Спосіб відновлення опорних поверхонь тяжко навантажених металургійних машин
Номер патенту: 123007
Опубліковано: 12.02.2018
Автори: Іщенко Анатолій Олексійович, Рябушкін Олександр Олександрович

Формула / Реферат
Спосіб відновлення опорних поверхонь тяжко навантажених металургійних машин, що включає зачистку поверхонь знежирення та нанесення композитного матеріалу на металеву поверхню, який відрізняються тим, що зачистку виконують в напрямку перпендикулярному дії навантаження, а нанесення композитного матеріалу здійснюють пошарово, перший шар товщиною 0,1-0,5 мм, втирають в напрямку перпендикулярному дії навантаження, решту матеріалу наносять довільно.
Текст
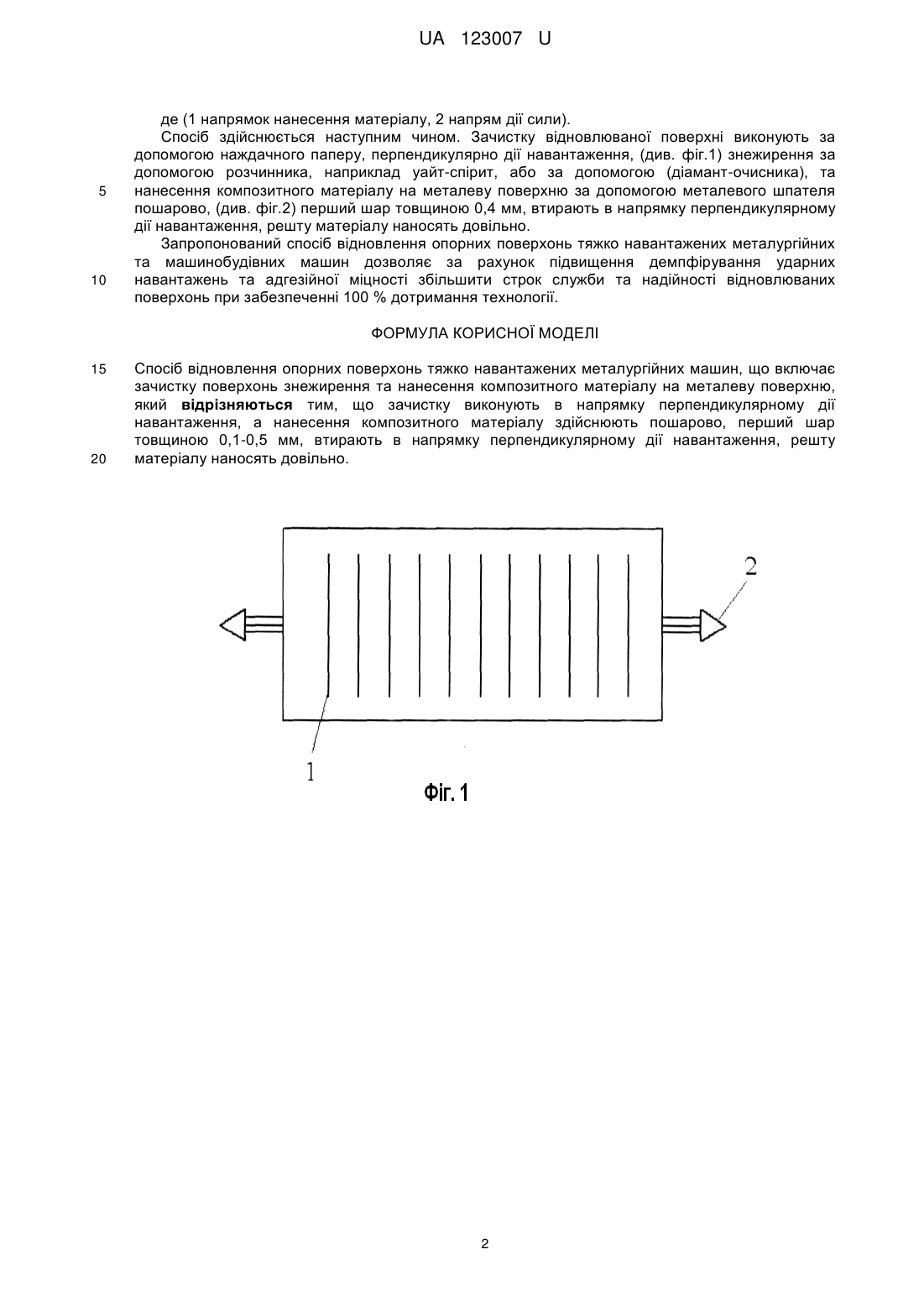
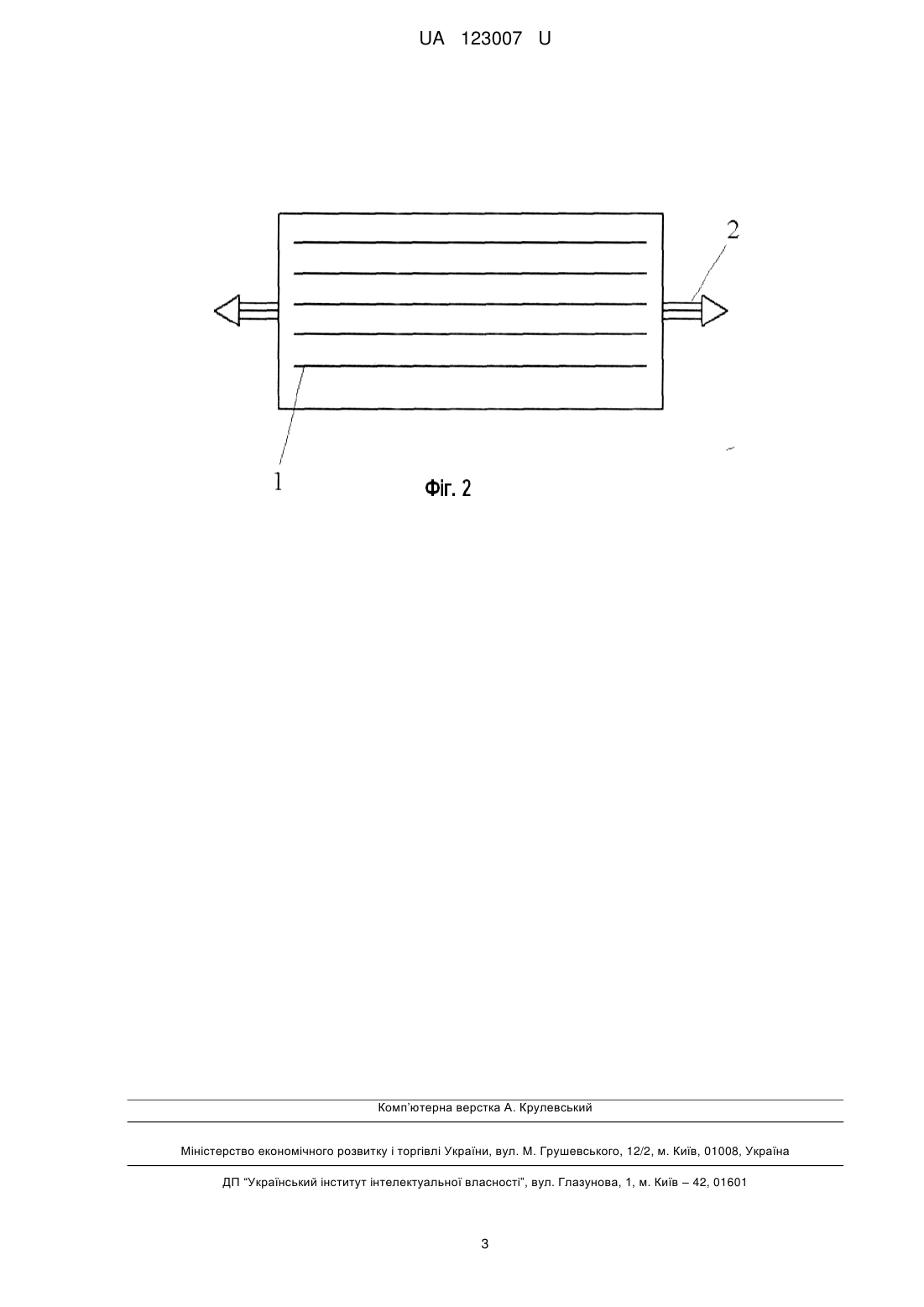
Реферат: Спосіб відновлення опорних поверхонь тяжко навантажених металургійних машин включає зачистку поверхонь знежирення та нанесення композитного матеріалу на металеву поверхню. Зачистку виконують в напрямку перпендикулярному дії навантаження, а нанесення композитного матеріалу здійснюють пошарово, перший шар товщиною 0,1-0,5 мм, втирають в напрямку перпендикулярному дії навантаження, решту матеріалу наносять довільно. UA 123007 U (54) СПОСІБ ВІДНОВЛЕННЯ ОПОРНИХ ПОВЕРХОНЬ ТЯЖКО НАВАНТАЖЕНИХ МЕТАЛУРГІЙНИХ МАШИН UA 123007 U UA 123007 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до області машинобудування і може бути використана в інших галузях промисловості. Відомий спосіб відновлення опорних поверхонь тяжко навантажених металургійних та машинобудівних машин наплавленням з послідовною механічною обробкою за допомогою фрезерувального верстата або шліфувального кола (див. С.Я. Шехтер, А.Я. Шварцер. Наплавка деталей металургійного устаткування. - Довідник. М.: Металургія, 1981 р.) Недоліком цього способу є, складне відновлення поверхні базових деталей металургійних машин чавунного типу, або немає змоги виконати наплавлення. Крім цього такі деталі, як правило, демонтувати неможливо і вони відновлюються безпосередньо на місці експлуатації у цьому випадку складно виконати механічну обробку поверхні. Для цього необхідне спеціалізовані верстати та устаткування. Також спосіб відновлення деталей являється дуже трудомістким та дорогим. Ще одним недоліком способу являється відсутність часу на виконання операції з наплавки та механічної обробки, оскільки операції виконуються у стислі терміни поточних або капітальних ремонтів металургійного устаткування, які працюють як правило у безперервному режимі. Відомий також спосіб відновлення опорних поверхонь тяжко навантажених металургійних машин (Патент України №4804, клас 5В 05D 3/12) який містить у собі зачистку та знежирювання відновленої поверхні, нанесення з надлишком полімерного матеріалу на спеціалізованій металевій поверхні із заглибленням та притисненням до іншої контактної поверхні, при виконанні співвідношення між площею заглиблення та загальною площею контактної поверхні як 1:3. Даний спосіб дозволяє відновлювати опорну поверхню деталі з будь-якого металу за короткий термін та досягти високої твердості металополімерного шару в умовах впливу великих статичних та динамічних навантажень. Проте, при цьому не враховуються умови полімеризації металополімерного матеріалу, час необхідний для придбання максимальної міцності. Відсутність обліку цих факторів може призвести до погіршення міцнісних характеристик металополімерного покриття, що у свою чергу є причиною непридатності відновлювальної поверхні до експлуатації та зменшення її строку служби. Найбільш близьким аналогом є спосіб відновлення опорних поверхонь тяжко навантажених металургійних машин шляхом створення металополімерної поверхні (А. С. СРСР №1623 787, клас 5В 05D 3/12, бюлетень № 4, 1991 p.). Спосіб включає в себе зачистку, знежирення і механічну обробку поверхні та нанесення на відновлювальну поверхню полімерного покриття, що забезпечує покращення адгезійної стійкості з'єднання пари «Метал-полімер». Спосіб дозволяє відновлювати зношену поверхню тяжко навантажених металургійних машин, але при цьому не враховується вплив великих статичних і динамічних навантажень які можуть виникати у зоні контакту взаємодіючих деталей на опорних поверхнях металургійних машин. Дія цих навантажень призводить до великого руйнуванню металополімерного шару та повторної поломки (виходу з ладу) машини або окремих фрагментів відновлювальної поверхні, що у кінцевому рахунку заважає нормальному функціонуванню металургійного агрегату. В основу корисної моделі поставлена задача розробити спосіб відновлення опорних поверхонь металургійних машин у якому нові умови здійснення дій дозволяють за рахунок підвищення демпфірування ударних навантажень та адгезійної міцності збільшити строк служби та надійності відновлюваних поверхонь. Поставлена задача вирішується у способі відновлення поверхні тяжко навантажених металургійних машин який включає зачистку поверхні металу, знежирення та нанесення композитного матеріалу на металеву поверхню згідно з корисною моделлю, зачистку виконують в напрямку перпендикулярному дії навантаження, а нанесення композитного матеріалу здійснюють пошарово, перший шар товщиною 0,1-0,5 мм, втирають в напрямку перпендикулярному дії навантаження, решту матеріалу наносять довільно. При вказаних параметрах першого слою композитного матеріалу, досягаються найкращі адгезійні властивості, а при збільшенні слою матеріалу, матеріал руйнується. Таке виконання способу дозволяє виключити велику витрату композитного матеріалу при відновлюванні поверхні і підвищити його несучу здатність та зносостійкість при забезпеченні 100% дотримання технології. Таким чином, сукупність названих ознак дозволяє отримати нову технічну сутність - знизити витрату композитного матеріалу і забезпечити високу несучу здатність шару композиту. На фіг. 1 представлена схема зачищення відновлюємої поверхні, де (1 напрямок руху інструмента, 2 напрям дії сили). На фіг. 2 представлена схема нанесення матеріалу, 1 UA 123007 U 5 10 де (1 напрямок нанесення матеріалу, 2 напрям дії сили). Спосіб здійснюється наступним чином. Зачистку відновлюваної поверхні виконують за допомогою наждачного паперу, перпендикулярно дії навантаження, (див. фіг.1) знежирення за допомогою розчинника, наприклад уайт-спірит, або за допомогою (діамант-очисника), та нанесення композитного матеріалу на металеву поверхню за допомогою металевого шпателя пошарово, (див. фіг.2) перший шар товщиною 0,4 мм, втирають в напрямку перпендикулярному дії навантаження, решту матеріалу наносять довільно. Запропонований спосіб відновлення опорних поверхонь тяжко навантажених металургійних та машинобудівних машин дозволяє за рахунок підвищення демпфірування ударних навантажень та адгезійної міцності збільшити строк служби та надійності відновлюваних поверхонь при забезпеченні 100 % дотримання технології. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 15 20 Спосіб відновлення опорних поверхонь тяжко навантажених металургійних машин, що включає зачистку поверхонь знежирення та нанесення композитного матеріалу на металеву поверхню, який відрізняються тим, що зачистку виконують в напрямку перпендикулярному дії навантаження, а нанесення композитного матеріалу здійснюють пошарово, перший шар товщиною 0,1-0,5 мм, втирають в напрямку перпендикулярному дії навантаження, решту матеріалу наносять довільно. 2 UA 123007 U Комп’ютерна верстка А. Крулевський Міністерство економічного розвитку і торгівлі України, вул. М. Грушевського, 12/2, м. Київ, 01008, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B05D 3/12
Мітки: тяжкої, машин, спосіб, опорних, металургійних, відновлення, поверхонь, навантажених
Код посилання
<a href="https://ua.patents.su/5-123007-sposib-vidnovlennya-opornikh-poverkhon-tyazhko-navantazhenikh-metalurgijjnikh-mashin.html" target="_blank" rel="follow" title="База патентів України">Спосіб відновлення опорних поверхонь тяжко навантажених металургійних машин</a>
Спосіб відновлення опорних поверхонь тяжко навантажених металургійних машин
Номер патенту: 43031
Опубліковано: 15.11.2001
Автори: Семенюта Анатолій Ніканорович, Іщенко Анатолій Олексійович
МПК: B05D 3/12
Мітки: спосіб, тяжкої, відновлення, поверхонь, металургійних, машин, опорних, навантажених
Формула / Реферат:
1. Спосіб відновлення опорних поверхонь важко навантажених металургійних машин, що включає зачищення, обезжирювання і нанесення полімерного матеріалу, який відрізняється тим, що на одній з опорних контактних поверхонь виконують заглиблення, які заповнюють із надлишком полімерним матеріалом та притискають до другої контактної поверхні.2. Спосіб по п. 1, який відрізняється тим, що співвідношення між площею заглиблень і загальною площею...
Спосіб відновлення опорних поверхонь важко навантажених металургійних машин
Номер патенту: 43031
Опубліковано: 15.12.2003
Автори: Семенюта Анатолій Ніканорович, Іщенко Анатолій Олексійович
МПК: B05D 3/12
Мітки: металургійних, важкої, машин, відновлення, опорних, поверхонь, навантажених, спосіб
Формула / Реферат:
1. Спосіб відновлення опорних поверхонь важко навантажених металургійних машин, що включає зачищення, обезжирювання і нанесення полімерного матеріалу, який відрізняється тим, що на одній з опорних контактних поверхонь виконують заглиблення, які заповнюють із надлишком полімерним матеріалом та притискають до другої контактної поверхні.2. Спосіб по п. 1, який відрізняється тим, що співвідношення між площею заглиблень і загальною площею...
Спосіб відновлення опорних поверхонь важко навантажених металургійних машин
Номер патенту: 76179
Опубліковано: 25.12.2012
Автори: Просвєтова Ганна Миколаївна, Фесенко Євген Олександрович, Іщенко Анатолій Олексійович
МПК: B05D 3/12
Мітки: машин, важкої, опорних, металургійних, поверхонь, спосіб, навантажених, відновлення
Формула / Реферат:
Спосіб відновлення опорних поверхонь важко навантажених металургійних машин, що включає нанесення полімерного матеріалу з надлишком на попередньо підготовлену поверхню зі спеціально виконаними поглибленнями та його притиснення іншою контактною поверхнею, покритою адгезійним складом, який відрізняється тим, що після полімеризації полімерний матеріал піддають триразовому стиску до значення σ=0,8σв з подальшим розвантаженням після...
Спосіб відновлення опорних поверхонь важконавантажених металургійних машин
Номер патенту: 27340
Опубліковано: 25.10.2007
Автори: Донєв Кирило Валерійович, Калініченко Ірина Олександрівна, Грішко Василь Петрович, Іщенко Анатолій Олексійович
МПК: B05D 3/12
Мітки: машин, важконавантажених, відновлення, поверхонь, опорних, металургійних, спосіб
Формула / Реферат:
Спосіб відновлення опорних поверхонь важконавантажених металургійних машин, що включає зачищення, знежирення, нанесення полімерного матеріалу із надлишком на поверхню із заздалегідь виконаними заглибленнями та притискання до другої контактної поверхні, який відрізняється тим, що при притисканні між поверхнями залишають шар полімерного матеріалу товщиною не більше товщини шару полімерного матеріалу, розташованого в заглибленнях.
Спосіб відновлення опорних поверхонь важконавантажених металургійних машин
Номер патенту: 4804
Опубліковано: 15.02.2005
Автори: Іщенко Анатолій Олексійович, Грішко Василь Петрович, Єфімов Іван Костянтинович, Калініченко Ірина Олександрівна
МПК: B05D 3/12
Мітки: опорних, металургійних, поверхонь, машин, відновлення, важконавантажених, спосіб
Формула / Реферат:
Спосіб відновлення опорних поверхонь важконавантажених металургійних машин, що містить у собі зачищення, знежирення відновлюваної поверхні, нанесення з надлишком полімерного матеріалу в спеціально виконані на відновлюваній металевій поверхні поглиблення і притиснення до другої контактної поверхні, який відрізняється тим, що притиснення здійснюють при температурі +15°С...+20°С протягом 1,5...2 доби, а границю текучості матеріалу визначають за...
Попередній патент: Формувач періодичної послідовності з перенастроюваною тривалістю імпульсів і паузи і програмованою затримкою початку формування відносно стартового імпульсу
Наступний патент: Спосіб передочеревинної пластики пахвиних гриж при виконанні залобкової простатектомії
Випадковий патент: Механізм повороту запірного тареля, наприклад, газовідсічного клапана