Спосіб з’єднання кінців конвеєрної стрічки
Номер патенту: 19141
Опубліковано: 25.12.1997
Автори: Кириленко Валерій Сидорович, Барський Аркадій Ілліч, Шолін Михайло Костянтинович, Височін Євген Михайлович, Кострицька Світлана Павлівна, Накидайло Сергій Миколайович
Формула / Реферат
1. Способ соединения концов конвейерной ленты, включающий разделку концов ленты, их промазку клеем, сушку, укладку и последующее уплотнение клеевого шва от центра к бортам уплотняющим инструментом, отличающийся тем, что уплотнение клеевого шва выполняют виброударным инструментом при постоянном его перемещении и непрерывно-импульсном воздействии с плотностью энергии его по площади клеевого шва 10-15 Дж/см2.
2. Способ по п.1, отличающийся тем, что используют виброударный инструмент, оснащенный бойком с рабочей поверхностью в виде шарового сегмента.
Текст
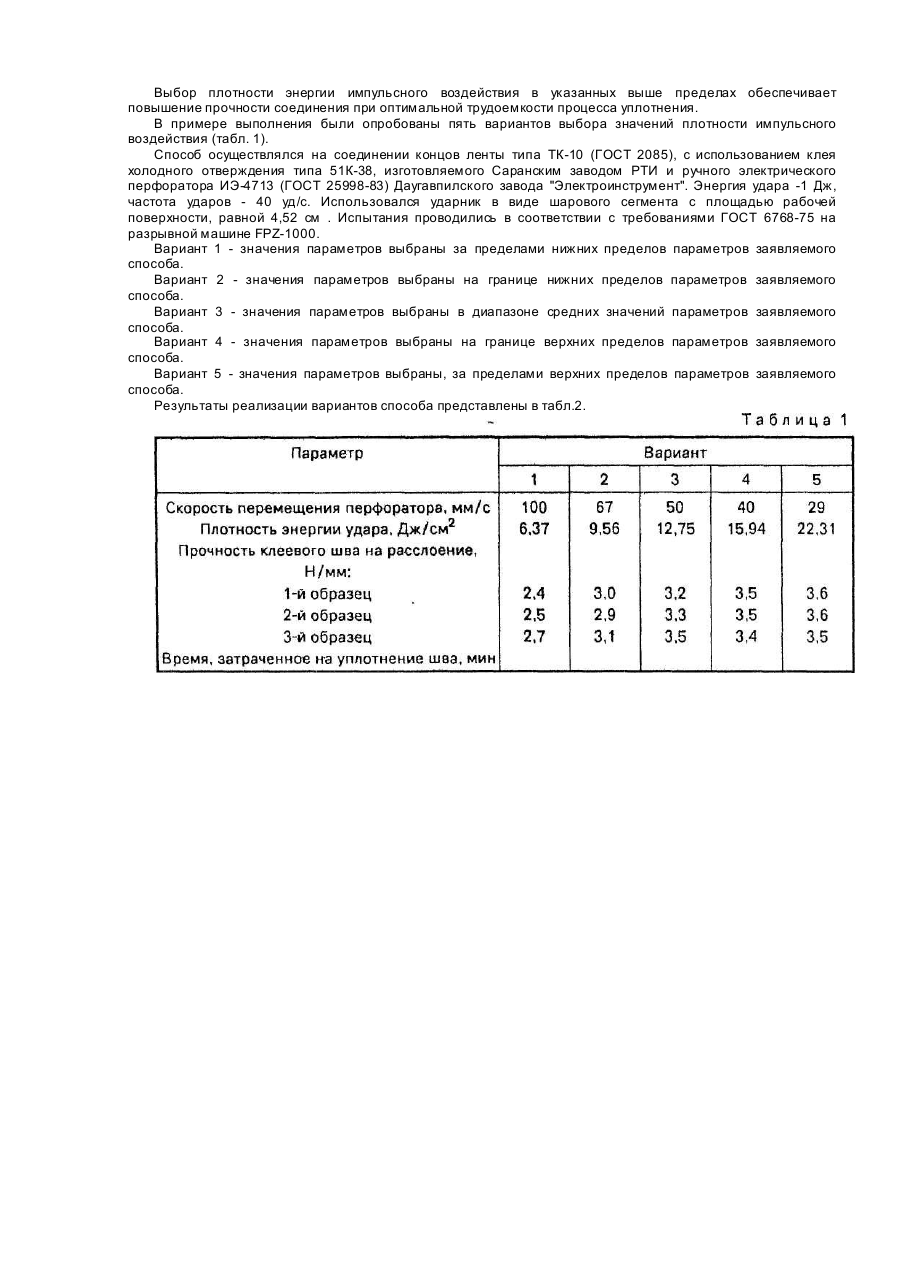
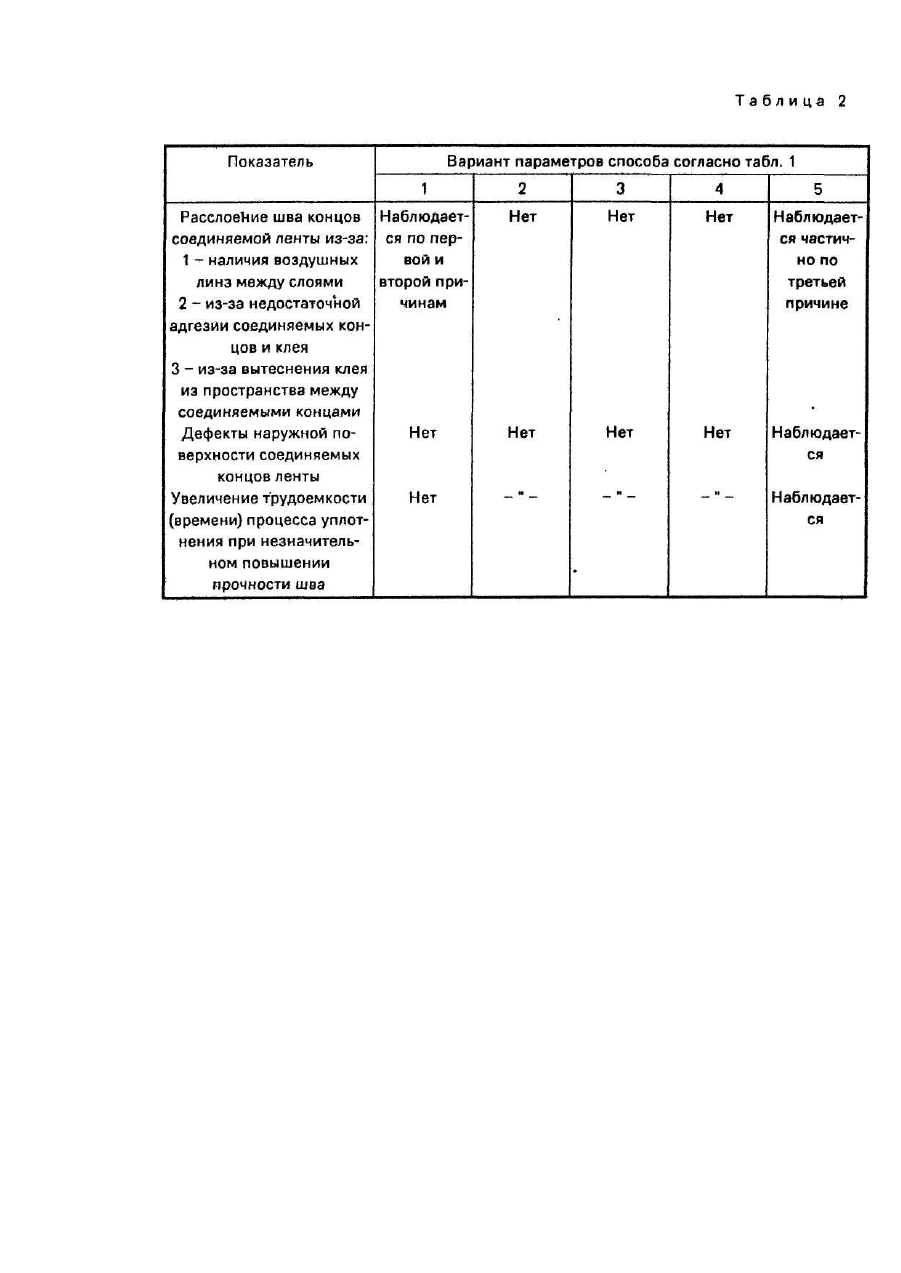
Изобретение относится к изготовлению и ремонту резинотехнических изделий, в частности, конвейерных лент, и может быть использовано на предприятиях металлургической, угольной, строительной и других отраслей промышленности. Известен способ соединения конвейерных лент, при котором концы ленты разделывают ступенчато по слоям, обрабатывают поверхности склейки, наносят дважды на ступени клей, просушивают и собирают стык, простукивают площадь стыка резиновым молотком, уплотняя клеевой шов, при этом клеевой слой по ширине соединения выполняют переменной толщины, плавно увеличивающимся от центра к бортам ленты в отношении 1:4 [1]. В известном способе соединения конвейерных лент за счет снижения величины касательных напряжений на краях ленты до уровня напряжений средней части ступеней путем утолщения клеевого слоя на бортах ленты, достигается повышение прочности соединения. Однако, известный способ достаточно трудоемок и, кроме того, при его осуществлении не в полной мере использованы возможности повышения прочности соединения. Обусловлено это тем, что операция способа "уплотнение" осуществляется посредством резинового молотка. Использование этого инструмента не позволяет полностью удалить из зоны контакта соединяемых поверхностей воздушные линзы, наличие которых существенно снижает прочность соединения. Кроме того, передаваемая при этом соединительному шву энергия не контролируется по основным параметрам так как ее оценка субъективна. Хотя известно, что от величины и характера передачи этой энергии во многом зависят адгезионные свойства соединяемых поверхностей, а от последних показатели прочности шва на сдвиг и расслоение. Наиболее близким заявляемому способу по технической сущности и достигаемому результату является стыковка и ремонт тканевых конвейерных лент холодным способом, заключающимся в разделке концов ленты, их промазке клеем, сушке, укладке и последующей при катке от центра к бортам роликом двухстороннего действия "ТИП-ТОП" [2]. В рассматриваемом способе операция прикатки осуществляется в несколько этапов: стыкованные участки сначала слегка прикатывают широким роликом (12 мм) от середины наружу. Затем узким роликом (4 мм), как можно сильнее, прикатывают от средины к краям, выдавливая попавший между слоев воздух. При обнаружении воздушных линз - поверхность прокалывают игольчатым роликом. При прокатке широких лент применяют ролик двухстороннего действия "ТИП-ТОП" {давление в пределах 70-80 кг/см 2). При этом сначала прикатывают со слабо прикрученным, а затем с сильно прикрученным регулирующим давление винтом. Как видно из перечня составных элементов операции "прикатка", последняя остается достаточно трудоемкой, а ее технические показатели недостаточно четко контролируются, что существенно влияет на показатели прочности соединения. Так, например, при регулируемой величине прижатия роликов, не определено время воздействия нагрузки на стык, шаг перемещения роликов. Неопределенность перечисленных параметров не исключает наличия невыявленных воздушных линз и не способствует повышению адгезионных свойств соединяемых поверхностей за счет энергии, передаваемой роликами. По этим причинам возможности повышения прочности соединения остаются неиспользованными, а трудоемкость достаточно высокой. Цель изобретения - снижение трудоемкости и повышение прочности соединения. Указанная цель достигается тем, что в способе соединения концов конвейерной ленты, заключающемся в разделке концов, их промазке клеем, сушке, укладке и последующем уплотнении от центра к бортам уплотняющим инструментом, согласно изобретению уплотнение клеевого шва выполняют виброударным инструментом, при постоянном его перемещении и непрерывно-импульсном воздействии. Виброударный инструмент оснащают бойком с рабочей поверхностью в виде шарового сегмента. Плотность энергии импульсного воздействия, распространяемая по площади клеевого шва, составляет 10-15 Дж/см 2. Выполнение операции уплотнения виброударным инструментом при постоянном его перемещении и непрерывно-импульсном воздействии позволяет механизировать процесс уплотнения, а следовательно и снизить его трудоемкость. При этом качество уплотнения повышается и на этой основе повышается прочность соединения. Подтверждается это следующими соображениями. Известно, что прочность соединения концов конвейерной ленты зависит, согласно молекулярной (адсорбционной), теории, от адгезионного воздействия клея с соединяемыми поверхностями.Одним из путей повышения адгезионных свойств швов (помимо химического и механического) является повышение качества уплотнения соединяемых поверхностей пробивкой. При прочих равных условиях качество уплотнения зависит от давления, прилагаемого к соединяемым поверхностям. За счет этого давления из шва удаляется воздух. При этом процесс идет на двух уровнях - макро- и микро. На первом этапе вытесняется воздух из линз между соединяемыми поверхностями при минимальном давлении. Но воздух находится и в порах склеиваемых поверхностей под слоем клея. Под влиянием давления, значительно большего, чем на первом этапе, он отжимается, а также диффундирует вглубь поверхностей, а его остатки в линзах выжимаются к краям ленты. Если поверхности недостаточно пористые, то воздух частично поглощается клеем. За счет этого глубина заполнения пор клеем увеличивается. Глубина заполнения h пор клеем и давление Ρ находятся в следующей зависимости где Η - высота микронеровностей; Рн - начальное давление воздуха в углублениях; a - поверхностное натяжение клея. Из анализа первой составляющей суммы приведенной зависимости следует, что увеличение давления Ρ ведет к увеличению глубины заполнения пор клеем h. Следует подчеркнуть, что величина давления Ρ должна быть в пределах расчетной величины. В предлагаемом решении, при использовании виброударного инструмента (например, перфоратора) этот показатель контролируем, так как соответствует технической характеристике данного (конкретного) инструмента. Использование в процессе уплотнения соединения непрерывно-импульсного режима воздействия интенсифицирует процесс проникновения клея в микронеровности соединяемых поверхностей. При этом силы, возникающие при соударении нарастают, падают и порождают волны. 8 волнах сжатия образуются две формы энергии: потенциальная и кинетическая. Напряженные слои резинотканевой ленты, перемещаясь, совершают работу, которая превращается в энергию упругой деформации и кинетическую энергию части соседнего сдоя соединительного шва, а также и промежуточного слоя - клея. Таким образом, использование виброударного инструмента для уплотнения клеевого шва не только позволяет снизить трудоемкость этой операции, но и повысить прочность соединения концов конвейерной ленты за счет активизации адгезионных процессов, с одной стороны, и эффекта преобразования энергии упругой деформации материала слоев ленты в кинематическую энергию частиц материала в слоях ленты - с другой стороны. При этом следует обратить внимание на то, что процесс уплотнения контролируем по основным параметрам: плотности энергии импульсного воздействия на клеевой шов, времени воздействия и частоте импульсов. Обеспечено, как уже упоминалось выше, техническими данными используемого инструмента, - с одной стороны, и конкретной площадью бойка с рабочей поверхностью в виде шарового сегмента - с другой. В процессе работы может заменяться инструмент или при данном инструменте - боек, или то или другое. Оснащение виброударного инструмента бойком с рабочей поверхностью в виде шарового сегмента позволяет получить оптимальную площадь прижатия, снизить коэффициент трения, повысить скорость перемещения контактной площадки основания ударника и на. этой основе повысить прочность соединения концов ленты, а также снизить трудоемкость операции уплотнения. Особенно важным является форма основания ударника (бойка) виброимпульсного инструмента. Наиболее рациональной конфигурацией, взаимодействующей с уплотняемым соединительным швом, является шаровой сегмент: передается наибольшее количество энергии, увеличивается контактная площадка с поверхностью соединительного шва при угла х положения инструмента не равных 90° (при так называемых "косых ударах"). При проведении исследований, упоминавшихся выше, были исследованы прочностные характеристики швов при использовании ударников с различной конфигурацией бойка (плоское основание в виде круга, с шаровой полусферой основания и шаровым сегментом). Первые два из упомянутых бойка после первого этапа испытаний были отвергнуты из-за недостаточного качества уплотнения (непробивка при косом ударе, снижение скорости перемещения инструмента, непостоянство площади контакта инструмента и поверхности шва и др уги х). Наиболее приемлемые показатели бойка, с точки зрения качества уплотнения и снижения трудоемкости процесса, выявлены при форме основания в виде шарового сегмента (фиг. 1): стабильна площадь контакта как при прямом, так и при косом ударе; обеспечивается плавная скорость перемещения инструмента; при оптимальном шаге перемещения исключаются участки с неуплотненным швом; нагрузка от рабочей поверхности бойка на поверхность шва передается достаточно равномерно при любом ударе и другие. При выборе плотности энергии импульсного воздействия, распространяемой по площади клеевого шва, в пределах 10-15 Дж/см 2 исходили из соображений обеспечения оптимальных тр удозатрат на процесс уплотнения - с одной стороны, и достижения максимальных показателей прочности соединения для данного конкретного шва при использовании конкретного виброударного инструмента с бойком в виде шарового сегмента расчетного диаметра - с другой стороны. При использовании плотности энергии импульсного воздействия менее 10 Дж/см 2 из клеевого шва не полностью удаляется воздух - с одной стороны, а с другой -замедляется процесс заполнения микропор клеем и недостаточно активизируется процесс адгезионного взаимодействия клея с соединяемыми поверхностями концов ленты. В результате этого недостаточно повышается прочность соединения клеевого шва. При использовании удельной плотности энергии импульсного воздействия более 15 Дж/см с одной стороны повышается трудоемкость технологической операции, так как шаг перемещения уплотняющего инструмента должен быть уменьшен, поскольку упомянутая плотность при использовании конкретного виброинструмента может быть достигнута при суммировании на площади шва энергетических импульсов от ударов, С другой же стороны, значительного повышения прочности соединения не достигается, так как происходит не только вытеснение воздушных линз, но и части клеевого слоя из пространства между соединяемыми поверхностями. В результате ухудшаются адгезионные процессы взаимодействия клея с соединяемыми поверхностями. Изобретение поясняется чертежами, где на фиг. 1 изображен боек виброударного инструмента, вид сбоку; на фиг. 2 - поверхность соединяемых концов конвейерной ленты со следами пробивки, вид сверху. Способ соединения концов конвейерной ленты осуществляется следующим образом. Концы ленты 1 и 2 разделывают по ступеням 3, которые шорохуют, обезжиривают и суша т при Температуре 15-25°С в течение 10-20 мин. После этого ступени 3 концов ленты 1 и 2 дважды (с промежуточной сушкой) промазывают клеем 51К-38. Вторая сушка осуществляется при температуре 15-25°С втечение 10-15 мин до "отлила". После сушки концы ленты 1,2 складывают и посредством виброударного инструмента (перфоратора) 4, оснащенного бойком 5 с рабочей поверхностью в виде шарового сегмента (S=4,52 см 2) пробивают по всей поверхности стыкового соединения от центра к бортам по направлениям 6 с перекрытием следов 7 от удара, при скорости перемещения инструмента (бойка 5) в пределах 40-70 мм/с. Плотность энергии импульсного воздействия, распространяемой по площади клеевого шва, выбирают в пределах 10-15 Дж/см 2. Выбор плотности энергии импульсного воздействия в указанных выше пределах обеспечивает повышение прочности соединения при оптимальной трудоемкости процесса уплотнения. В примере выполнения были опробованы пять вариантов выбора значений плотности импульсного воздействия (табл. 1). Способ осуществлялся на соединении концов ленты типа ТК-10 (ГОСТ 2085), с использованием клея холодного отверждения типа 51К-38, изготовляемого Саранским заводом РТИ и ручного электрического перфоратора ИЭ-4713 (ГОСТ 25998-83) Даугавпилского завода "Электроинструмент". Энергия удара -1 Дж, частота ударов - 40 уд/с. Использовался ударник в виде шарового сегмента с площадью рабочей поверхности, равной 4,52 см . Испытания проводились в соответствии с требованиями ГОСТ 6768-75 на разрывной машине FPZ-1000. Вариант 1 - значения параметров выбраны за пределами нижних пределов параметров заявляемого способа. Вариант 2 - значения параметров выбраны на границе нижних пределов параметров заявляемого способа. Вариант 3 - значения параметров выбраны в диапазоне средних значений параметров заявляемого способа. Вариант 4 - значения параметров выбраны на границе верхних пределов параметров заявляемого способа. Вариант 5 - значения параметров выбраны, за пределами верхних пределов параметров заявляемого способа. Результаты реализации вариантов способа представлены в табл.2.
ДивитисяДодаткова інформація
Назва патенту англійськоюA method for connecting of conveyer belt ends
Автори англійськоюKyrylenko Valerii Sydorovych, Vysochyn Yevhen Mykhailovych, Sholin Mykhailo Kostiantynovych, Kostrytska Svitlana Pavlivna, Barskyi Arkadii Illich
Назва патенту російськоюСпособ соединения концов конвейерной ленты
Автори російськоюКириленко Валерий Сидорович, Высочин Евгений Михайлович, Шолин Михаил Константинович, Кострицкая Светлана Павловна, Барский Аркадий Ильич
МПК / Мітки
МПК: C09J 5/04, B29L 29/00, B29D 29/00
Мітки: стрічки, спосіб, з'єднання, конвеєрної, кінців
Код посилання
<a href="https://ua.patents.su/5-19141-sposib-zehdnannya-kinciv-konveehrno-strichki.html" target="_blank" rel="follow" title="База патентів України">Спосіб з’єднання кінців конвеєрної стрічки</a>
Спосіб з’єднання кінців металевої обв’язувальної стрічки
Номер патенту: 16500
Опубліковано: 29.08.1997
Автори: Леонов Юрій Григорович, Зборовський Микола Степанович, Мардан Юрій Митрофанович, Гончар Олексій Олексійович
МПК: B65B 13/18
Мітки: спосіб, обв'язувальної, з'єднання, кінців, стрічки, металевої
Формула / Реферат:
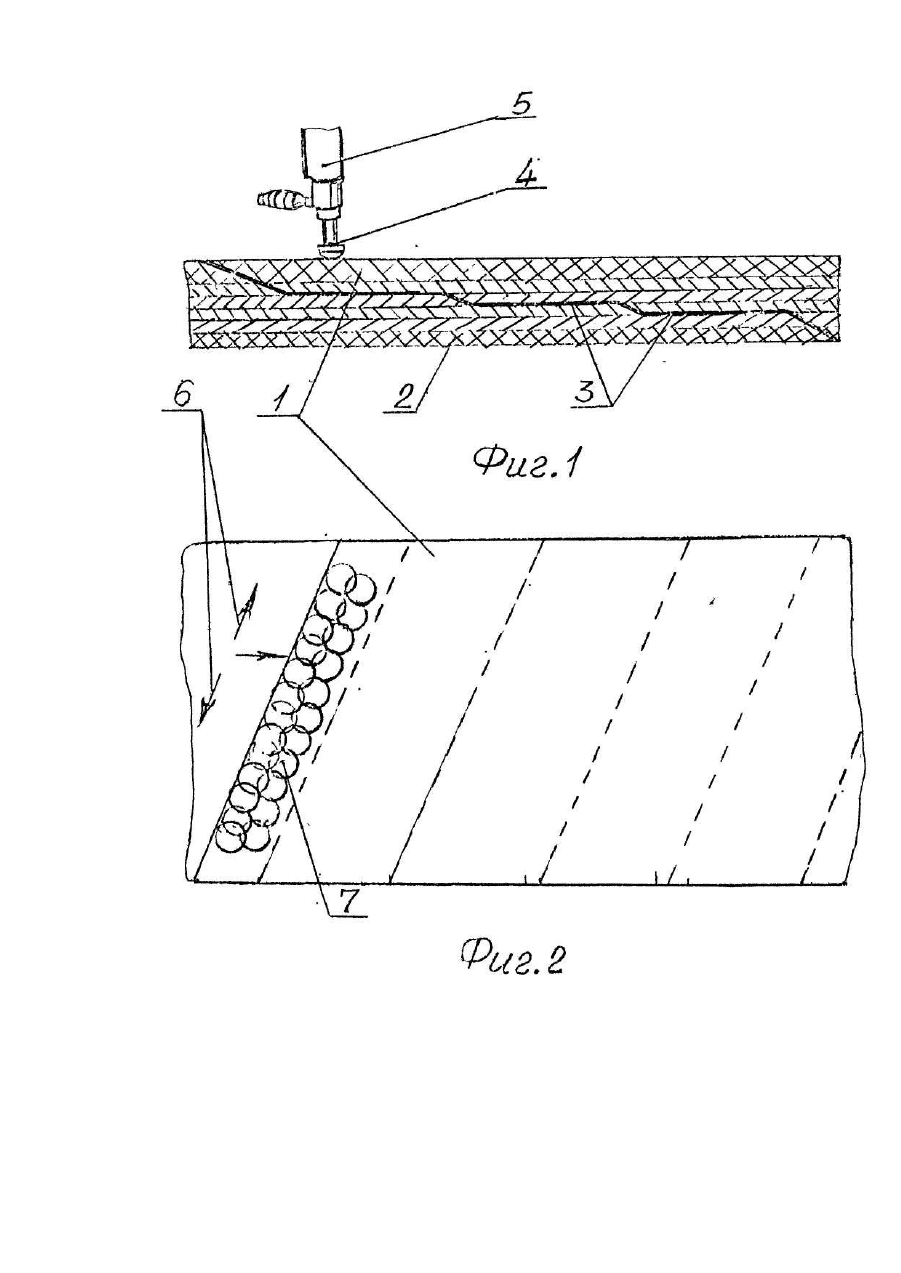
Способ соединения концов металлической обвязочной ленты, при котором концы ленты накладывают друг на друга внахлестку, обжимают скрепой путем загиба ее щек вокруг нахлестнутых концов ленты, надрезают и отгибают участки, расположенные между надрезами, совместно с охватывающими их элементами скрепы в штампе, отличающийся тем, что, с целью улучшения условий труда оператора при ручном приводе штампа и расширения технологических возможностей за...
Пристрій для з’єднання розташованих один під одним кінців сталевої стрічки для обв’язування предметів
Номер патенту: 18247
Опубліковано: 25.12.1997
Автор: Юрген Верк
МПК: B65B 13/18
Мітки: пристрій, сталевої, обв'язування, розташованих, кінців, з'єднання, предметів, одним, стрічки
Формула / Реферат:
1. Устройство для соединения расположенных один под другим концов стальной ленты для обвязки предметов, содержащее корпус, установленный на фундаментной плите с образованием щели для введения расположенных один над другим концов ленты, нижний штамп, жестко установленный на фундаментной плите, верхний штамп с приводом и отрезным ножом, и натяжное приспособление, шарнирно смонтированное на корпусе, отличающееся тем, что оно снабжено валом с...
Накоплююча установка для несення ряду покладених один на одного спіральних витків незкінченної конвеєрної стрічки
Номер патенту: 3586
Опубліковано: 27.12.1994
Автори: Джеральд Зебер, Лєннарт Олссон
МПК: B65G 17/00
Мітки: одного, накоплююча, конвеєрної, витків, ряду, незкінченної, спіральних, установка, покладених, стрічки, несення
Формула / Реферат:
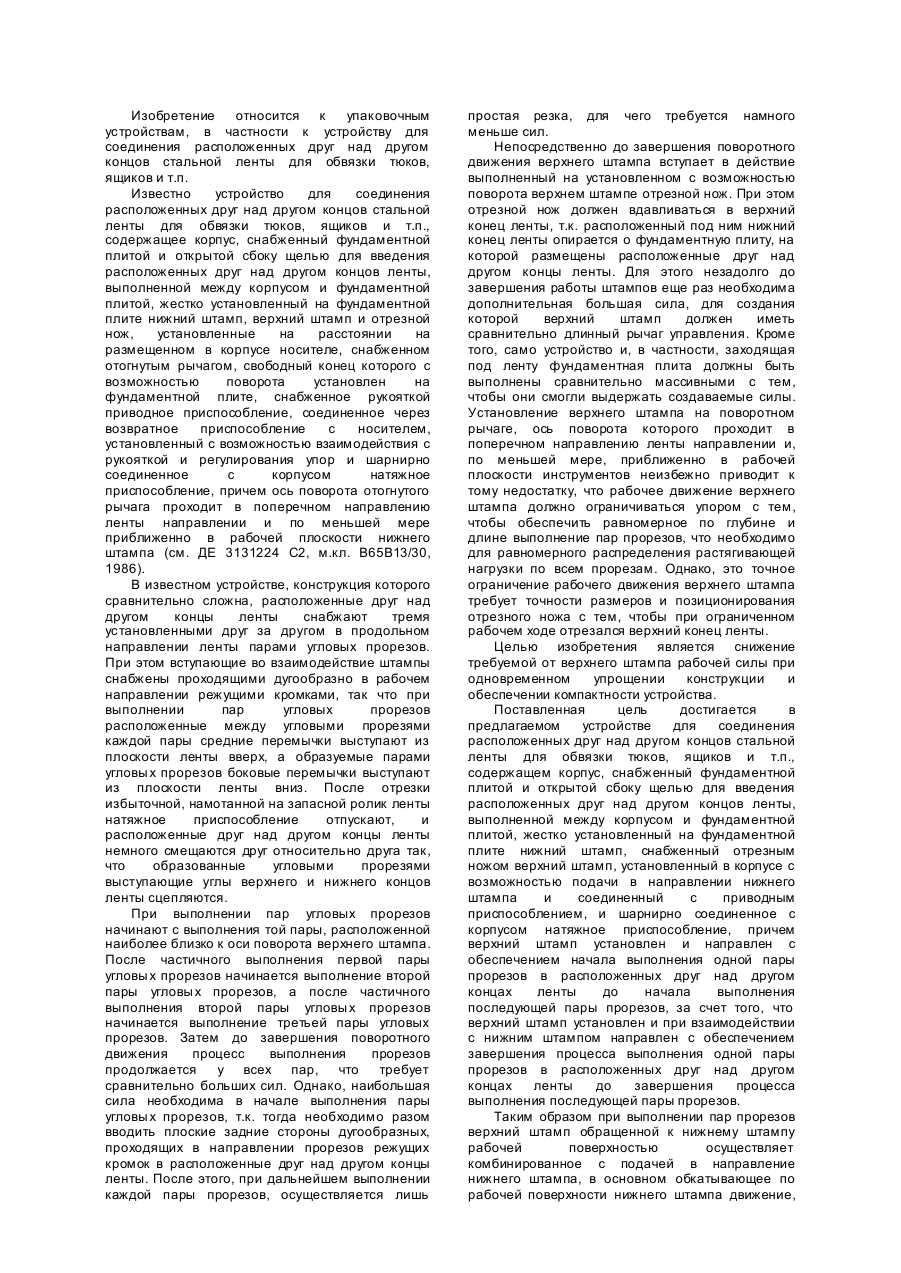
1. Накопительная установка для несения ряда уложенных друг на друга спиральных витков бесконечной конвейерной ленты, включающая бесконечный конвейерный элемент, на который уложена бесконечная конвейерная лента, витки которой поддерживаются другими витками через разделительные элементы, установленные по краям бесконечной конвейерной ленты, и привод, связанный через зацепление с бесконечным конвейерным элементом, который установлен на...
Пристрій для контролю цільності стрічки
Номер патенту: 13140
Опубліковано: 28.02.1997
Автори: Бельмас Іван Васильович, Бельмас Ганна Іванівна, Сабурова Інна Тихіновна
МПК: B65G 43/00
Мітки: стрічки, контролю, пристрій, цільності
Формула / Реферат:
(57) 1. Устройство для контроля целостности ленты, включающее расположенный в ленте проводник из петель и соединяющих их перемычек, отличающееся тем, что перемычки петель проводника выполнены в виде волнообразной кривой.2. Устройство по п. 1. отличающееся тем, что перемычки, выполненные в виде волнообразной кривой, имеют пространственное расположение и следующее соотношение параметров:
Механізм крокового подання стрічки головним чином у пристроях для приєднання виводів до стрічки фольги
Номер патенту: 16488
Опубліковано: 29.08.1997
Автори: Єднак Леонід Леонтійович, Подолян Олександр Ілліч, Пліс Анатолій Степанович, Кечехмадзе Ростом Борисович, Полевнічий Генадій Григорович
МПК: H01G 13/02
Мітки: виводів, крокового, механізм, чином, пристроях, головним, фольги, подання, приєднання, стрічки
Формула / Реферат:
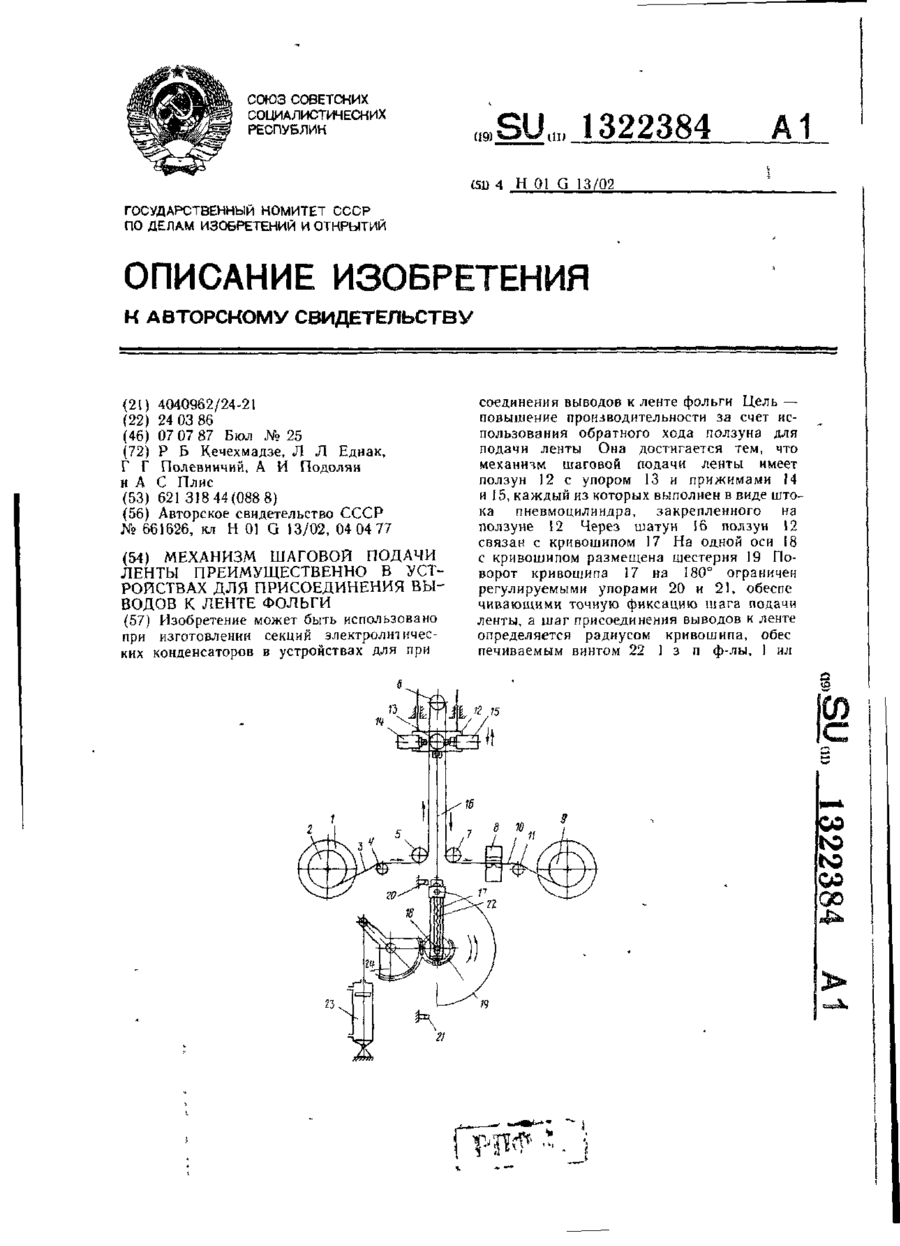
1. Механизм шаговой подачи ленты преимущественно в устройствах для присоединения выводов к ленте фольги, содержащий установленные на станине подающий и приемный шпиндели для рулонов ленты фольги, направляющие ролики, кривошипно-шатунный узел с приводом, ползун с размещенными на нем прижимом и упором, отличающийся тем, что, с целью повышения производительности в работе за счет использования обратного хода ползуна для подачи ленты, он снабжен...
Попередній патент: Спосіб градуювання проточних теплових витратомірів та пристрій для його здійснення
Наступний патент: Спосіб масажу рефлексогенних зон та пристрій для його здійснення
Випадковий патент: Терморегулятор