Спосіб нанесення шарів на поверхню металевих виробів
Номер патенту: 111521
Опубліковано: 10.11.2016
Формула / Реферат
Спосіб нанесення шарів на поверхню металевих виробів, який полягає в осадженні на їх поверхні матеріалу фольги, яку розташовують над нею, і плавлять сфокусованим лазерним променем, а для покриття всієї поверхні виробу рядками зон із осадженого матеріалу в перервах між імпульсами її разом з фольгою переміщують в площині, перпендикулярній променю на крок, рівний діаметру одиничної зони, який відрізняється тим, що протягом дії імпульсу випромінювання фольгу переміщують над поверхнею нерухомого виробу зі швидкістю, необхідною для одночасного плавлення і випаровування матеріалу фольги, але й достатньою для ефективного перекриття заднього фронту пучка лазерного випромінювання.
Текст
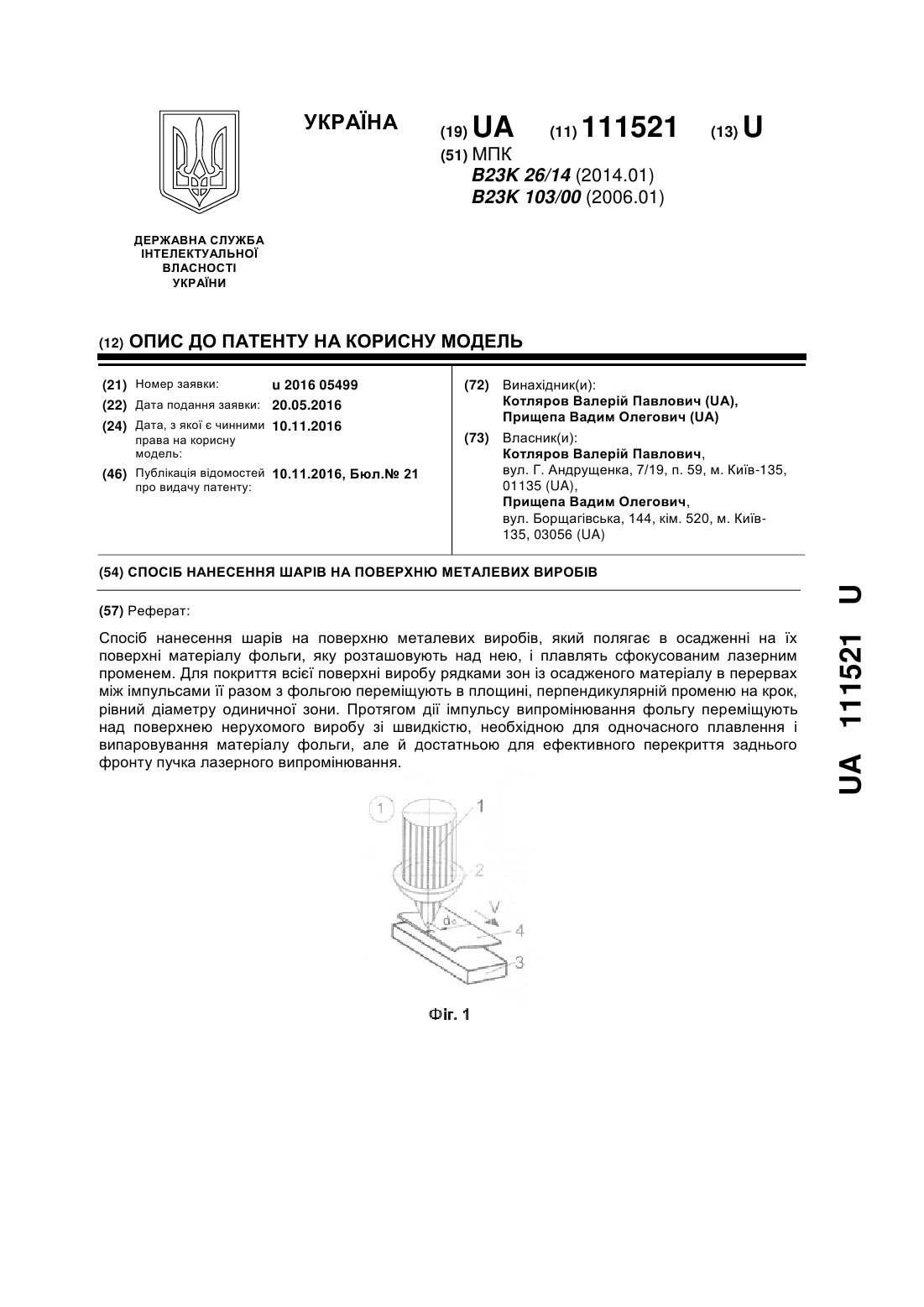
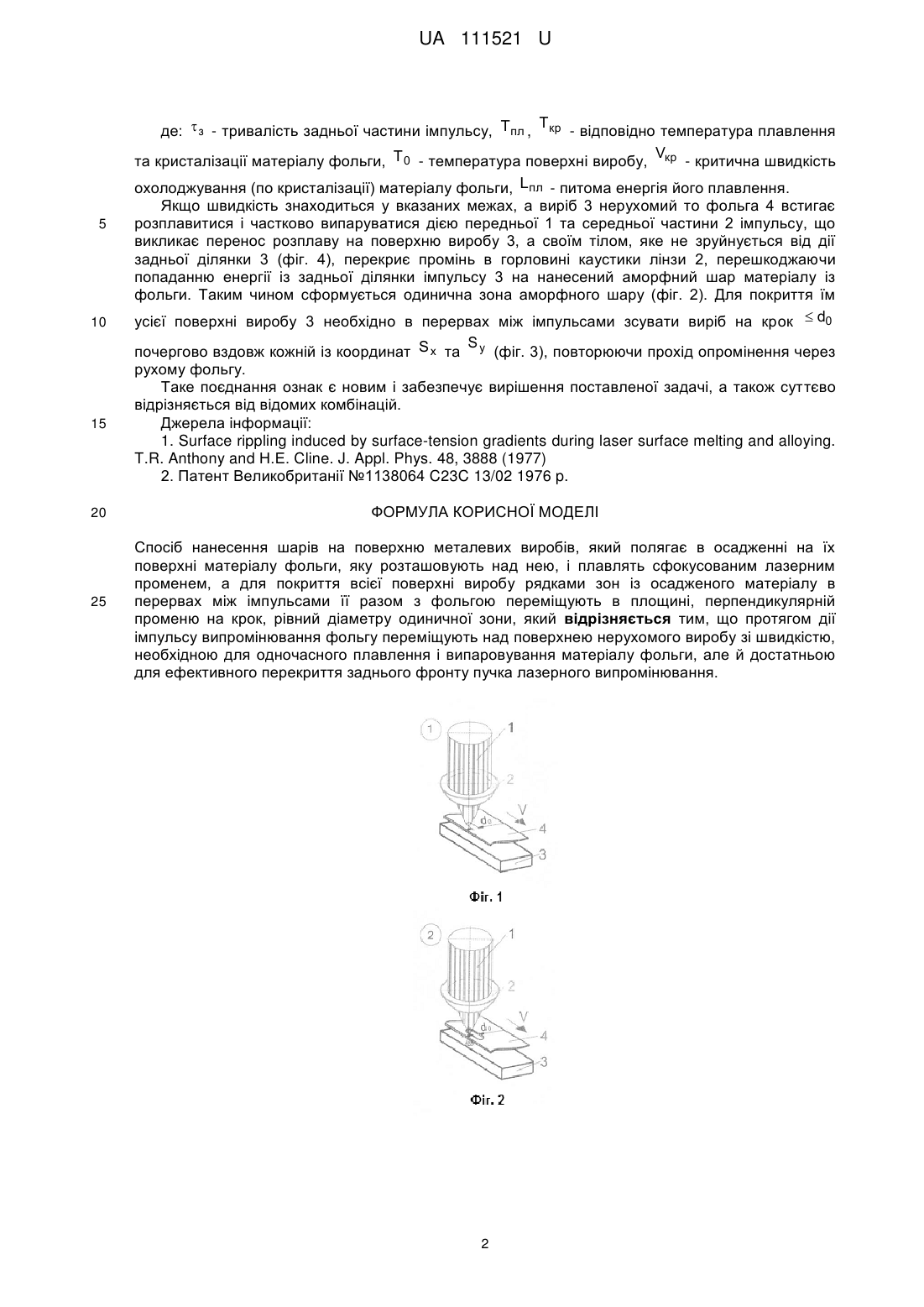
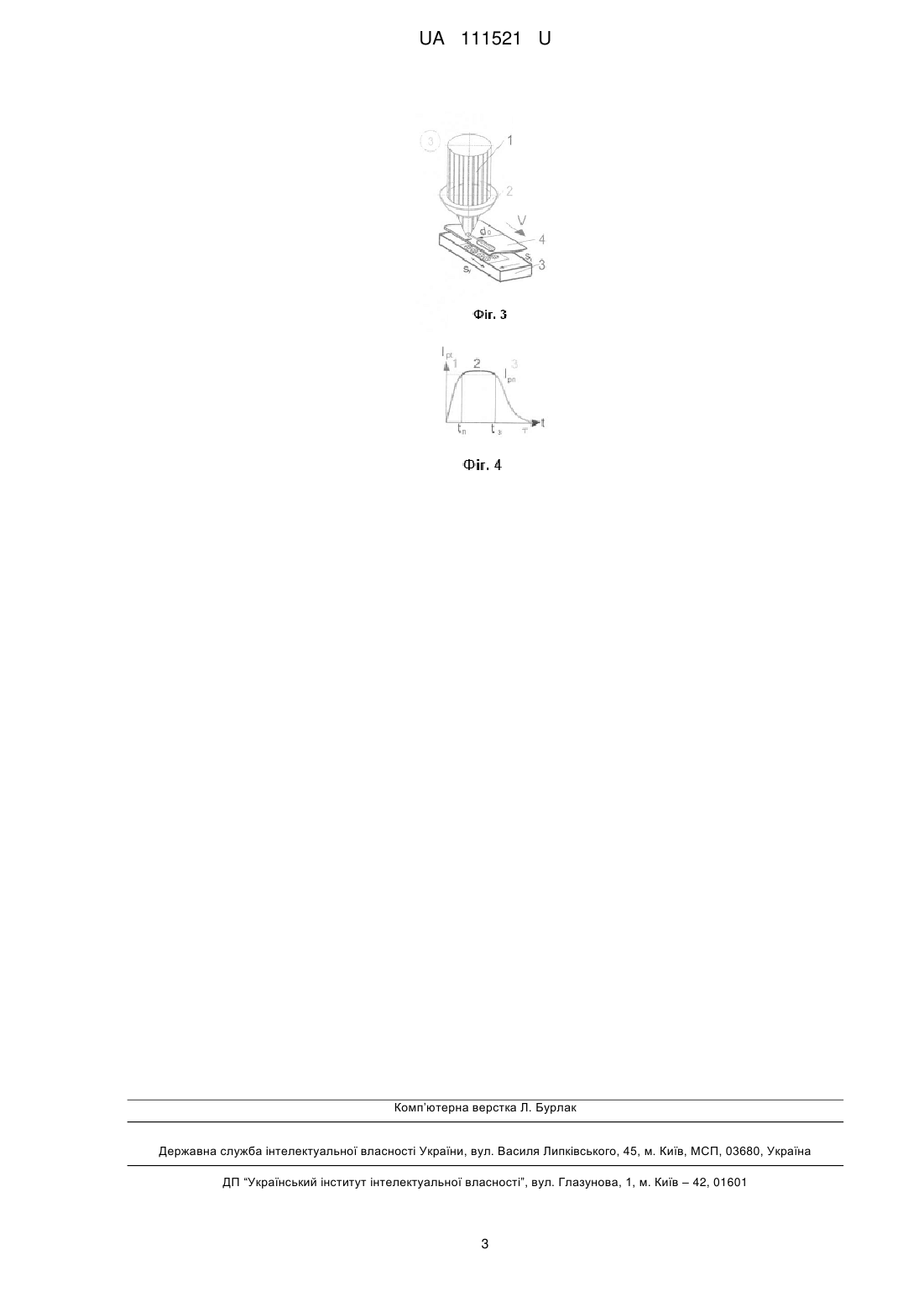
Реферат: Спосіб нанесення шарів на поверхню металевих виробів, який полягає в осадженні на їх поверхні матеріалу фольги, яку розташовують над нею, і плавлять сфокусованим лазерним променем. Для покриття всієї поверхні виробу рядками зон із осадженого матеріалу в перервах між імпульсами її разом з фольгою переміщують в площині, перпендикулярній променю на крок, рівний діаметру одиничної зони. Протягом дії імпульсу випромінювання фольгу переміщують над поверхнею нерухомого виробу зі швидкістю, необхідною для одночасного плавлення і випаровування матеріалу фольги, але й достатньою для ефективного перекриття заднього фронту пучка лазерного випромінювання. UA 111521 U (54) СПОСІБ НАНЕСЕННЯ ШАРІВ НА ПОВЕРХНЮ МЕТАЛЕВИХ ВИРОБІВ UA 111521 U UA 111521 U 5 10 15 20 25 30 35 40 45 50 Корисна модель належить до методів поверхневої зміцнювальної обробки і призначена для підвищення експлуатаційних властивостей деталей машин за рахунок формування шарів із особливими властивостями і може знайти застосування в різних галузях промисловості в технології обробки зміцненням і для відновлення зношених поверхонь деталей машин. Відомий спосіб нанесення шарів на поверхні металевих виробів, який складається із швидкого набризгу розплавленого матеріалу на поверхню масивного металевого матеріалу, який обертають з високою швидкістю. Внаслідок розмазування крапель розплаву по поверхні барабана у тонкий шар та при майже ідеальному тепловому контакті його з барабаном виконується надшвидкісне охолодження матеріалу шару із швидкістю, більшою ніж швидкість Ткр ~ 104 його охолодження для кристалізації град/с, що викликає отвердіння матеріалу розплаву без утворення кристалічної структури, тобто з утворенням аморфної субстанції [1]. Недоліком відомого рішення є неможливість практичного використання отриманих таким чином виробів з аморфною структурою в конструкціях деталей машин. Як прототип вибраний спосіб нанесення шарів на поверхню металевих виробів, який полягає в осадженні на останні матеріалу фольги, що розташовують над їх поверхнею та обробляють і плавлять сфокусованим лазерним променем, а для покриття всієї поверхні виробу рядками зон із осадженого матеріалу в перервах між імпульсами виріб разом з фольгою перемішують під лазерним випромінюванням на крок, рівний діаметру одиничної зони [2]. Недоліком відомого способу є неможливість отримання аморфного стану матеріалу фольги на поверхні виробу внаслідок його підігрівання через утворений отвір у фользі зайвими порціями енергії при безперервному та імпульсному опроміненні. Це призводить до врівноважування структури в режимі відпущення, тобто її релаксації в кристалічну форму. Задачею запропонованого способу нанесення шарів на поверхні металевих виробів є підвищення їх експлуатаційних властивостей шляхом формування в нанесених шарах аморфних станів за рахунок дотримання високих швидкостей охолодження протягом опромінення. Поставлена задача вирішується в способі нанесення шарів на поверхню металевого виробу, який полягає в осадженні на його поверхню матеріалу фольги, яку розташовують над нею, і плавлять сфокусованим лазерним променем, а для покриття всієї поверхні виробу рядками зон із осадженого матеріалу в перервах між імпульсами її разом з фольгою переміщують в площині, перпендикулярній променю на крок, рівний діаметру одиничної зони, згідно з корисною моделлю, протягом дії імпульсу випромінювання фольгу переміщують над поверхнею нерухомого виробу зі швидкістю, необхідною для одночасного плавлення і випаровування матеріалу фольги, але й достатньою для ефективного перекриття задньої ділянки імпульсу лазерного випромінювання. На кресленнях (фіг. 1 - фіг. 4) схематично зображено етапи нанесення аморфних зон на поверхню виробу (фіг. 1 - фіг. 3) та часову структуру імпульсу випромінювання (фіг. 4). Режим опромінення матеріалу фольги 4, який схильний до аморфізації, при його нанесенні на поверхню виробу 3 вибирають таким, щоб промінь 1 міг викликати його перехід в рідкий стан в зоні опромінення та створити достатню кількість пари для силового транспортування рідини, яка утворилася, на поверхню виробу 3 (фіг. 1). Такий характер дії променя може бути створений за імпульсної дії пучка випромінювання 1 на фольгу 4, яку розташовано на його шляху між лінзою 2 і поверхнею виробу 3. Необхідний режим опромінення реалізується або при обробці цугом імпульсів, які надходять з визначеною частотою, або одиничною енергетичною дією імпульсу у режимі вільної генерації. І в тому, і в іншому випадку при звичних схемах опромінення нанесений шар аморфного матеріалу відпускається з поверненням до рівноважної, тобто кристалічної структури, дією задньої слабо енергетичної ділянки імпульсу (ділянка імпульсу 3 на фіг. 4). Механічні способи відсікання його, як і оптичні, не забезпечують достатньої швидкості перекриття усієї зони опромінення. На фіг. 2 для формування шару матеріалу в аморфному стані з його нанесенням в результаті лазерного опромінення фольги 4 постачальника аморфного шару - передбачається її рух під час опромінення поперек променя із швидкістю V, яку розраховано із співвідношення: T T T T E 0 ln пл 0 V d0 / пл Vкр Tкр T0 Lплd0 t з , 1 UA 111521 U 5 10 15 20 25 Т де: з - тривалість задньої частини імпульсу, Тпл , кр - відповідно температура плавлення V та кристалізації матеріалу фольги, Т 0 - температура поверхні виробу, кр - критична швидкість охолоджування (по кристалізації) матеріалу фольги, Lпл - питома енергія його плавлення. Якщо швидкість знаходиться у вказаних межах, а виріб 3 нерухомий то фольга 4 встигає розплавитися і частково випаруватися дією передньої 1 та середньої частини 2 імпульсу, що викликає перенос розплаву на поверхню виробу 3, а своїм тілом, яке не зруйнується від дії задньої ділянки 3 (фіг. 4), перекриє промінь в горловині каустики лінзи 2, перешкоджаючи попаданню енергії із задньої ділянки імпульсу 3 на нанесений аморфний шар матеріалу із фольги. Таким чином сформується одинична зона аморфного шару (фіг. 2). Для покриття їм усієї поверхні виробу 3 необхідно в перервах між імпульсами зсувати виріб на крок d0 S почергово вздовж кожній із координат S x та y (фіг. 3), повторюючи прохід опромінення через рухому фольгу. Таке поєднання ознак є новим і забезпечує вирішення поставленої задачі, а також суттєво відрізняється від відомих комбінацій. Джерела інформації: 1. Surface rippling induced by surface-tension gradients during laser surface melting and alloying. T.R. Anthony and Η.Ε. Cline. J. Appl. Phys. 48, 3888 (1977) 2. Патент Великобританії №1138064 C23C 13/02 1976 p. ФОРМУЛА КОРИСНОЇ МОДЕЛІ Спосіб нанесення шарів на поверхню металевих виробів, який полягає в осадженні на їх поверхні матеріалу фольги, яку розташовують над нею, і плавлять сфокусованим лазерним променем, а для покриття всієї поверхні виробу рядками зон із осадженого матеріалу в перервах між імпульсами її разом з фольгою переміщують в площині, перпендикулярній променю на крок, рівний діаметру одиничної зони, який відрізняється тим, що протягом дії імпульсу випромінювання фольгу переміщують над поверхнею нерухомого виробу зі швидкістю, необхідною для одночасного плавлення і випаровування матеріалу фольги, але й достатньою для ефективного перекриття заднього фронту пучка лазерного випромінювання. 2 UA 111521 U Комп’ютерна верстка Л. Бурлак Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B23K 103/00, B23K 26/14
Мітки: виробів, нанесення, поверхню, спосіб, шарів, металевих
Код посилання
<a href="https://ua.patents.su/5-111521-sposib-nanesennya-shariv-na-poverkhnyu-metalevikh-virobiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб нанесення шарів на поверхню металевих виробів</a>
Пристрій для нанесення аморфних шарів на поверхню металевих виробів
Номер патенту: 103154
Опубліковано: 10.12.2015
Автори: Котляров Валерій Павлович, Махіня Анатолій Олегович
МПК: C23C 14/28
Мітки: аморфних, шарів, поверхню, нанесення, виробів, металевих, пристрій
Формула / Реферат:
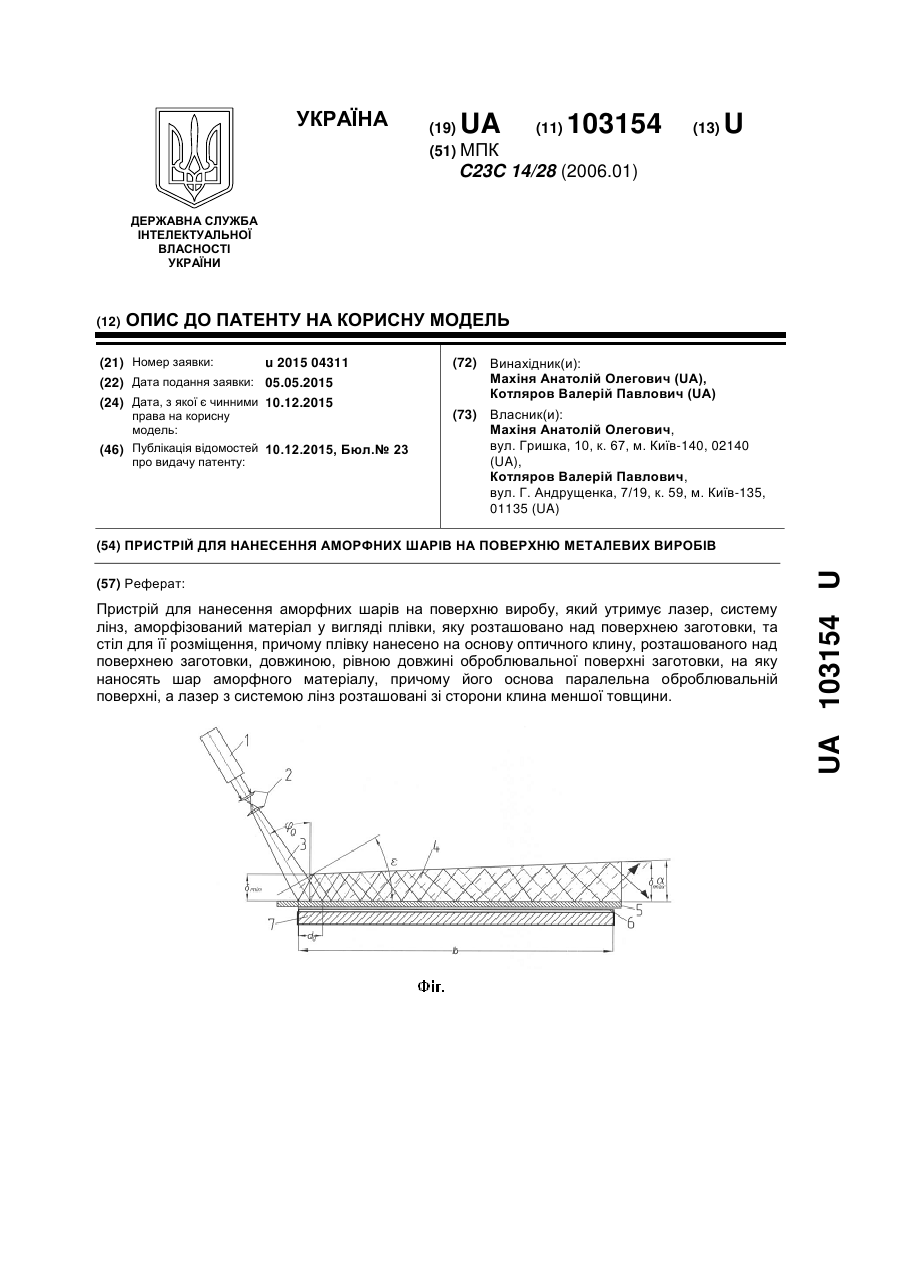
Пристрій для нанесення аморфних шарів на поверхню виробу, який утримує лазер, систему лінз, аморфізований матеріал у вигляді плівки, яку розташовано над поверхнею заготовки, та стіл для її розміщення, який відрізняється тим, що плівку нанесено на основу оптичного клину, розташованого над поверхнею заготовки, довжиною, рівною довжині оброблювальної поверхні заготовки, на яку наносять шар аморфного матеріалу, причому його основа паралельна...
Спосіб електродугового наплавлення на поверхню металевих виробів шарів з підвищеним вмістом вуглецю
Номер патенту: 71260
Опубліковано: 15.11.2004
Автори: Осадчук Андрій Юрійович, Савуляк Валерій Іванович
МПК: B23K 9/04
Мітки: наплавлення, металевих, спосіб, вмістом, поверхню, шарів, вуглецю, виробів, підвищеним, електродугового
Формула / Реферат:
Спосіб електродугового наплавлення на поверхню металевих виробів шарів з підвищеним вмістом вуглецю, який включає попереднє нанесення на поверхню, що обробляється, вуглевмісного матеріалу і їх сумісне плавлення, який відрізняється тим, що як вуглевмісний матеріал використовують вуглецеві матеріали у вигляді волокон, тканини, стрічки чи повсті.
Пристрій для нанесення аморфних шарів на поверхню металічної підкладки
Номер патенту: 97203
Опубліковано: 10.03.2015
Автори: Котляров Валерій Павлович, Кравчук Вероніка Миколаївна
МПК: C23C 8/00
Мітки: поверхню, нанесення, аморфних, пристрій, металічної, шарів, підкладки
Формула / Реферат:
Пристрій для нанесення аморфних шарів на поверхню металічної підкладки, який містить лазер, фокусуючу систему, підкладку та оптично прозорий елемент з шаром матеріалу, який наноситься, на одній з граней, який встановлено між фокусуючою системою та підкладкою на оптичній осі фокусуючої системи під кутом, який відрізняється тим, що оптично прозорий елемент виконаний у вигляді клину, причому його грань з шаром матеріалу, який наноситься,...
Спосіб електродугового наплавлення на поверхню металевих виробів
Номер патенту: 55909
Опубліковано: 27.12.2010
Автори: Шаповалова Олеся Василівна, Осадчук Андрій Юрійович, Савуляк Валерій Іванович, Шенфельд Валерій Йосипович
МПК: B23K 9/04
Мітки: наплавлення, металевих, поверхню, виробів, спосіб, електродугового
Формула / Реферат:
Спосіб електродугового наплавлення на поверхню металевих виробів, що включає попереднє нанесення на поверхню, що обробляють, вуглевмісного матеріалу у вигляді волокон, тканини, стрічки чи повсті, їх сумісне плавлення, який відрізняється тим, що разом з вуглевмісним матеріалом на поверхню, що наплавляють, наносять тонкий дріт з легувального матеріалу.
Спосіб нанесення візерункового рельєфу на поверхню тістових виробів
Номер патенту: 105707
Опубліковано: 25.03.2016
Автор: Пиль Жанна Володимирівна
МПК: A21C 11/02
Мітки: виробів, візерункового, тістових, поверхню, рельєфу, нанесення, спосіб
Формула / Реферат:
1. Спосіб нанесення візерункового рельєфу на поверхню тістових виробів, який включає дозування тіста, розташування його доз на опорній поверхні, штампування штампом, який споряджують каналом для відведення стиснутого повітря, що утворюється між штампом та тістовим виробом, який відрізняється тим, що виготовляють потрібної форми тістову заготовку, а робочу поверхню штампа виконують з неадгезійного матеріалу, причому дзеркальний візерунковий...
Попередній патент: Спосіб прогнозування токсичної променевої нефропатії у хворих на рак легені
Наступний патент: Спосіб лікування варикозної хвороби вен нижніх кінцівок
Випадковий патент: Процес профілактики неспроможності кукси бронха