Спосіб обробки сталі у ковші
Номер патенту: 18166
Опубліковано: 25.12.1998
Автори: Ромадикін Сергій Дмитрійович, Крутіков Василій Петрович, Іванов Євген Анатольович, Куклев Валентин Гаврилович, Курдюков Анатолій Андрійович

Формула / Реферат
Способ внепечной обработки стали в ковше, включающий перемешивание инертным газом и подогрев кислородом, вводимым через погружаемую в металл футерованную с керамическим соплом фурму, отличающийся тем, что перемешивание и подогрев металла осуществляют кислородом с соответствующими расходами 0,01 - 0,05нм3/т мин и 0,10 - 0,30нм3/т мин, вводимыми через фурму, погруженную в ковш на 80 - 95% его высоты со скоростью истечения кислорода из сопла при подогреве 200 - 1200нм/с.
Текст
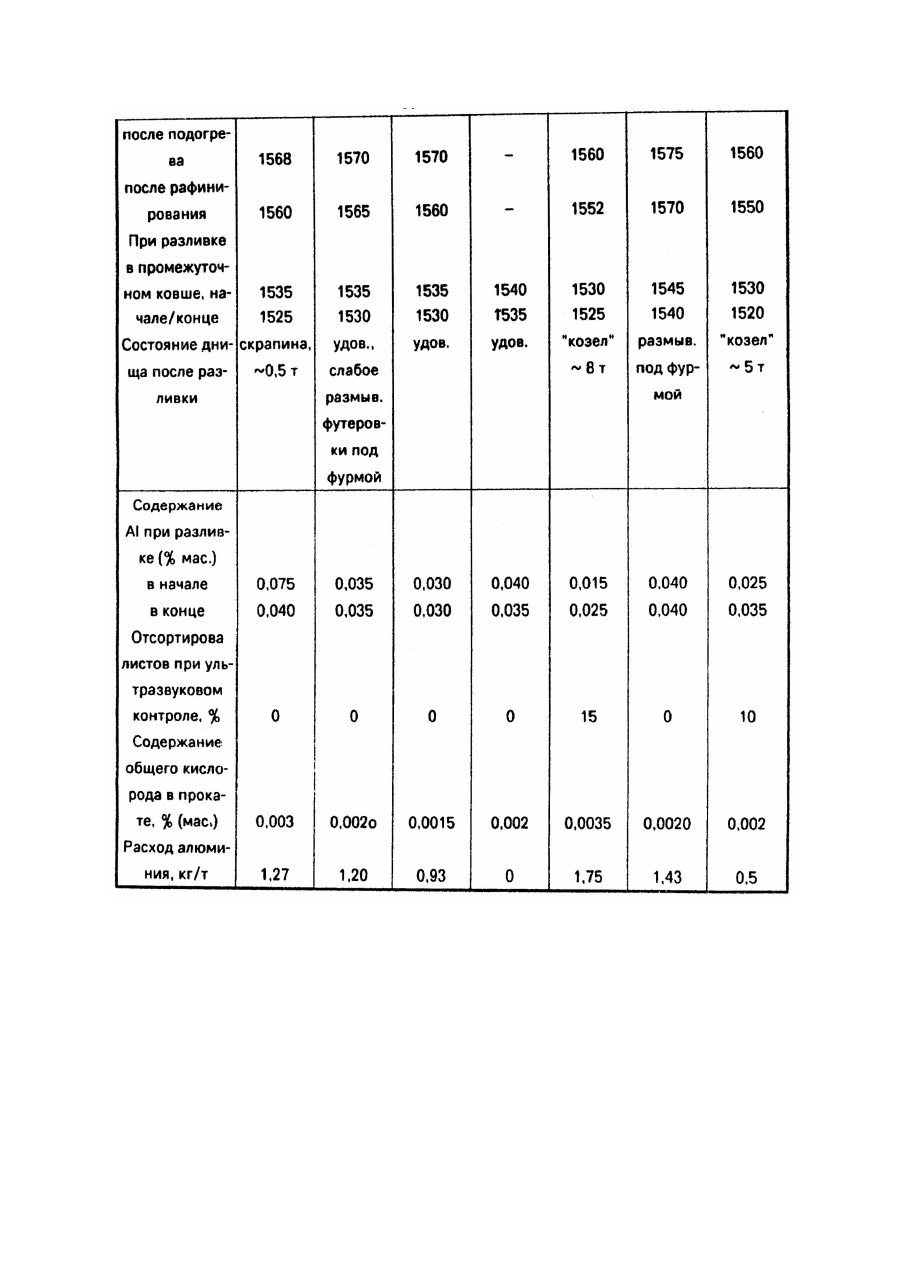
Изобретение относится к области черной металлургии, в частности, к внепечной обработке стали в ковше и может быть использовано в сталеплавильных цехах. Наиболее близким к нам известным решением, принятым за прототип, является способ подогрева жидкой стали в ковше [1]. Повышение эффективности подогрева в открытых ковшах без изменения качества стали известным способом осуществляется за счет непрерывного ввода алюминия в количестве 0,5 - 3,0кг/т в зону истечения аргоно-кислородной струи, заглубленной в металл на 1/6 - 4/5 его высоты при соотношении расходов Ar O2 и Al 1 : (5 - 300) : (6 - 340) и расхода аргона 10 - 80нм/ч. Общие с заявляемым изобретением признаки прототипа включают: - перемешивание металла в ковше инертным газом и подогрев кислородом; - использование с этой целью одной фурмы; - футерованная фурма погружена в металл. Этот способ позволяет получать удовлетворительное качество металла по неметаллическим включениям без последующей обработки аргоном и высокие скорости подогрева (до 10°C/мин). Однако, присущие этому способу недостатки, связанные с использованием закрепляемого на стержне фурмы алюминиевого блока, через канал в котором подается в металл аргоно-кислородная смесь, не позволили использовать его для снижения температуры металла в конвертере. Из-за быстрого расплавления и растворения алюминия из блока в стали (за 30 - 40с). Фурма укорачивалась на 1 - 1,5 м, в результате чего основное время продувка (60 - 80%) аргоно-кислородной смесью проводилась через фурму заглубленную на 40 - 50% высоты металла в ковше, что не позволяло расплавлять настыли на дне ковша, образующиеся при выпуске из конвертера стали с пониженной температурой. В основу изобретения поставлена задача создания способа внепечной обработки стали в котором, в результате использования химического подогрева стали в ковше, обеспечивается глубокое и равномерное перемешивание и подогрев металла со скоростью 10°C/мин кислородом через фурму погруженную в ковш на 80 - 95% его высоты и позволяющего не только подогревать единичные "холодные" плавки, но и дополнительно снижать температуру металла на выпуске из конвертера на 30 - 40°C, и тем самым, стабилизировать производство, снизить расходы ферросплавов, огнеупоров, электроэнергии, повысить стойкость конвертеров и улучшить качество разливаемой стали. Поставленная задача решается тем, что в способе внепечной обработки стали, содержащем перемешивание инертным газом и подогрев кислородом через погружаемую в металл футерованную фурму, согласно изобретению, перемешивание и подогрев металла осуществляется кислородом с соответствующими расходами 0,01 - 0,05нм3/т мин и 0,10 - 0,30нм3/т мин, вводимым через фурму погруженную в ковш на 80 - 95% его высоты со скоростью истечения кислорода из сопла при подогреве 200 - 1200нм/с. В предлагаемом способе использование заглубления фурмы на 80 - 95% в сочетании с большой кинетической энергией газовой струи соответствующей истечению кислорода из ковша со скоростью 200 1200нм/с обеспечивают эффективное смывание днища ковша горячим металлом, что исключает образование настылей и позволяет, тем самым, понизить среднюю температуру металла в плавильных агрегатах на 30 - 40°C, что в 3 - 4 раза эффективнее известных способов химического подогрева стали в ковше. Применение технического кислорода с расходами 0,01 - 0,05нм3/т мин и 0,10 - 0,3нм3/т мин с указанными выше параметрами заглубления фурмы и скорости истечения газа при известных расходах (0,03нм3/т°C) и алюминия (0,04кг/т°C) обеспечивает удовлетворительное перемешивание, достаточное для усреднения температуры и химического состава стали в объеме ковша, а также очищения металла от продуктов окисления алюминия, без использования для этих целей инертного газа. Таким образом, использование предлагаемого изобретения исключает необходимость использования инертного газа и обеспечивает, при сохранении уровня качества металла, возможность выпуска из плавильного агрегата металла со средней температурой на 20 - 30°C ниже, чем при известных способах химического подогрева, что можно характеризовать как существенное отличие. Указанные выше преимущества предполагаемого изобретения подтверждаются примерами №1 - 6 (таблица), не исключающих другие решения в объеме. Плавки проводились на стали 09Г2ФБ, выплавляемой в 320-т конвертере и разливаемой на МНЛЗ в слябы сечением 1850 ´ 300мм с требуемой температурой в промежуточном ковше 1525 - 1540°C и рабочей скоростью 0,7 - 0,8м/мин. До опробования обработки стали кислородом металла после выпуска в ковш продувался 3 - 5мин аргоном в открытом ковше для усреднения химического состава и температуры. После получения анализа первой пробы металл обрабатывался порошкообразным силикокальцием в струе аргона в количестве 450 - 550кг. При обработке силикокальцием в ковш присаживали 500кг феррованадия и 140кг феррониобия и, при необходимости, корректирующие добавки ферромарганца и алюминия (катанкой через трайб-аппарат). Температура в этом случае перед выпуском из конвертера составляла 1660 - 1685°C при среднем значении 1560°C. Для снижения температуры около 40% плавок охлаждались в ковше слябом в течение 5 - 12мин. Температура металла в промежуточном ковше находилась в пределах 1515 - 1545°C и составляла в среднем 1535°C. Из-за низкой температуры до 2% плавок не могли быть различны на МНЛЗ и возвращены в конвертер. Опытные плавки с продувкой кислородом в ковше проводились по той же технологии, что описана выше, но имели на 25 - 40°C пониженную температуру перед выпуском из конвертера, а также отличались использованием кислорода вместо аргона при усреднительной продувке и подогреве металла в ковше за счет реакции взаимодействия кислорода с растворенным в стали алюминием. Опытные плавки с продувкой кислородом обрабатывались на той же самой аргонной установке с одной погружаемой фурмой, дооборудованной устройством химподогрева стали в ковше. Фурма со стержневой трубой и внутренним диаметром 60 и 34мм футеровалась стандартными шамотными кольцами и имела керамическое цилиндрическое сопло диаметром 33 и 58мм. Длина фурмы (4,6м) позволяла опускать ее до днища ковша. Эта фурма без замены использовалась для продувки стали кислородом и порошкообразным силикокальцием в струе аргона. Примеры №1 - 4 (таблица) относятся к плавкам, проведенным в пределах формулы предполагаемого изобретения, а примеры №5 - 6 вне заявляемых пределов. Для сравнения в примере №7 воспроизведен способ обработки стали смесью кислорода и аргона по выбранному прототипу. Пример 1 с нижними пределам и расходов кислорода при усреднительной продувке (0,01нм3/т мин) и химподогреве (0,1нм3/т мин) при скорости истечения O2 из сопла 200нм/с. Скорость истечения рассчитывалась делением секундного расхода O2 при подогреве на площадь сечения сопла фурмы. Фурма при продувке заглублялась на 80% высоты ковша. Плавка выпущена из конвертера с температурой 1640°C и после внепечной обработки удовлетворительно разлита на МНЛЗ. Ковш после разливки из-за высокого расположения фурмы имел несущественные настыли в виде скрапины (массой 0,5т) по периферии днища. Из-за слабого перемешивания металла при усреднительной продувке O2 феррониобий, введенный в ковш в этот период, не успел полностью раствориться в стали и частично осел на дно, о чем свидетельствует некоторая неравномерность содержания ниобия по ходу разливки (0,025% в начале и 0,040% в конце). В целом, плавка по химсоставу удовлетворяла требованиям технических условий на сталь 09Г2ФБ. Листы не имели отсортировки по уровню механических, технологических свойств и дефектам ультразвукового контроля (раскатанные грубые алюмосиликатные включения) при содержании общего кислорода, определяемого методом вакуумплавления на приборе "Бальцерс" - 0,003%, что не превышает обычный уровень в листах стали 09Г2ФБ, выплавленной без обработки кислородом в ковше. Пример 2. Плавка с верхними пределами расходов кислорода при усреднительной продувке (0,05нм3/т мин) и подогреве (0,3нм3/т мин) при скорости истечения O2 из сопла 1200нм/с. Плавка выпущена из конвертера с температурой 1635°C, не имела замечаний по разливке и качеству листов. Повышенный расход O2 при усреднительной продувке привел к увеличению температуры металла в ковше за 4мин с 1525 до 1535°C, т.е. на 10°C. Такое повышение температуры может быть нежелательно для плавок, не требующих подогрева. Большие заглубления фурмы (95%) и скорость истечения O2 из сопла фурмы, привели к несущественному размыванию кирпичной футеровки днища ковша под фурмой. Пример 3.Плавка проведена внутри заявленных пределов расходов кислорода на усреднительную продувку и подогрев при скорости истечения струи из сопла 400нм/с. Ковш после разливки имел удовлетворительное состояние, днище без настылей и размываний. Листы не имели сортировки по механическим свойствам и УЗК и отличались низким содержанием общего кислорода 0,0015%. Пример 4. Плавка из-за высокого содержания серы в пробе после усреднительной, с присадкой феррониобия и феррованадия, продувки переведена, в марку 09Г2С, которая не обрабатывается порошкообразным силикокальцием. Плавка не требовала дополнительного подогрева и разливалась непосредственно после усреднительной продувки кислородом внутри заявленных пределов (0,04нм3/т мин). Удовлетворительный уровень механических свойств, отсутствие отсортировки листов при УЗК и низкое содержание общего кислорода подтвердили возможность полной замены аргона при усреднительной продувки и корректировки химсостава на кислород. Пример 5. Плавка проведена за нижними пределами расходов кислорода при усреднительной продувке (0,005нм3/т мин) и подогреве (0,08нм3/т мин) и заглублением фурмы на 75% высоты ковша при скорости истечения O2 из сопла при подогреве 150нм/с. Из-за практически полного отсутствия перемешивания металла в ковше при усреднительной продувке присаженный феррониобий в значительной части осел на дно и остался нерастворенным даже после 15мин подогрева, что недопустимо в производстве. Малое заглубление фурмы и низкие скорости истечения кислорода при подогреве привели к образованию "козла" ~8т на днище ковша при практически нормальной температуре металла после внепечной обработки. Листы, из последних по ходу разливки слябов, были отсортированы при контроле УЗК. Таким образом, снижение заглубления фурмы, расходов кислорода и скорости истечения струи кислорода из сопла ниже заявленных пределов недопустимо из-за "закозления" ковша и ухудшения качества макроструктуры листов. Пример 6. Плавка проведена вне верхних пределов расходов кислорода на усреднительную продувку и подогрев при скорости истечения O2 при подогреве 130нм/с и глубине погружения фурмы 97%. Недостатками такой обработки явились существенный подогрев стали при усреднительной продувке, что недопустимо для плавок не требующих подогрева, размывание футеровки днища ковша под фурмой, требующее проведение холодного ремонта. Пример 7. Воспроизведена сравнительная плавка, проведенная нами по способу внепечной обработки, принятого за прототип. В данном случае футерованная фурма для подогрева имела на конце закрепленную на стержне фурмы футерованную цилиндрическую отливку диаметром 400мм, высотой 1200мм, массой 300кг с отверстием Æ90мм для прохождения кислорода. Такая конструкция фурмы не позволяла использовать ее для усреднительной продувки. Поэтому, усреднительная продувка проводилась аргоном через обычную фурму. Через эту же фурму после подогрева проводилась обработка стали порошкообразным силикокальцием в струе аргона. Подогрев металла через кислородную фурму проводился кислородо-аргонной смесью (95% и 5%, соответственно) при начальном ее заглублении в ковше на 80%, расходах смеси 0,35нм3/т мин, и скорости истечения 150нм/с. Из-за быстрого расплавления алюминиевого блока продолжительность подогрева составила 2,5мин, после чего резко увеличилось бурление металла в ковше и продувка была прекращена. В результате расплавления блока заглубление фурмы снизилось с 80% до 50%. Малое заглубление фурмы и низкие скорости истечения газовой смеси не позволили омывать днище горячим металлом и избежать, тем самым его "закозления". После разливки в ковше остался "козел" массой 5т, что не позволило использовать этот ковш для повторного выпуска в него металла из конвертера с пониженной температурой. Поэтому подогрев металла по способу-прототипу, также как и при использовании других известных способов-аналогов, может применяться только при снижении температуры металла в конвертере на 10 - 15°C с исправлением подогревом единичных плавок, вместо снижения температуры металла в конвертере на 30 - 40°C с подогревом 35 - 40% плавок при обработке стали предложенным нами способом в заявленных пределах. В этом заключается принципиальное отличие заявленного способа, которое может быть характеризовано как существенная новизна. Другими преимуществами предлагаемого способа являются: - простота его реализации без существенных капитальных затрат, в том числе на действующих в сталеплавильных цехах аргонных установках с одной фурмой; - технологичность, связанная с возможностью последовательной обработки металла кислородом, аргоном и порошкообразными реагентами без замены фурмы, умеренное бурление металла в ковше при подогреве, не требующее снижение массы плавки и накрывания ковшей специальными крышками; - малое дымовыделение (5 - 8кг за продувку, в основном FeO) не требующее переоборудования аспирационных систем аргонных установок. В процессе усреднительной продувки стали и ее подогреве O2 содержание C, Mn, Al, V, S, P, N практически не изменяются, содержание кремния снижается на 0,01 - 0,03%. Дополнительный расход алюминия на подогрев увеличивается на 0,04кг/°C т, что близко к данным получаемым при использовании известных способов химического подогрева стали в ковше. Поплавочные затраты алюминия при использовании предлагаемого нами способа в технологии составляют 0 - 1,5кг/т. В результате сокращения окисленности металла выпускаемого из конвертера за счет снижения в среднем до 30°C его температуры, резкого снижения количества плавок с додувками, исключения перелива холодных плавок в конвертер и подогреве в ковше до 40% плавок, среднее увеличение расхода алюминия составляет около 0,2кг/т. Эти дополнительные затраты перекрываются экономией от снижения расхода чугуна, увеличения стойкости футеровки конвертера, практического исключения охлаждения металла в ковше слябами, стабилизацией разливки и повышения качества поверхности и макроструктуры слябов. Источники информации 1. Авторское свидетельство СССР №1544811, кл. C21C7/00 (прототип).
ДивитисяДодаткова інформація
Автори англійськоюIvanov Yevhen Anatoliovych, Krutikov Vasylii Petrovych, Kuklev Valentyn Havrylovych, Kurdiukov Anatolii Andriiovych, Romadykin Serhii Dmytriiovych
Автори російськоюИванов Евгений Анатольевич, Крутиков Василий Петрович, Куклев Валентин Гаврилович, Курдюков Анатолий Андреевич, Ромадикин Сергей Дмитриевич
МПК / Мітки
МПК: C21C 7/00
Мітки: сталі, обробки, спосіб, ковші
Код посилання
<a href="https://ua.patents.su/5-18166-sposib-obrobki-stali-u-kovshi.html" target="_blank" rel="follow" title="База патентів України">Спосіб обробки сталі у ковші</a>
Спосіб обробки сталі в ковші
Номер патенту: 7480
Опубліковано: 29.09.1995
Автори: Табунщиков Віталій Юрійович, Азайтулов Рафік Сабіровіч, Вяткін Юрій Фьодоровіч, Толимбеков Манат Жаксибергенович, Колпаков Васілій Сєрафімовіч, Мізін Владімір Грігорьєвіч, Гальпєрін Грігорій Соломоновіч, Булойчік Гєрман Даніловіч, Афонін Сєрафім Захаровіч, Наконечний Анатолій Якович, Кустов Боріс Алєксєєвіч, Кологривова Лідія Миколаївна
МПК: C21C 7/06
Мітки: сталі, обробки, ковші, спосіб
Формула / Реферат:
(57) Способ обработки стали в ковше, включающий выпуск нераскисленного металла в ковш введение марганецсодержащего материала, алюминия и силикокальция, отличающийся тем, что марганецсодержащий материал вводят в виде марганцевого агломерата фракцией 10-15 мм и основностью 1,0-1,5 после наполнения ковша на 10-20% его высоты, затем алюминий, а после наполнения ковша металлом из 1/3-1/2 его высоты водят кусковий силикокальций с массой куска...
Спосіб розкислювання та легування сталі у ковші
Номер патенту: 22378
Опубліковано: 03.03.1998
Автори: Гончаров Юрій Олександрович, Шостак Сергій Володимирович, Локтіонов Петро Якович, Кущенко Олександр Іванович, Бондаренко Микола Андрійович, Бросєв Олександр Олександрович, Дворядкін Борис Олександрович, Міронов Євген Костянтинович
МПК: C21C 7/06
Мітки: розкислювання, сталі, ковші, спосіб, легування
Формула / Реферат:
Способ раскисления и легирования стали в ковше, включающий ввод алюминийсодержащих материалов, чушкового алюминия и ферросплавов, отличающийся тем, что алюминийсодержащие материалы вводят на дно ковша в количестве 2,5-5 кг на тонну стали перед выпуском металла, ферросплавы вводят при наполнении ковша металлом на 0,2-0,4 высоты, а чушковый алюминий присаживают в ковш после ввода ферросплавов в количестве 0,02-0,5 кг на тонну стали.
Спосіб продування металу в ковші
Номер патенту: 938
Опубліковано: 15.12.1993
Автори: Войтюк Костянтин Васильович, Бродський Сергій Сергійович, Плискановський Олександр Станіславович, Довгий Володимир Володимирович, Охотський Віктор Борисович, Учитель Лев Михайлович, Харахулах Василь Сергійович, Шибко Олександр Васильович, Зражевський Олександр Данилович, Борисов Юрій Миколайович
МПК: C21C 7/072
Мітки: продування, спосіб, ковші, металу
Формула / Реферат:
Способ продувки металла в ковше, включающий ввод аргона в металл через погружную футерованную фурму, расположенную наклонно к вертикальной оси, отличающийся тем, что, с целью повышения срока службы футеровки фурмы и ковша за счет снижения средней скорости газового потока в зоне барботажа, продувку ведут фурмой, сопло которой расположено по оси фурмы, а угол наклона ее к вертикальной оси составляет 18-19°.
Спосіб виробництва напівспокійної сталі
Номер патенту: 19623
Опубліковано: 25.12.1997
Автори: Ботвинський Віктор Якович, Калабухов Віктор Іванович, Митько Володимир Олексійович, Горлов Генадій Васильович, Андріїв Борис Констянтинович, Ісаєв Евген Ілліч, Харченко Сергій Володимирович, Аксененко Валерій Олексійович
МПК: C21C 5/04, C21C 7/072
Мітки: спосіб, сталі, виробництва, напівспокійної
Формула / Реферат:
Способ производства полуспокойной стали, включающий выпуск металла в ковш, присадку марганца и кремнийсодержащего ферросплава, отсечку печного шлака, замер окисленности металла, обработку его кислородом и разливку в изложницы, отличающийся тем, что обработку металла кислородом осуществляют продувкой его в ковше, погружаемой ρ него фурмой перед разливкой в изложницы.
Спосіб розливу зливків киплячоі сталі і пристрій для його здійснення
Номер патенту: 5056
Опубліковано: 28.12.1994
Автор: Коржавін Андрій Сидорович
МПК: B22D 7/00
Мітки: спосіб, здійснення, розливу, зливків, сталі, пристрій, киплячоі
Формула / Реферат:
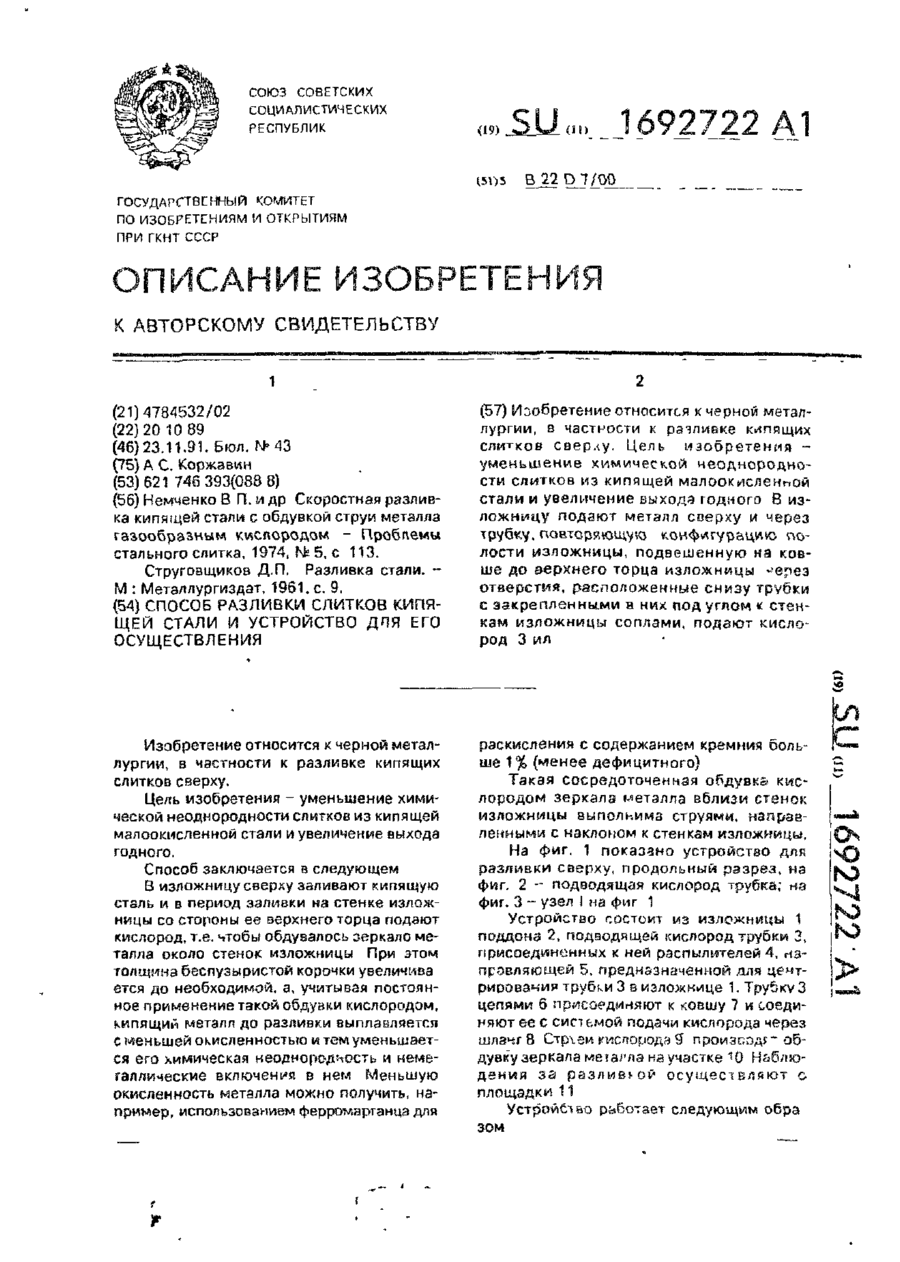
1. Способ разливки слитков кипящей стали, включающий заливку металла в изложницу сверху, обдувку его кислородом и последующую кристаллизацию, отличающийся тем, что, с целью уменьшения химической неоднородности слитков из кипящей малоокисленной стали и увеличения выхода годного, кислород подают на стенки изложницы со стороны ее верхнего торца. 2. Устройство для разливки слитков кипящей стали, содержащее разливочный ковш изложницы,...
Попередній патент: Спосіб виробництва марочного столового сухого червоного вина “таїровське червоне”
Наступний патент: Спосіб визначення водонепроникності бетону та виробів
Випадковий патент: Спосіб виробництва горілки