Токарний верстат з числовим програмним керуванням для обробки полігональних поверхонь
Номер патенту: 25411
Опубліковано: 10.08.2007
Автори: Кузнєцов Юрій Миколайович, Кулаков Іван Сергійович, Самойленко Олексій Васильович
Формула / Реферат
Токарний верстат з числовим програмним керуванням для обробки полігональних поверхонь, що містить робочий шпиндельний вузол, розміщений в передній бабці та оснащений приводом обертання і датчиком кутового положення заготовки, а також супорт, що встановлений з можливістю переміщення щонайменше вздовж поздовжньої та поперечної осей, оснащений датчиками положення вздовж цих осей, який відрізняється тим, що супорт містить інструментальний шпиндельний вузол, розташований паралельно робочому шпиндельному вузлу та оснащений приводом обертання і датчиком кутового положення інструменту.
Текст
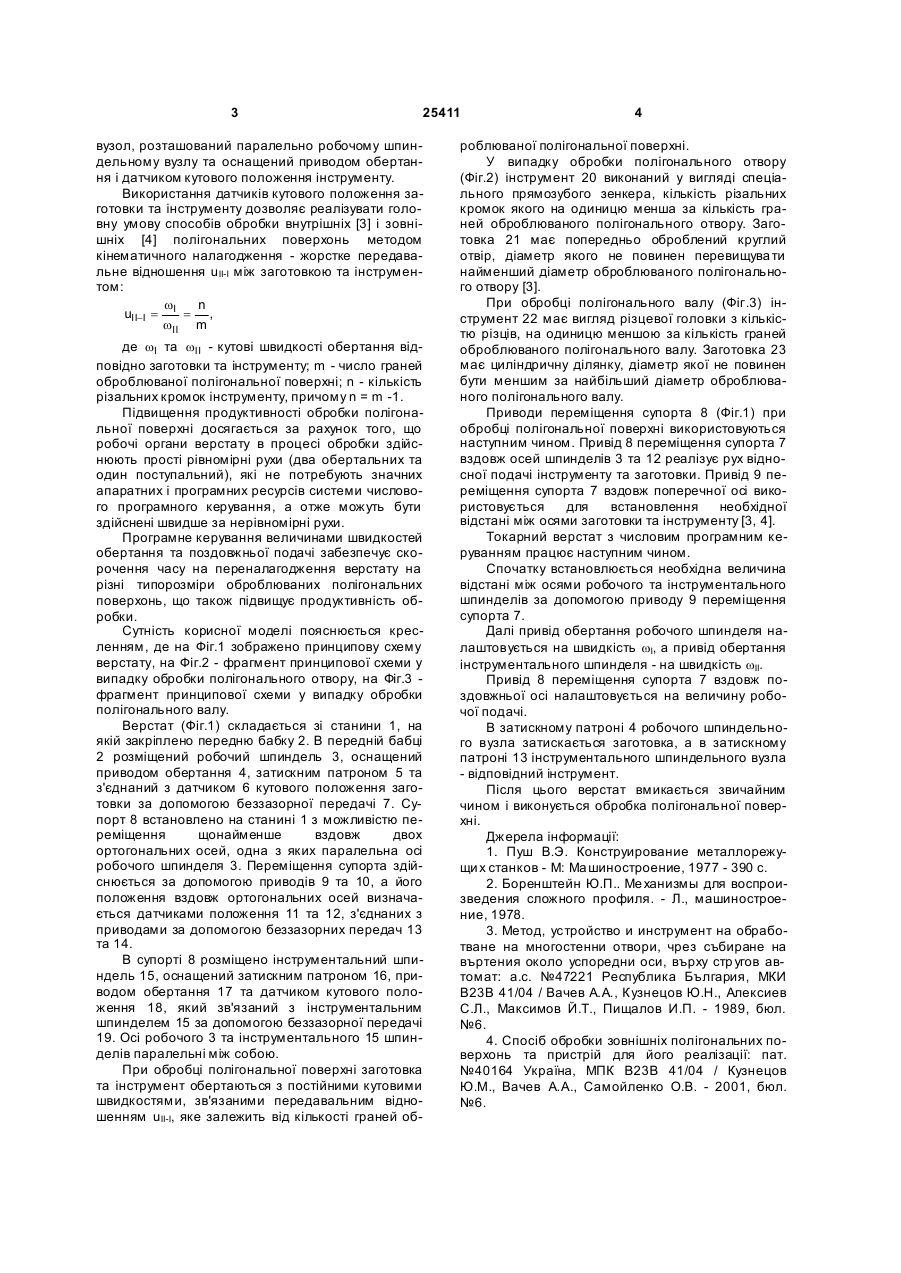
Токарний верстат з числовим програмним керуванням для обробки полігональних поверхонь, 3 25411 вузол, розташований паралельно робочому шпиндельному вузлу та оснащений приводом обертання і датчиком кутового положення інструменту. Використання датчиків кутового положення заготовки та інструменту дозволяє реалізувати головну умову способів обробки внутрішніх [3] і зовнішніх [4] полігональних поверхонь методом кінематичного налагодження - жорстке передавальне відношення uII-I між заготовкою та інструментом: w n uII-I = I = , wII m де wI та wII - кутові швидкості обертання відповідно заготовки та інструменту; m - число граней оброблюваної полігональної поверхні; n - кількість різальних кромок інструменту, причому n = m -1. Підвищення продуктивності обробки полігональної поверхні досягається за рахунок того, що робочі органи верстату в процесі обробки здійснюють прості рівномірні рухи (два обертальних та один поступальний), які не потребують значних апаратних і програмних ресурсів системи числового програмного керування, а отже можуть бути здійснені швидше за нерівномірні рухи. Програмне керування величинами швидкостей обертання та поздовжньої подачі забезпечує скорочення часу на переналагодження верстату на різні типорозміри оброблюваних полігональних поверхонь, що також підвищує продуктивність обробки. Сутність корисної моделі пояснюється кресленням, де на Фіг.1 зображено принципову схему верстату, на Фіг.2 - фрагмент принципової схеми у випадку обробки полігонального отвору, на Фіг.3 фрагмент принципової схеми у випадку обробки полігонального валу. Верстат (Фіг.1) складається зі станини 1, на якій закріплено передню бабку 2. В передній бабці 2 розміщений робочий шпиндель 3, оснащений приводом обертання 4, затискним патроном 5 та з'єднаний з датчиком 6 кутового положення заготовки за допомогою беззазорної передачі 7. Супорт 8 встановлено на станині 1 з можливістю переміщення щонайменше вздовж двох ортогональних осей, одна з яких паралельна осі робочого шпинделя 3. Переміщення супорта здійснюється за допомогою приводів 9 та 10, а його положення вздовж ортогональних осей визначається датчиками положення 11 та 12, з'єднаних з приводами за допомогою беззазорних передач 13 та 14. В супорті 8 розміщено інструментальний шпиндель 15, оснащений затискним патроном 16, приводом обертання 17 та датчиком кутового положення 18, який зв'язаний з інструментальним шпинделем 15 за допомогою беззазорної передачі 19. Осі робочого 3 та інструментального 15 шпинделів паралельні між собою. При обробці полігональної поверхні заготовка та інструмент обертаються з постійними кутовими швидкостями, зв'язаними передавальним відношенням uII-I, яке залежить від кількості граней об 4 роблюваної полігональної поверхні. У випадку обробки полігонального отвору (Фіг.2) інструмент 20 виконаний у вигляді спеціального прямозубого зенкера, кількість різальних кромок якого на одиницю менша за кількість граней оброблюваного полігонального отвору. Заготовка 21 має попередньо оброблений круглий отвір, діаметр якого не повинен перевищува ти найменший діаметр оброблюваного полігонального отвору [3]. При обробці полігонального валу (Фіг.3) інструмент 22 має вигляд різцевої головки з кількістю різців, на одиницю меншою за кількість граней оброблюваного полігонального валу. Заготовка 23 має циліндричну ділянку, діаметр якої не повинен бути меншим за найбільший діаметр оброблюваного полігонального валу. Приводи переміщення супорта 8 (Фіг.1) при обробці полігональної поверхні використовуються наступним чином. Привід 8 переміщення супорта 7 вздовж осей шпинделів 3 та 12 реалізує рух відносної подачі інструменту та заготовки. Привід 9 переміщення супорта 7 вздовж поперечної осі використовується для встановлення необхідної відстані між осями заготовки та інструменту [3, 4]. Токарний верстат з числовим програмним керуванням працює наступним чином. Спочатку встановлюється необхідна величина відстані між осями робочого та інструментального шпинделів за допомогою приводу 9 переміщення супорта 7. Далі привід обертання робочого шпинделя налаштовується на швидкість wІ, а привід обертання інструментального шпинделя - на швидкість wІІ. Привід 8 переміщення супорта 7 вздовж поздовжньої осі налаштовується на величину робочої подачі. В затискному патроні 4 робочого шпиндельного вузла затискається заготовка, а в затискному патроні 13 інструментального шпиндельного вузла - відповідний інструмент. Після цього верстат вмикається звичайним чином і виконується обробка полігональної поверхні. Джерела інформації: 1. Пуш В.Э. Конструирование металлорежущи х станков - М: Ма шиностроение, 1977 - 390 с. 2. Боренштейн Ю.П.. Ме ханизмы для воспроизведения сложного профиля. - Л., машиностроение, 1978. 3. Метод, устройство и инструмент на обработване на многостенни отвори, чрез събиране на въртения около успоредни оси, върху стр угов автомат: а.с. №47221 Республика България, МКИ В23В 41/04 / Вачев А.А., Кузнецов Ю.Н., Алексиев С.Л., Максимов Й.Т., Пищалов И.П. - 1989, бюл. №6. 4. Спосіб обробки зовнішніх полігональних поверхонь та пристрій для його реалізації: пат. №40164 Україна, МПК В23В 41/04 / Кузнецов Ю.М., Вачев А.А., Самойленко О.В. - 2001, бюл. №6. 5 Комп’ютерна в ерстка А. Крулевський 25411 6 Підписне Тираж 26 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюCnc lathe for machining of polygonal surfaces
Автори англійськоюKuznetsov Yurii Mykolaiovych, Samoilenko Oleksii Vasyliovych
Назва патенту російськоюТокарный станок с числовым программным управлением для обработки полигональных поверхностей
Автори російськоюКузнецов Юрий Николаевич, Самойленко Алексей Васильевич
МПК / Мітки
МПК: B23B 41/00, B23B 5/00
Мітки: керуванням, верстат, полігональних, обробки, програмним, числовим, токарний, поверхонь
Код посилання
<a href="https://ua.patents.su/3-25411-tokarnijj-verstat-z-chislovim-programnim-keruvannyam-dlya-obrobki-poligonalnikh-poverkhon.html" target="_blank" rel="follow" title="База патентів України">Токарний верстат з числовим програмним керуванням для обробки полігональних поверхонь</a>
Спосіб обробки зовнішніх полігональних поверхонь та пристрій для його реалізації
Номер патенту: 40164
Опубліковано: 16.07.2001
Автори: Самойленко Олексій Васильович, Вачев Ангел Атанасов, Кузнєцов Юрій Миколайович
МПК: B23B 41/00
Мітки: поверхонь, спосіб, полігональних, зовнішніх, реалізації, обробки, пристрій
Формула / Реферат:
1. Спосіб обробки зовнішніх полігональних поверхонь, що полягає в поєднанні узгоджених обертальних рухів заготовки навколо осі оброблюваної полігональної поверхні та різцевої головки навколо своєї осі, а також руху подачі, причому осі різцевої головки і оброблюваної полігональної поверхні паралельні між собою, а також руху подачі, який відрізняється тим, що різцева головка здійснює додатковий обертальний рух навколо осі оброблюваної...
Спосіб визначення зносу різального інструмента для металооброблювальних верстатів з числовим програмним керуванням
Номер патенту: 15582
Опубліковано: 17.07.2006
Автори: Скицюк Володимир Іванович, Діордіца Ірина Миколаївна, Усачев Петро Антонович
МПК: B23B 25/00, B23Q 15/00
Мітки: різального, верстатів, програмним, визначення, зносу, металооброблювальних, інструмента, числовим, спосіб, керуванням
Формула / Реферат:
Спосіб визначення зносу різального інструмента для металооброблювальних верстатів з числовим програмним керуванням, що заснований на утворенні електричного ланцюга з різального інструмента, ізольованого від верстата, та деталі, яку оброблюють, реєстрації від зони контакту різального інструмента з деталлю електричного інформаційного сигналу, параметри якого залежать від ступеня зносу різального інструмента, який відрізняється тим, що додатково...
Токарний верстат для обробки колісних пар без викочування їх з-під локомотива
Номер патенту: 77531
Опубліковано: 15.12.2006
Автори: Яцків Ігор Петрович, Луконін Віктор Сергійович
МПК: B23B 5/08
Мітки: колісних, пар, локомотива, викочування, токарний, обробки, верстат, з-під
Формула / Реферат:
1. Токарний верстат для обробки колісних пар без викочування їх з-під локомотива, який містить станину зі змонтованими на ній засобами піднімання та підтримки оброблюваної колісної пари, роликовими приводами робочого обертання оброблюваної колісної пари та двома розташованими поза зоною роликових приводів супортами, кожний із яких містить каретку з механізмом робочого поздовжнього переміщення, на похилих напрямних якої змонтовані полозки з...
Верстат для обробки криволінійних поверхонь плоских деталей
Номер патенту: 57028
Опубліковано: 16.06.2003
Автор: Герман Євген Іванович
МПК: B23C 3/00, B23Q 35/00, B23Q 33/00, B23F 17/00
Мітки: криволінійних, верстат, обробки, поверхонь, плоских, деталей
Формула / Реферат:
Верстат для обробки криволінійних поверхонь плоских деталей, що містить привід обертання різального інструмента, радіального переміщення стояка і кругової подачі стола, що несе оброблювану деталь, вузол кріплення різального інструмента, встановлений з можливістю радіального переміщення, механізм настроювання числа оброблюваних зубців і пристрій формування профілю, який відрізняється тим, що пристрій формування профілю виконаний у вигляді...
Малогабаритний токарний верстат з автоматичним переміщенням супорта та задньої бабки
Номер патенту: 56165
Опубліковано: 15.05.2003
Автор: Романіка Костянтин Васильович
МПК: B23B 3/00
Мітки: задньої, супорта, малогабаритний, бабки, токарний, автоматичним, переміщенням, верстат
Формула / Реферат:
1. Малогабаритний токарний верстат з автоматичним переміщенням супорта та задньої бабки, до якого входять станина, передня бабка, упорно-напрямні планки, задня бабка та супорт, що складається з основи, виконаної з можливістю лінійного переміщення паралельно до осі шпинделя та перпендикулярного переміщення зміною довжини упорної колонки, повернутої в бік передньої бабки, та різцетримач, на кожній стороні нижньої частини якого встановлено по...