Спосіб виготовлення клинка рапіри
Номер патенту: 23279
Опубліковано: 19.05.1998
Автори: Носовськой Ігор Юрійович, Карнаухов Віталій Григорович, Третяков Володимир Васильович, Кондратов Віктор Миколайович, Буханов Олександр Маркович
Формула / Реферат
1. Способ изготовления клинка рапиры, включающий термическую и механическую обработки, отличающийся тем, что механическую обработку осуществляют путем шлифования оснований и боковых поверхностей прямоугольного сечения клинка с поочередным базированием его двух соседних поверхностей на двух магнитных плитах, каждая из которых имеет по своей длине три участка с разными углами наклона к горизонтали, увеличивающимися в сторону направления движения режущего инструмента, а также путем фрезерования пазов клинка с базированием его на магнитной плите, имеющей по своей длине три участка с разными углами наклона к горизонтали, увеличивающимися в сторону направления движения режущего инструмента, между планками, закрепленными под углами к продольной оси данной магнитной плиты, при этом эти углы соответствуют углам наклона к горизонтали участков магнитной плиты, предназначенной для шлифования оснований прямоугольного сечение клинка.
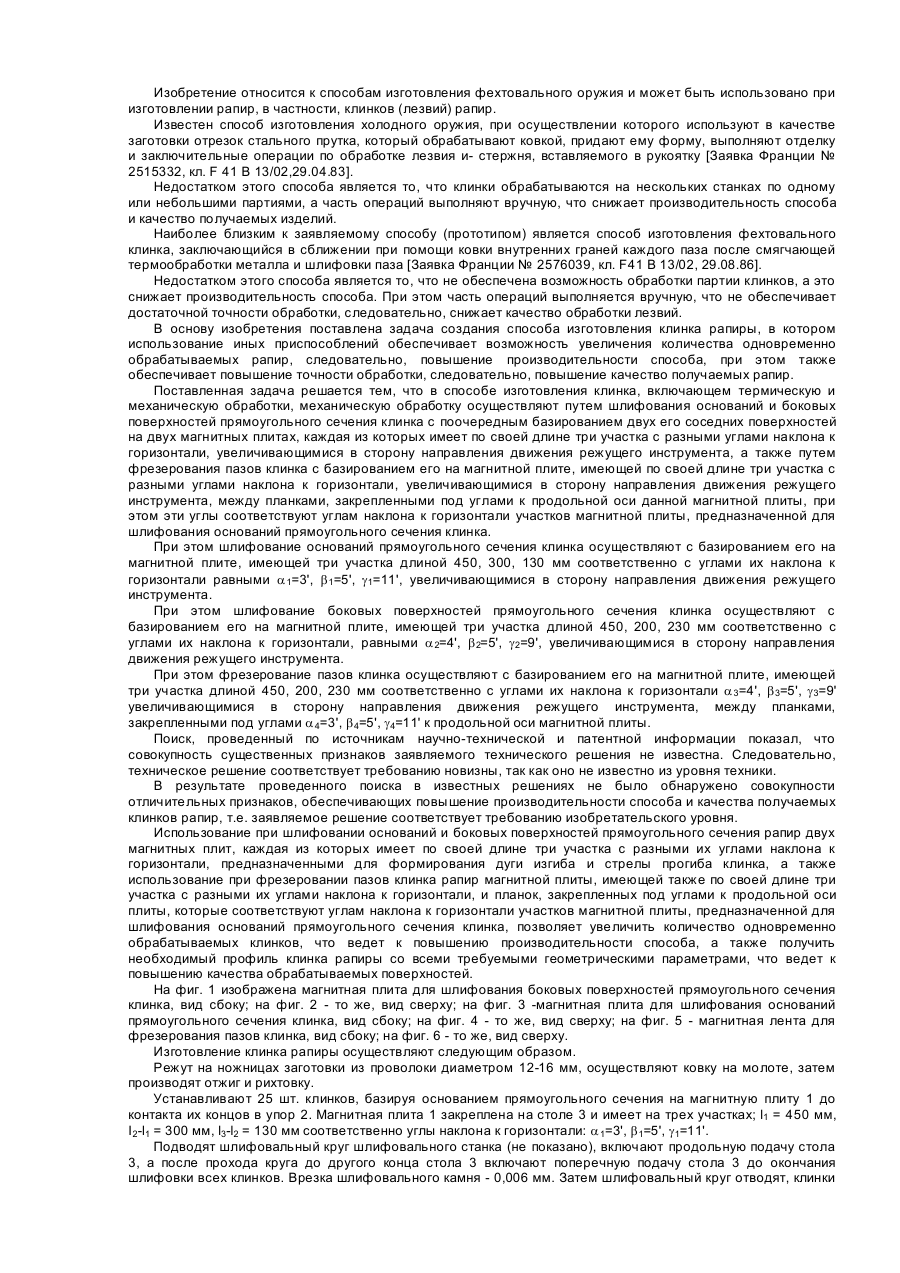
2. Способ по п. 1, отличающийся тем, что шлифование оснований прямоугольного сечения клинка осуществляют с базированием его на магнитной плите, имеющей три участка длиной 450 мм, 300 мм, 130 мм, соответственно с углами наклона их к горизонтали равными a1 = 3', b1 = 5', g1 = 9', увеличивающимися в сторону направления движения режущего инструмента.
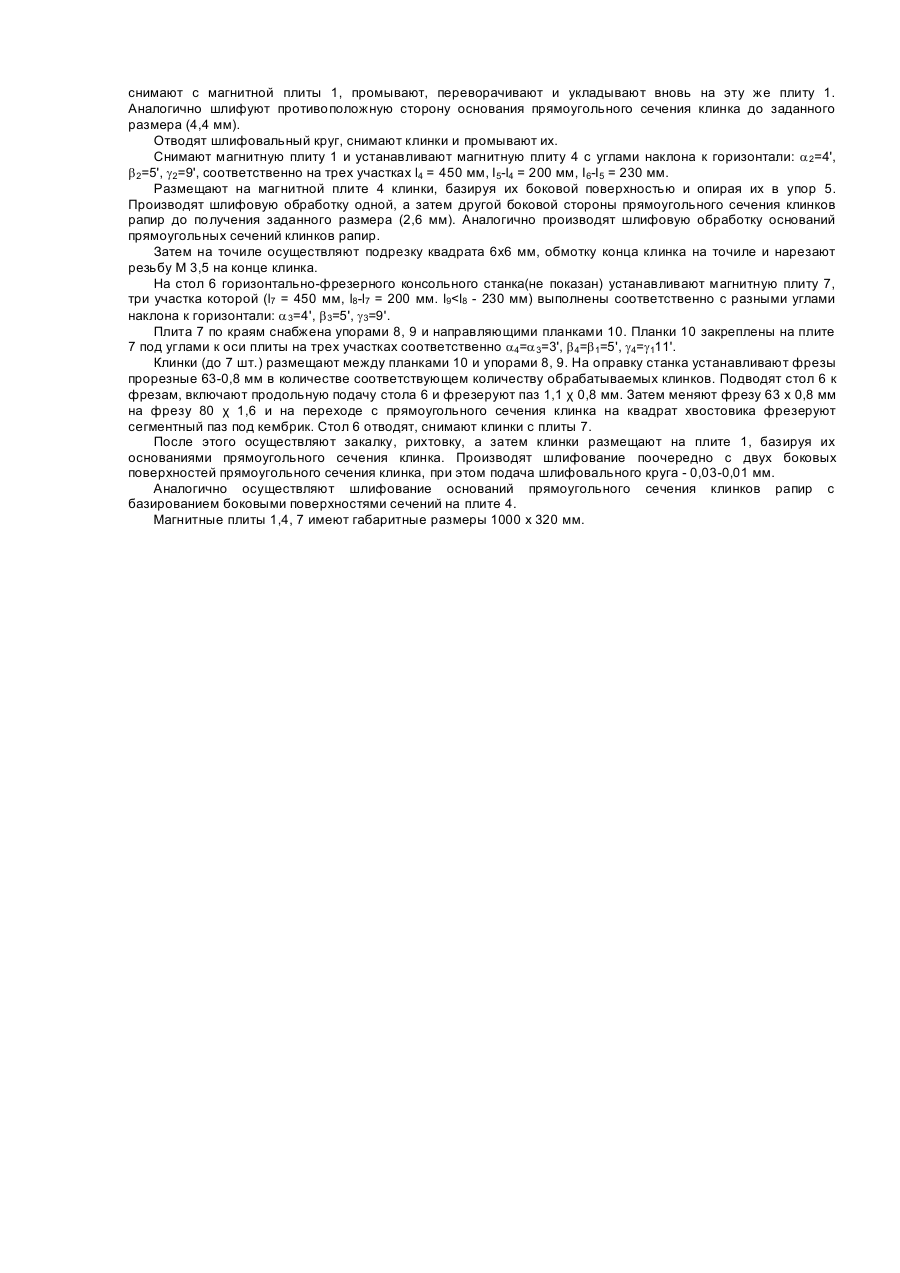
3. Способ поп, 1,отличающийся тем, что шлифование боковых поверхностей прямоугольного сечения клинка осуществляют с базированием его на магнитной плите, имеющей три участка длиной 450 мм, 200 мм, 230 мм, соответственно с углами их наклона к горизонтали, равными a2 = 4', b2 = 5', g2 = 9', увеличивающимися в сторону направления движения режущего инструмента.
4. Способ поп. 1,отличающийся тем, что фрезерование пазов клинка осуществляют с базированием его на магнитной плите, имеющей три участка длиной 450 мм, 200 мм, 230 мм соответственно с углами их наклона к горизонтали, равными a3 = 4', b3 = 5', g3 = 9' увеличивающимися в сторону направления движения режущего инструмента, между планками, закрепленными под углами a4 = 3', b4 = 5', g4 = 11' к продольной оси магнитной плиты.
Текст
Изобретение относится к способам изготовления фехтовального оружия и может быть использовано при изготовлении рапир, в частности, клинков (лезвий) рапир. Известен способ изготовления холодного оружия, при осуществлении которого используют в качестве заготовки отрезок стального прутка, который обрабатывают ковкой, придают ему форму, выполняют отделку и заключительные операции по обработке лезвия и- стержня, вставляемого в рукоятку [Заявка Франции № 2515332, кл. F 41 В 13/02,29.04.83]. Недостатком этого способа является то, что клинки обрабатываются на нескольких станках по одному или небольшими партиями, а часть операций выполняют вручную, что снижает производительность способа и качество получаемых изделий. Наиболее близким к заявляемому способу (прототипом) является способ изготовления фехтовального клинка, заключающийся в сближении при помощи ковки внутренних граней каждого паза после смягчающей термообработки металла и шлифовки паза [Заявка Франции № 2576039, кл. F41 В 13/02, 29.08.86]. Недостатком этого способа является то, что не обеспечена возможность обработки партии клинков, а это снижает производительность способа. При этом часть операций выполняется вручную, что не обеспечивает достаточной точности обработки, следовательно, снижает качество обработки лезвий. В основу изобретения поставлена задача создания способа изготовления клинка рапиры, в котором использование иных приспособлений обеспечивает возможность увеличения количества одновременно обрабатываемых рапир, следовательно, повышение производительности способа, при этом также обеспечивает повышение точности обработки, следовательно, повышение качество получаемых рапир. Поставленная задача решается тем, что в способе изготовления клинка, включающем термическую и механическую обработки, механическую обработку осуществляют путем шлифования оснований и боковых поверхностей прямоугольного сечения клинка с поочередным базированием двух его соседних поверхностей на двух магнитных плитах, каждая из которых имеет по своей длине три участка с разными углами наклона к горизонтали, увеличивающимися в сторону направления движения режущего инструмента, а также путем фрезерования пазов клинка с базированием его на магнитной плите, имеющей по своей длине три участка с разными углами наклона к горизонтали, увеличивающимися в сторону направления движения режущего инструмента, между планками, закрепленными под углами к продольной оси данной магнитной плиты, при этом эти углы соответствуют углам наклона к горизонтали участков магнитной плиты, предназначенной для шлифования оснований прямоугольного сечения клинка. При этом шлифование оснований прямоугольного сечения клинка осуществляют с базированием его на магнитной плите, имеющей три участка длиной 450, 300, 130 мм соответственно с углами их наклона к горизонтали равными a 1=3', b 1=5', g1=11', увеличивающимися в сторону направления движения режущего инструмента. При этом шлифование боковых поверхностей прямоугольного сечения клинка осуществляют с базированием его на магнитной плите, имеющей три участка длиной 450, 200, 230 мм соответственно с углами их наклона к горизонтали, равными a 2=4', b 2=5', g2=9', увеличивающимися в сторону направления движения режущего инструмента. При этом фрезерование пазов клинка осуществляют с базированием его на магнитной плите, имеющей три участка длиной 450, 200, 230 мм соответственно с углами их наклона к горизонтали a 3=4', b 3=5', g3=9' увеличивающимися в сторону направления движения режущего инструмента, между планками, закрепленными под углами a 4=3', b 4=5', g4=11' к продольной оси магнитной плиты. Поиск, проведенный по источникам научно-технической и патентной информации показал, что совокупность существенных признаков заявляемого технического решения не известна. Следовательно, техническое решение соответствует требованию новизны, так как оно не известно из уровня техники. В результате проведенного поиска в известных решениях не было обнаружено совокупности отличительных признаков, обеспечивающих повышение производительности способа и качества получаемых клинков рапир, т.е. заявляемое решение соответствует требованию изобретательского уровня. Использование при шлифовании оснований и боковых поверхностей прямоугольного сечения рапир двух магнитных плит, каждая из которых имеет по своей длине три участка с разными их углами наклона к горизонтали, предназначенными для формирования дуги изгиба и стрелы прогиба клинка, а также использование при фрезеровании пазов клинка рапир магнитной плиты, имеющей также по своей длине три участка с разными их углами наклона к горизонтали, и планок, закрепленных под углами к продольной оси плиты, которые соответствуют углам наклона к горизонтали участков магнитной плиты, предназначенной для шлифования оснований прямоугольного сечения клинка, позволяет увеличить количество одновременно обрабатываемых клинков, что ведет к повышению производительности способа, а также получить необходимый профиль клинка рапиры со всеми требуемыми геометрическими параметрами, что ведет к повышению качества обрабатываемых поверхностей. На фиг. 1 изображена магнитная плита для шлифования боковых поверхностей прямоугольного сечения клинка, вид сбоку; на фиг. 2 - то же, вид сверху; на фиг. 3 -магнитная плита для шлифования оснований прямоугольного сечения клинка, вид сбоку; на фиг. 4 - то же, вид сверху; на фиг. 5 - магнитная лента для фрезерования пазов клинка, вид сбоку; на фиг. 6 - то же, вид сверху. Изготовление клинка рапиры осуществляют следующим образом. Режут на ножницах заготовки из проволоки диаметром 12-16 мм, осуществляют ковку на молоте, затем производят отжиг и рихтовку. Устанавливают 25 шт. клинков, базируя основанием прямоугольного сечения на магнитную плиту 1 до контакта их концов в упор 2. Магнитная плита 1 закреплена на столе 3 и имеет на трех участках; l1 = 450 мм, I 2-l1 = 300 мм, l3-l2 = 130 мм соответственно углы наклона к горизонтали: a 1=3', b 1=5', g1=11'. Подводят шлифовальный круг шлифовального станка (не показано), включают продольную подачу стола 3, а после прохода круга до другого конца стола 3 включают поперечную подачу стола 3 до окончания шлифовки всех клинков. Врезка шлифовального камня - 0,006 мм. Затем шлифовальный круг отводят, клинки снимают с магнитной плиты 1, промывают, переворачивают и укладывают вновь на эту же плиту 1. Аналогично шлифуют противоположную сторону основания прямоугольного сечения клинка до заданного размера (4,4 мм). Отводят шлифовальный круг, снимают клинки и промывают их. Снимают магнитную плиту 1 и устанавливают магнитную плиту 4 с углами наклона к горизонтали: a 2=4', b 2=5', g2=9', соответственно на трех участках l4 = 450 мм, I 5-l4 = 200 мм, I 6-I 5 = 230 мм. Размещают на магнитной плите 4 клинки, базируя их боковой поверхностью и опирая их в упор 5. Производят шлифовую обработку одной, а затем другой боковой стороны прямоугольного сечения клинков рапир до получения заданного размера (2,6 мм). Аналогично производят шлифовую обработку оснований прямоугольных сечений клинков рапир. Затем на точиле осуществляют подрезку квадрата 6x6 мм, обмотку конца клинка на точиле и нарезают резьбу Μ 3,5 на конце клинка. На стол 6 горизонтально-фрезерного консольного станка(не показан) устанавливают магнитную плиту 7, три участка которой (l7 = 450 мм, l8-l7 = 200 мм. l9
ДивитисяДодаткова інформація
МПК / Мітки
МПК: F41B 13/00
Мітки: рапіри, клинка, спосіб, виготовлення
Код посилання
<a href="https://ua.patents.su/5-23279-sposib-vigotovlennya-klinka-rapiri.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення клинка рапіри</a>
Спосіб виготовлення клинка шпаги
Номер патенту: 23278
Опубліковано: 19.05.1998
Автори: Буханов Олександр Маркович, Носовськой Ігор Юрійович, Карнаухов Віталій Григорович, Третяков Володимир Васильович, Кондратов Віктор Миколайович
МПК: F41B 13/00
Мітки: виготовлення, клинка, спосіб, шпаги
Формула / Реферат:
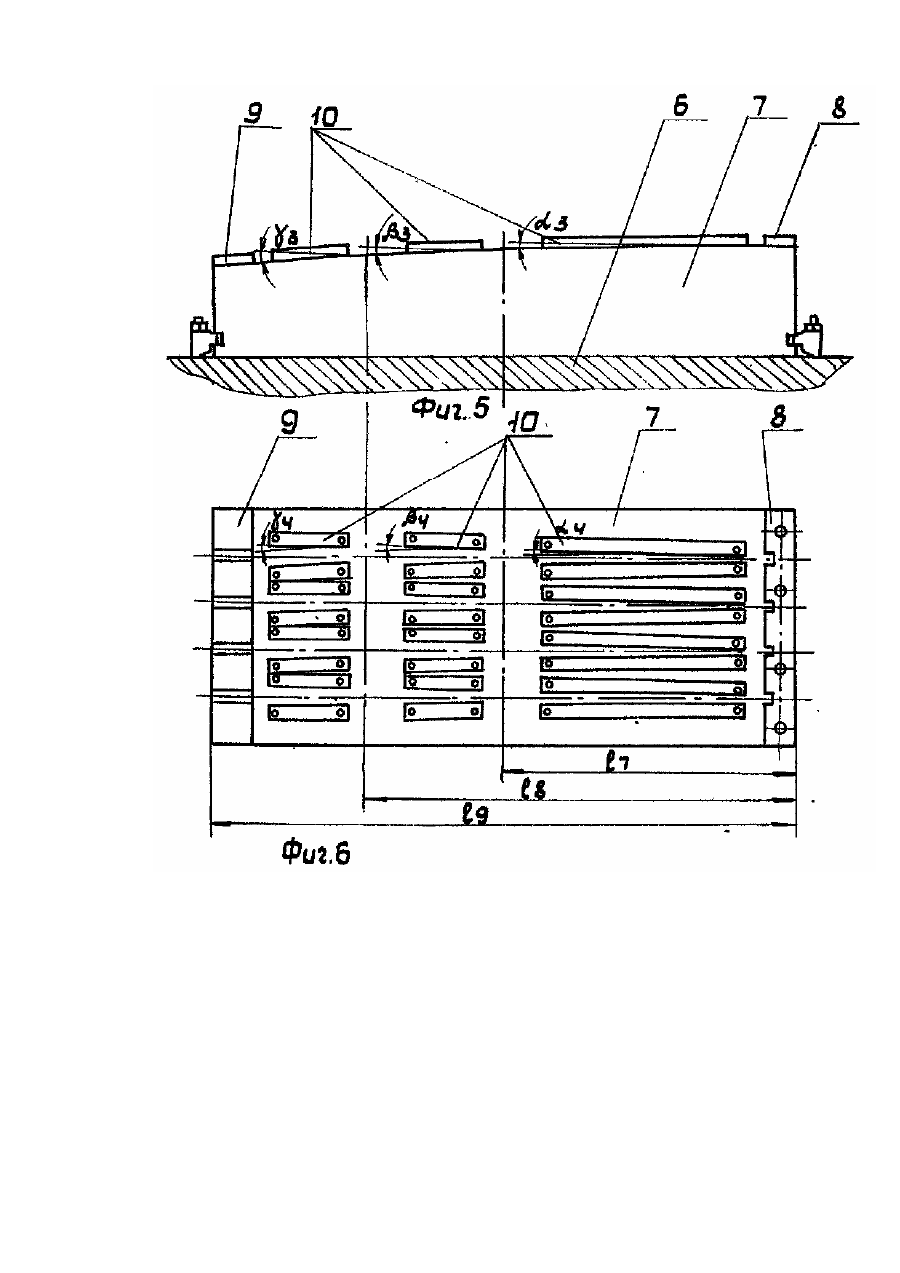
1. Способ изготовления клинка шпаги, включающий термическую и механическую обработки, отличающийся тем, что механическую обработку осуществляют путем фрезерования поверхностей клинка шпаги сменными фрезерными головками с режущим инструментом с профилем соответствующим профилю обрабатываемой поверхности клинка, при этом клинок размещают на магнитной плите поочередно в канавках с сечением их базовых поверхностей соответствующим профилю...
Спосіб прокатування профілів
Номер патенту: 5339
Опубліковано: 28.12.1994
Автори: Ніколаєв Едуард Петрович, Толпа Анатолій Андрійович
МПК: B21B 1/02
Мітки: прокатування, спосіб, профілів
Формула / Реферат:
Способ прокатки профилей, включающий формирование подката в ящичном калибре в виде прямоугольника с переходными участками между его сторонами и прокатку его в калибрах простой формы с первоначальным контактом при захвате боковых поверхностей калибров с переходными участками, отличающийся тем, что, с целью повышения устойчивости процесса за счет улучшения условий захвата в калибрах простой формы, подкат формируют с двугранными переходными...
Спосіб виготовлення діамантових вставок
Номер патенту: 1937
Опубліковано: 20.12.1994
Автори: Травін Вячеслав Миколайович, Ісаєнко Леонід Олексійович
МПК: A44C 17/00
Мітки: вставок, виготовлення, діамантових, спосіб
Формула / Реферат:
Способ изготовления алмазних вставок, включающий шлифование площадки, огранку низа и верха полуфабриката алмаза, отличающийся тем, что, с целью упрощения технологии изготовления с одновременным обеспечением применения исходных алмазов с низкими качественными характеристиками, огранку низа производят тремя гранями в плоских сетках октаэдра с углами наклона к площадке 35—45°, а огранку верха — тремя гранями в плоских сетках ромбододекаэдра...
Спосіб виготовлення пазових клинів для електричних машин
Номер патенту: 18192
Опубліковано: 01.07.1997
Автори: Сисоєв Валентин Сергійович, Петренюк Володимир Михайлович
МПК: H02K 15/00
Мітки: спосіб, машин, пазових, клинів, електричних, виготовлення
Формула / Реферат:
Способ изготовления пазовых клиньев для электрических машин, включающий порезку листового материала на заготовки прямоугольного сечения и придание заготовкам клинового профиля, отличающийся тем, что придание заготовкам клинового профиля производят протяжкой заготовки, имеющей ширину клина, через фильеру, профилеобраэующие стороны которой выполнены в виде режущих элементов или режущих вставок, режущая кромка которых образована передним a =...
Спосіб виготовлення коритних гнутих профілів

Номер патенту: 15600
Опубліковано: 30.06.1997
Автори: Брутман Леонід Борисович, Рябушенко Олександр Васильович, Бєрман Гаррі Захаровіч, Певзнер Григорій Михайлович, Ніколаєв Віктор Ніколаєвіч, Гулько Альбєрт Ізраіловіч, Овчіннікова Татьяна Алєксандровна, Порада Олексій Миколайович, Свєтлічний Віталій Фьодоровіч, Гуменюк-Грицай Петро Онисимович
МПК: B21D 5/06
Мітки: виготовлення, коритних, гнутих, спосіб, профілів
Текст:
...двойных участков и среднего участка 16, который 50 осью профиля делится пополам. При изготовлении профиля по предложенному способу формовку профиля начинают со П перехода формовкой ориентирующего центрального элемента 21, 55 прямолинейные полки которого длиной І2 выполнены под углом ai=45°. Ориентирующий элемент- промежуточный элемент формовки центральной впадины между 6 гофрами. Фиксацию при формовке ориентирующего элемента...
Попередній патент: Спосіб виготовлення клинка шпаги
Наступний патент: Багатоточкова система вимірювання температури
Випадковий патент: Формувач одиночної серії з двох пачок імпульсів