Зварювальний електрод
Номер патенту: 21006
Опубліковано: 07.10.1997
Автори: Мельник Ігор Степанович, Міходуй Леонід Іванович, Позняков Валерій Дмитрович
Формула / Реферат
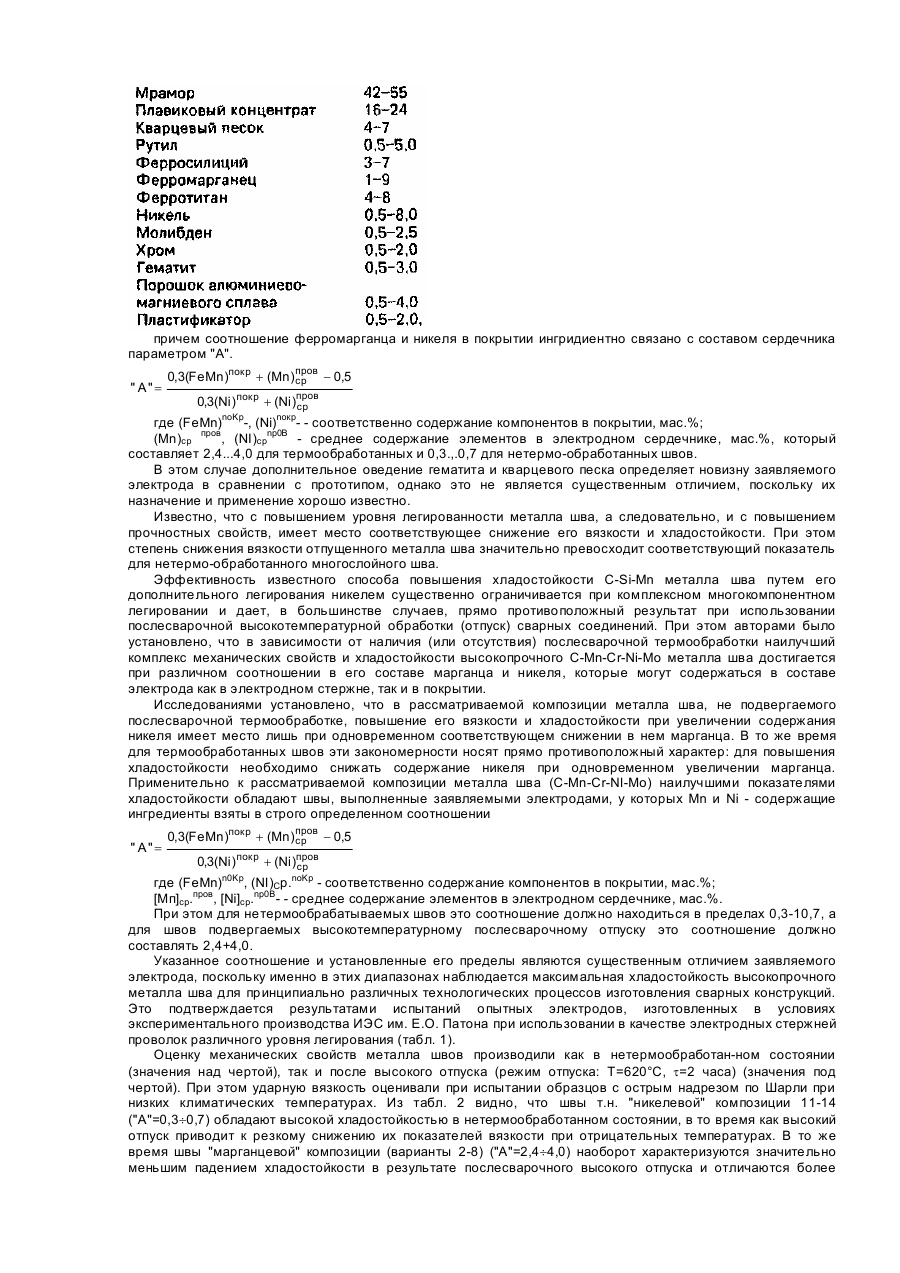
Сварочный электрод, состоящий из низколегированного малоуглеродистого сердечника и покрытия, содержащего мрамор, плавикошпатовый концентрат, рутил, ферромарганец, ферротитан, ферросилиций, никель, молибден, хром, алюминиево-магниевый порошок, пластификатор, отличающийся тем, что суммарное содержание легирующих элементов в сердечнике не должно превышать 8,6%, а покрытие дополнительно содержит кварцевый песок гематит при следующем соотношении компонентов, мас.%:
причем содержание двух последних компонентов покрытия связано с составом сердечника следующей зависимостью:
где (FeMn)n0Kp, (Ni)n0Kp - соответственно содержание компонентов в покрытии, мас.%: (Мn)српров, (Ni)cpnpoB - среднее содержание элементов в электродном сердечнике, мас.%, который составляет 2,4-4,0 для термообработанных и 0,3-0,7- нетермообработанных швов.
Текст
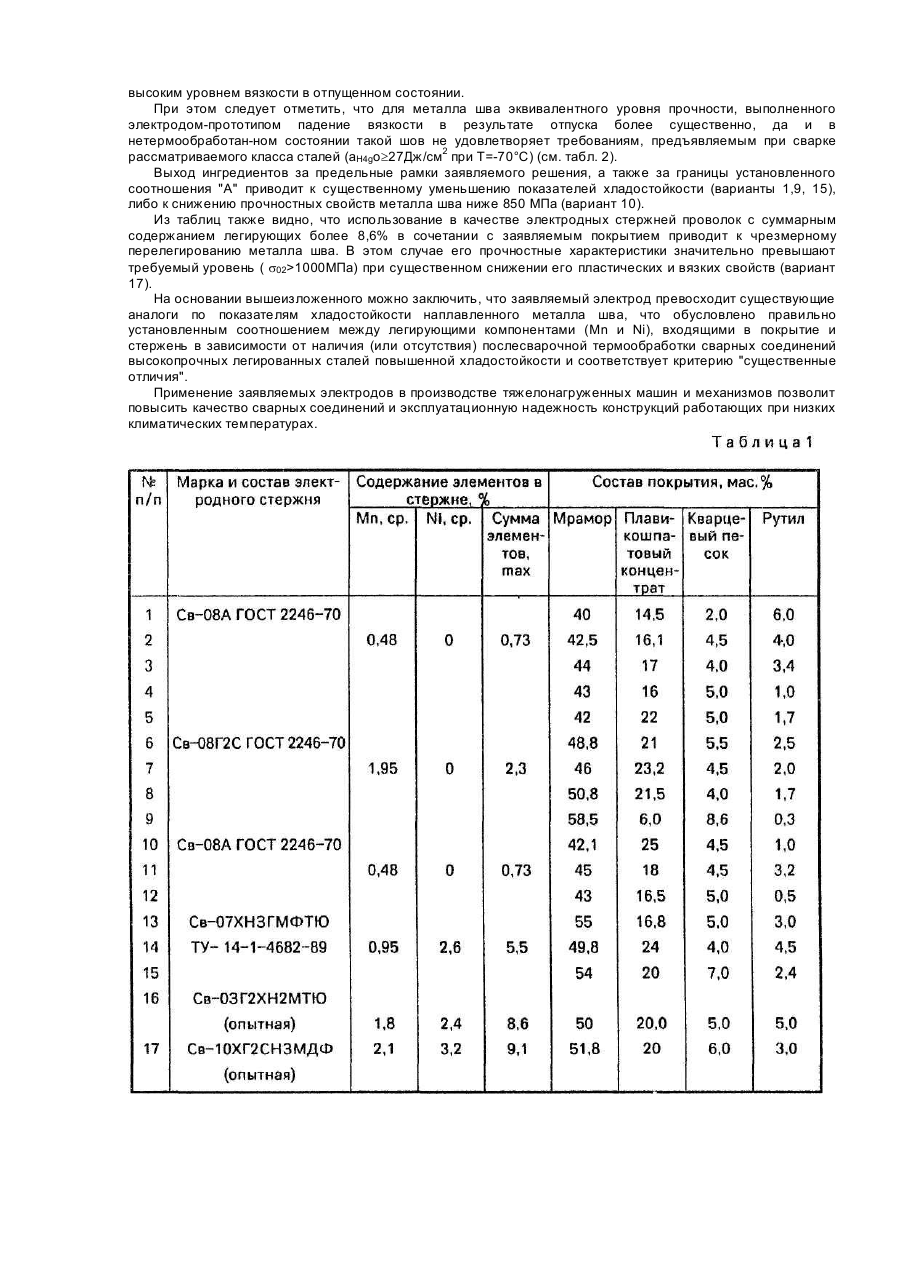
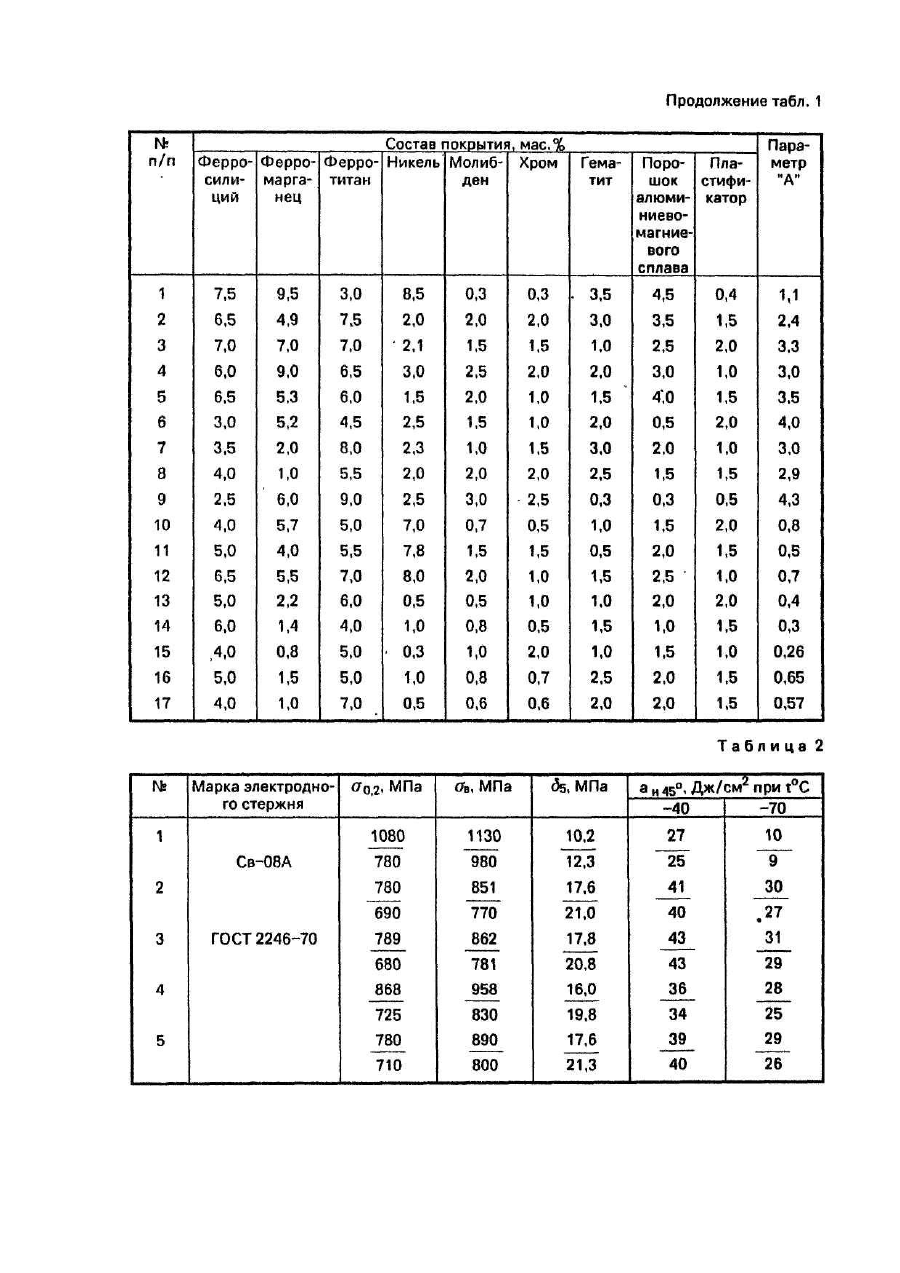
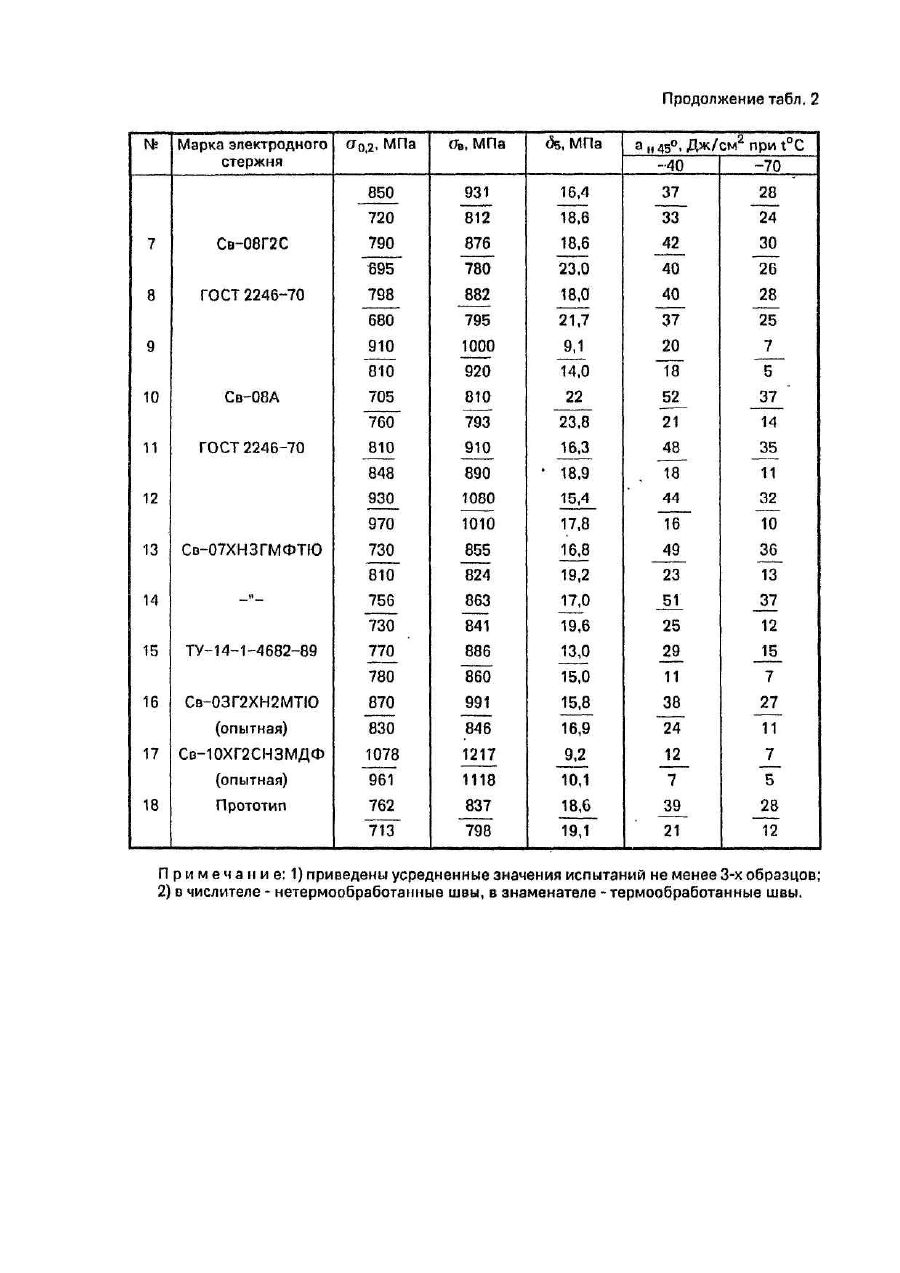
Предлагаемое изобретение относится к области сварочных материалов и предназначено для сварки легированных высокопрочных сталей повышенной хладостойкости с пределом прочности 850... 1000 МПа. Известные стали этой группы марок 14ХГН2МДАФБ, 12ГНЗМФАЮДРСШ, 12ХГНЗМФД-СШ имеют высокие показатели хладостойкости (КСV-40>40 Дж/см , КСV-70227 Дж/см2). При их сварке низколегированными сварочными материалами должна обеспечиваться равноценность механических свойств сварных соединений ос-новному металлу. Однако в силу необходимости применения в ряде случаев послесварочной термической обработки (высокий отпуск) конструкции для снятия остаточных сварочных напряжений одновременное обеспечение равнопрочности и высокой хладостойкости металла шва затруднено. Это связано как с разупрочнением шва в результате высокого отпуска так и главным образом со снижением ударной вязкости, особенно при низких температурах испытания, из-за проявления необратимой отпускной хрупкости в металле швов при их термообработке по режиму свариваемой стали. Известны электроды [Авт.св. СССР № 316555, № 450675, № 685464, № 822456, № 927463 и др.], обеспечивающие требуемую технологическую прочность сварных соединений при сварке сталей с пределом прочности 600...800 МПа. Однако эти электроды непригодны для сварки сталей с пределом прочности более 850 МПа, так как не обеспечивает равнопрочности наплавленного металла шва основному металлу, особенно после высокого отпуска. Известны также отечественные электроды для сварки сталей с S850 МПа марок ВСФ-85, НИАТ-ЗМ, типа Э-85 по ГОСТ 9466-75 [Сварочные материалы стран-членов СЭВ. Каталог. Под ред. И.К. Походни. - М.-К., 1981, с. 511]. Недостатком этих электродов является весьма низкая хладостойкость металла швов (аи.7045= 7¸2 Дж/см2) даже в нетермообра-ботанном состоянии. Известны также электроды для сварки термоупрочненных сталей [Авт.св. СССР № 535147 - прототип] состоящие из малоуглеродистого сердечника и покрытия, содержащего в своем составе компоненты в следующем соотношении, мас.%: Наплавленный металл шва выполненный этими электродами обеспечивает требуемый комплекс механических свойств при сварке сталей с пределом прочности 700-850 МПа, не подвергаемых послесварочно-му высокому отпуску. Однако для сварки сталей с пределом прочности более 850 МПа указанные электроды не пригодны, т.к. не обеспечивают заданной (ан_7о45³27 Дж/см2) хладостойкое шва, особенно после его высокотемпературной послесварочной обработки. В основу изобретения поставлена задача усовершенствования сварочного электрода, который бы позволил за счет повышения хладостойкости высокопрочного наплавленного металла шва sB =850... 1000 МПа как в состоянии после сварки, так и после высокого отпуска посредством применения в таких электродах низколегированного малоуглеродистого сердечника с суммарным содержанием легирующих элементов не более 8,6% и ингридиентно связанного с ним легирующего покрытия путем выбора соотношения между ферромарганцем, никелем в покрытии и составом сердечника использовать эти электроды при изготовлении ответственных тяжелонагруженных конструкций, эксплуатируемых в условиях низких климатических температур (до минус 70°С). Поставленная задача решается тем, что в сварочном электроде состоящем из покрытия, содержащего мрамор, плавиково-шпатовый концентрат, никель, молибден, хром, алюминиево-магниевый порошок и пластификатор, в качестве сердечника применяется низколегированная малоуглеродистая проволока с суммарным содержанием легирующих элементов не более 8,6%, а покрытие дополнительно содержит кварцевый песок и гематит при следующем соотношении входящих в него компонентов, мас.%: причем соотношение ферромарганца и никеля в покрытии ингридиентно связано с составом сердечника параметром "А". " A" = 0,3(FeMn )покр + (Mn ) пров - 0,5 cp 0,3(Ni ) покр + (Ni )пров cp где (FeMn)noKp-, (Ni)noкp- - соответственно содержание компонентов в покрытии, мас.%; (Мn)ср пров, (NI)cpnp0B - среднее содержание элементов в электродном сердечнике, мас.%, который составляет 2,4...4,0 для термообработанных и 0,3.,.0,7 для нетермо-обработанных швов. В этом случае дополнительное оведение гематита и кварцевого песка определяет новизну заявляемого электрода в сравнении с прототипом, однако это не является существенным отличием, поскольку их назначение и применение хорошо известно. Известно, что с повышением уровня легированности металла шва, а следовательно, и с повышением прочностных свойств, имеет место соответствующее снижение его вязкости и хладостойкости. При этом степень снижения вязкости отпущенногометалла шва значительно превосходит соответствующий показатель для нетермо-обработанного многослойного шва. Эффективность известного способа повышения хладостойкости C-Si-Mn металла шва путем его дополнительного легирования никелем существенно ограничивается при комплексном многокомпонентном легировании и дает, в большинстве случаев, прямо противоположный результат при использовании послесварочной высокотемпературной обработки (отпуск) сварных соединений. При этом авторами было установлено, что в зависимости от наличия (или отсутствия) послесварочной термообработки наилучший комплекс механических свойств и хладостойкости высокопрочного C-Mn-Cr-Ni-Mo металла шва достигается при различном соотношении в его составе марганца и никеля, которые могут содержаться в составе электрода как в электродном стержне, так и в покрытии. Исследованиями установлено, что в рассматриваемой композиции металла шва, не подвергаемого послесварочной термообработке, повышение его вязкости и хладостойкости при увеличении содержания никеля имеет место лишь при одновременном соответствующем снижении в нем марганца. В то же время для термообработанных швов эти закономерности носят прямо противоположный характер: для повышения хладостойкости необходимо снижать содержание никеля при одновременном увеличении марганца. Применительно к рассматриваемой композиции металла шва (C-Mn-Cr-NI-Mo) наилучшими показателями хладостойкости обладают швы, выполненные заявляемыми электродами, у которых Мn и Ni - содержащие ингредиенты взяты в строго определенном соотношении " A" = 0,3(FeMn )покр + (Mn ) пров - 0,5 cp 0,3(Ni ) покр + (Ni )пров cp где (FeMn)n0Kp, (NI)Cp.noKp - соответственно содержание компонентов в покрытии, мас.%; [Мп]ср.пров, [Ni]cp.np0B- - среднее содержание элементов в электродном сердечнике, мас.%. При этом для нетермообрабатываемых швов это соотношение должно находиться в пределах 0,3-10,7, а для швов подвергаемых высокотемпературному послесварочному отпуску это соотношение должно составлять 2,4+4,0. Указанное соотношение и установленные его пределы являются существенным отличием заявляемого электрода, поскольку именно в этих диапазонах наблюдается максимальная хладостойкость высокопрочного металла шва для принципиально различных технологических процессов изготовления сварных конструкций. Это подтверждается результатами испытаний опытных электродов, изготовленных в условиях экспериментального производства ИЭС им. Е.О. Патона при использовании в качестве электродных стержней проволок различного уровня легирования (табл. 1). Оценку механических свойств металла швов производили как в нетермообработан-ном состоянии (значения над чертой), так и после высокого отпуска (режим отпуска: Т=620°С, t=2 часа) (значения под чертой). При этом ударную вязкость оценивали при испытании образцов с острым надрезом по Шарли при низких климатических температурах. Из табл. 2 видно, что швы т.н. "никелевой" композиции 11-14 ("А"=0,3¸0,7) обладают высокой хладостойкостью в нетермообработанном состоянии, в то время как высокий отпуск приводит к резкому снижению их показателей вязкости при отрицательных температурах. В то же время швы "марганцевой" композиции (варианты 2-8) ("А"=2,4¸4,0) наоборот характеризуются значительно меньшим падением хладостойкости в результате послесварочного высокого отпуска и отличаются более высоким уровнем вязкости в отпущенном состоянии. При этом следует отметить, что для металла шва эквивалентного уровня прочности, выполненного электродом-прототипом падение вязкости в результате отпуска более существенно, да и в нетермообработан-ном состоянии такой шов не удовлетворяет требованиям, предъявляемым при сварке рассматриваемого класса сталей (aH4go³27Дж/см2 при Т=-70°С) (см. табл. 2). Выход ингредиентов за предельные рамки заявляемого решения, а также за границы установленного соотношения "А" приводит к существенному уменьшению показателей хладостойкости (варианты 1,9, 15), либо к снижению прочностных свойств металла шва ниже 850 МПа (вариант 10). Из таблиц также видно, что использование в качестве электродных стержней проволок с суммарным содержанием легирующих более 8,6% в сочетании с заявляемым покрытием приводит к чрезмерному перелегированию металла шва. В этом случае его прочностные характеристики значительно превышают требуемый уровень ( s02>1000МПа) при существенном снижении его пластических и вязких свойств (вариант 17). На основании вышеизложенного можно заключить, что заявляемый электрод превосходит существующие аналоги по показателям хладостойкости наплавленного металла шва, что обусловлено правильно установленным соотношением между легирующими компонентами (Мn и Ni), входящими в покрытие и стержень в зависимости от наличия (или отсутствия) послесварочной термообработки сварных соединений высокопрочных легированных сталей повышенной хладостойкости и соответствует критерию "существенные отличия". Применение заявляемых электродов в производстве тяжелонагруженных машин и механизмов позволит повысить качество сварных соединений и эксплуатационную надежность конструкций работающих при низких климатических температурах.
ДивитисяДодаткова інформація
Автори англійськоюPozniakov Valerii Dmytrovych, Melnyk Ihor Stepanovych, Mikhodui Leonid Ivanovych
Автори російськоюПозняков Валерий Дмитриевич, Мельник Игорь Степанович, Миходуй Леонид Иванович
МПК / Мітки
МПК: B23K 35/365
Мітки: електрод, зварювальний
Код посилання
<a href="https://ua.patents.su/5-21006-zvaryuvalnijj-elektrod.html" target="_blank" rel="follow" title="База патентів України">Зварювальний електрод</a>
Спосіб виготовлення кріпильних нарізних виробів з маловуглецевої сталі

Номер патенту: 8801
Опубліковано: 30.09.1996
Автори: Чернишов Сергій Михайлович, Хусід Осип Семенович, Ектова Галина Константиновна
Мітки: кріпильних, виробів, нарізних, сталі, маловуглецевої, спосіб, виготовлення
Формула / Реферат:
Способ изготовления крепежных резьбовых изделий из малоуглеродистых сталей, включающий закалку заготовок из межкритического интервала температур Ас1-Ас3, холодное формирование резьбы и отпуск, отличающийся тем, что, с целью повышения вязкости, хладостойкости и прочности крепежных изделий, изготовленных из заготовок с исходной структурой, состоящей из феррита и пластинчатого перлита, закалку осуществляют с температуры, на 50-70°С...
Сталь для зварних конструкцій
Номер патенту: 369
Опубліковано: 30.04.1993
Автори: Єгорова Світлана Василівна, Ліпухін Юрій Вікторович, Литвиненко Денис Онуфрійович, Крендельова Аліса Іванівна, Соліна Євгенія Миколаївна, Сальников Геннадій Олексійович, Дранковський Іван Карпович, Дяков Володимир Георгійович, Скудицький Маркс Самуїлович, Стеренбоген Юрій Олександрович, Бочаров Альберт Миколайович, Бублик Григорій Іванович, Юрчишин Олександр Вітальйович
МПК: C22C 38/38, C22C 38/18
Мітки: сталь, зварних, конструкцій
Формула / Реферат:
Формула изобретения1. Сталь для сварных конструкций, содержащая углерод, кремний, марганец, хром и железо, отличающаяся тем, что, с целью повышения ударной, вязкости, она дополнительно содержит церий, алюминий и кальций при следующем соотношении компонентов, мас. %: Углерод 0,05-0,12 Кремний 0,17-0,60 Марганец 0,46-2,40 ...
Зварювальний пальник

Номер патенту: 13071
Опубліковано: 28.02.1997
Автори: Казаков Валентин Костянтинович, Іваненко Георгій Антонович, Тумас Борис Юнович
МПК: B23K 9/173
Мітки: зварювальний, пальник
Формула / Реферат:
(57) Сварочная горелка, содержащая корпус с полостью, в которой расположена державка с токоподводящим элементом в виде прямолинейного пучка отрезков проволоки, одним концом закрепленного в державке, установленный с возможностью перемещения вдоль оси мундштука, наконечник с конической полостью, стенки которой установлены в контакте с токоведущим элементом, и сопло, отличающаяся тем, что сварочная проволока снабжена пружиной сжатия, наконечник...
Керамічний флюс для зварювання низьколегованих сталей
Номер патенту: 5156
Опубліковано: 28.12.1994
Автори: Головко Віктор Володимирович, Походня Ігор Костянтинович, Устинов Сергій Денисович, Кушнерьов Данило Матвійович, Зарубін Андрій Михайлович
МПК: B23K 35/362
Мітки: низьколегованих, флюс, сталей, зварювання, керамічний
Формула / Реферат:
Керамический флюс для сварки низколегированных сталей, содержащий обожженный магнезит, плавиковый шпат, электрокорунд, волластонит, марганец, силикат натрия, отличающийся тем, что, с целью повышения хладостойкости металла шва, определяемой на образцах на ударный изгиб с острым надрезом, при сохранении высоких сварочно-технологических свойств флюса он дополнительно содержит ферротитан и ферробор при следующем соотношении компонентов, маc....
Електрод-інструмент для електроерозійної вирізки
Номер патенту: 4912
Опубліковано: 28.12.1994
Автори: Жан Пфо, Данієль Шнєльманн, Ролан Мартен, Жан-Поль Бріффо, Бєрнар Боммєлі
МПК: B23H 1/00
Мітки: електрод-інструмент, вирізки, електроерозійної
Формула / Реферат:
Электрод-инструмент для электроэрозионной вырезки, выполненный в виде проволоки, имеющей покрытие из легкоплавких металлов, отличающийся тем, что, с целью повышения производительности обработки за счет получения полупроводниковых свойств покрытия электрода при его контакте с деталью и проводящих свойств при электрическом пробое, на покрытие из легкоплавкого металла наносят пленку окиси данного мeталла толщиной 200-2000 А.
Попередній патент: Спосіб одержання активного яскраво-червоного моноазобарвника
Наступний патент: Фільтрувальний матеріал для уловлювання аерозолю
Випадковий патент: Спосіб одержання хіральних 1,4-дизаміщених піперазинів, проміжна сполука (варіанти)