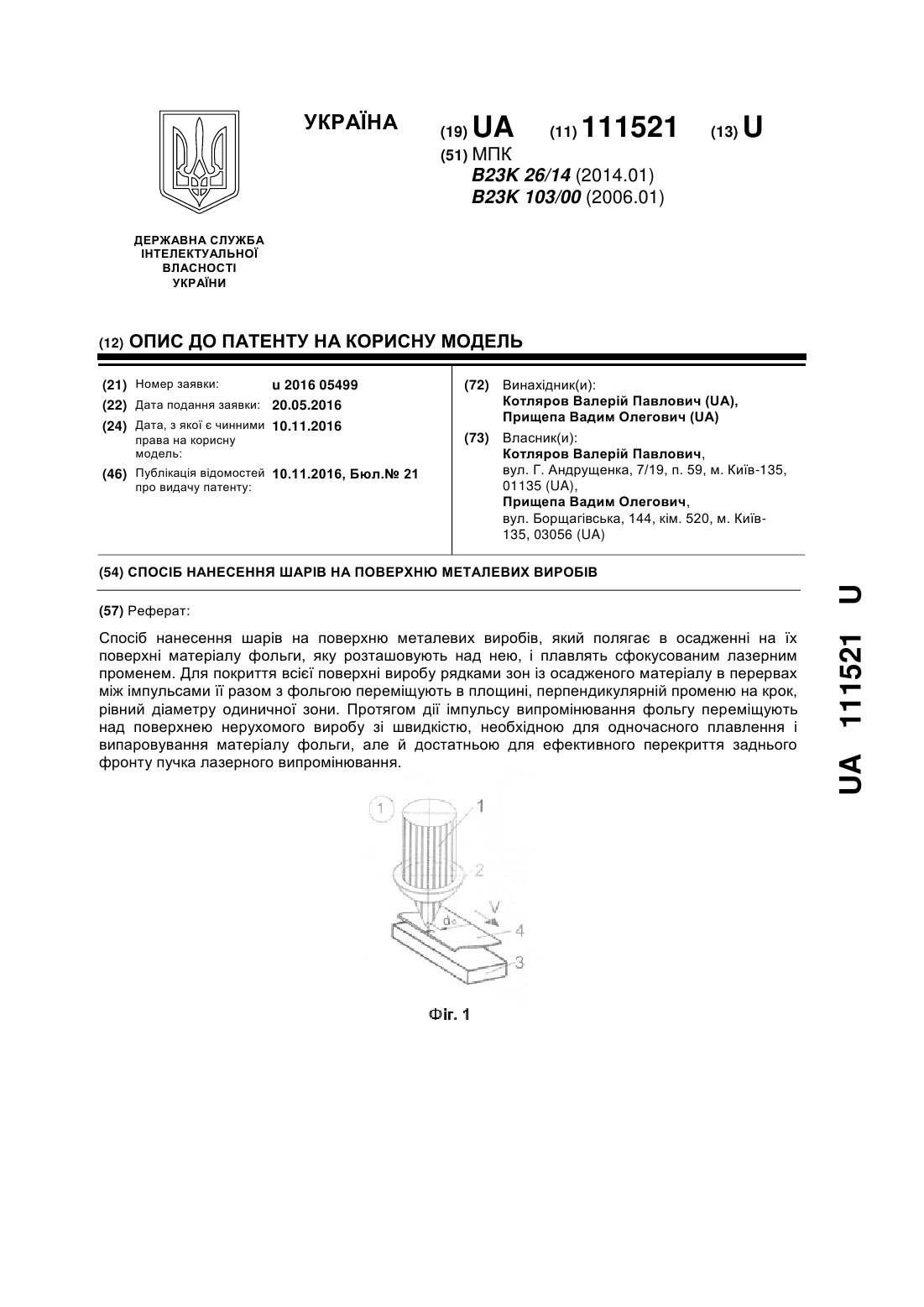
Спосіб нанесення шарів на поверхню металевих виробів, який полягає в осадженні на їх поверхні матеріалу фольги, яку розташовують над нею, і плавлять сфокусованим лазерним променем, а для покриття всієї поверхні виробу рядками зон із осадженого матеріалу в перервах між імпульсами її разом з фольгою переміщують в площині, перпендикулярній променю на крок, рівний діаметру одиничної зони, який відрізняється тим, що протягом дії імпульсу...
Спосіб вихрострумового контролю поверхневих шарів виробів із електропровідних матеріалів без руйнування
Номер патенту: 109234
Опубліковано: 27.07.2015
Автори: Учанін Валентин Миколайович, Афанасьєв Денис Миколайович
МПК: G01B 7/06, G01N 27/90
Мітки: спосіб, матеріалів, вихрострумового, руйнування, контролю, шарів, поверхневих, електропровідних, виробів
Формула / Реферат:
1. Спосіб вихрострумового контролю поверхневих шарів виробів із електропровідних матеріалів без руйнування, при якому за допомогою генератора збуджують коло, в яке включена обмотка вихрострумового перетворювача, напругою високої частоти, встановлюють вихрострумовий перетворювач на поверхню контрольованого виробу, визначають зміни інформативного параметра сигналу під час взаємодії обмотки вихрострумового перетворювача з контрольованим...
Пристрій для нанесення аморфних шарів на поверхню металевих виробів
Номер патенту: 103154
Опубліковано: 10.12.2015
Автори: Котляров Валерій Павлович, Махіня Анатолій Олегович
МПК: C23C 14/28
Мітки: виробів, металевих, аморфних, шарів, поверхню, нанесення, пристрій
Формула / Реферат:
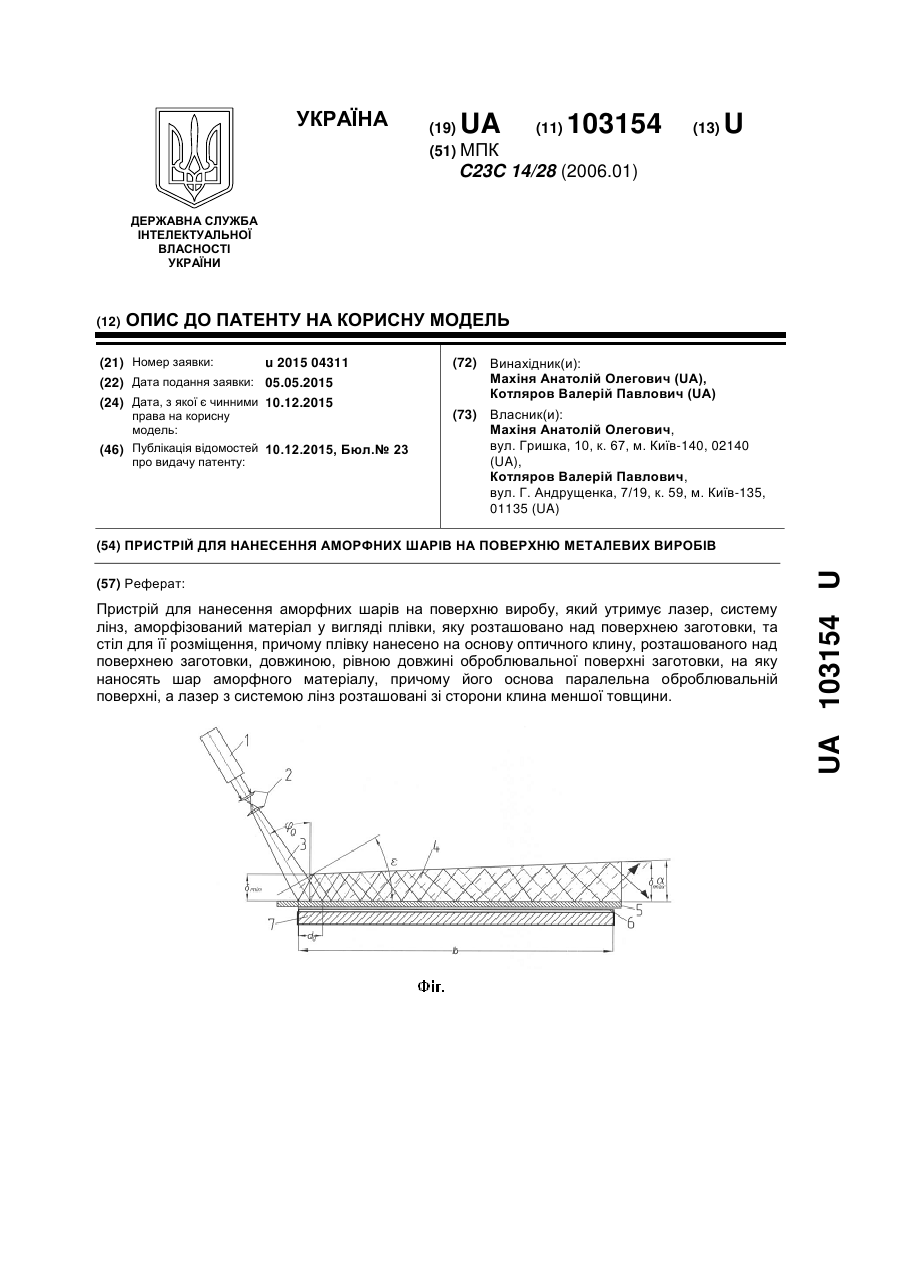
Пристрій для нанесення аморфних шарів на поверхню виробу, який утримує лазер, систему лінз, аморфізований матеріал у вигляді плівки, яку розташовано над поверхнею заготовки, та стіл для її розміщення, який відрізняється тим, що плівку нанесено на основу оптичного клину, розташованого над поверхнею заготовки, довжиною, рівною довжині оброблювальної поверхні заготовки, на яку наносять шар аморфного матеріалу, причому його основа паралельна...
Спосіб безконтактного ультразвукового контролю металевих виробів імпульсами поверхневих хвиль
Номер патенту: 71668
Опубліковано: 25.07.2012
Автори: Петрищев Олег Миколайович, Сучков Григорій Михайлович, Хащіна Сергій Володимирович, Глоба Світлана Миколаївна
МПК: G01N 29/00
Мітки: контролю, виробів, імпульсами, поверхневих, безконтактного, ультразвукового, спосіб, металевих, хвиль
Формула / Реферат:
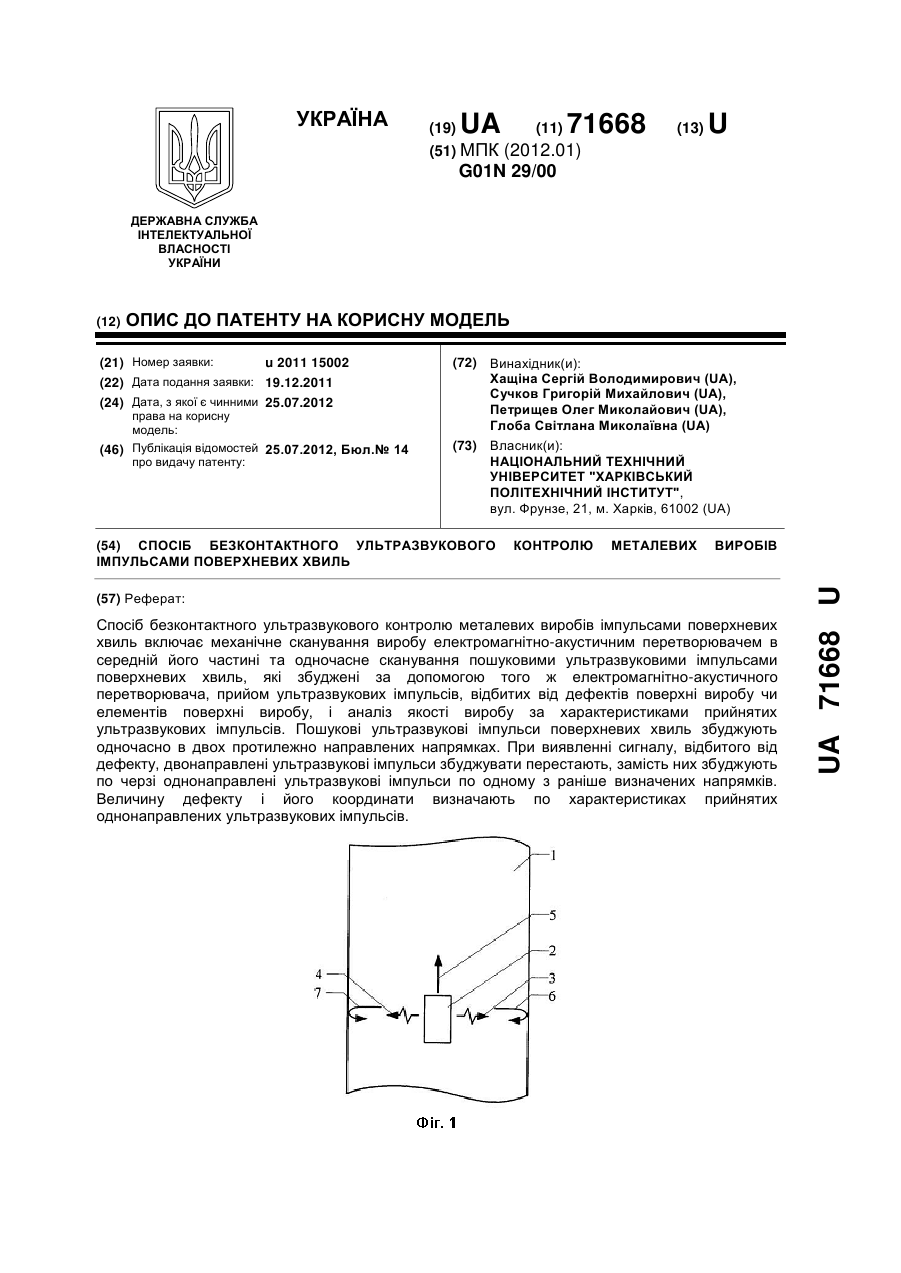
Спосіб безконтактного ультразвукового контролю металевих виробів імпульсами поверхневих хвиль, який включає механічне сканування виробу електромагнітно-акустичним перетворювачем в середній його частині та одночасне сканування пошуковими ультразвуковими імпульсами поверхневих хвиль, які збуджені за допомогою того ж електромагнітно-акустичного перетворювача, прийом ультразвукових імпульсі, відбитих від дефектів поверхні виробу чи елементів...
Попередній патент: Пристрій для відновлення порушень опорно-рухового апарата
Наступний патент: Система для магнітовакуумного гідролазерного масажу
Випадковий патент: Спосіб вилучення пектину з пектиновмісної сировини