Спосіб виготовлення клинка шпаги
Номер патенту: 23278
Опубліковано: 19.05.1998
Автори: Карнаухов Віталій Григорович, Буханов Олександр Маркович, Кондратов Віктор Миколайович, Носовськой Ігор Юрійович, Третяков Володимир Васильович
Формула / Реферат
1. Способ изготовления клинка шпаги, включающий термическую и механическую обработки, отличающийся тем, что механическую обработку осуществляют путем фрезерования поверхностей клинка шпаги сменными фрезерными головками с режущим инструментом с профилем соответствующим профилю обрабатываемой поверхности клинка, при этом клинок размещают на магнитной плите поочередно в канавках с сечением их базовых поверхностей соответствующим профилю контактирующих поверхностей клинка и с наклоном их базовых поверхностей к горизонтали в сторону направления движения режущего инструмента.
2. Способ по п. 1, отличающийся тем, что фрезерование канавки клинка осуществляют фрезерной головкой с режущим инструментом в виде пластин квадратной формы, при этом клинок шпаги размещают на магнитной плите в канавке V-образного сечения и с углом наклона ее базовой поверхности к горизонтали a = 7'.
3. Способ по п. 1, отличающийся тем, что фрезерование боковых поверхностей клинка осуществляют фрезерной головкой с режущим инструментом в виде пластин круглой формы, при этом клинок размещают на магнитной плите в канавке L -образного сечения и с углом наклона ее базовой поверхности к горизонтали β= 7'.
4. Способ по п. 1, отличающийся тем, что фрезерование боковых граней клинка осуществляют фрезерной головкой с режущим инструментом в виде двух пластин квадратной формы, расположенных под углом равным 90°, при этом клинок размещают на магнитной плите в канавке g-образного сечения и с углом наклона ее базовой поверхности к горизонтали g=10'.
5. Способ по п. 1,отличающийся тем, что фрезерование гребешка клинка осуществляют фрезерной головкой с режущим инструментом в виде пластин пятигранной формы, при этом клинок размещают в канавке L-образного сечения и с углом наклона ее базовой поверхности к горизонтали β=7'.
Текст
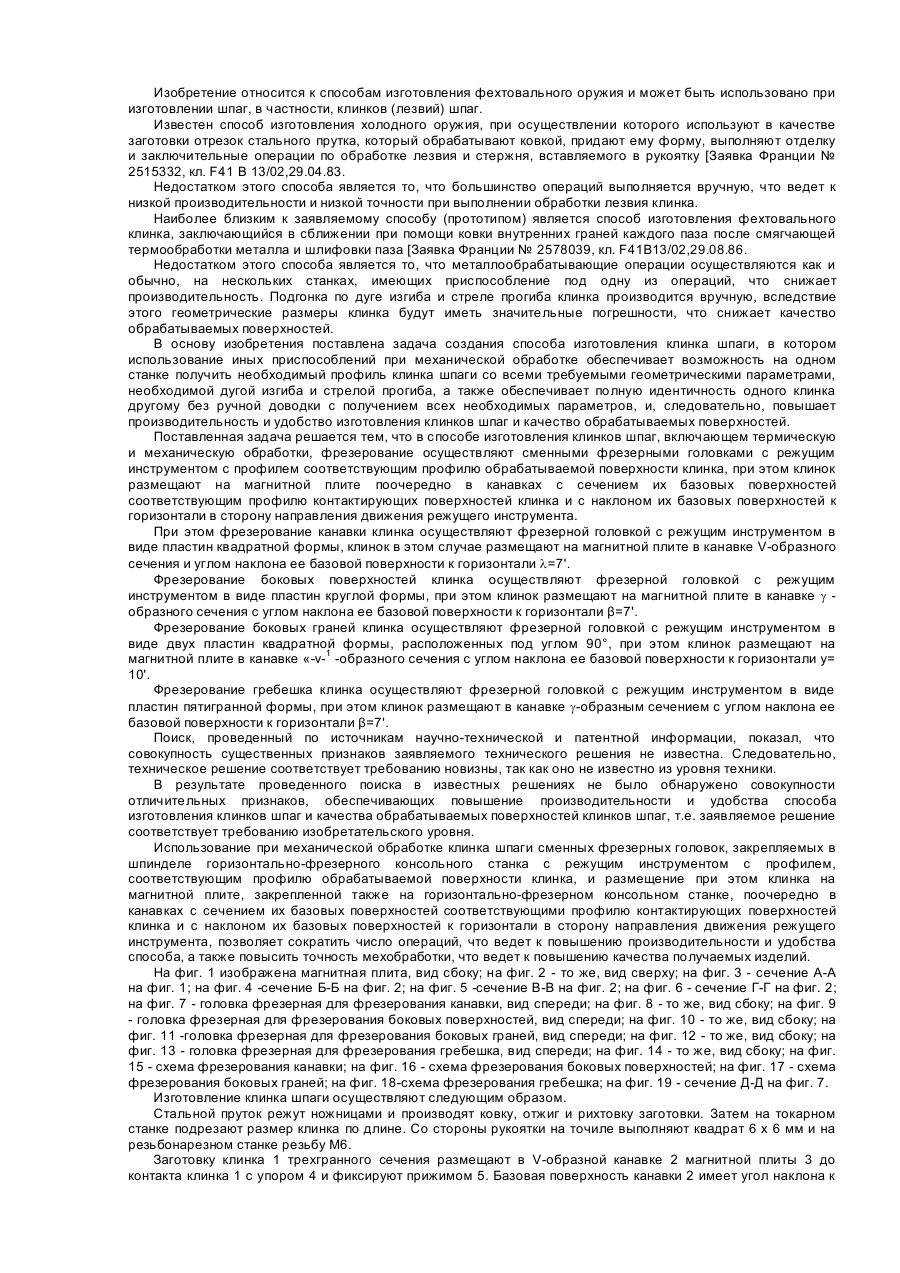
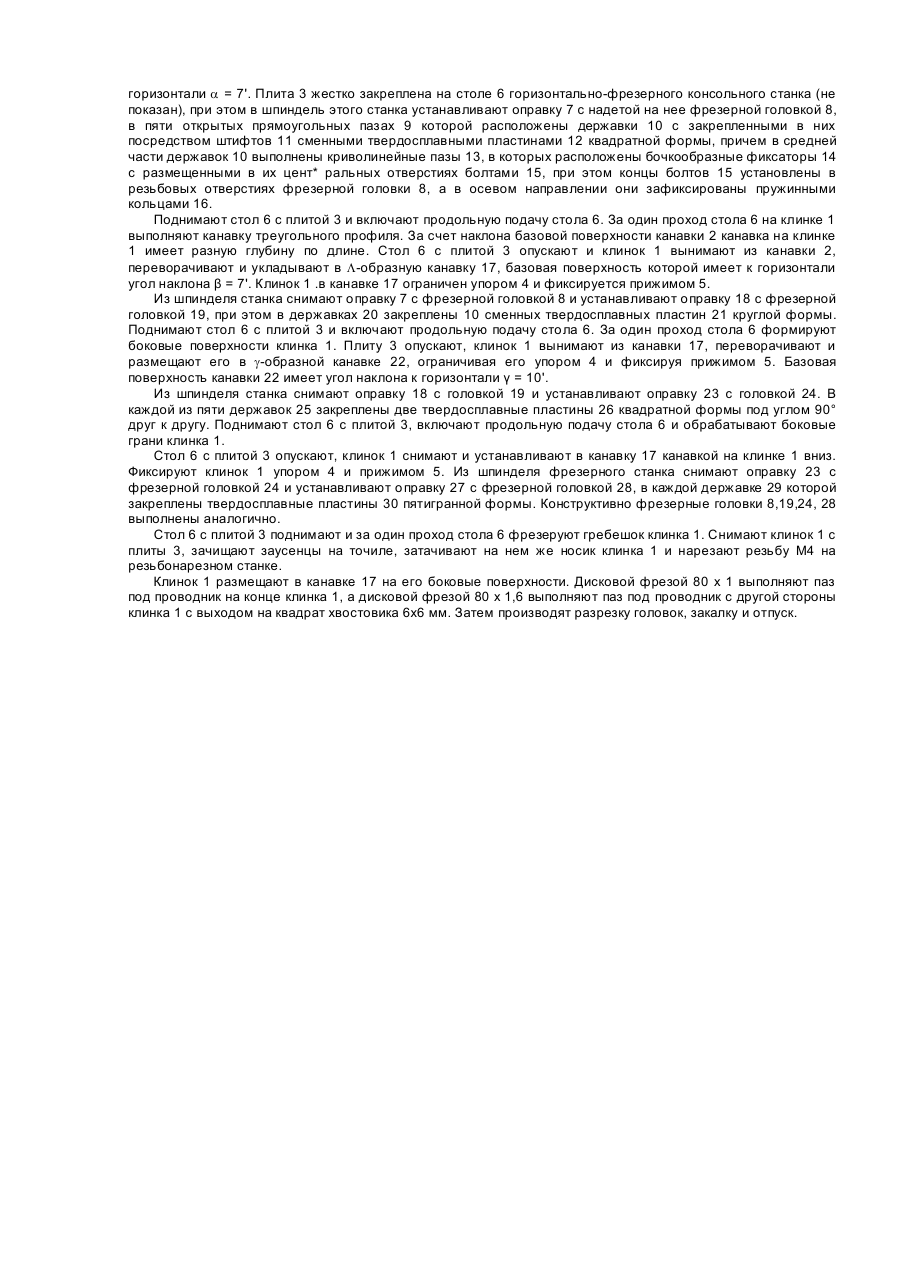
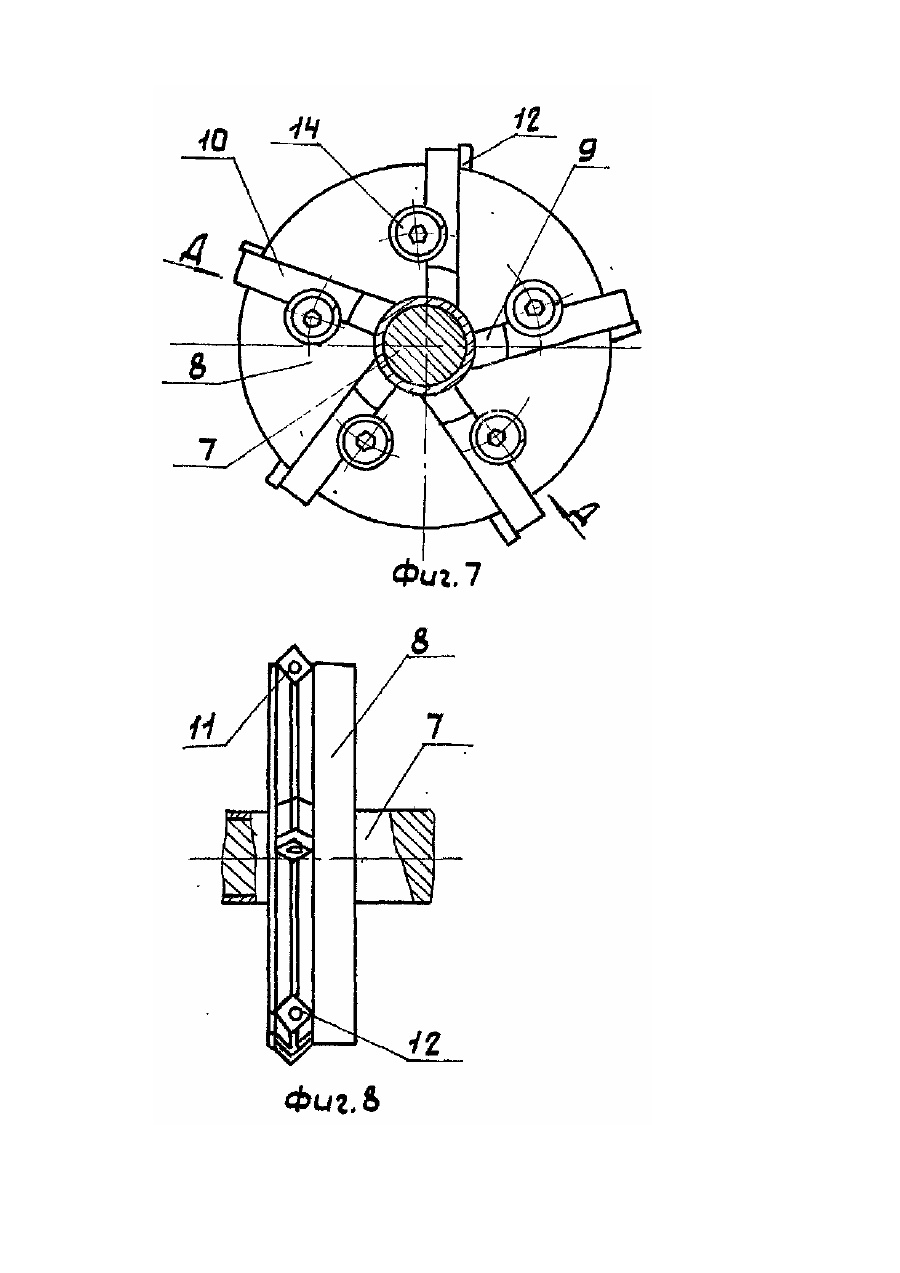
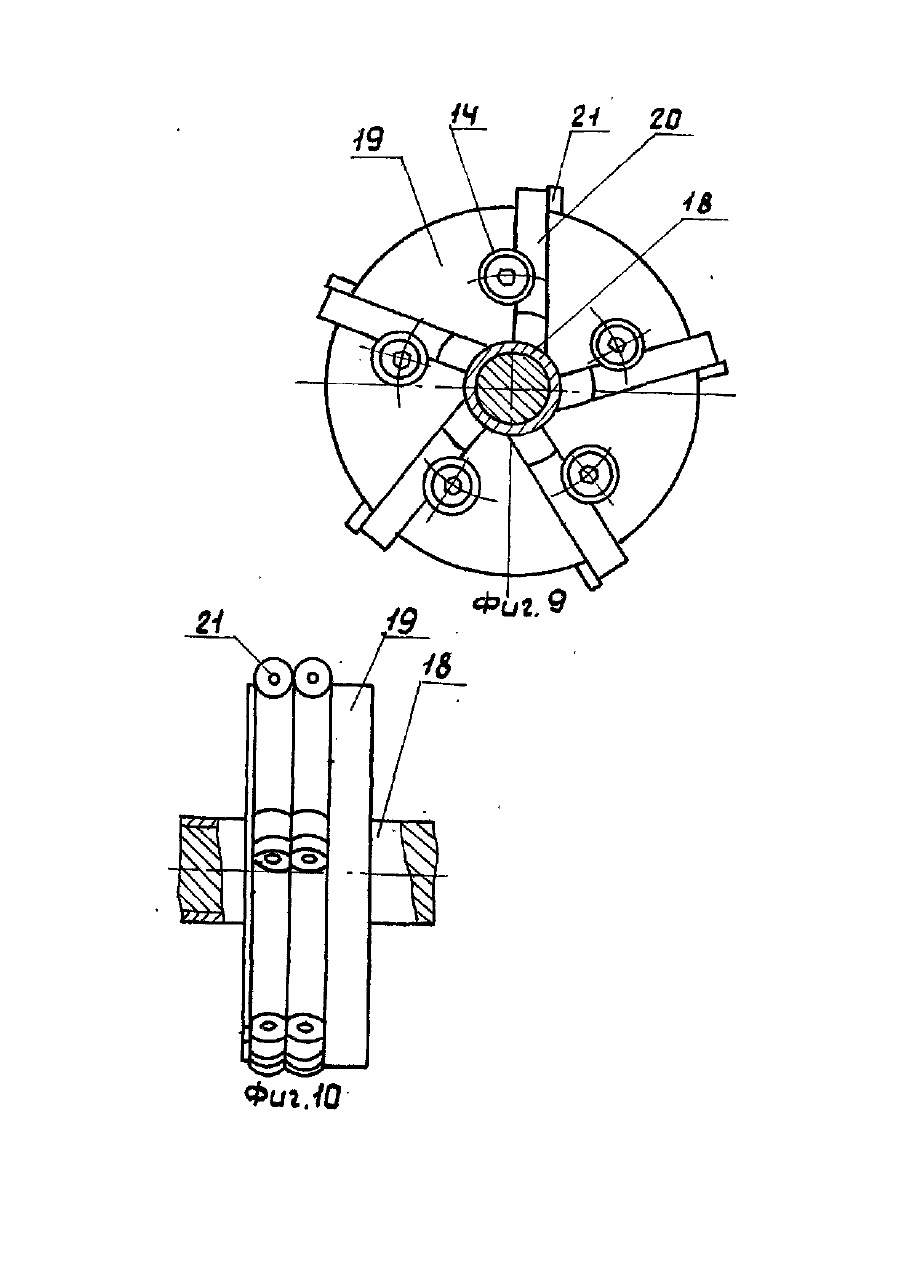
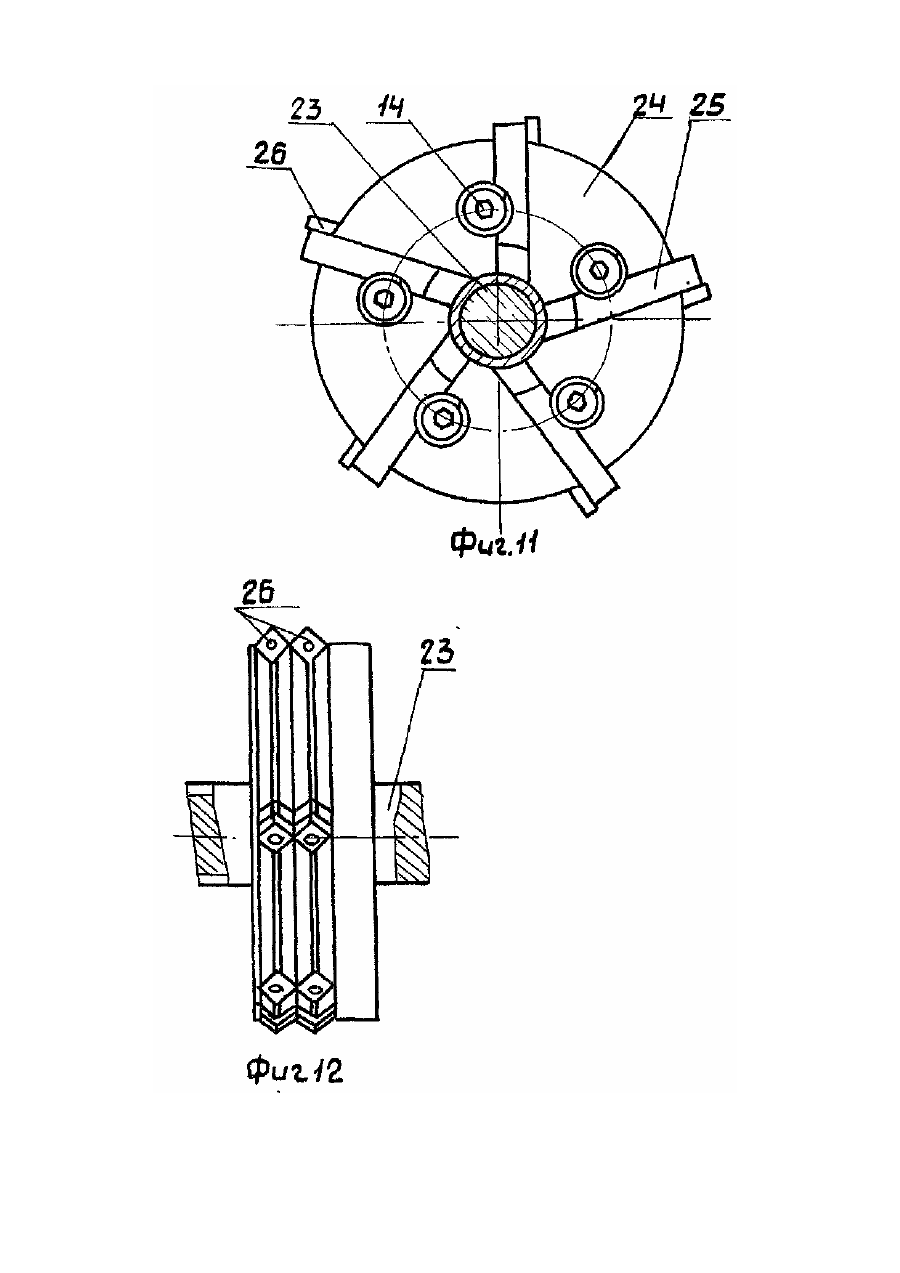
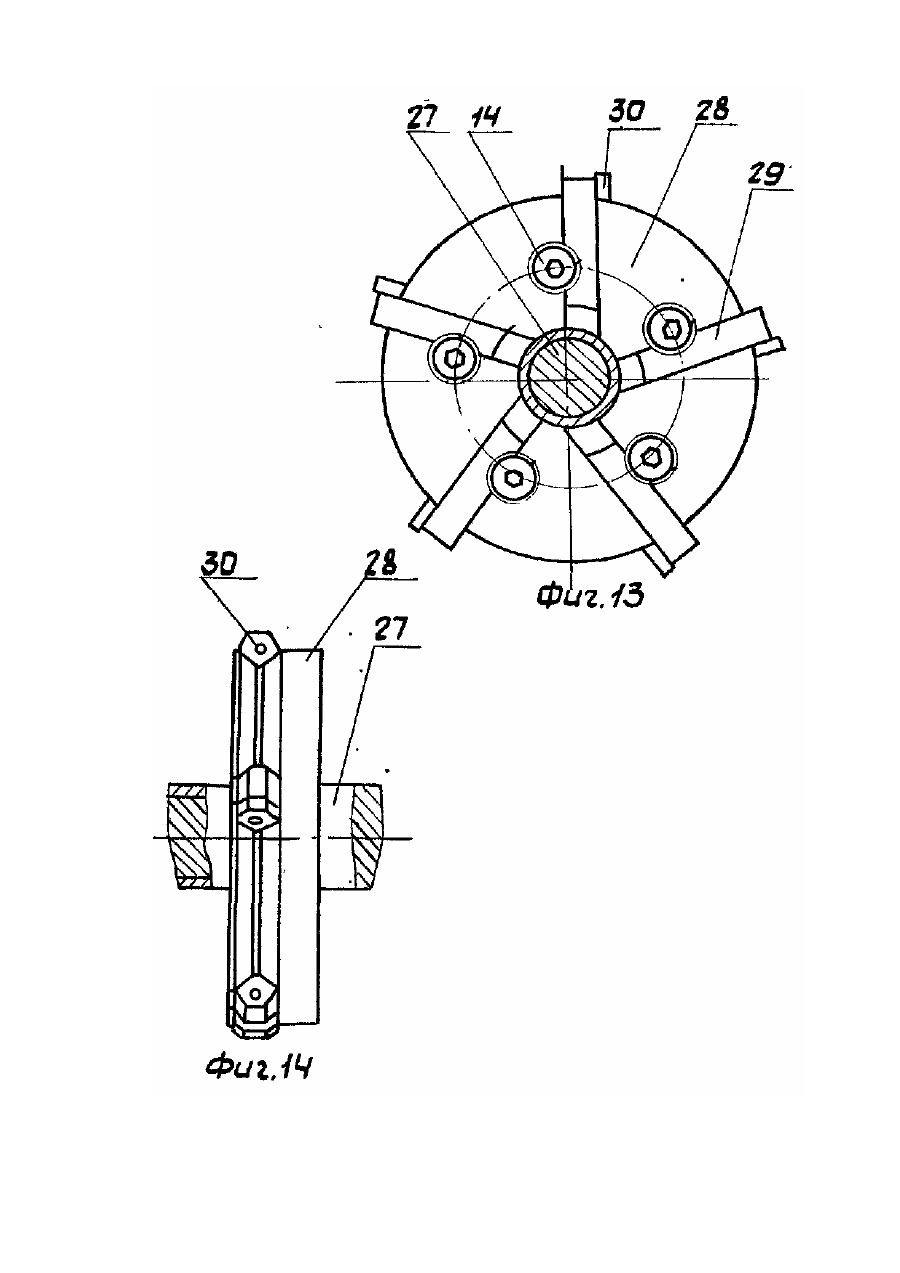
Изобретение относится к способам изготовления фехтовального оружия и может быть использовано при изготовлении шпаг, в частности, клинков (лезвий) шпаг. Известен способ изготовления холодного оружия, при осуществлении которого используют в качестве заготовки отрезок стального прутка, который обрабатывают ковкой, придают ему форму, выполняют отделку и заключительные операции по обработке лезвия и стержня, вставляемого в рукоятку [Заявка Франции № 2515332, кл. F41 В 13/02,29.04.83. Недостатком этого способа является то, что большинство операций выполняется вручную, что ведет к низкой производительности и низкой точности при выполнении обработки лезвия клинка. Наиболее близким к заявляемому способу (прототипом) является способ изготовления фехтовального клинка, заключающийся в сближении при помощи ковки внутренних граней каждого паза после смягчающей термообработки металла и шлифовки паза [Заявка Франции № 2578039, кл. F41В13/02,29.08.86. Недостатком этого способа является то, что металлообрабатывающие операции осуществляются как и обычно, на нескольких станках, имеющих приспособление под одну из операций, что снижает производительность. Подгонка по дуге изгиба и стреле прогиба клинка производится вручную, вследствие этого геометрические размеры клинка будут иметь значительные погрешности, что снижает качество обрабатываемых поверхностей. В основу изобретения поставлена задача создания способа изготовления клинка шпаги, в котором использование иных приспособлений при механической обработке обеспечивает возможность на одном станке получить необходимый профиль клинка шпаги со всеми требуемыми геометрическими параметрами, необходимой дугой изгиба и стрелой прогиба, а также обеспечивает полную идентичность одного клинка другому без ручной доводки с получением всех необходимых параметров, и, следовательно, повышает производительность и удобство изготовления клинков шпаг и качество обрабатываемых поверхностей. Поставленная задача решается тем, что в способе изготовления клинков шпаг, включающем термическую и механическую обработки, фрезерование осуществляют сменными фрезерными головками с режущим инструментом с профилем соответствующим профилю обрабатываемой поверхности клинка, при этом клинок размещают на магнитной плите поочередно в канавках с сечением их базовых поверхностей соответствующим профилю контактирующих поверхностей клинка и с наклоном их базовых поверхностей к горизонтали в сторону направления движения режущего инструмента. При этом фрезерование канавки клинка осуществляют фрезерной головкой с режущим инструментом в виде пластин квадратной формы, клинок в этом случае размещают на магнитной плите в канавке V-образного сечения и углом наклона ее базовой поверхности к горизонтали l=7'. Фрезерование боковых поверхностей клинка осуществляют фрезерной головкой с режущим инструментом в виде пластин круглой формы, при этом клинок размещают на магнитной плите в канавке g образного сечения с углом наклона ее базовой поверхности к горизонтали β=7'. Фрезерование боковых граней клинка осуществляют фрезерной головкой с режущим инструментом в виде двух пластин квадратной формы, расположенных под углом 90°, при этом клинок размещают на магнитной плите в канавке «-ν-1 -образного сечения с углом наклона ее базовой поверхности к горизонтали у= 10'. Фрезерование гребешка клинка осуществляют фрезерной головкой с режущим инструментом в виде пластин пятигранной формы, при этом клинок размещают в канавке g-образным сечением с углом наклона ее базовой поверхности к горизонтали β=7'. Поиск, проведенный по источникам научно-технической и патентной информации, показал, что совокупность существенных признаков заявляемого технического решения не известна. Следовательно, техническое решение соответствует требованию новизны, так как оно не известно из уровня техники. В результате проведенного поиска в известных решениях не было обнаружено совокупности отличительных признаков, обеспечивающих повышение производительности и удобства способа изготовления клинков шпаг и качества обрабатываемых поверхностей клинков шпаг, т.е. заявляемое решение соответствует требованию изобретательского уровня. Использование при механической обработке клинка шпаги сменных фрезерных головок, закрепляемых в шпинделе горизонтально-фрезерного консольного станка с режущим инструментом с профилем, соответствующим профилю обрабатываемой поверхности клинка, и размещение при этом клинка на магнитной плите, закрепленной также на горизонтально-фрезерном консольном станке, поочередно в канавках с сечением их базовых поверхностей соответствующими профилю контактирующих поверхностей клинка и с наклоном их базовых поверхностей к горизонтали в сторону направления движения режущего инструмента, позволяет сократить число операций, что ведет к повышению производительности и удобства способа, а также повысить точность мехобработки, что ведет к повышению качества получаемых изделий. На фиг. 1 изображена магнитная плита, вид сбоку; на фиг. 2 - то же, вид сверху; на фиг. 3 - сечение А-А на фиг. 1; на фиг. 4 -сечение Б-Б на фиг. 2; на фиг. 5 -сечение В-В на фиг. 2; на фиг. 6 - сечение Г-Г на фиг. 2; на фиг. 7 - головка фрезерная для фрезерования канавки, вид спереди; на фиг. 8 - то же, вид сбоку; на фиг. 9 - головка фрезерная для фрезерования боковых поверхностей, вид спереди; на фиг. 10 - то же, вид сбоку; на фиг. 11 -головка фрезерная для фрезерования боковых граней, вид спереди; на фиг. 12 - то же, вид сбоку; на фиг. 13 - головка фрезерная для фрезерования гребешка, вид спереди; на фиг. 14 - то же, вид сбоку; на фиг. 15 - схема фрезерования канавки; на фиг. 16 - схема фрезерования боковых поверхностей; на фиг. 17 - схема фрезерования боковых граней; на фиг. 18-схема фрезерования гребешка; на фиг. 19 - сечение Д-Д на фиг. 7. Изготовление клинка шпаги осуществляют следующим образом. Стальной пруток режут ножницами и производят ковку, отжиг и рихтовку заготовки. Затем на токарном станке подрезают размер клинка по длине. Со стороны рукоятки на точиле выполняют квадрат 6 x 6 мм и на резьбонарезном станке резьбу М6. Заготовку клинка 1 трехгранного сечения размещают в V-образной канавке 2 магнитной плиты 3 до контакта клинка 1 с упором 4 и фиксируют прижимом 5. Базовая поверхность канавки 2 имеет угол наклона к горизонтали a = 7'. Плита 3 жестко закреплена на столе 6 горизонтально-фрезерного консольного станка (не показан), при этом в шпиндель этого станка устанавливают оправку 7 с надетой на нее фрезерной головкой 8, в пяти открытых прямоугольных пазах 9 которой расположены державки 10 с закрепленными в них посредством штифтов 11 сменными твердосплавными пластинами 12 квадратной формы, причем в средней части державок 10 выполнены криволинейные пазы 13, в которых расположены бочкообразные фиксаторы 14 с размещенными в их цент* ральных отверстиях болтами 15, при этом концы болтов 15 установлены в резьбовых отверстиях фрезерной головки 8, а в осевом направлении они зафиксированы пружинными кольцами 16. Поднимают стол 6 с плитой 3 и включают продольную подачу стола 6. За один проход стола 6 на клинке 1 выполняют канавку треугольного профиля. За счет наклона базовой поверхности канавки 2 канавка на клинке 1 имеет разную глубину по длине. Стол 6 с плитой 3 опускают и клинок 1 вынимают из канавки 2, переворачивают и укладывают в L-образную канавку 17, базовая поверхность которой имеет к горизонтали угол наклона β = 7'. Клинок 1 .в канавке 17 ограничен упором 4 и фиксируется прижимом 5. Из шпинделя станка снимают оправку 7 с фрезерной головкой 8 и устанавливают оправку 18 с фрезерной головкой 19, при этом в державках 20 закреплены 10 сменных твердосплавных пластин 21 круглой формы. Поднимают стол 6 с плитой 3 и включают продольную подачу стола 6. За один проход стола 6 формируют боковые поверхности клинка 1. Плиту 3 опускают, клинок 1 вынимают из канавки 17, переворачивают и размещают его в g-образной канавке 22, ограничивая его упором 4 и фиксируя прижимом 5. Базовая поверхность канавки 22 имеет угол наклона к горизонтали γ = 10'. Из шпинделя станка снимают оправку 18 с головкой 19 и устанавливают оправку 23 с головкой 24. В каждой из пяти державок 25 закреплены две твердосплавные пластины 26 квадратной формы под углом 90° друг к другу. Поднимают стол 6 с плитой 3, включают продольную подачу стола 6 и обрабатывают боковые грани клинка 1. Стол 6 с плитой 3 опускают, клинок 1 снимают и устанавливают в канавку 17 канавкой на клинке 1 вниз. Фиксируют клинок 1 упором 4 и прижимом 5. Из шпинделя фрезерного станка снимают оправку 23 с фрезерной головкой 24 и устанавливают оправку 27 с фрезерной головкой 28, в каждой державке 29 которой закреплены твердосплавные пластины 30 пятигранной формы. Конструктивно фрезерные головки 8,19,24, 28 выполнены аналогично. Стол 6 с плитой 3 поднимают и за один проход стола 6 фрезеруют гребешок клинка 1. Снимают клинок 1 с плиты 3, зачищают заусенцы на точиле, затачивают на нем же носик клинка 1 и нарезают резьбу М4 на резьбонарезном станке. Клинок 1 размещают в канавке 17 на его боковые поверхности. Дисковой фрезой 80 x 1 выполняют паз под проводник на конце клинка 1, а дисковой фрезой 80 x 1,6 выполняют паз под проводник с другой стороны клинка 1 с выходом на квадрат хвостовика 6x6 мм. Затем производят разрезку головок, закалку и отпуск.
ДивитисяДодаткова інформація
МПК / Мітки
МПК: F41B 13/00
Мітки: шпаги, клинка, виготовлення, спосіб
Код посилання
<a href="https://ua.patents.su/9-23278-sposib-vigotovlennya-klinka-shpagi.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення клинка шпаги</a>
Спосіб прокатування профілів
Номер патенту: 5339
Опубліковано: 28.12.1994
Автори: Ніколаєв Едуард Петрович, Толпа Анатолій Андрійович
МПК: B21B 1/02
Мітки: спосіб, прокатування, профілів
Формула / Реферат:
Способ прокатки профилей, включающий формирование подката в ящичном калибре в виде прямоугольника с переходными участками между его сторонами и прокатку его в калибрах простой формы с первоначальным контактом при захвате боковых поверхностей калибров с переходными участками, отличающийся тем, что, с целью повышения устойчивости процесса за счет улучшения условий захвата в калибрах простой формы, подкат формируют с двугранными переходными...
Спосіб виготовлення діаманта круглої форми
Номер патенту: 2201
Опубліковано: 26.12.1994
Автор: Травін Вячеслав Миколайович
МПК: B28D 5/00
Мітки: круглої, спосіб, діаманта, виготовлення, форми
Формула / Реферат:
Способ изготовления бриллианта круглой формы, включающий раскалывание алмаза, подшлифовку граней низа, обточку и огранку верха и низа, отличающийся тем, что, с целью повышения производительности, подшлифовку граней низа осуществляют угловыми гранями в плоских сетках куба с сохранением следов естественных граней алмаза, образующих шестигранную пирамиду с углом наклона граней к площадке, равным 43°, а огранку осуществляют с площадкой в...
Спосіб виготовлення алмазних вставок
Номер патенту: 2398
Опубліковано: 26.12.1994
Автори: Ісаєнко Леонід Олексійович, Травін Вячеслав Миколайович
МПК: B28D 5/00
Мітки: спосіб, алмазних, виготовлення, вставок
Формула / Реферат:
Способ изготовления алмазных вставок, включающий шлифование площадки, придание формы, огранку верха и низа, отличающийся тем, что, с целью использования производственных отходов алмазного сырья в виде пластин толщиной 0,6—0,9 мм, придание формы придают огранкой или обдиркой ее периметра, огранку низа производят гранями с углом наклона 15—20° с бриллиантировкой клиньями по ребрам, а огранку верха производят в виде площадки или таблицы с...
Обладнання для виготовлення муфти для зварювання труб з термопластів
Номер патенту: 5020
Опубліковано: 28.12.1994
Автори: Гісер Юхим Шевель-Мордкович, Бондарь Віктор Харитонович, Обвінцев Вальдемар Іванович
МПК: B29C 65/18, F16L 47/02
Мітки: обладнання, зварювання, муфти, труб, виготовлення, термопластів
Формула / Реферат:
1. Устройство для изготовления муфты для сварки труб из термопластов, содержащее режущий инструмент, подвижную в осевом направлении штангу с направляющим элементом для электронагревательной проволоки, отличающееся тем, что, с целью повышения производительности, устройство снабжено закрепленной на штанге поворотной насадкой, на которой смонтирован режущий инструмент, установленный перпендикулярно оси насадки с возможностью поворота...
Спосіб виготовлення вогнетривких гранул
Номер патенту: 8733
Опубліковано: 30.09.1996
Автори: Домрачев Миколай Олександрович, Усатіков Іван Федорович, Шляхова Тамара Михайлівна, Топчий Василь Володимирович, Горбунов Анатолій Дмитрович, Чуднова Наталія Михайлівна, Гальченко Тетяна Георгиівна
МПК: C04B 14/02, C04B 35/622
Мітки: гранул, вогнетривких, виготовлення, спосіб
Формула / Реферат:
Способ изготовления огнеупорных гранул, включающий измельчение огнеупорного порошка, увлажнение связующим раствором, гранулирование и сушку гранул, отличающийся тем, что, с целью повышения прочности сырцовых гранул и улучшения коэффициента их формы, в процессе гранулирования огнеупорную массу дополнительно увлажняют диспергированной суспензией раствора состава, мас. %:Лигносульфонат технический плотностью 1,21-1,23 г/см3...
Попередній патент: Спосіб боротьби з аскосферозом у бджіл
Наступний патент: Спосіб виготовлення клинка рапіри
Випадковий патент: Пристрій для повороту яєць в інкубаторі