Спосіб ремонту твердосплавних бурових коронок для колонкового буріння
Формула / Реферат
1. Спосіб ремонту твердосплавних бурових коронок для колонкового буріння, який характеризується тим, що проводять візуальний огляд, калібрування і вибраковування коронок, вилучають твердосплавні різці шляхом вирізування або випаювання, після чого виконують чистове формування посадочних місць, потім в гнізда коронкового кільця за допомогою кондуктора-шаблона встановлюють ремонтні твердосплавні пластини і паяють їх.
2. Спосіб ремонту твердосплавних бурових коронок для колонкового буріння за п. 1, який характеризується тим, що калібрування включає перевірку форми кола коронкового кільця на концентричних шаблонах і перевірку на різьбових шаблонах ступеня зношеності і придатності різьбового з'єднання коронкового кільця.
3. Спосіб ремонту твердосплавних бурових коронок для колонкового буріння за п. 1, який характеризується тим, що вилучення різців проводять відрізними кругами, встановленими на циркулярній або на маятниковій дисковій пилі, при цьому чистове формування посадочних гнізд для ремонтних твердосплавних пластин одержують підбором відповідної товщини відрізного круга і необхідної глибини вирізування посадочного гнізда.
4. Спосіб ремонту твердосплавних бурових коронок для колонкового буріння за п. 1, який характеризується тим, що вилучення різців проводять за допомогою випаювання газовим або ацетиленовим пальниками, або за допомогою водоплазмового апарата ''Мультиплаз-250'', при цьому чистове формування посадочних гнізд для ремонтних твердосплавних пластин проводять фрезеруванням.
5. Спосіб ремонту твердосплавних бурових коронок для колонкового буріння за п. 1, який характеризується тим, що паяння підрізних різців виконують в кондукторах-шаблонах, які забезпечують фіксований виступ пластин за внутрішню і зовнішню поверхні коронкового кільця.
Текст
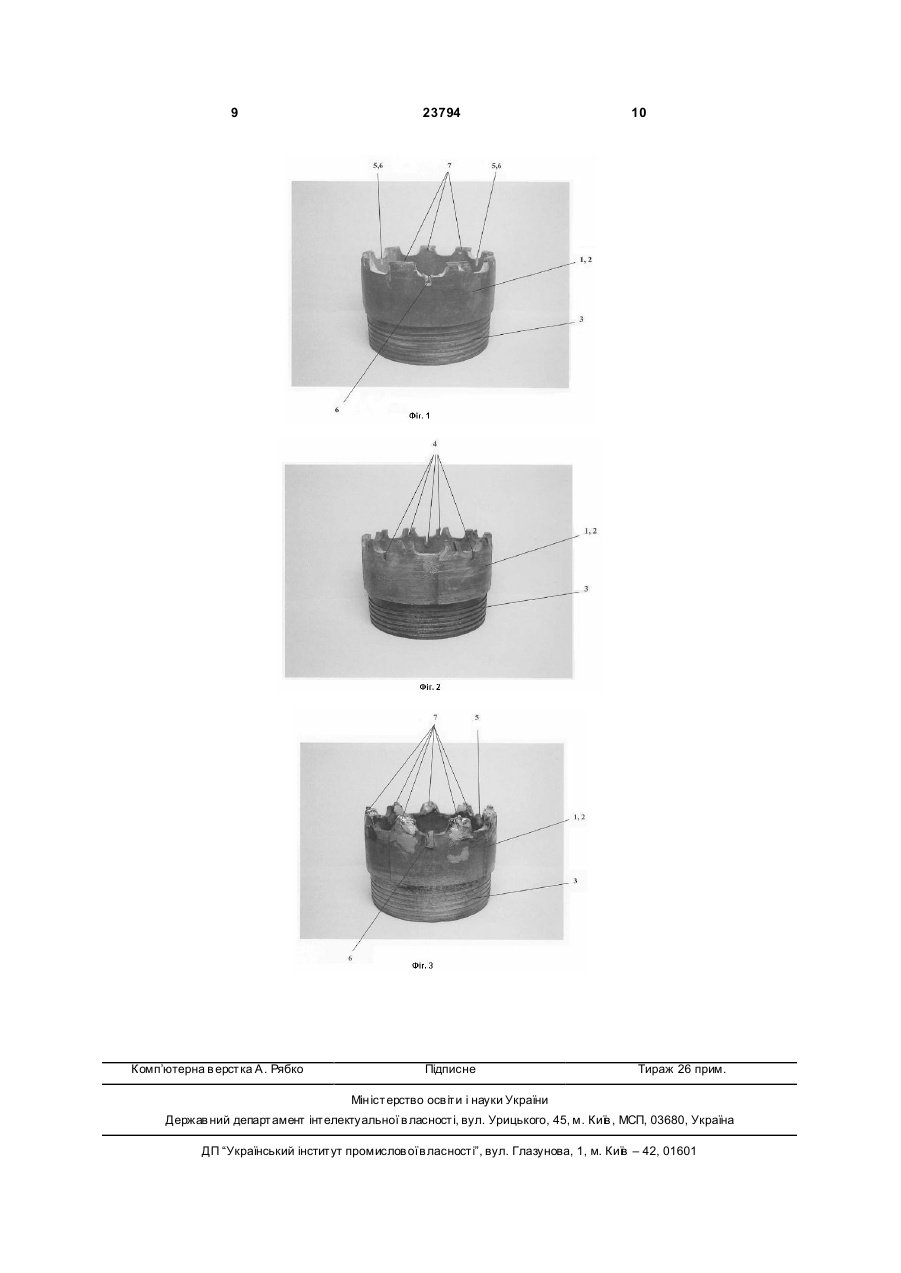
1. Спосіб ремонту твердосплавних бурових коронок для колонкового буріння, який характеризується тим, що проводять візуальний огляд, калібрування і вибраковування коронок, вилучають твердосплавні різці шляхом вирізування або випаювання, після чого виконують чистове формування посадочних місць, потім в гнізда коронкового кільця за допомогою кондуктора-шаблона встановлюють ремонтні твердосплавні пластини і паяють їх. 2. Спосіб ремонту твердосплавних бурових коронок для колонкового буріння за п. 1, який характеризується тим, що калібрування включає перевірку форми кола коронкового кільця на концентричних шаблонах і перевірку на різьбових шаблонах ступеня зношеності і придатності різьбового з'єднання коронкового кільця. U 2 (19) 1 3 23794 Буріння для інженерно-геологічних цілей (для промислового, цивільного, меліоративного і інших видів будівництва) має свої особливості і вимоги. Відомості про грунти (грунт - будь-яка гірська порода, що розглядається в аспекті інженерного освоєння) повинні бути максимально наближені до реальних. Керновий матеріал при інженерногеологічному бурінні зобов'язаний відображати природні структурно-текстурні особливості, плотностні і влажностні характеристики грунтів. Буріння для цих цілей проводять скороченими рейсами безнасосним способом: а) з прізабойною циркуляцією промивальної рідини; б) з частковим підливом води; в) насухо. Технологія і режими буріння в даному випадку різко міняється. Таке буріння передбачає часте ходіння бурового (колонкового) снаряда з ударами коронкою об забій свердловини, що запобігає пріклінку інструменту і підвищує механічну швидкість буріння. Проте при цьому неминучим є передчасний знос твердосплавних різців, якими армується бурова коронка. Катастрофічний знос коронок відбувається при бурінні свердловин в умовах навалювання глиби міцних скельних порід, перешарування міцних і відносно слабких гірських порід, при бурінні насипних гр унтів, що містять металеве сміття, армований бетон тощо. Ремонт бурових коронок, по суті справи, вирішує задачу якнайповнішого використовування породоруйнівного інструмента, який використовують при інженерно-геологічних дослідженнях, а саме шляхом вторинного використовування коронкових кілець. З практики відомо, що близько 50% бурових коронок для колонкового буріння, використованих при інженерно-геологічних дослідженнях в гірських, предгірних районах, містах і населених пунктах відчувають передчасний знос. Коронкове кільце з різьбовою частиною при цьому залишається практично незношеними. Обов'язкове використовування для різьбових з'єднань колонкового снаряда тугоплавких мастил на графітній основі значно підвищить загальну ізносотривалість різьбових з'єднань коронок і колонкового снаряда. Таким чином, необхідною умовою реалізації пропонованого способу ремонту бурових твердосплавних коронок є мінімальний абразивний знос різьбових частин, а також внутрішньої і зовнішньої поверхонь коронкового кільця. Твердосплавні пластини на коронці можуть бути спрацьовані (викришені) повністю, аж до коронкового кільця. Відома "Технологічна інструкція на паяння твердосплавного інструменту по РД 5.9867.81" (ДП "Фіолент-інтек." м.Сімферополь, 1981p., 23с.), що включає наступні операції: підготовку корпусу інструмента до паяння (фрезерна - фрезерувати паз в корпусі інструмента відповідно до форми і розмірів пластини, що припаюється, причому зазор між 4 стінкою паза і твердосплавною пластиною повинен бути в межах 0,08-0,12мм; і мийна - промити поверхню паза в гарячому 5% водному розчині каустичної соди або в бензині і просушити), підготовка твердосплавної пластини до паяння (контрольна твердосплавну пластину перед паянням перевірити на викривлення, наявність тріщин, сколовши, окалини, забруднень; заточна - заточити пластину згідно інструкції; контрольна - перевірити пластину на відповідність вимогам інструкції, слюсарна перед паянням помістити пластину в пах корпусу, закріпити шляхом керненія, зачеканки і ін.), нагрів твердосплавного інструмента при паянні (далі описується нагрів інструмента за допомогою ТВЧ і паяння пластини за допомогою припою марки ПрАНМц 0,6-4-2, потім охолоджування інструмента після паяння, заточування і контроль). Недоліком відомого способу є його складність, обумовлена надзвичайно високими вимогами до металоріжучого інструмента, ремонтованого і експлуатованого в заводських умовах при високоточній обробці металів. Даний спосіб не може бути застосований для ремонту бурового інструмента в умовах невеликих майстерень, крім того, відомий спосіб застосовується для ремонту, в основному, різців і дискових фрез. Відомий спосіб виготовлення, ремонту, заточування і заправки бурових коронок [http://www.radeant.ru/gost/cd3/177.htm ТОВ "НПФ "Радіант" ЕНіР Єдині норми і розцінки на будівельні, монтажні і ремонтно-будівельні роботи. Збірка Е2 Земляні роботи. Випуск 3 Буропідривні роботи. 1. Норми справжнього розділу передбачають виготовлення, заточування бурового інструмента механізованим способом...]. Бурові коронки долотчатих з довжиною леза 40мм і кутом підгострювання 110° повинні бути армовані твердим сплавом, при цьому довжина леза бурової коронки - 32, 36, 40 або 43мм. Бурова коронка підлягає заміні, якщо пластинка твердого сплаву зменшилася по краях ріжучої кромки на 1мм або порушений первинний кут підгострювання бура. Виготовлення штанг перфораторних з долотчатою формою леза коронок, зокрема виготовлення хвостовиків з розширенням повітряного каналу. Виготовлення бурових коронок долотчатої форми, вибірка паза в бурових коронок для вставки пластинок твердого сплаву (в гарячому поляганні), армування бурових коронок пластинками твердого сплаву, обдирання і шліфовка бурових коронок. §Е2-3-20. Заправка доліт і коронок механізованим способом. Склад роботи. 1. Нагріваючи в сурмі. 2. Висадка леза доліт на верстаті. 3. Обробка граней леза уручн у. 4. Установка в електросоляну ванну або вторинний нагрів перед гартуванням. 5. Гартування. 6. Підвозка доліт в кузню на відстань до 50м і вантаження заправлених доліт на транспортні засоби. 7. Переміщення доліт в процесі заправки і гартування тельфером. 8. Очищення різьблення конуса долота. Заточування затуплених бурових коронок на точильних кругах. Заточування коронок на заточному верстаті ЗС-1 і обдиранняшліфувальному для перфораторів, коронки, армовані твердим сплавом. 5 23794 Недоліком відомого способу ремонту бурови х коронок долотчатих є його вузька спеціалізація тільки для ремонту долотчати х бурових коронок, у зв'язку з чим цей спосіб неможливо використовувати без доробки для ремонту бурови х коронок для колонкового буріння. Аналіз відомих способів ремонту інструмента з твердосплавними пластинами дозволяє встановити, що у всіх відомих способах описані різні ремонтовані інструменти і бурові коронки, але ніде не описаний спосіб ремонту бурових коронок для колонкового буріння, армованих твердосплавними пластинами. У проаналізованої автором патентної документації і спеціальній літературі за способами і пристроями для ремонту бурових коронок, армованих твердосплавними вставками не описаний аналог способу ремонту твердосплавних бурових коронок для колонкового буріння, що заявляється автором в даній корисній моделі. Тому можна зробити висновок, що дана корисна модель є піонерною і не має аналогів і прототипу. Задачею корисної моделі є розробка нового способу ремонту бурови х коронок для колонкового буріння з досягненням технічного результату спрощення і здешевлення способу при збереженні працездатності бурових коронок. Поставлена задача досягається тим, що в "Способі ремонту твердосплавних бурових коронок для колонкового буріння", що характеризується тим, що проводять візуальний огляд, калібрування і вибраковування коронок, віддаляють твердосплавні різці шляхом вирізування або випаювання, після чого виконують чистове формування посадочних місць, потім в гнізда коронкового кільця за допомогою кондуктора-шаблона встановлюють ремонтні твердосплавні пластини і паяють їх, крім того, калібрування включає перевірку форми кола коронкового кільця на концентричних шаблонах і перевірку на різьбових шаблонах ступеня зношеності і придатності різьбового з'єднання коронкового кільця, вилучення різців проводять відрізними кругами, встановленими на циркулярній або на маятниковій дисковій пилі, при цьому чистове формування посадочних гнізд для ремонтних твердосплавних пластин одержують підбором відповідної товщини відрізного круга і необхідною глибини вирізування посадочного гнізда, вилучення різців проводять за допомогою випаювання газовим або ацетиленовим пальниками, або за допомогою водоплазмового апарата "Мультиплаз-2500", при цьому чистове формування посадочних гнізд для ремонтних твердосплавних пластин проводять фрезеруванням, а паяння підрізних різців виконують в кондукторах-шаблонах, яки забезпечують фіксований виступ пластин за внутрішню і зовнішню поверхні коронкового кільця. Новим в способі, що заявляється, є максимальне спрощення з метоюширокого використовування його в умовах невеликих майстерень, причому спрощення способу ремонту бурових коронок досягається не в шкоду якості відремонтованих бурових коронок для колонкового буріння. 6 Новими суттєвими ознаками способу, що заявляється, є: - візуальний огляд; - калібрування коронок; - вибраковування коронок; - вилучення твердосплавних різців шляхом вирізування або випаювання; - чистове формування посадочних місць; - у гнізда коронкового кільця за допомогою кондуктора-шаблона встановлюють ремонтні твердосплавні пластини і паяють їх. Окремими суттєвими ознаками способу, що заявляється, є: - калібрування включає перевірку форми кола коронкового кільця на концентричних шаблонах і перевірку на різьбових шаблонах ступеня зношеності і придатності різьбового з'єднання коронкового кільця; - вилучення різців проводять відрізними кругами, встановленими на циркулярній або на маятниковій дисковій пилі, при цьому чистове формування посадочних гнізд для ремонтних твердосплавних пластин одержують підбором відповідної товщини відрізного круга і необхідної глибини вирізування посадочного гнізда; - вилучення різців проводять за допомогою випаювання газовим або ацетиленовим пальниками, або за допомогою водоплазмового апарата "Мультиплаз-2500", при цьому чистове формування посадочних гнізд для ремонтних твердосплавних пластин проводять фрезеруванням; - паяння підрізних різців виконують в кондукторах-шаблонах, яки забезпечують фіксований виступ пластин за внутрішню і зовнішню поверхні коронкового кільця. Виконуючи всі ви щезгадані операції в способі, який заявляється, можна спростити і здешевити проведення ремонту бурови х коронок в умовах невеликих майстерень при добрій якості відремонтованих бурових коронок для колонкового буріння. Між суттєвими ознаками технічного рішення, що заявляється, і технічним результатом, що досягається з їх допомогою, існує наступний причинно-наслідковий зв'язок. Дійсно, досягнення вказаного вище технічного результату - спрощення і здешевлення способу при збереженні працездатності бурових коронок неможливо за відсутності будь-якого з суттєвих ознак корисної моделі, вказаних в першому пункті формули корисної моделі, що заявляється. Наприклад, якщо не проводити вибраковування коронок, то в ремонт можуть потрапити коронки, в яких є значний абразивний знос різьбових частин і коронкового кільця. Такі коронки, навіть у разі якісно проведеного ремонту, не можуть бути використані для відповідального буріння при інженерно-геологічних дослідженнях. Чистове формування посадочних місць після випаювання зношених твердосплавних пластин необхідне для забезпечення можливості установки ремонтних твердосплавних пластин на кондукторішаблоні в гнізда коронкового кільця, при цьому використовування відрізних кругів для вирізування зношених твердосплавних різців виключає чистове 7 23794 формування посадочних гнізд для ремонтних твердосплавних пластин. Проведений заявником аналіз рівня техніки, що включає пошук за патентними і науковотехнічними джерелами інформації, з виявленням джерел, що містять інформацію про аналоги технічного рішення, що заявляється, дозволяє встановити, що заявником не виявлені аналоги, ідентичні способу, що заявляється. Крім того, корисна модель промислово застосовна, оскільки технічне рішення, що заявляється, дозволяє використовувати його для ремонту бурових коронок для колонкового буріння, причому цей спосіб може бути реалізований в умовах невеликих ремонтних майстерень. Можливість здійснення корисної моделі, яка заявляється, підтверджується описом його практичної реалізації, що приводиться нижче, на прикладі ремонту коронки СМ4-112. На Фіг.1 показана спрацьована коронка, яка може бути відновлена; на Фіг.2 показана коронка з підготовленими гніздами під різці; на Фіг.3 - готовий виріб. Твердосплавна бурова коронка 1 складається з наступних частин: коронкове кільце 2, різьбова частина 3 і посадочні гнізда 4 з різцями - підрізними зовнішніми 5, підрізними внутрішніми 6 і торцевими основними 7. Пропонований спосіб включає наступні операції: а) візуальний огляд, калібрування і вибраковування коронок 1 з явними механічними пошкодженнями коронкового кільця 2 і різьбової частини 3; б) вилучення підрізних різців 5 і 6 - твердосплавних пластин, які виступають за зовнішню і внутрішню частини коронкового кільця; в) вилучення основних різців 7 - твердосплавних пластин на торці коронкового кільця 2; г) чистове формування посадочних гнізд 4 для ремонтних твердосплавних пластин 5-7; д) установку на кондукторі-шаблоні (умовно не показаний) в гнізда 4 коронкового кільця 2 ремонтних твердосплавних пластин 5-7; є) паяння ремонтних твердосплавних пластин 5-7. Калібруванням перевіряють форму кола коронкового кільця 2 на концентричних шаблонах (умовно не показані), а на різьбових шаблонах (умовно не показані) перевіряють ступінь зношеності і придатності різьбового з'єднання 3 коронкового кільця 2. Вилучення основних різців 7 можна виконати двома способами - шляхом вирізування дисковим відрізним абразивним кругом або випаюють їх за допомогою водоплазмового апарата "Мультиплаз2500" (умовно не показані). Випаювання різців 5 і 6 проводять традиційно газовим або ацетиленовим пальниками, або за 8 стосовуючи водоплазмовий апарат "Мультиплаз2500" (умовно не показані). Крім того, спрацьовані різці 5 і 6, розташовані в коронковому кільці 2, вилучають таким чином. Ремонтовану коронку 1 закріплюють у фрезерних лещатах або в затискному патроні токарного верстата (умовно не показані), підводять під маятникову дискову відрізну пилу (умовно не показана), вирізують твердосплавну пластину 5 або 6. При цьому використовують ефект об'ємного руйнування, нагріваючи абразивом пластину до її об'ємного руйнування (тобто до певної температури). Необхідний нагрів і руйнування твердосплавної пластини 5 або 6 досягається за рахунок сил тертя при певних швидкостях обертання дискової абразивно-відрізної пили (умовно не показана). Вирізування твердосплавної пластини 5 або 6 можливе також і з використанням унікальних можливостей водоплазмового апарата "Мультиплаз2500" (умовно не показаний), при цьому забезпечується висока (до часток мм) точність різання, забезпечуючу мінімальне прогрівання суміжної різанню зони коронкового кільця 2. Чистове формування посадочних гнізд 4 для ремонтних твердосплавних пластин 5-7 після випаювання і вирізування "Мультиплазом-2500" проводять фрезеруванням. Чистове формування посадочних гнізд 4 при вирізуванні дисковим відрізним кругом досягають вибором необхідної товщини круга і фіксованою глибиною вирізування. Паяння внутрішніх і зовнішніх підрізних різців 5 і 6 виконують в шаблонах, що уявляє напівкільцеві кондуктори (умовно не показані), які забезпечують фіксований виступ пластин 5 і 6 за внутрішню і зовнішню поверхні коронкового кільця 2. Реалізація способу, що заявляється, дозволить тільки по АР Крим і півдню України реалізувати річне використовування "в другій руці" порядка 10000 коронкових кілець із значним економічним ефектом. Економічний ефект полягає в меншій відпускній ціні ремонтної коронки при стандартній якості. У певних випадках якість ремонтних коронок значно вище, ніж в коронок, що серійно випускаються промисловістю, оскільки ручне паяння передбачає масивніше запаювання твердосплавних пластин, що підвищує ізносотривалість коронок. Соціальний ефект досягається тим, що для таких нескладних робіт можливе залучення фахівців-інвалідів. Таким чином, враховуючи все вищевикладене, можна зробити висновок, що задача, поставлена в даній корисній моделі - розробка нового способу ремонту бурових коронок для колонкового, буріння - виконана з досягненням технічного результату спрощення і здешевлення способу при збереженні працездатності бурових коронок. 9 Комп’ютерна в ерстка А. Рябко 23794 Підписне 10 Тираж 26 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for repair of hard-alloy drill crowns for core drilling
Назва патенту російськоюСпособ ремонта твердосплавных буровых коронок для колонкового бурения
МПК / Мітки
МПК: E21B 10/48
Мітки: буріння, бурових, колонкового, коронок, твердосплавних, спосіб, ремонту
Код посилання
<a href="https://ua.patents.su/5-23794-sposib-remontu-tverdosplavnikh-burovikh-koronok-dlya-kolonkovogo-burinnya.html" target="_blank" rel="follow" title="База патентів України">Спосіб ремонту твердосплавних бурових коронок для колонкового буріння</a>
Спосіб обробки затуплених твердосплавних штирових коронок та алмазний інструмент для його здійснення
Номер патенту: 65228
Опубліковано: 15.03.2004
Автори: Ліненко-Мельников Юрій Петрович, Алєксєєнко Валерій Федорович
МПК: B24B 1/00
Мітки: твердосплавних, коронок, затуплених, штирьових, спосіб, здійснення, алмазний, інструмент, обробки
Формула / Реферат:
1. Спосіб обробки затуплених твердосплавних штирових коронок, що включає здійснення обертання коронки навколо осі твердосплавної вставки і обертання алмазного інструмента та його подачу уздовж осі вставки, який відрізняється тим, що попередньо здійснюють переміщення алмазного інструмента в осьовому напрямку, а його вісь нахиляють у вертикальній площині під заданим кутом і здійснюють сполучення твірних криволінійних поверхонь алмазного...
Знімач перфораторних бурових коронок з конусним з’єднанням зі штангою
Номер патенту: 45518
Опубліковано: 15.04.2002
Автор: Ліненко-Мельников Юрій Петрович
МПК: E21B 12/00
Мітки: бурових, коронок, штангою, знімач, перфораторних, з`єднанням, конусним
Формула / Реферат:
1. Знімач перфораторніх бурових коронок з конусним з´єднанням зі штангою, що містить нерухому основу для розміщення і кріплення одного кінця штанги і упор, кінематично зв'язаний з наковальнею, призначений для розміщення у ньому другого кінця штанги з коронкою, який відрізняється тим, що упор і основа кінематично зв'язані з наковальнею за допомогою двох важелів, розміщених під кутом один до одного, зустрічні кінці яких шарнірно з'єднано...
Пристрій для заточки бурових коронок з вертикально і похило розміщеними штирьовими вставками
Номер патенту: 16625
Опубліковано: 29.08.1997
Автори: Вульфович Лев Мойсейович, Рудник Григорій Іванович, Соболєв Вячеслав Миколайович, Мельніков Владислав Андрійович, Ліненко-Мельников Юрій Петрович, Кучеренко Василь Сергійович
МПК: B24B 3/00
Мітки: пристрій, штирьовими, розміщеними, вставками, похило, вертикальної, коронок, бурових, заточки
Формула / Реферат:
Приспособление для заточки буровых коронок с вертикально и наклонно расположенными штыревыми вставками, выполненное вийде корпуса с основанием, размещенной в корпусе поворотной части с механизмом закрепления коронки и расположенным на боковой поверхности корпуса лимбом, установленного на корпусе узла регулирования наклона поворотной части с фиксатором, отличающееся тем, что, с целью повышения производительности обработки путем упрощения...
Верстат для заточування штирових бурових коронок
Номер патенту: 40969
Опубліковано: 15.08.2001
Автори: Ліненко-Мельников Юрій Петрович, Ліненко-Мельніков Ігор Юрійович
МПК: B24B 3/00
Мітки: штирьових, бурових, коронок, заточування, верстат
Формула / Реферат:
1. Верстат для заточування штирових бурових коронок, виконаний у вигляді станини, на якій встановлено з можливістю переміщення у горизонтальній площині, фіксації в заданому положенні і можливістю обертання стіл з закріпленим на ньому коронкотримачем, а також каретку зі шпиндельним вузлом, яка має можливість вертикального переміщення, при цьому вісь шпиндельного вузла схрещується з віссю обертання стола, який відрізняється тим, що...
Верстат для заточки штирьових бурових коронок
Номер патенту: 16551
Опубліковано: 29.08.1997
Автори: Ліненко-Мельников Юрій Петрович, Рудник Григорій Іванович
МПК: B24B 3/00
Мітки: заточки, штирьових, верстат, коронок, бурових
Формула / Реферат:
1. Станок для заточки штыревых буровых коронок, выполненный в виде станины, на которой установлены с возможностью вращения вокруг своей оси и кинематически связанный со столом стакан и шпиндельный узел, ось шпинделя которого пересекается с осью стакана, отличающийся тем, что, с целью повышения качества заточки, станок снабжен размешенным внутри стакана концентрично ему в упругом взаимодействии с ним и с возможностью относительного перемещения...
Попередній патент: Спосіб діагностики іі ступеня тяжкості жовчного перитоніту
Наступний патент: Спосіб тестування сортів однодомних конопель на стабільність ознаки однодомності
Випадковий патент: Сейсмостійка опора