Спосіб виробництва сталі
Номер патенту: 24613
Опубліковано: 15.11.2001

Формула / Реферат
Способ производства стали, включающий заливку чугуна в конвертор, загрузку шлакообразующих, продувку, выпуск металла-полупродукта во второй конвертор, загрузку в него шлакообразующих, продувку и выпуск готовой стали, отличающийся тем, что дополнительно, до заливки металла-полупродукта, во второй конвертор загружают металлический лом в количестве до 30% от общего количества металлошихты, температура металла-полупродукта составляет 1260 - 1550°C, а длительность продувки во втором конверторе в 1,5 - 10 раз больше длительности продувки в первом конверторе.
Текст
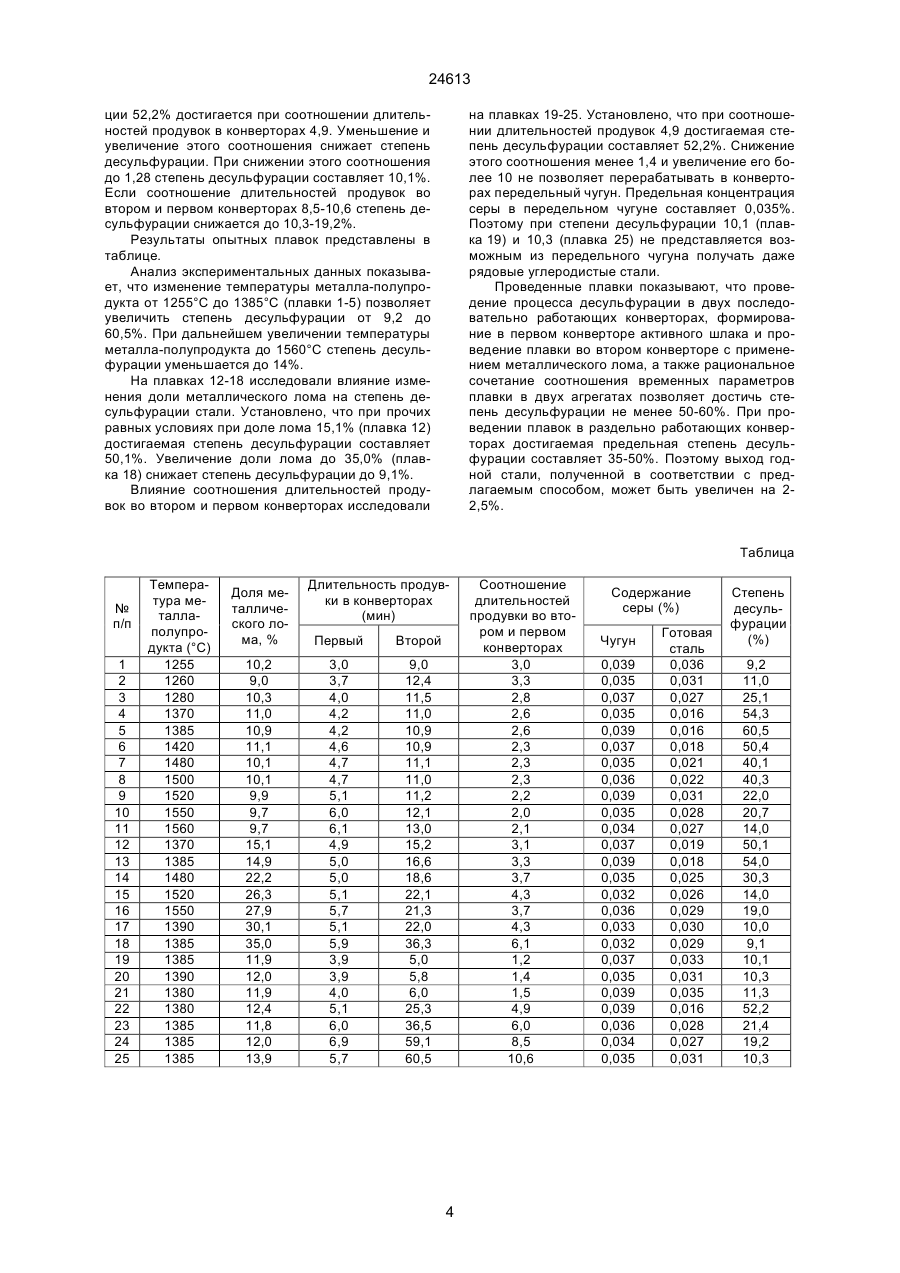
Способ производства стали, включающий заливку чугуна в конвертор, загрузку шлакообра 24613 Недостатки указанного способа обусловлены его низкой десульфурирующей способностью, вызванной тем, что шлак в процессе плавки не обновляется. Это ограничивает его серопоглатительную способность. Низкая степень десульфурации не позволяет получать сталь высокого качества, а следовательно процесс не обеспечивает максимально возможный выход годного. Увеличенное количество шлака в первом конверторе обуславливает "холодное" протекание процесса. Потенциальные возможности повышения температуры во втором конверторе ограничены низкой концентрацией основных химических носителей тепла - углерода, кремния, марганца и т.д. Незначительная разница в приходной и расходной частях теплового баланса конверторных плавок в первом и втором агрегатах позволяет перерабатывать в качестве металлической шихты только твердый чугун, а не металлический лом. Значительная разница в цене металлического лома и твердого чугуна увеличивает затраты на передел. Напряженный тепловой балланс процесса делает его малопроизводительным, что также является недостатком этого способа. Наиболее близким по технической сущности и достигаемому результату является способ производства стали дуплекс-процессом конвертор-конвертор (А.с. СССР № SU 1603775, МПК5 С21С5/28, опубл. 30.12.1994). Загрузку металла в первый конвертор осуществляют в количестве 0,70,9 от удельного объема плавки второго конвертора. Подачу кислорода в первый конвертор заканчивают по израсходовании 3,0-3,5 кг на 1 кг кремния чугуна при перегреве шлака относительно его температуры плавления на 50-250°С. Ванну продувают инертным или восстановительным газом одновременно с вводом восстановителей в ходе продувки. Отношение концентрации CaO/SiO2 шлака второго конвертора к шлаку первого конвертора находиться на уровне 3-8. Достигаемое снижение содержания серы составляет в среднем 10 раз (с 0,01 до 0,0015 S%). Недостатками указанного способа являются: - способ расчитан на переработку металла с достаточно низким содержанием серы – 0,01%. Основная часть сортамента производимых сталей содержит 0,025-0,045% серы; - способ не предусматривает переработку металлического лома. Этот вид шихты увеличивает затраты на производство стали. Цена лома в несколько раз ниже цены чугуна; - наличие обязательного перегрева шлака изза того, что для реализации этого способа применяется инертный и восстановительный газ. При применении инертного газа обязательно предусматривается повышение температуры процесса. Использование восстановительного газа вызывает дополнительные затраты тепла на его диссоциацию. В основу изобретения поставлена задача усовершенствования способа производства стали за счет оптимизации параметров дуплексной плавки конвертор-конвертор. Изобретение предусматривает использование металлического лома, как менее затратного вида сырья конверторной плавки. Путем исключения из технологического процесса прототипа инертного и восстановительного газов осуществляется совершенствование теплового баланса конверторной дуплекс-плавки. Выход годного увеличивается за счет повышения качества стали ее десульфурацией при более высоком исходном содержании серы в шихтовых материалах плавки. Поставленная задача достигается тем, что дуплекс процесс конвертор-конвертор осуществляется следующим образом. В первый конвертор заливают чугун и по ходу продувки добавляют шлакообразующие. Образовавшийся при этом металл-полупродукт выливают во второй конвертор, в который предварительно загружен металлический лом в количестве, не превышающем 30% от массы металлической шихты плавки. Температура металла-полупродукта, заливаемого во второй конвертор, должна быть не менее 1260°С и не более 1550°С. Во втором конверторе производят продувку с введением шлакообразующих по ходу плавки, и выпуск готовой стали после достижения заданного химического состава. Длительность продувки во втором конверторе должна не менее, чем в 1,5 раза и не более, чем в 10 раз превышать длительность продувки в первом конверторе. Ввод металлического лома во второй конвертор обеспечивает регулирование температурного режима плавки таким образом, чтобы достичь формирования активного шлака в начальный период плавки и предотвратить перегрев металла на заключительных этапах процесса. В первом случае при отсутствии активного шлака снизится вероятность перехода серы из металла в шлак, а следовательно и степень десульфурации. Во втором – при наличии активного шлака – его серопоглотительная способность будет снижена охлаждающими добавками. Разбавляя шлак, добавки будут уменьшать концентрацию активных его компонентов. Если расход лома на плавку более 30% общего количества металлошихты, расходная статья теплового баланса плавки может стать больше приходной. Возникший при этом дефицит тепла сделает невозможным формирование активного шлака, обладающего необходимым десульфурирующим потенциалом. Низкая степень десульфурации, достигаемая при этом, обусловит уменьшение выхода годной стали из-за повышенного содержания серы. Выход годной стали также зависит от температуры металла-полупродукта, заливаемого во второй конвертор. Если температура металлаполупродукта при переливе во второй конвертор составляет менее 1260°С - процесс шлакообразования идет "вяло". Физическое тепло, вносимое в рабочее пространство металлом-полупродуктом является низким. Это служит причиной низкой скорости растворения извести в шлаке. Низкоосновный шлак имеет недостаточную серопоглотительную способность. Это не позволит получить заданную скорость десульфурации, а следовательно сталь будет иметь повышенную концентрацию серы. При температуре металла-полупродукта более 1550°С продувку необходимо вести с непрерывным введением охлаждающих добавок. Это вызвано тем, что скорость выхода процесса на оптимальную температуру будет намного больше скорости растворения извести и скорости формирования активного в отношении удаления серы 2 24613 шлака. Синхронизация этих процессов производится введением охлаждающих добавок по ходу продувки плавки. Технологически трудно добиться равномерного (по всему объему металла плавки) снижения температуры до оптимального уровня. Поэтому локальный перегрев отдельных объемов металла вызовет резкий износ футеровки конвертора. Обычно проводимое при этом "покачивание" конвертора дополнительно снижает производительность агрегата и не полностью устраняет явление локального перегрева металла плавки. Продукты разрушения футеровки конвертора, попадая в шлак, изменяют его химический состав. В результате этого десульфурирующая способность шлака будет нестабильной. От длительности плавки в первом конверторе, при прочих равных условиях зависит температура начала процесса во втором конверторе. Основными источниками поступления химического тепла в ванну кислородного конвертора является углерод, кремний и т.д. Скорость окисления углерода примерно одинакова по ходу всей плавки в первом конверторе. Окисление кремния происходит намного быстрее. Как правило, полное окисление кремния завершается за 25-35% времени плавки. Поэтому если длительность продувки в первом конверторе будет меньше, чем 1,5 раза от длительности ее протекания во втором конверторе кремний окислится менее чем на 50%. Это не обеспечит необходимый температурный режим процесса десульфурации стали, а следовательно и максимальный выход годного. Если длительность продувки во втором конверторе более чем в 10 раз превысит ее длительность в первом, будет нарушен нормальный температурный режим плавки. Компенсация повышения температуры введением охлаждающих добавок изменит химический состав шлака таким образом, что его серопоглотительный потенциал уменьшиться. Предлагаемый способ дуплексного производства стали конвертор-конвертор осуществляется следующим образом. В первый конвертор заливают чугун. Продувку ведут технически чистым кислородом. Его подачу осуществляют через водоохлаждаемую фурму. Температура заливаемого чугуна колеблется от 1260°С до 1550°С. Для формирования активного жидкоподвижного шлака по ходу продувки добавляют свежеобожженную известь. Для придания шлаку необходимой жидкоподвижности по ходу процесса добавляют флюсы. Признаком предельной длительности плавки в первом конверторе является "сворачивание" шлака. Внешне это проявляется в резком увеличении его вязкости. После измерения температуры металлического полупродукта в конверторе производят его выпуск. При этом температура металлического полупродукта находится в пределах 1260-1550°С. Во второй конвертор загружают металлический лом в количестве не более 30% от массы металлической части шихты. После заливки во второй конвертор металлического полупродукта начинают продувку. По ходу ее добавляют шлакообразующие и флюсующие материалы. Время продувки плавки во втором конверторе должно в 1,510 раз быть больше длительности продувки в первом. При достижении температуры стали и ее хи мического состава необходимых величин конвертор наклоняют и осуществляют выпуск плавки. Пример конкретного выполнения Опытные плавки проводили в двух одинаковых кислородных конверторах емкостью 250 т. Масса опытных плавок изменялась от 250 до 260 т. Температура чугуна на опытных плавках колебалась от 1255 до 1560°С. Расход лома на плавку изменяли от 9,0 до 35,0% от общею количества металлошихты. Длительность плавки в первом конверторе составляла 3,0-6,9, а во втором 5,060,5 минут. Содержание серы в чугуне опытных плавок изменялось от 0,032 до 0,039%. Ее концентрация в готовой стали колебалась от 0,016 до 0,036%. Достигаемая степень десульфурации при проведении опытных плавок составляла 9,160,5%. В первый конвертор заливали жидкий чугун и начинали продувку плавки технически чистым кислородом. По ходу продувки в конвертор добавляли известь в количестве от 87,1 до 109,0 кг на тонну чугуна. После окончания продувки в первом конверторе производят перелив металла-полупродукта на предварительно загруженный металлический лом во второй конвертор. Продувка металла-полупродукта во втором конверторе осуществляется до достижения заданного химического состава стали и ее температуры. После этого производят выпуск готовой стали из конвертора. Анализ экспериментальных данных показывает, что на степень десульфурации стали, а следовательно и на выход годного влияют температура чугуна, заливаемого в первый конвертор, доля металлического лома, предварительно загружаемого во второй конвертор, соотношение длительностей продувки во втором и первом конверторах. Анализ экспериментальных данных позволяет отметить, что влияние температуры металлаполупродукта на степень десульфурации стали (при изменении доли металического лома от 9,0 до 11,1%, и изменении соотношения длительностей продувки во втором и первом конверторах от 2,1 до 3,3) носит экстремальный характер. Наибольшая степень десульфурации 60,5% достигается при температуре 1385°С. При температуре менее и более 1385°С степень десульфурации уменьшается. Снижение температуры от 1380°С до 1255°С уменьшает степень десульфурации от 60,5 до 9,2%. При этом снижение температуры металла-полупродукта менее 1260°С вызывает наиболее резкое снижение степени десульфурации. Такой температурный режим плавки из-за низкой степени десульфурации не позволяет производить даже рядовые углеродистые стали из передельного чугуна. Увеличение доли металлического лома в металлической части шихты монотонно снижает степень десульфурации стали. Если доля металлического лома увеличивается от 14,9 до 35,0 при примерно одинаковом соотношении длительностей продувки в первом и втором конверторах степень десульфурации металлического расплава уменьшается от 54,0 до 9,1. Зависимость степени десульфурации стали от соотношения длительностей продувки в первом и во втором конверторах также носит экстремальный характер. Наибольшая степень десульфура 3 24613 ции 52,2% достигается при соотношении длительностей продувок в конверторах 4,9. Уменьшение и увеличение этого соотношения снижает степень десульфурации. При снижении этого соотношения до 1,28 степень десульфурации составляет 10,1%. Если соотношение длительностей продувок во втором и первом конверторах 8,5-10,6 степень десульфурации снижается до 10,3-19,2%. Результаты опытных плавок представлены в таблице. Анализ экспериментальных данных показывает, что изменение температуры металла-полупродукта от 1255°С до 1385°С (плавки 1-5) позволяет увеличить степень десульфурации от 9,2 до 60,5%. При дальнейшем увеличении температуры металла-полупродукта до 1560°С степень десульфурации уменьшается до 14%. На плавках 12-18 исследовали влияние изменения доли металлического лома на степень десульфурации стали. Установлено, что при прочих равных условиях при доле лома 15,1% (плавка 12) достигаемая степень десульфурации составляет 50,1%. Увеличение доли лома до 35,0% (плавка 18) снижает степень десульфурации до 9,1%. Влияние соотношения длительностей продувок во втором и первом конверторах исследовали на плавках 19-25. Установлено, что при соотношении длительностей продувок 4,9 достигаемая степень десульфурации составляет 52,2%. Снижение этого соотношения менее 1,4 и увеличение его более 10 не позволяет перерабатывать в конверторах передельный чугун. Предельная концентрация серы в передельном чугуне составляет 0,035%. Поэтому при степени десульфурации 10,1 (плавка 19) и 10,3 (плавка 25) не представляется возможным из передельного чугуна получать даже рядовые углеродистые стали. Проведенные плавки показывают, что проведение процесса десульфурации в двух последовательно работающих конверторах, формирование в первом конверторе активного шлака и проведение плавки во втором конверторе с применением металлического лома, а также рациональное сочетание соотношения временных параметров плавки в двух агрегатах позволяет достичь степень десульфурации не менее 50-60%. При проведении плавок в раздельно работающих конверторах достигаемая предельная степень десульфурации составляет 35-50%. Поэтому выход годной стали, полученной в соответствии с предлагаемым способом, может быть увеличен на 22,5%. Таблица № п/п 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 Температура металлаполупродукта (°С) 1255 1260 1280 1370 1385 1420 1480 1500 1520 1550 1560 1370 1385 1480 1520 1550 1390 1385 1385 1390 1380 1380 1385 1385 1385 Доля металлического лома, % 10,2 9,0 10,3 11,0 10,9 11,1 10,1 10,1 9,9 9,7 9,7 15,1 14,9 22,2 26,3 27,9 30,1 35,0 11,9 12,0 11,9 12,4 11,8 12,0 13,9 Длительность продувки в конверторах (мин) Первый Второй 3,0 3,7 4,0 4,2 4,2 4,6 4,7 4,7 5,1 6,0 6,1 4,9 5,0 5,0 5,1 5,7 5,1 5,9 3,9 3,9 4,0 5,1 6,0 6,9 5,7 9,0 12,4 11,5 11,0 10,9 10,9 11,1 11,0 11,2 12,1 13,0 15,2 16,6 18,6 22,1 21,3 22,0 36,3 5,0 5,8 6,0 25,3 36,5 59,1 60,5 4 Соотношение длительностей продувки во втором и первом конверторах 3,0 3,3 2,8 2,6 2,6 2,3 2,3 2,3 2,2 2,0 2,1 3,1 3,3 3,7 4,3 3,7 4,3 6,1 1,2 1,4 1,5 4,9 6,0 8,5 10,6 Содержание серы (%) Чугун 0,039 0,035 0,037 0,035 0,039 0,037 0,035 0,036 0,039 0,035 0,034 0,037 0,039 0,035 0,032 0,036 0,033 0,032 0,037 0,035 0,039 0,039 0,036 0,034 0,035 Готовая сталь 0,036 0,031 0,027 0,016 0,016 0,018 0,021 0,022 0,031 0,028 0,027 0,019 0,018 0,025 0,026 0,029 0,030 0,029 0,033 0,031 0,035 0,016 0,028 0,027 0,031 Степень десульфурации (%) 9,2 11,0 25,1 54,3 60,5 50,4 40,1 40,3 22,0 20,7 14,0 50,1 54,0 30,3 14,0 19,0 10,0 9,1 10,1 10,3 11,3 52,2 21,4 19,2 10,3 24613 __________________________________________________________ ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97 __________________________________________________________ Підписано до друку ________ 2002 р. Формат 60х84 1/8. Обсяг ______ обл.-вид. арк. Тираж 50 прим. Зам._______ ____________________________________________________________ УкрІНТЕІ, 03680, Київ-39 МСП, вул. Горького, 180. (044) 268-25-22 ___________________________________________________________ 5
ДивитисяДодаткова інформація
Автори англійськоюKukuj Davyd Penkhusovych, Kukui Davyd Penkhusovych, Kukui Davyd Penhusovych
Автори російськоюКукуй Давид Пенхусович
МПК / Мітки
МПК: C21C 5/28, C21C 7/064
Мітки: спосіб, виробництва, сталі
Код посилання
<a href="https://ua.patents.su/5-24613-sposib-virobnictva-stali.html" target="_blank" rel="follow" title="База патентів України">Спосіб виробництва сталі</a>
Спосіб виробництва сталі
Номер патенту: 7479
Опубліковано: 29.09.1995
Автори: Зайцев Олександр Юрійович, Вяткін Юрій Фьодоровіч, Арсент'єв Василь Олександрович, Табунщиков Віталій Юрійович, Мізін Владімір Грігорьєвіч, Толимбеков Манат Жаксибергенович, Колпаков Васілій Сєрафімовіч, Петров Анатолій Васильович, Афонін Сєрафім Захаровіч, Бельченко Євген Миколайович, Наконечний Анатолій Якович
МПК: C21C 7/06
Мітки: спосіб, сталі, виробництва
Формула / Реферат:
(57) Способ производства стали, включающий выплавку металла, отсечку печного шлака, выпуск металла, ввод шлакообразующего, марганецсодержащего материалов и алюминия в ковш, продувку аргоном, отличающийся тем, что в качестве марганецсодержащего материала используют марганцевый агломерат в основностью 1,0-1,5, при этом шлакообразующий материал и алюминий вводят в смеси одновременно с началом выпуска при соотношении (1,0-1,1):(0,25-0,30) с...
Спосіб виробництва низькосірчистої сталі
Номер патенту: 19755
Опубліковано: 25.12.1997
Автори: Конопля Віктор Григорович, Караваєв Микола Михайлович, Плохих Петро Андрійович, Іванов Євген Анатолійович, Поживанов Михайло Олександрович, Зінов'єва Віра Вікторівна, Семенченко Петро Михайлович
МПК: C21C 5/28
Мітки: виробництва, спосіб, сталі, низькосірчистої
Формула / Реферат:
1. Способ производства низкосернистой стали, включающий оставление в конвертере шлака предыдущей плавки после выпуска стали в сталеразливочный ковш, раскисление шлака восстановителем, заливку чугуна, продувку шлакометаллического расплава инертным газом, слив шлака в ковш, загрузку в конвертер шлакообразующих и твердых железосодержащих материалов, продувку кислородом, отличающийся тем, что восстановитель загружают в сталеразливочный ковш, а в...
Спосіб виплавки марганецьвмісної сталі в конверторі з комбінованою продувкою

Номер патенту: 7489
Опубліковано: 29.09.1995
Автори: Бродський Сергій Сергійович, Дерипаско Володимир Олексійович, Афонін Сєрафім Захаровіч, Махницький Віктор Олександрович, Колпаков Васілій Сєрафімовіч, Зайцев Олександр Юрійович, Троянський Олександр Анатолійович, Вяткін Юрій Фьодоровіч, Пономаренко Олександр Георгійович, Брагинець Юрій Федорович, Табунщиков Віталій Юрійович, Наконечний Анатолій Якович
Мітки: сталі, продувкою, комбінованою, виплавки, конверторі, марганецьвмісної, спосіб
Формула / Реферат:
(57) 1. Способ выплавки марганецсодержащей стали в конвертере с комбинированной продувкой, включающий завалку лома, заливку чугуна, ввод шлакообразующих, продувки расплава кислородом сверху и инертным газом снизу, скачивание окислительного шлака, ввод марганцевых материалов совместно с известью, свод в расплав алюминия, отличающийся тем, что в расплав совместно с алюминием дополнительно вводят углеродсодержащий материал, а в качестве...
Спосіб розкиснювання сталі
Номер патенту: 24475
Опубліковано: 21.07.1998
Автори: Ковура Олександр Борисович, Гріневич Ігор Петрович, Сочнєв Олександр Єгорович, Курдюков Анатолій Андрійович, Ярославцев Юрій Григорович, Носоченко Олег Васильович, Буга Ілля Дмитрович, Ганошенко Володимир Іванович
МПК: C21C 7/06
Мітки: спосіб, розкиснювання, сталі
Формула / Реферат:
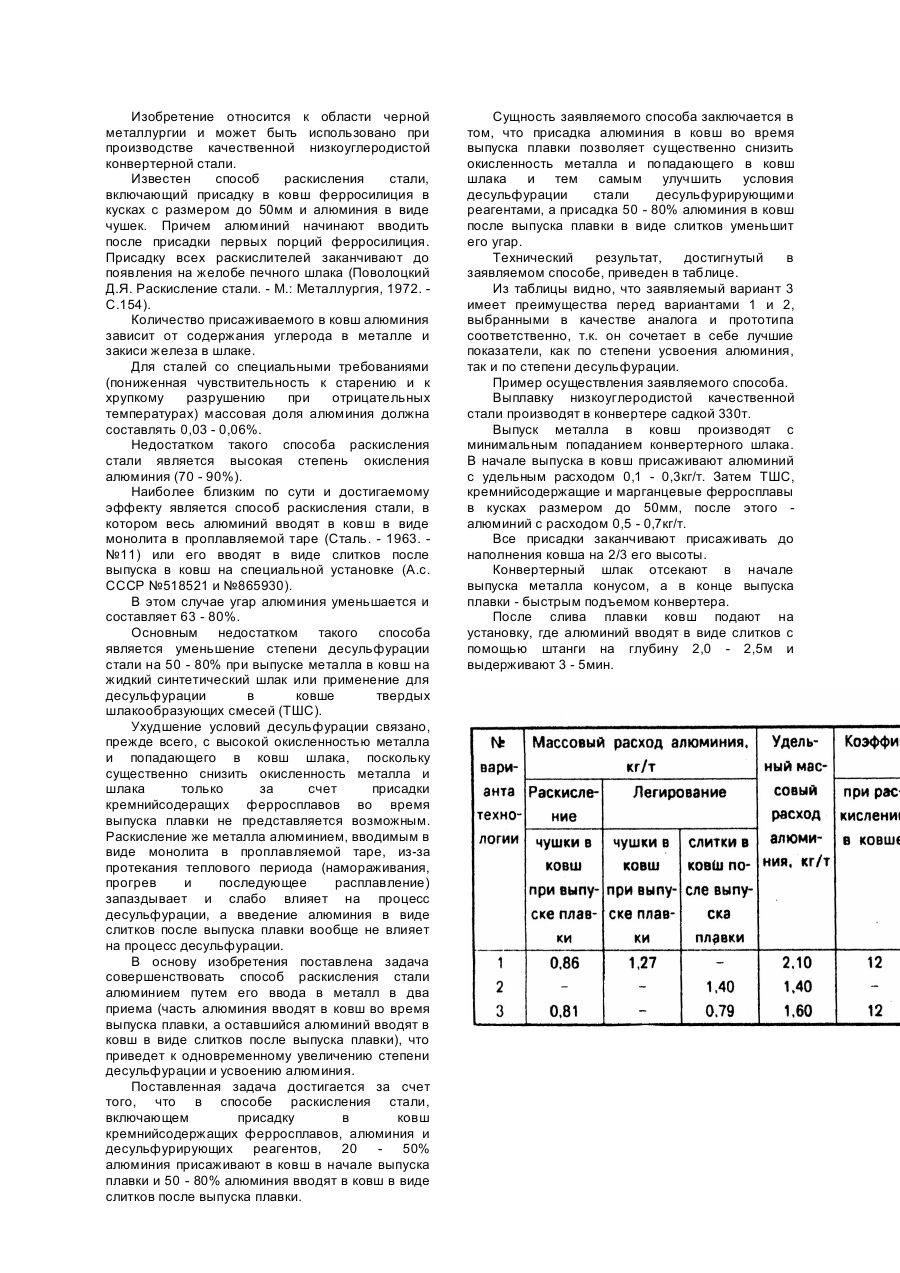
Способ раскисления стали включающий присадку в ковш кремнийсодержащих ферросплавов, алюминия, десульфурирующих реагентов и легирующих добавок, отличающийся тем, что 20 - 50% алюминия присаживают в ковш во время выпуска плавки в виде чушек и 50 - 80% алюминия вводят в ковш под уровень металла в виде слитков после выпуска плавки.
Спосіб виробництва сталі
Номер патенту: 7491
Опубліковано: 29.09.1995
Автори: Троянський Олександр Анатолійович, Пономаренко Олександр Георгійович, Зайцев Олександр Юрійович, Радченко Володимир Миколайович, Вяткін Юрій Фьодоровіч, Колпаков Васілій Сєрафімовіч, Афонін Сєрафім Захаровіч, Мізін Владімір Грігорьєвіч, Толимбеков Манат Жаксибергенович, Табунщиков Віталій Юрійович, Наконечний Анатолій Якович
МПК: C21C 7/06
Мітки: сталі, виробництва, спосіб
Формула / Реферат:
(57) 1. Способ производства стали, включающий выплавку металла, отсечку окислительного шлака, выпуск нераскисленного металла, ввод шлакообразующих материалов и алюминия в процессе выпуска и продувку аргоном, ввод алюминия, марганецсодержащих и шлакообразующих материалов в ковш, отличающийся тем, что в качестве шлакообразующих материалов используют смесь извести и плавикового шпата в соотношении 3:1. которую вводят в процессе выпуска совместно...
Попередній патент: Заправний пристрій
Наступний патент: Планетарна коробка передач
Випадковий патент: Електроліт осадження функціональних покриттів сплавом залізо-кобальт