Екструдер
Номер патенту: 13710
Опубліковано: 17.04.2006
Автори: Кухар Володимир Валентинович, Радченко Віктор Леонідович


Формула / Реферат
Екструдер, що містить обігрівальний корпус, оснащений приєднаним бункером, екструзійну головку з випускним отвором, черв’ячний шнек із гвинтовим каналом, що встановлений у корпусі з можливістю обертання, який відрізняється тим, що черв’ячний шнек виконаний цільним із зонами, що утворені змінним по його довжині кутом нахилу гвинтового каналу, який змінюється відповідно із виразом
 ,
,
де ![]() - кут нахилу гвинтового каналу черв’яка шнека у визначеній зоні, град;
- кут нахилу гвинтового каналу черв’яка шнека у визначеній зоні, град;
![]() - протитиск екструдера у визначеній зоні, Па;
- протитиск екструдера у визначеній зоні, Па;
![]() - індекс плинності матеріалу;
- індекс плинності матеріалу;
![]() - діаметр шнека у визначеній зоні, м;
- діаметр шнека у визначеній зоні, м;
![]() - довжина визначеної зони шнека, м;
- довжина визначеної зони шнека, м;
![]() - частота обертання шнека екструдера, с-1;
- частота обертання шнека екструдера, с-1;
![]() - коефіцієнт впливу температури;
- коефіцієнт впливу температури;
![]() - в’язкість прес-маси при заданих температурно-швидкісних умовах,
- в’язкість прес-маси при заданих температурно-швидкісних умовах, ![]() ;
;
![]() - коефіцієнт впливу втрат;
- коефіцієнт впливу втрат;
![]() - коефіцієнт впливу протитечії;
- коефіцієнт впливу протитечії;
![]() - коефіцієнт, що враховує конічний нахил зони шнека;
- коефіцієнт, що враховує конічний нахил зони шнека;
![]() та
та ![]() - товщини шару матеріалу на вході та виході у визначеній зоні екструдера, м;
- товщини шару матеріалу на вході та виході у визначеній зоні екструдера, м;
![]() - зазор між гвинтом черв’яка шнека та корпусом, м.
- зазор між гвинтом черв’яка шнека та корпусом, м.
Текст
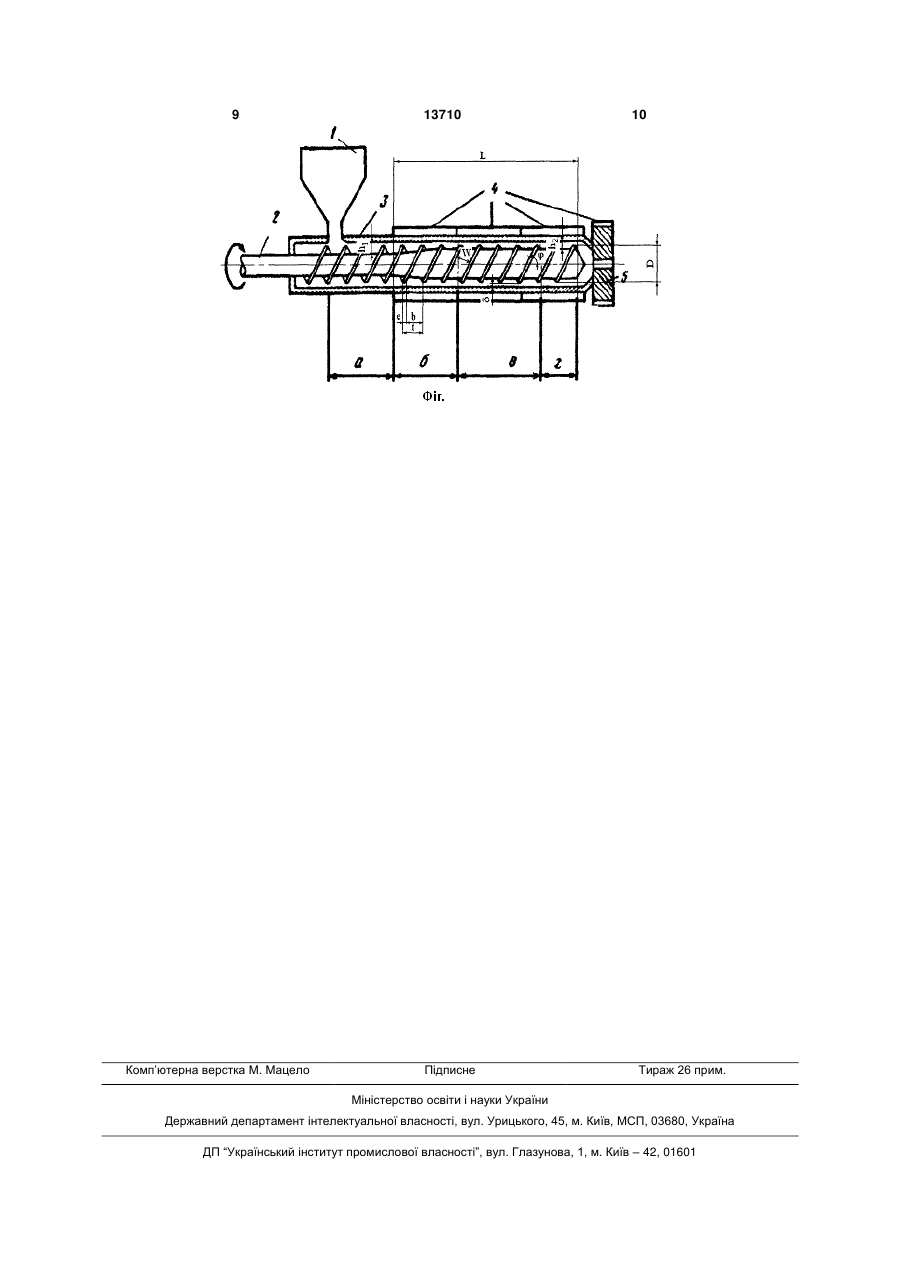
Екструдер, що містить обігрівальний корпус, оснащений приєднаним бункером, екструзійну головку з випускним отвором, черв’ячний шнек із гвинтовим каналом, що встановлений у корпусі з можливістю обертання, який відрізняється тим, що черв’ячний шнек виконаний цільним із зонами, що утворені змінним по його довжині кутом нахилу гвинтового каналу, який змінюється відповідно із виразом 3 13710 4 періодично, що викликає різну товщину виробів та нювання продуктивності по зонах екструдера, що може привести до обриву матеріалу. виключає його переривисту роботу та обриви і Відомій двохпозиційний термопластавтомат різнотовщинність виробів. [А.с. №188654 СССР, МПК 4 В39А31/00], який Для розв'язання поставленої задачі в основу складається із станини, в котрій вмонтовані два корисної моделі покладена конструкція екструдемеханізми запирання форм, один механізм інжекції ра, що містить обігрівальний корпус, оснащений з черв'ячною пластикацією і механізм дотискання. приєднаним бункером, екструзійну голівку із випуУ станині також розміщений гідропривід. скним отвором, черв'ячний шнек із гвинтовим каДаний пристрій вимагає використання гідропналом, що встановлений у корпусі з можливістю риводу (тобто необхідний допоміжний енергоносій обертання, у відповідності з корисною моделлю, - вода, масло або емульсія), а також його експлуачерв'ячний шнек виконаний цільним із зонами, що тація передбачає охолодження та витримку вироутворені змінним по його довжині кутом нахилу бів, що виробляють, у формі, причому час витримгвинтового каналу, який змінюється відповідно із ки матеріалу під тиском, по відношенню до часу виразом: cos P загального циклу виробництва, може складати до 75%. Це суттєво обмежує технологічні можливості sinn 1 1 D N fym k t (n 1) 2n 2 h1 2 (B L h1) пристрою и робить його непридатним до викорис2 h1 2 fnp B 2 h L тання для переробки великої кількості полімерів. 1 B Найбільш близьким до технічного рішення, що де - кут нахилу гвинтового каналу черв'яка заявляється, за результатом, що досягають, є шнека у визначеній зоні, град.; двохстадійна шприц-машина для екструзійної пеР - протитиск екструдера у визначеній зоні, реробки полімерів [Шенкель Г.П.М. Влияние реПа; зультатов исследовательских работ на конструкn - індекс плинності матеріалу; цию шприц-машины / G.P.M. Shenkel. Effects of D - діаметр шнека у визначеній зоні, м; recent fundamental investigation on extruder design. L - довжина визначеної зони шнека, м; Plast. Eng., 1961, 1, №7. - p.315; №8. - р.364; №9. N - частота обертання шнека екструдера, с-1; p.406; №10. - p.453 / В сборнике переводов "Переkt - коефіцієнт впливу температури; работка полимеров" / Под ред. Р.В. Торнера. - М. - в'язкість прес-маси при заданих темпераЛ.: Химия, 1964. - С.9-81], яка містить обігрівальтурно-швидкісних умовах, Па с; ний корпус з завантажувальними отворами і приєfym - коефіцієнт впливу втрат; днаними бункерами, спеціальний черв'як, що з'єдfnp - коефіцієнт впливу протитечії; наний крізь редуктор з електроприводом та складений з двох з'єднаних в одне ціле окремих h2 h1 - коефіцієнт, що враховує конічний B зон визначеної довжини, одна з яких порожня, при L цьому з'єднання виконане за допомогою перехіднахил зони шнека; ного елементу, що виконує функції ущільнювальh1 та h2 - товщини шару матеріалу на вході та ного пристрою, в якому розміщені центральний і виході у визначеній зоні екструдера, м; радіальний канали. Пристрій також містить екстру- зазор між гвинтом черв'яка та корпусом, м. зійну голівку з дроселем або змінним опором для Суттєвість ознаки виконання шнеку цільним більш точного дозування матеріалу на виході з полягає у підвищенні надійності роботи екструдецентрального каналу. ра через полегшення умов його роботи та полегЦей пристрій передбачає отримання різнокошення процедури зміни шнека. По ходу просуванльорових виробів з полімерів. Технічним обменя прес-маси вздовж шнеку по зонах екструдера женням цього пристрою є черв'як, який містить дві прес-маса перетворюється із твердої на в'язку зони (елементи), що з'єднані складним перехідним суміш із різними фізико-хімічними характеристикаущільнювальним пристроєм. Кожна з зон черв'яка ми у кожній зоні. Тому протитиск екструдера, у має свій крок, а, у зв'язку з цим, і кут нахилу та випадку однакового кута нахилу гвинтового каналу глибину гвинтового каналу. В зв'язку з тим, що шнека, різний у кожній зоні, що викликає різний обидві зони обертаються з однаковою швидкістю, насосний ефект та різну продуктивність у кожній а рекомендації для розрахунку величин зазначезоні. Тому після зони розплавлення попереду зони них параметрів відсутні, вони підбираються емпідозування утворюється „вузьке місце", яке призворично (шляхом "підгонки"), що суттєво обмежує дить до переривистої роботи екструдера та погіртехнічні і технологічні можливості пристрою. Для шення якості виробів. вирівняння продуктивності в двох зонах збільшуВизначення величини кута нахилу гвинтового ють глибину гвинтових каналів, найбільш завантаканалу шнека, в залежності від протитиску екстружених ділянок шнека, що послаблює його міцності дера, дозволяє вирівнювати насосний ефект та характеристики і викликає його швидке темперапродуктивність у кожній зоні екструдера. Зміна турне зношування. кута нахилу гвинтового каналу у кожній зоні призВ основу корисної моделі, що заявляється, поведе до покращення якості виробів, виключення їх ставлена задача удосконалити екструдер для перізнотовщинності та обривів у процесі роботи. реробки полімерних матеріалів, в якому, за рахуКонструкція екструдера пояснюється кресленнок зміни конструктивних параметрів шнека ням (див. Фіг.), де показаний його загальний ви(черв'яка), розміри яких визначаються, досягають гляд. Прес-масу засипають у завантажувальний покращення умов роботи пристрою та більш повбункер 1, що з'єднаний із корпусом 3 в якому розної переробки прес-маси за рахунок вирівнювання міщений шнек 2, який обертається за допомогою протитиску і насосного ефекту у всіх зонах, вирівприводу обертання. Просуваючись крізь корпус 3 5 13710 6 по гвинтовому каналу шнека 2, прес-маса прохоt - крок гвинта черв'яка; дить зону завантаження (а), після чого попадає у D - діаметр шнека; зони стискання (б) та гомогенізації (в), які складае - товщина гвинта черв'яка шнека; ють ділянку, що оснащена обігрівачами 4, признаb=W - ширина гвинтового каналу шнека; ченими для розплавлення прес-маси та перетво- зазор між гвинтом черв'яка та корпусом. рення її у в'язку суміш. У в'язкому стані прес-суміш Шнек є головним елементом у конструкції експропускається крізь зону дозування (г) та екструтрудера, причому, за корисною моделлю, що заязійну голівку 5, в якій придається кінцева форма вляється, він повинен конструюватись таким чивиробу (плівка, стержень, труба тощо). ном, щоб продуктивність кожної зони екструдера Крім того, на кресленні (див. Фіг.) означені набула рівномірною. Цього досягають зміною кута ступні конструктивні елементи екструдера: нахилу шнека у кожній зоні. L - загальна довжина черв'яка, що складається При розгляданні схеми екструдування (див. з частин La, Lб, Lв, та Lг, які розташовані у зонах Фіг.), запишемо вираз для визначення протитиску завантаження, стискання, гомогенізації та дозуекструдеру у кожній зоні, відповідно до джерела вання відповідно; [Якоби Г.Р. Механизм течения в одночервячной - координата в здовж осі екструдера; шприц-машине / Н. R. Jacobi. Flow characteristics in the single-screw extruder. - Plast. Eng., 1962, №5. - кут нахилу гвинта черв'яка шнека; p.205; №6. - p.264 / В сборнике переводов "Переh1 та h2 - товщина шару матеріалу на вході та работка полимеров" / Под ред. Р.В. Торнера. - М. виході з окремої зони екструдера (параметри різні Л.: Химия, 1964. - С.105-127]: для кожної зони); h2 h1 L 2 D2 L h1 1 m e t sin cos N fym P 0 D 2 fnp m e 1 t де L=La, L=Lб, L=Lв та L=Lг відповідно для кожної зони; , , h1, h2, N, t, D, kt, fym, fnp, e, , n, - параметри, що визначені вище; m - число (кількість) заходів шнека, шт. Звідки, після скорочень та перетворень, запишемо: fym h2 h1 L L P A 0 h2 h1 L h1 2 A fym A h1 B A C (n 1) 2n , 2 fnp sinn 1 D cos A cos sinn 1 N kt або , D N kt (n 1) 2n 2 fnp Вирішимо інтегральний вираз: тут C , fym L d 2 0 (B h1) 1 B L h1 A де d h1 L P d h2 h1 L sinn (n 1) 2n kt h2 h1 L 3 h1 fym 2 h1 d 2 (B L h1) A B h2 h1 . L Для загального випадку маємо: 2 fym h1 2 h2 1 fym (B L h1) A 3 0 (B h1) 1 h1 B fym fym 2 (B L h1)2 B A (B L h1) 2 h1 fym fym h1 B 2 h2 B 1 2 (B L h1) 2 (B L h1) h1 L B де B P C cos B sinn 1 2 h1 fym 2 h2 1 1 2 (B L h1) . h1 L B У загальному випадку, при розписуванні пара 7 метрів С та В, коли n 2, маємо вираз: D N k t fym P (n 1) 2n 2 fnp B Звідки оцінюємо вплив кута виразом: cos sinn 1 13710 (n 1) 2n 2 fnp B 2 h1 2 h2 1 1 2 (B L h1) h1 L B За даними джерела [Якоби Г.Р. Механизм течения в одночервячной шприц-машине / Н. R. Jacobi. Flow characteristics in the single-screw extruder. - Plast. Eng., 1962, №5. - p.205; №6. p.264 / В сборнике переводов "Переработка поли C B E 2 fym 2 h2 1 fym 2 (B L h1) h1 L B Тоді: cos P E E ctg . sin Звідки, для конкретного полімеру із індексом плину n=2, одержимо: P . arcctg E Або, враховуючи тригонометричну залежність 1 ctg2 1 sin2 , після перетворень неважко отримати: arcsin P E 1 2 . 1 При конкретизуванні розрахунків використовували експериментальні дані за джерелом [Шенкель Г.П.М. Влияние результатов исследовательских работ на конструкцию шприц-машины / G.P.M. Shenkel. Effects of recent fundamental investigation on extruder design. - Plast. Eng., 1961, 1, №7 p.315; №8.- р.364; №9.-р.406; №10. - р.453 / В сборнике переводов "Переработка полимеров" / Под ред. Р.В. Торнера. - М. - Л.: Химия, 1964. - С.9-81], звідки для екструдеру з параметрами N=80об./хв.=1,33с-1, D=63мм=0,063м, =2мм=0,002м, загальною довжиною L=22,2D=1,4м та довжинами відповідних зон (за кресленням Фіг.) La=9D=0,568м, Lб=2D=0,126м, Lв=0,63м та Lг=0,076м, а також із параметрами для кожної зони (означені індексами) h1а=11,4мм=0,0114м, h2а=h1б=5,4мм=0,0054м, h2б=h1в=3,4мм=0,0034м, h2в=h1г=2,4мм=0,0024м, h2г=2,0мм=0,002м отримували значення протитис cos sinn 1 2 h1 2 h2 1 1 2 (B L h1) h1 L B меров" / Под ред. Р.В. Торнера. - М. - Л.: Химия, 1964. - С.105-127], значення індексу плину матеріалу для досить широкого колу полімерних матеріалів знаходиться у межах n 2-5. Тоді, наприклад, для конкретного полімеру із n=2, запишемо параметри: 6 D N kt та C fnp на величину Р P D N fym k t 8 A 6 D N kt fnp sin cos . Введемо тут додаткову величину: 6 D N kt fnp B 2 h1 fym 2 h2 1 fym 2 (B L h1) h1 L B ку по зонах: Ра=9000000Па, Рб=14500000Па, Рв=14000000Па, Рг=1000000Па. При цьому характеристики матеріалу (поліетилен низького тиску) складали n=2,8, в'язкість =10000Па с (температура 180 С, щільність 0,918г/см3), а кут нахилу гвинтового каналу складав =86град. Коефіцієнт впливу температури приймали kt=0,85. Для вирівнювання протитиску у екструдері по всіх зонах приймаємо його значення постійним, тобто для розрахунків Р=11000000Па. Визначення коефіцієнтів fym, та fnp проводили за методикою джерела [Якоби Г.Р. Механизм течения в одночервячной шприц-машине / Н. R. Jacobi. Flow characteristics in the single-screw extruder. - Plast. Eng.,1962, №5. - p.205; №6. - p.264 / В сборнике переводов "Переработка полимеров" / Под ред. Р.В. Торнера. - М. - Л.: Химия, 1964. - С.105-127]. Тоді для зони завантаження fym(a)=0,9, fnp(a)=1,7; для зони стискання fym(б)=0,76, fnp(б)=2,92; для зони гомогенізації fym(в)=0,61, fnp(в)=4,95; для зони дозування fym(г)=0,56, fnp(г)=5,43. Звідки за розрахунками по трансцендентному рівнянню для загального випадку (див. формулу винаходу) неважко встановити значення кутів нахилу гвинтового каналу: для зони завантаження (а)=85,5град., для зони стискання (б)=84,3град., для зони гомогенізації (в)=89,3град., для зони дозування (г)=88,5град. Виконання шнека екструдера із визначеними значеннями кутів нахилу гвинтового каналу по зонах забезпечить рівний протитиск по всіх зонах екструдеру. Виготовлення шнеку можливо методами лиття, що найбільш розповсюджено. 9 Комп’ютерна верстка М. Мацело 13710 Підписне 10 Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюExtruder
Автори англійськоюKukhar Volodymyr Valentynovych
Назва патенту російськоюЭкструдер
Автори російськоюКухар Владимир Валентинович
МПК / Мітки
МПК: B29C 47/00
Мітки: екструдер
Код посилання
<a href="https://ua.patents.su/5-13710-ekstruder.html" target="_blank" rel="follow" title="База патентів України">Екструдер</a>
Екструдер

Номер патенту: 9259
Опубліковано: 15.09.2005
Автор: Мікульонок Ігор Олегович
МПК: B29C 47/36, B29B 7/34
Мітки: екструдер
Формула / Реферат:
1. Екструдер, що містить порожнистий корпус із завантажувальним і розвантажувальним отворами, а також ділянку з внутрішніми зубцями, розташований у порожнині корпуса з можливістю обертання шнека, споряджений з боку розвантажувального отвору центральним зубчастим шпинделем, змонтовані із зачепленням з зубцями центрального зубчастого шпинделя й корпуса планетарні зубчасті шпинделі, а також закріплене на корпусі з боку розвантажувального отвору...
Черв’ячний екструдер для переробки композиційних матеріалів
Номер патенту: 48713
Опубліковано: 15.08.2002
Автори: Каток Ксенія Валеріївна, Сівецький Володимир Іванович, Сокольський Олександр Леонідович
МПК: B29C 47/36
Мітки: екструдер, матеріалів, переробки, композиційних, черв'ячний
Формула / Реферат:
Черв'ячний екструдер для переробки композиційних матеріалів, що містить корпус з встановленими в ньому змішувальними штифтами, розміщений в корпусі черв'як з нарізкою, переривистою в зоні розміщення штифтів, який відрізняється тим, що штифти встановлені з можливістю переміщення вздовж осі екструдера.
Екструдер для переробки полімерів
Номер патенту: 74990
Опубліковано: 15.02.2006
Автор: Кузяєв Іван Михайлович
МПК: B29C 47/36
Мітки: екструдер, полімерів, переробки
Формула / Реферат:
Екструдер для переробки полімерів, що містить вертикально розташований корпус з конічною порожниною, усередині якої розміщені конусний шнек і конус, який відрізняється тим, що конус жорстко з'єднаний з корпусом за допомогою увігнутих у напрямку обертання виступів, виконаних на конусі, через вставні гвинти, при цьому корпус і конус мають один привід, а конусний шнек має окремий привід.
Екструдер для приготування кормів з біополімерів
Номер патенту: 1430
Опубліковано: 15.10.2002
Автор: Мікульонок Ігор Олегович
МПК: A23N 17/00
Мітки: приготування, біополімерів, кормів, екструдер
Формула / Реферат:
Екструдер для приготування кормів з біополімерів, що містить корпус із завантажувальним і розвантажувальним отворами і вологорегулювальними пристроями, а також встановлений у корпусі з можливістю обертання шнек з парозапірними шайбами, який відрізняється тим, що кожна з парозапірних шайб виконана у вигляді щонайменше двох знімних кільцевих секторів, закріплених на шнеку.
Черв’ячний екструдер для переробки композиційних матеріалів на основі полімерів
Номер патенту: 3445
Опубліковано: 15.11.2004
Автор: Мікульонок Ігор Олегович
МПК: B29C 47/60, B29C 47/38
Мітки: композиційних, черв'ячний, екструдер, основі, переробки, матеріалів, полімерів
Формула / Реферат:
Черв'ячний екструдер для переробки композиційних матеріалів на основі полімерів, що містить порожнистий корпус із завантажувальним і розвантажувальним отворами, розташований у ньому з можливістю обертання щонайменше один шнек, оснащений змішувальними елементами, а також встановлені в корпусі з можливістю зворотно-поступального руху в радіальному напрямку штифти, який відрізняється тим, що змішувальні елементи виконані у вигляді кулачків, а...
Попередній патент: Поршень
Наступний патент: Відцентрово-гравітаційний очищувач
Випадковий патент: 4,5-диметил-n-2-пропеніл-2-(триметилсиліл)-3-тіофенкарбоксамід, фунгіцидна композиція, спосіб боротьби із захворюваннями рослин