Електродотримач для ручного дугового зварювання
Номер патенту: 24280
Опубліковано: 15.04.2002
Автори: Виногреєв Василь Миколайович, Луценко Віктор Олександрович, Виногреєва Євгенія Іванівна

Формула / Реферат
1. Электрододержатель для ручной дуговой сварки, содержащий фиксирующую втулку, закрепленную посредством резьбового соединения на смонтированном в рукоятке токоподводящем стержне, имеющем паз под электрод, отличающийся тем, что в токоподводящем стержне размещен винт, выходящий торцом в паз, одна из боковых стенок которого по высоте выполнена со скосом, нижняя - наклонно, а верхняя под прямым углом к оси электрододержателя.
2. Электрододержатель по п. 1 отличающийся тем, что в токоподводящем стержне выполнено торцевое отверстие, в котором заключены жила сварочного кабеля и упругий элемент достаточной жесткости, взаимодействующие вне торцевого отверстия с зажимным винтом.
Текст
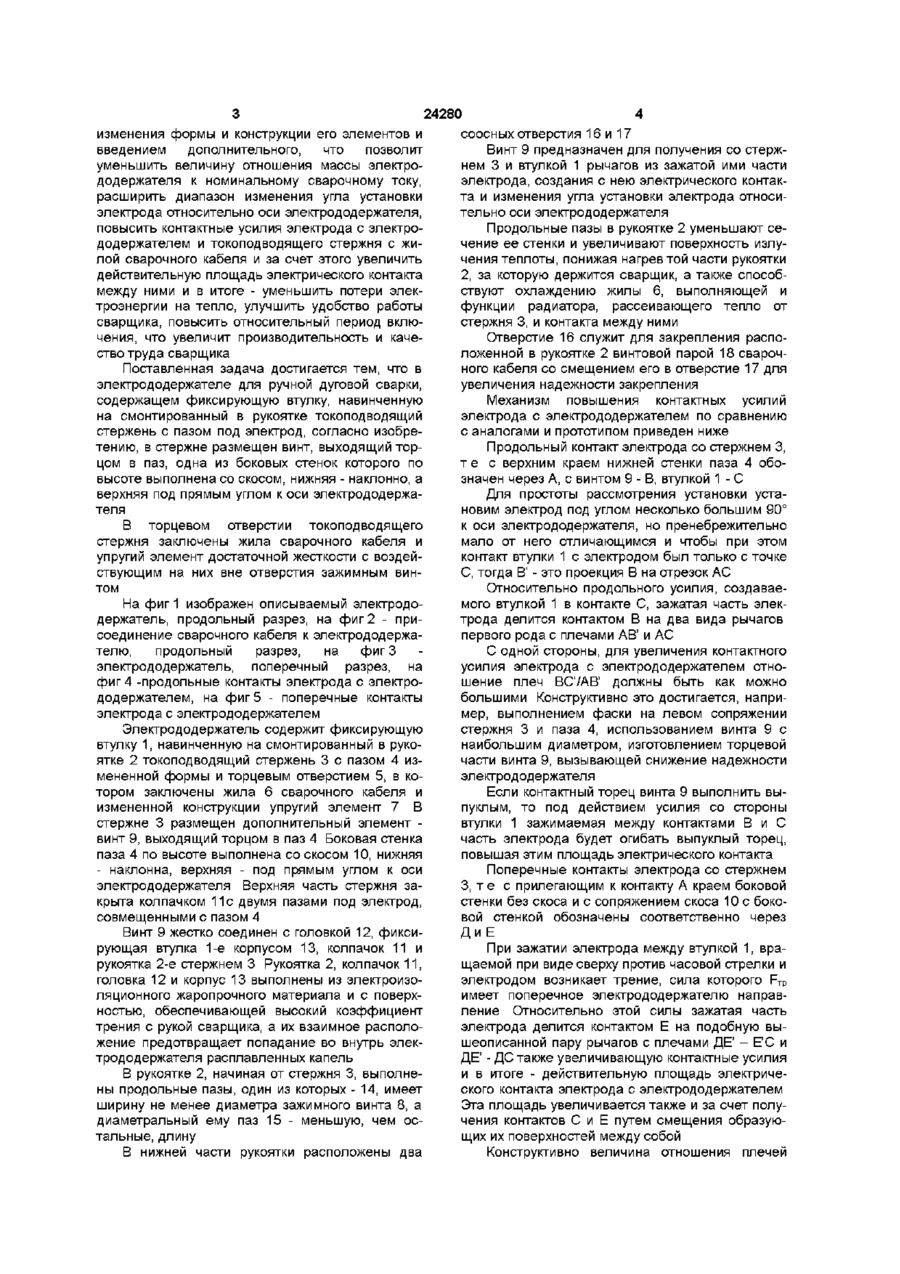
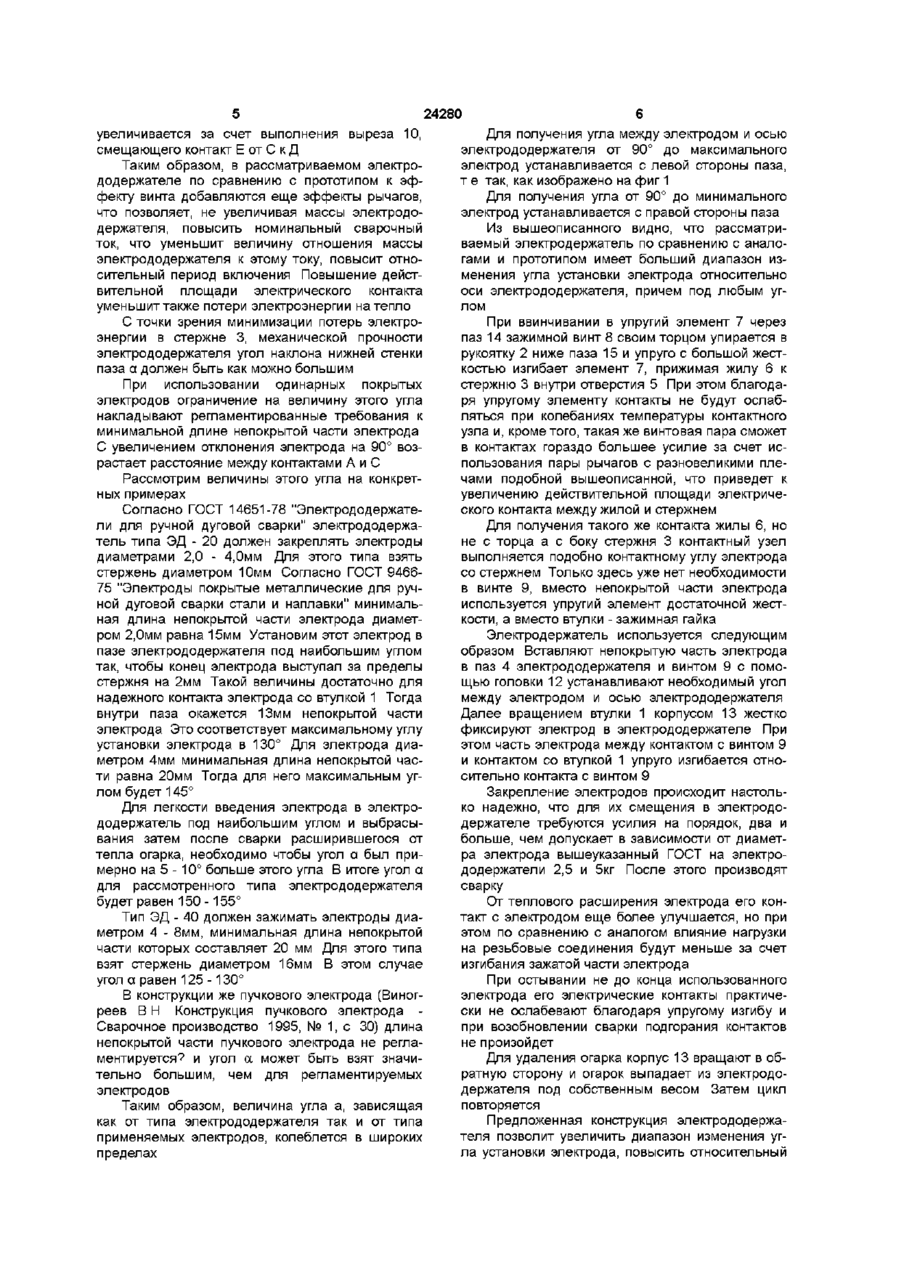
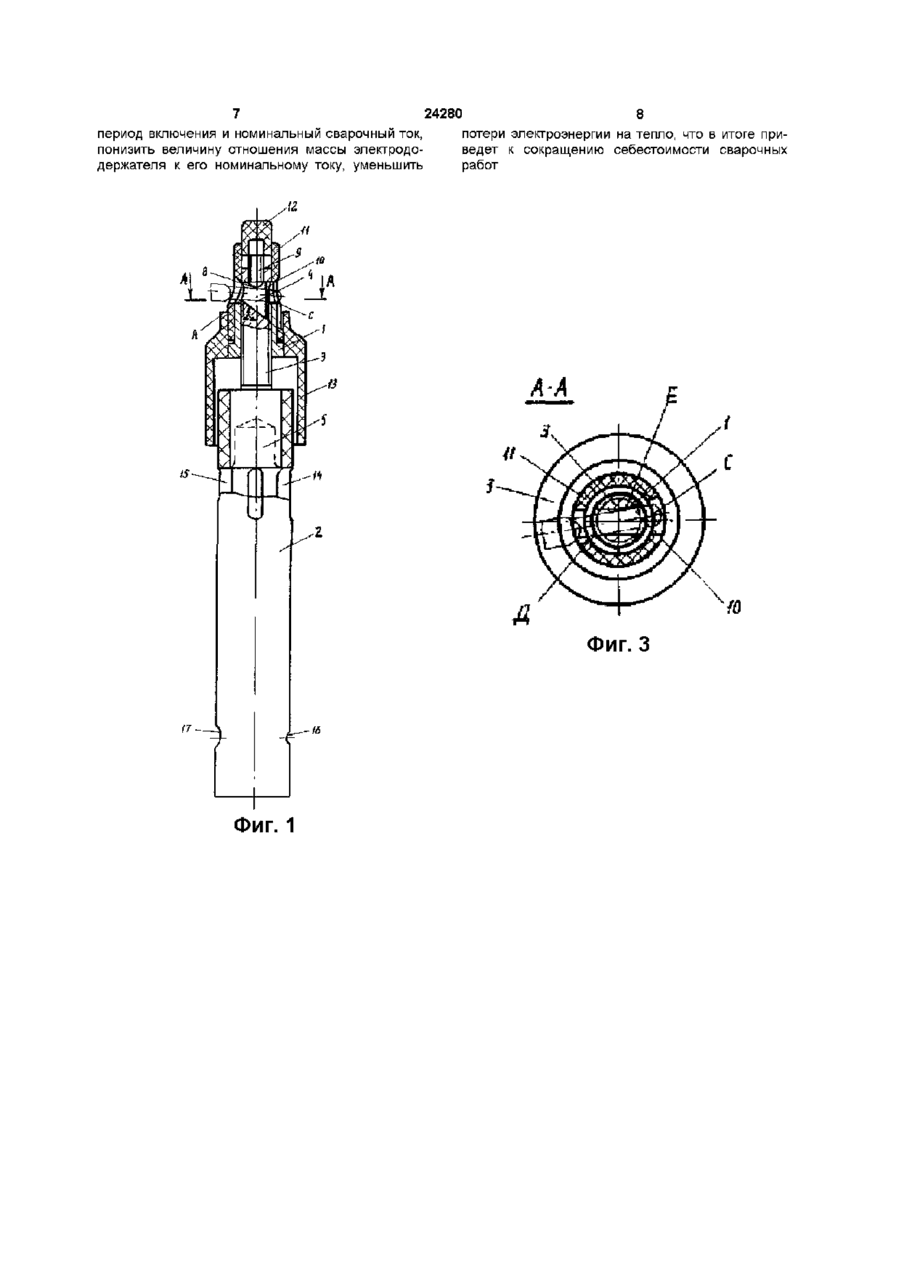
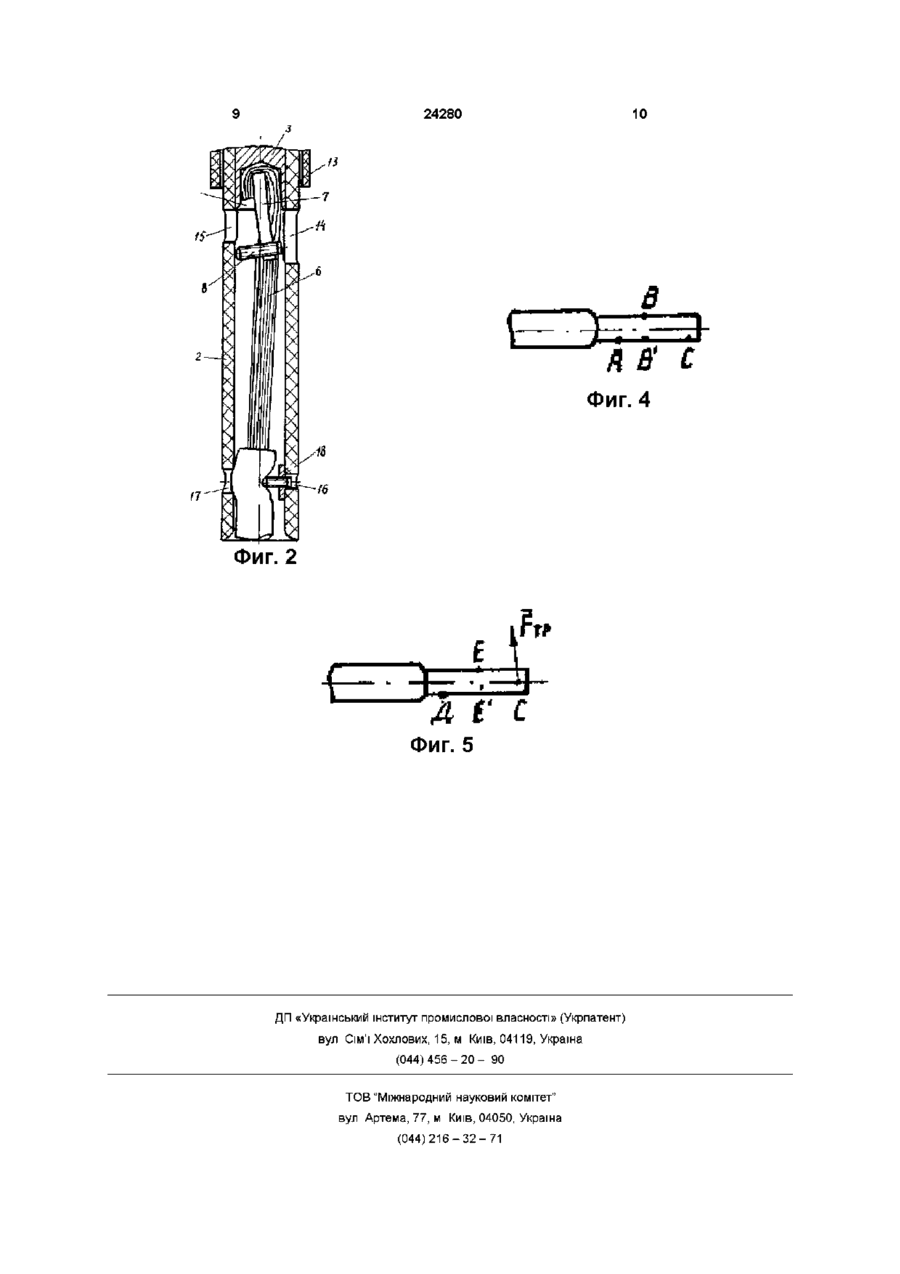
1 Электрододержатель для ручной дуговой сварки, содержащий фиксирующую втулку, закре Изобретение относится к устройствам, используемым при ручной дуговой сварке Известен электрододержатель, содержащий токопод водящий стержень, изолирующий колпачок, трубчатый корпус и токоподвод, при этом электрододержатель снабжен дополнительной накидной гайкой, токоподводящий стержень выполнен с конусом на конце, колпачек выполнен с буртиком и подпружинен в осевом направлении, токоподвод выполнен в виде втулки с буртиком и конусным отверстием, сопряженным с конусом стержня, конец сварочного кабеля развит в пряди, а пряди равномерно уложены по поверхности конусного отверстия втулки, причем дополнительная накидная гайка сопряжена с буртиком колпачка, а стержень закреплен в корпусе [Авт Св № 1632687, кл В23К9/28, опублик БИ№ 9, 1994] Недостатками известного электрод од ержателя являются большая величина отношения его массы к номинальному сварочному току, относительно слабые контактные усилия токоподводящего стержня с электродом и сварочным кабелем, небольшое количество мест соприкосновения между электродом и электрододержателем, узкий диапазон изменения угла установки электрода относительно оси электрододержателя, невысокая надежность вследствие значительного влияния нагрузки от теплового расширения электрода пленную посредством резьбового соединения на смонтированном в рукоятке токопод водящем стержне, имеющем паз под электрод, отличающийся тем, что в токоподводящем стержне размещен винт, выходящий торцом в паз, одна из боковых стенок которого по высоте выполнена со скосом, нижняя - наклонно, а верхняя под прямым углом к оси электрод од ержателя 2 Электрододержатель по п 1 отличающийся тем, что в токоподводящем стержне выполнено торцевое отверстие, в котором заключены жила сварочного кабеля и упругий элемент достаточной жесткости, взаимодействующие вне торцевого отверстия с зажимным винтом и токопроводящего стержня с прядями кабеля на резьбовые соединения, а также небольшая плотность соприкосновения поверхностей электрода и токопроводящего стержня, образованная только путем сдавливания без смещения их между собой Наиболее близким к заявляемому является электрододержатель, содержащий токоподводящий резьбовой корпус с рукояткой, резьбовую зажимную головку с радиальными гнездами под электрод и шаровой контактный наконечник, при этом контактный наконечник установлен с возможностью свободного перемещения вдоль торца токопод водящего корпус [Авт Св СССР № 1379037, кл В 23 К 9/28, 1985, опублик БИ № 9, 1988] Недостатками известного электрододержателя являются узкий диапазон изменения угла установки электрода относительно оси электрододержателя, относительно слабое контактное усилие и только одно место соприкосновения между электродом и электрододержателем, наличие с таким же соприкосновением и контактным усилием дополнительного электрического контакта - шарового контактного наконечника с токопод водящим корпусом, большая величина отношения его массы к номинальному сварочному току Поставлена задача - усовершенствовать электрододержатель для ручной дуговой сварки путем О о 00 24280 изменения формы и конструкции его элементов и соосных отверстия 16 и 17 введением дополнительного, что позволит Винт 9 предназначен для получения со стержуменьшить величину отношения массы электронем 3 и втулкой 1 рычагов из зажатой ими части додержателя к номинальному сварочному току, электрода, создания с нею электрического контакрасширить диапазон изменения угла установки та и изменения угла установки электрода относиэлектрода относительно оси электрододержателя, тельно оси электрододержателя повысить контактные усилия электрода с электроПродольные пазы в рукоятке 2 уменьшают седодержателем и то ко под водя ще го стержня с жичение ее стенки и увеличивают поверхность излулой сварочного кабеля и за счет этого увеличить чения теплоты, понижая нагрев той части рукоятки действительную площадь электрического контакта 2, за которую держится сварщик, а также способмежду ними и в итоге - уменьшить потери элекствуют охлаждению жилы 6, выполняющей и троэнергии на тепло, улучшить удобство работы функции радиатора, рассеивающего тепло от сварщика, повысить относительный период вклюстержня 3, и контакта между ними чения, что увеличит производительность и качеОтверстие 16 служит для закрепления распоство труда сварщика ложенной в рукоятке 2 винтовой парой 18 сварочного кабеля со смещением его в отверстие 17 для Поставленная задача достигается тем, что в увеличения надежности закрепления электрододержателе для ручной дуговой сварки, содержащем фиксирующую втулку, навинченную Механизм повышения контактных усилий на смонтированный в рукоятке токоподводящий электрода с электрод од ержател ем по сравнению стержень с пазом под электрод, согласно изобрес аналогами и прототипом приведен ниже тению, в стержне размещен винт, выходящий торПродольный контакт электрода со стержнем 3, цом в паз, одна из боковых стенок которого по т е с верхним краем нижней стенки паза 4 обовысоте выполнена со скосом, нижняя - наклонно, а значен через А, с винтом 9 - В, втулкой 1 - С верхняя под прямым углом к оси электрододержаДля простоты рассмотрения установки устателя новим электрод под углом несколько большим 90° к оси электрододержателя, но пренебрежительно В торцевом отверстии токопод водящего мало от него отличающимся и чтобы при этом стержня заключены жила сварочного кабеля и контакт втулки 1 с электродом был только с точке упругий элемент достаточной жесткости с воздейС, тогда В' - это проекция В на отрезок АС ствующим на них вне отверстия зажимным винтом Относительно продольного усилия, создаваемого втулкой 1 в контакте С, зажатая часть элекНа фиг 1 изображен описываемый электродотрода делится контактом В на два вида рычагов держатель, продольный разрез, на фиг 2 - припервого рода с плечами АВ' и АС соединение сварочного кабеля к электрододержателю, продольный разрез, на фиг 3 С одной стороны, для увеличения контактного электрододержатель, поперечный разрез, на усилия электрода с электрододержателем отнофиг 4 -продольные контакты электрода с электрошение плеч ВС7АВ' должны быть как можно додержателем, на фиг 5 - поперечные контакты большими Конструктивно это достигается, наприэлектрода с электрод од ержател ем мер, выполнением фаски на левом сопряжении стержня 3 и паза 4, использованием винта 9 с Электрододержатель содержит фиксирующую наибольшим диаметром, изготовлением торцевой втулку 1, навинченную на смонтированный в рукочасти винта 9, вызывающей снижение надежности ятке 2 токоподводящий стержень 3 с пазом 4 изэлектрододержателя мененной формы и торцевым отверстием 5, в котором заключены жила 6 сварочного кабеля и Если контактный торец винта 9 выполнить выизмененной конструкции упругий элемент 7 В пуклым, то под действием усилия со стороны стержне 3 размещен дополнительный элемент втулки 1 зажимаемая между контактами В и С винт 9, выходящий торцом в паз 4 Боковая стенка часть электрода будет огибать выпуклый торец, паза 4 по высоте выполнена со скосом 10, нижняя повышая этим площадь электрического контакта - наклонна, верхняя - под прямым углом к оси Поперечные контакты электрода со стержнем электрододержателя Верхняя часть стержня за3, т е с прилегающим к контакту А краем боковой крыта колпачком 11с двумя пазами под электрод, стенки без скоса и с сопряжением скоса 10 с бокосовмещенными с пазом 4 вой стенкой обозначены соответственно через ДиЕ Винт 9 жестко соединен с головкой 12, фиксирующая втулка 1-е корпусом 13, колпачок 11 и При зажатии электрода между втулкой 1, врарукоятка 2-е стержнем 3 Рукоятка 2, колпачок 11, щаемой при виде сверху против часовой стрелки и головка 12 и корпус 13 выполнены из электроизоэлектродом возникает трение, сила которого FTD ляционного жаропрочного материала и с поверхимеет поперечное электрододержателю направностью, обеспечивающей высокий коэффициент ление Относительно этой силы зажатая часть трения с рукой сварщика, а их взаимное располоэлектрода делится контактом Е на подобную выжение предотвращает попадание во внутрь элекшеописанной пару рычагов с плечами ДЕ' - ВС и трододержателя расплавленных капель ДЕ' - ДС также увеличивающую контактные усилия и в итоге - действительную площадь электричеВ рукоятке 2, начиная от стержня 3, выполнеского контакта электрода с электрододержателем ны продольные пазы, один из которых - 14, имеет Эта площадь увеличивается также и за счет полуширину не менее диаметра зажимного винта 8, а чения контактов С и Е путем смещения образуюдиаметральный ему паз 15 - меньшую, чем осщих их поверхностей между собой тальные, длину В нижней части рукоятки расположены два Конструктивно величина отношения плечей 24280 увеличивается за счет выполнения выреза 10, смещающего контакт Е от С к Д Таким образом, в рассматриваемом электрододержателе по сравнению с прототипом к эффекту винта добавляются еще эффекты рычагов, что позволяет, не увеличивая массы электрододержателя, повысить номинальный сварочный ток, что уменьшит величину отношения массы электрододержателя к этому току, повысит относительный период включения Повышение действительной площади электрического контакта уменьшит также потери электроэнергии на тепло С точки зрения минимизации потерь электроэнергии в стержне 3, механической прочности электрод одержателя угол наклона нижней стенки паза а должен быть как можно большим При использовании одинарных покрытых электродов ограничение на величину этого угла накладывают регламентированные требования к минимальной длине непокрытой части электрода С увеличением отклонения электрода на 90° возрастает расстояние между контактами А и С Рассмотрим величины этого угла на конкретных примерах Согласно ГОСТ 14651-78 "Электрододержатели для ручной дуговой сварки" электрододержатель типа ЭД - 20 должен закреплять электроды диаметрами 2,0 - 4,0мм Для этого типа взять стержень диаметром 10мм Согласно ГОСТ 946675 "Электроды покрытые металлические для ручной дуговой сварки стали и наплавки" минимальная длина непокрытой части электрода диаметром 2,0мм равна 15мм Установим этот электрод в пазе электрод одержателя под наибольшим углом так, чтобы конец электрода выступал за пределы стержня на 2мм Такой величины достаточно для надежного контакта электрода со втулкой 1 Тогда внутри паза окажется 13мм непокрытой части электрода Это соответствует максимальному углу установки электрода в 130° Для электрода диаметром 4мм минимальная длина непокрытой части равна 20мм Тогда для него максимальным углом будет 145° Для легкости введения электрода в электрододержатель под наибольшим углом и выбрасывания затем после сварки расширившегося от тепла огарка, необходимо чтобы угол а был примерно на 5 - 10° больше этого угла В итоге угол а для рассмотренного типа электрод одержателя будет равен 150 -155° Тип ЭД - 40 должен зажимать электроды диаметром 4 - 8мм, минимальная длина непокрытой части которых составляет 20 мм Для этого типа взят стержень диаметром 16мм В этом случае угол а равен 125 -130° В конструкции же пучкового электрода (Виногреев В Н Конструкция пучкового электрода Сварочное производство 1995, № 1, с 30) длина непокрытой части пучкового электрода не регламентируется'? и угол а может быть взят значительно большим, чем для регламентируемых электродов Таким образом, величина угла а, зависящая как от типа электрод одержателя так и от типа применяемых электродов, колеблется в широких пределах Для получения угла между электродом и осью электрод одержателя от 90° до максимального электрод устанавливается с левой стороны паза, т е так, как изображено на фиг 1 Для получения угла от 90° до минимального электрод устанавливается с правой стороны паза Из вышеописанного видно, что рассматриваемый электродержатель по сравнению с аналогами и прототипом имеет больший диапазон изменения угла установки электрода относительно оси электрододержателя, причем под любым углом При ввинчивании в упругий элемент 7 через паз 14 зажимной винт 8 своим торцом упирается в рукоятку 2 ниже паза 15 и упруго с большой жесткостью изгибает элемент 7, прижимая жилу 6 к стержню 3 внутри отверстия 5 При этом благодаря упругому элементу контакты не будут ослабляться при колебаниях температуры контактного узла и, кроме того, такая же винтовая пара сможет в контактах гораздо большее усилие за счет использования пары рычагов с разновеликими плечами подобной вышеописанной, что приведет к увеличению действительной площади электрического контакта между жилой и стержнем Для получения такого же контакта жилы 6, но не с торца а с боку стержня 3 контактный узел выполняется подобно контактному углу электрода со стержнем Только здесь уже нет необходимости в винте 9, вместо непокрытой части электрода используется упругий элемент достаточной жесткости, а вместо втулки - зажимная гайка Электродержатель используется следующим образом Вставляют непокрытую часть электрода в паз 4 электрододержателя и винтом 9 с помощью головки 12 устанавливают необходимый угол между электродом и осью электрододержателя Далее вращением втулки 1 корпусом 13 жестко фиксируют электрод в электрод од ержателе При этом часть электрода между контактом с винтом 9 и контактом со втулкой 1 упруго изгибается относительно контакта с винтом 9 Закрепление электродов происходит настолько надежно, что для их смещения в электрододержателе требуются усилия на порядок, два и больше, чем допускает в зависимости от диаметра электрода вышеуказанный ГОСТ на электрододержатели 2,5 и 5кг После этого производят сварку От теплового расширения электрода его контакт с электродом еще более улучшается, но при этом по сравнению с аналогом влияние нагрузки на резьбовые соединения будут меньше за счет изгибания зажатой части электрода При остывании не до конца использованного электрода его электрические контакты практически не ослабевают благодаря упругому изгибу и при возобновлении сварки подгорания контактов не произойдет Для удаления огарка корпус 13 вращают в обратную сторону и огарок выпадает из электрододержателя под собственным весом Затем цикл повторяется Предложенная конструкция электрододержателя позволит увеличить диапазон изменения угла установки электрода, повысить относительный 24280 период включения и номинальный сварочный ток, понизить величину отношения массы электрододержателя к его номинальному току, уменьшить 8 потери электроэнергии на тепло, что в итоге приведет к сокращению себестоимости сварочных работ Фиг. 3 17 Фиг. 1 24280 10 в iff С Фиг. 4 Фиг. 2 ДП «Український інститут промислової власності» (Укрпатент) вул Сім'ї Хохлових, 15, м Київ, 04119, Україна (044)456-20- 90 ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)216-32-71
ДивитисяДодаткова інформація
Автори англійськоюVynohreiev Vasyl Mykolaiovych, Lutsenko Viktor Oleksandrovych, Vynohreieva Yevheniia Ivanivna
Автори російськоюВиногреев Василий Николаевич, Луценко Виктор Александрович, Виногреева Евгения Ивановна
МПК / Мітки
МПК: B23K 9/28, H01R 4/38, F16B 2/20
Мітки: ручного, дугового, зварювання, електродотримач
Код посилання
<a href="https://ua.patents.su/5-24280-elektrodotrimach-dlya-ruchnogo-dugovogo-zvaryuvannya.html" target="_blank" rel="follow" title="База патентів України">Електродотримач для ручного дугового зварювання</a>
Електродотримач для ручного дугового зварювання з відсмоктуванням газів

Номер патенту: 2185
Опубліковано: 26.12.1994
Автор: Савицький Всеволод Олександрович
МПК: B23K 9/29
Мітки: електродотримач, зварювання, газів, ручного, дугового, відсмоктуванням
Формула / Реферат:
Электрододержатель для ручной дуговой сварки с отсосом газов, содержащий трубчатый корпус с газоотводящим каналом, токоподводом и узлом фиксации электрода, выполненным в виде втулки, смонтированной на трубчатом корпусе, и поворотного колпачка, размещенного на втулке, отличающийся тем, что, с целью упрощения конструкции и повышения эффективности отсоса газов за счет увеличения пропускной способности газоотводящего канала корпуса, на наружной...
Електродотримач для ручного дугового зварювання
Номер патенту: 4168
Опубліковано: 27.12.1994
Автори: Королевський Констянтин Юрійович, Виногрєєв Василь Миколайович
МПК: B23K 9/28
Мітки: електродотримач, ручного, дугового, зварювання
Формула / Реферат:
Электрододержатель для ручной дуговой сварки, содержащий цилиндрический корпус с фигурным пазом под электрод и расположенный внутри корпуса поворотный токоподводящий стержень со сквозным продольным пазом под электрод, отличающийся тем, что фигурный паз в корпусе выполнен С-образным с углублением в рабочей части, а токоподводящий стержень установлен с возможностью осевого перемещения и подпружинен относительно корпуса.
Електродотримач для ручного дугового зварювання
Номер патенту: 1204
Опубліковано: 30.12.1993
Автори: Кіперник Єфим Григорович, Гофман Юхим Давидовіч, Яковцев Лев Михайлович, Карпов Олег Петрович, Онищенко Анатолій Васильович
МПК: B23K 9/28
Мітки: ручного, зварювання, дугового, електродотримач
Формула / Реферат:
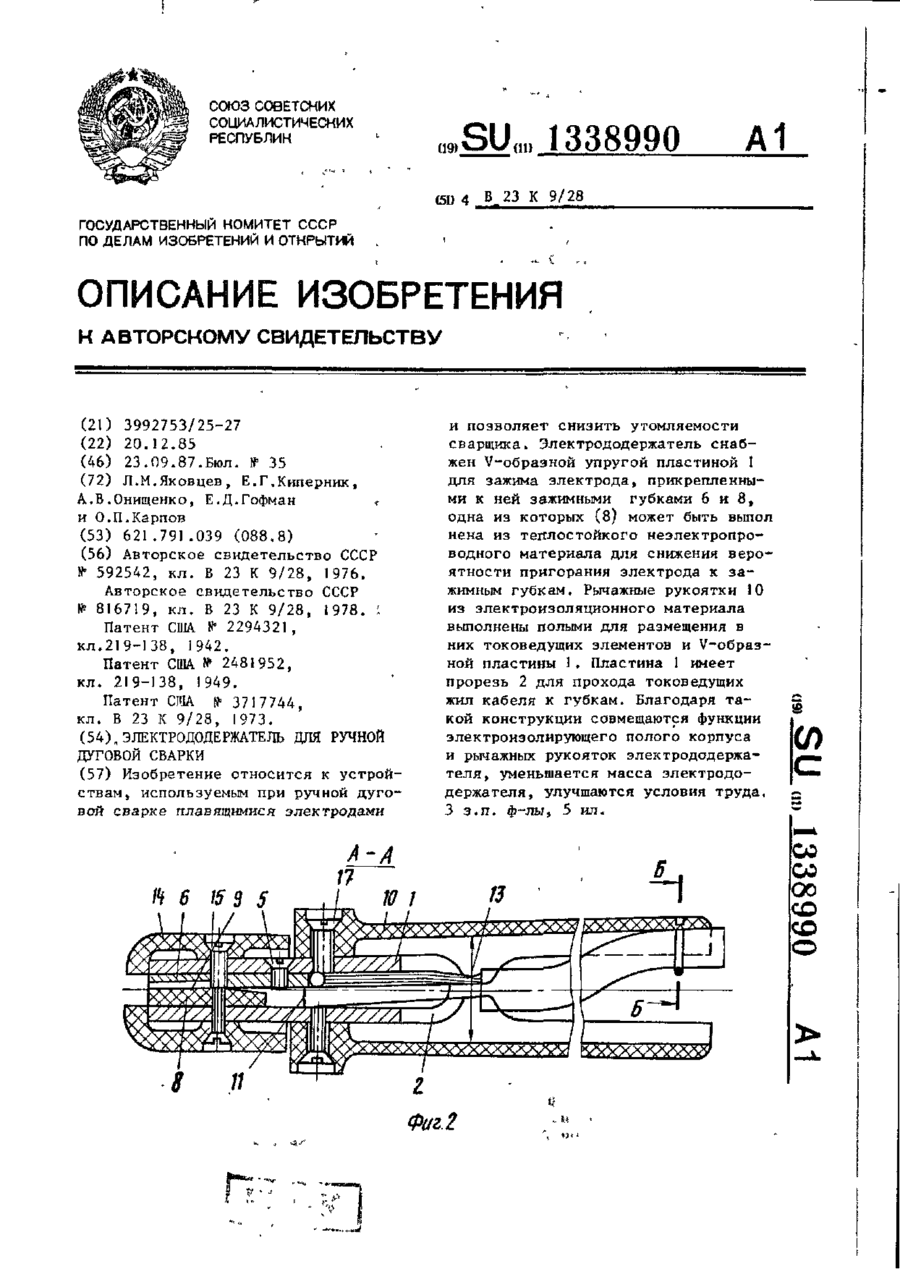
Формула изобретения1.Электрододержатель для ручной дуговой сварки, содержащий подпружиненный зажимной механизм для электрода с установленными на нем рычажными рукоятками из электроизоляционного материала и губками для захвата электрода и кабель для подвода сварочного тока к губкам, отличающийся тем, что, с целью уменьшения массы электрододержателя и упрощения его конструкции, зажимной механизм выполнен в виде V-образной упругой...
Електродотримач

Номер патенту: 2189
Опубліковано: 26.12.1994
Автор: Савицький Всеволод Олександрович
МПК: B23K 9/28
Мітки: електродотримач
Формула / Реферат:
1. Электродержатель для ручной дуговой сварки, содержащий корпус с токоподводом, установленный в нем кулачок с призматическим гнездом под электрод и упор, отличающийся тем, что, с целью снижения металлоемкости, улучшения то-коконтакта и повышения удобства при эксплуатации, корпус выполнен в виде токоподводящего полого стержня с продольным сквозным пазом, кулачок установлен в пазу корпуса с возможностью поворота, выполнен в виде двух...
Пальник для дугового зварювання електродом, що не плавиться
Номер патенту: 18581
Опубліковано: 25.12.1997
Автори: Карпов Олег Петрович, Дьогтяр Володимир Іванович, Остапов Анатолій Васильович, Кіпернік Юхим Григорійович, Гізер Борис Васильович, Скріпачук Валерій Іванович
МПК: B23K 9/167
Мітки: зварювання, дугового, електродом, плавиться, пальник
Формула / Реферат:
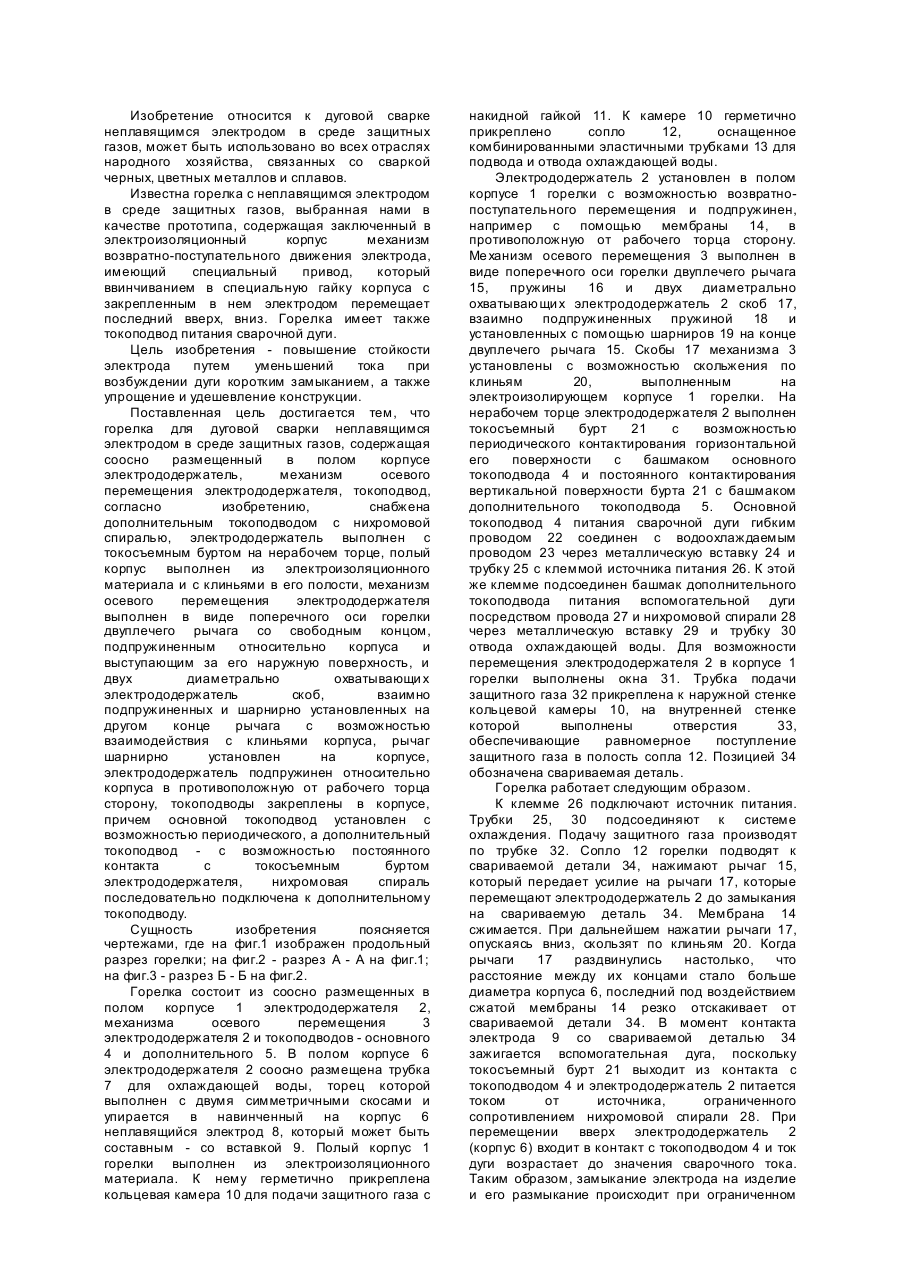
Горелка для дуговой сварки неплавящимся электродом в среде защитных газов, содержащая соосно размещенный в полом корпусе электрододержатель, механизм осевого перемещения электрододержателя, токоподвод, отличающаяся тем, что она снабжена дополнительным токоподводом с нихромовой спиралью, электрододержатель выполнен с токосъемным буртом на нерабочем торце, полый корпус выполнен из электроизоляционного материала и с клиньями в его полости,...
Попередній патент: Спосіб відтворення реперних точок міжнародної температурної шкали
Наступний патент: Спосіб антикорозійного захисту зовнішньої поверхні сталевих і чавунних труб
Випадковий патент: Кріплення для ручного ґрунтообробного інструмента