Спосіб виготовлення циліндричного зубчатого колеса
Номер патенту: 29291
Опубліковано: 16.10.2000
Автори: Ведмедев Анатолій Федорович, Карпов Володимир Петрович, Красовський Сергій Савелійович, Анохін Юрій Олександрович

Формула / Реферат
1. Спосіб виготовлення циліндричного зубчатого колеса, який включає пластичну деформацію листового матеріалу прокатанням між зубчатими валками з отриманням зубчатої штаби та подальше з'єднання зубчатої штаби з ободом колеса зваренням, який відрізняється тим, що зубчату штабу отримують з хвилястим профілем з кроком та висотою потрібного зубчатого зачеплення, а в ролі обода колеса використовують прямолінійний П-подібний профіль, який після з'єднання з зубчатою штабою вальцюють одночасно з калібруванням хвилястого профілю зубчатої штаби в профіль потрібного зубчатого зачеплення з подальшим з'єднанням кінців П-подібного профілю зваренням.
2. Спосіб за п. 1, який відрізняється тим, що з'єднання зубчатої штаби з П-подібним профілем виконують в місцях прилягання торців зубчатої штаби до полиць П-подібного профілю.
Текст
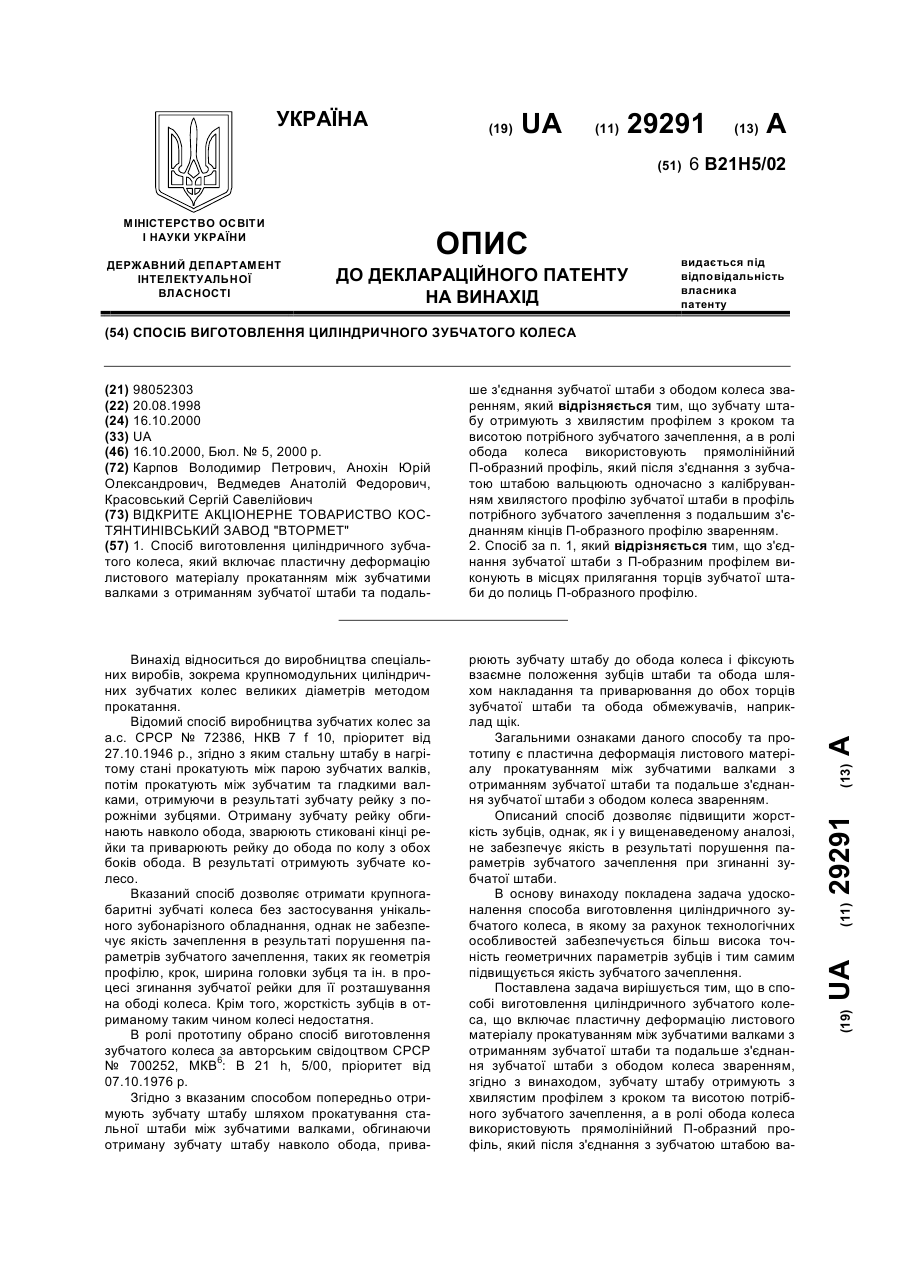
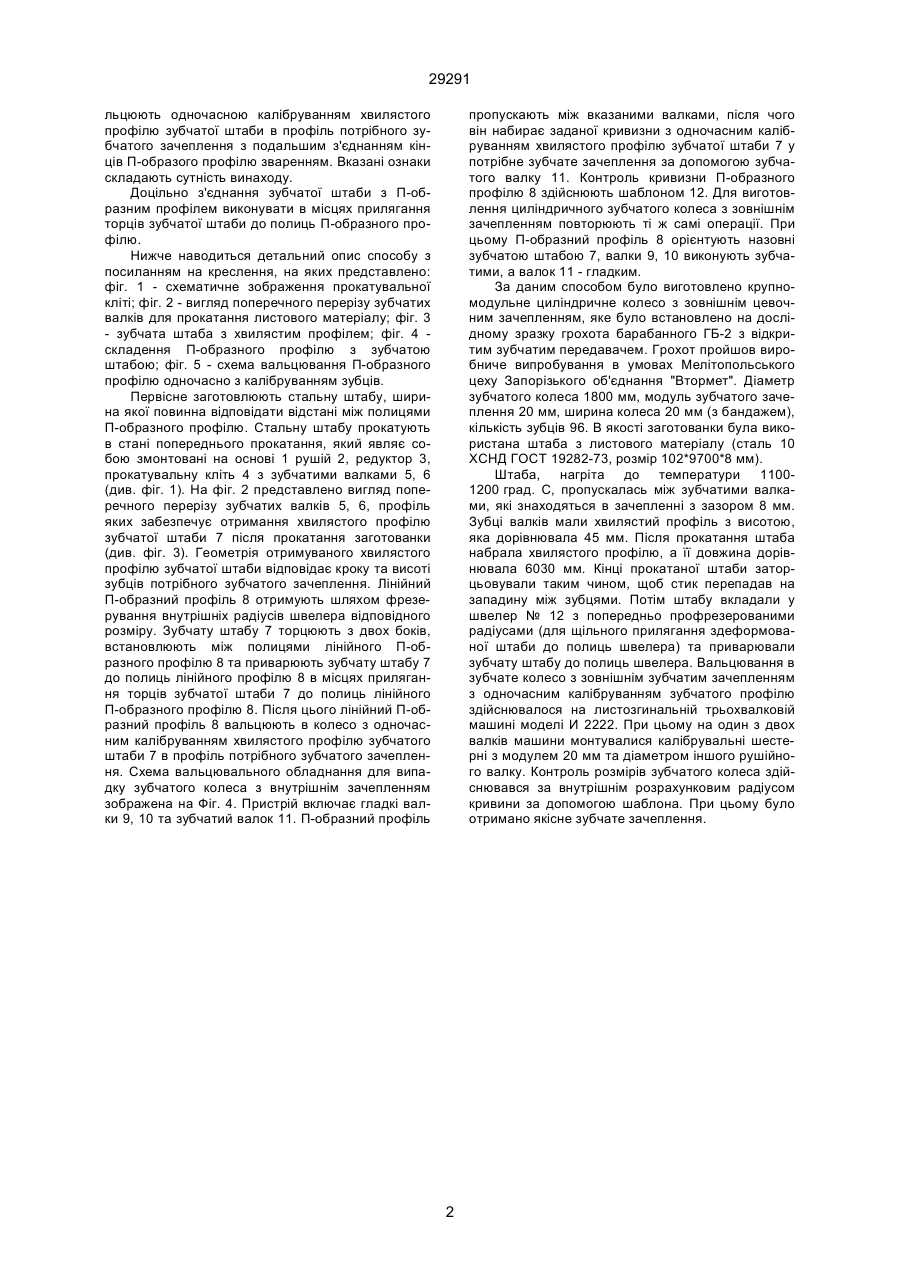
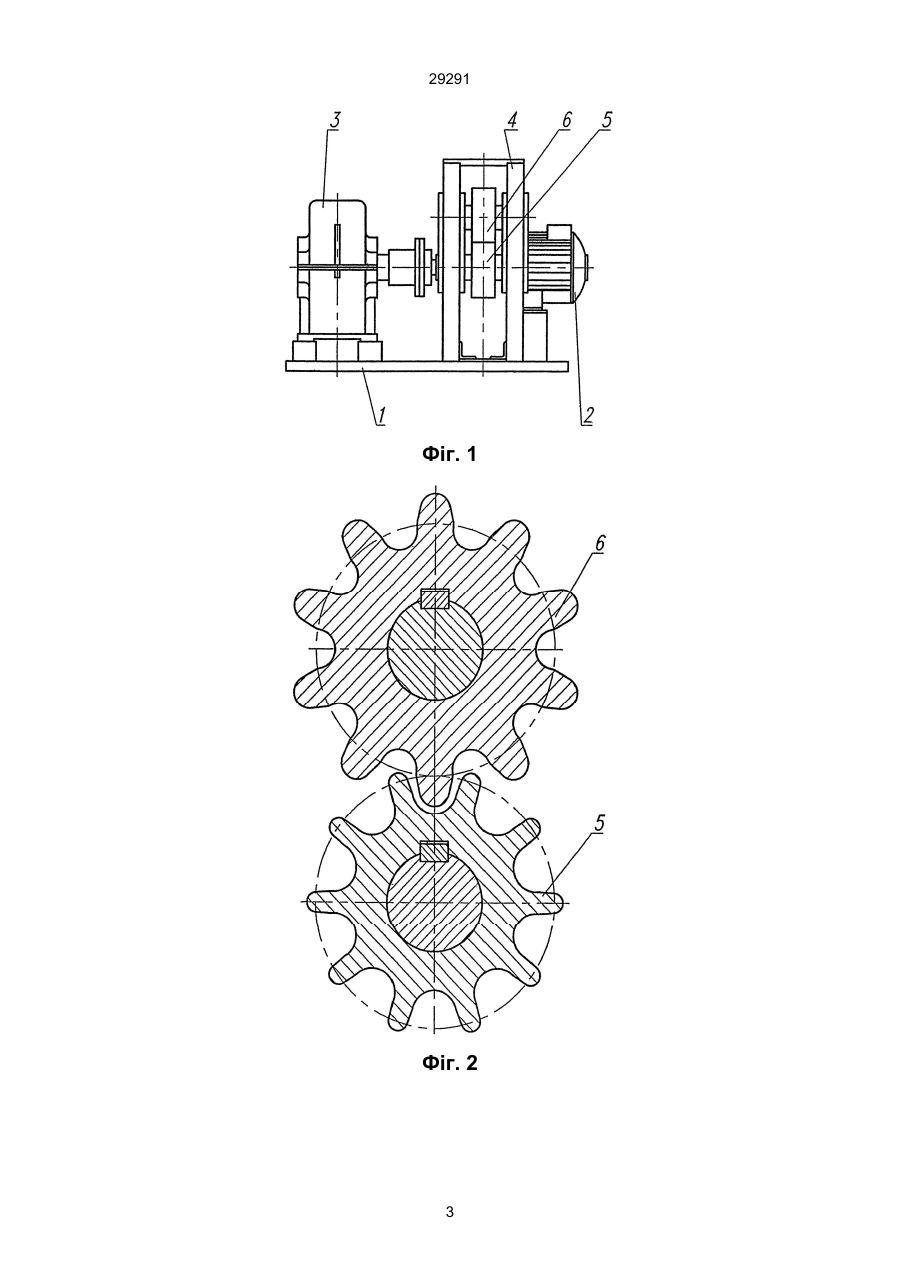
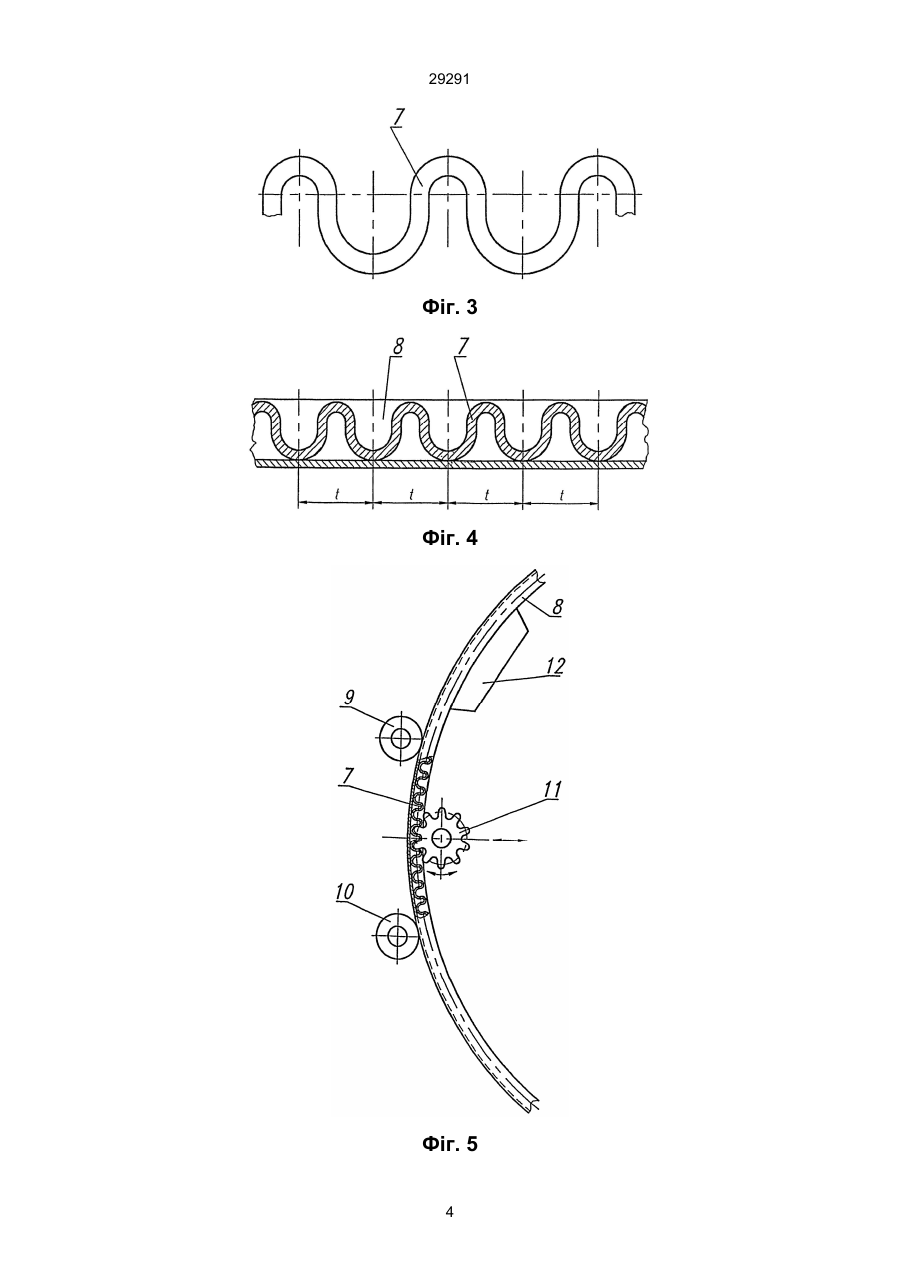
1. Спосіб виготовлення циліндричного зубчатого колеса, який включає пластичну деформацію листового матеріалу прокатанням між зубчатими валками з отриманням зубчатої штаби та подаль 29291 льцюють одночасною калібруванням хвилястого профілю зубчатої штаби в профіль потрібного зубчатого зачеплення з подальшим з'єднанням кінців П-образого профілю зваренням. Вказані ознаки складають сутність винаходу. Доцільно з'єднання зубчатої штаби з П-образним профілем виконувати в місцях прилягання торців зубчатої штаби до полиць П-образного профілю. Нижче наводиться детальний опис способу з посиланням на креслення, на яких представлено: фіг. 1 - схематичне зображення прокатувальної кліті; фіг. 2 - вигляд поперечного перерізу зубчатих валків для прокатання листового матеріалу; фіг. 3 - зубчата штаба з хвилястим профілем; фіг. 4 складення П-образного профілю з зубчатою штабою; фіг. 5 - схема вальцювання П-образного профілю одночасно з калібруванням зубців. Первісне заготовлюють стальну штабу, ширина якої повинна відповідати відстані між полицями П-образного профілю. Стальну штабу прокатують в стані попереднього прокатання, який являє собою змонтовані на основі 1 рушій 2, редуктор 3, прокатувальну кліть 4 з зубчатими валками 5, 6 (див. фіг. 1). На фіг. 2 представлено вигляд поперечного перерізу зубчатих валків 5, 6, профіль яких забезпечує отримання хвилястого профілю зубчатої штаби 7 після прокатання заготованки (див. фіг. 3). Геометрія отримуваного хвилястого профілю зубчатої штаби відповідає кроку та висоті зубців потрібного зубчатого зачеплення. Лінійний П-образний профіль 8 отримують шляхом фрезерування внутрішніх радіусів швелера відповідного розміру. Зубчату штабу 7 торцюють з двох боків, встановлюють між полицями лінійного П-образного профілю 8 та приварюють зубчату штабу 7 до полиць лінійного профілю 8 в місцях прилягання торців зубчатої штаби 7 до полиць лінійного П-образного профілю 8. Після цього лінійний П-образний профіль 8 вальцюють в колесо з одночасним калібруванням хвилястого профілю зубчатого штаби 7 в профіль потрібного зубчатого зачеплення. Схема вальцювального обладнання для випадку зубчатого колеса з внутрішнім зачепленням зображена на Фіг. 4. Пристрій включає гладкі валки 9, 10 та зубчатий валок 11. П-образний профіль пропускають між вказаними валками, після чого він набирає заданої кривизни з одночасним калібруванням хвилястого профілю зубчатої штаби 7 у потрібне зубчате зачеплення за допомогою зубчатого валку 11. Контроль кривизни П-образного профілю 8 здійснюють шаблоном 12. Для виготовлення циліндричного зубчатого колеса з зовнішнім зачепленням повторюють ті ж самі операції. При цьому П-образний профіль 8 орієнтують назовні зубчатою штабою 7, валки 9, 10 виконують зубчатими, а валок 11 - гладким. За даним способом було виготовлено крупномодульне циліндричне колесо з зовнішнім цевочним зачепленням, яке було встановлено на дослідному зразку грохота барабанного ГБ-2 з відкритим зубчатим передавачем. Грохот пройшов виробниче випробування в умовах Мелітопольського цеху Запорізького об'єднання "Втормет". Діаметр зубчатого колеса 1800 мм, модуль зубчатого зачеплення 20 мм, ширина колеса 20 мм (з бандажем), кількість зубців 96. В якості заготованки була використана штаба з листового матеріалу (сталь 10 ХСНД ГОСТ 19282-73, розмір 102*9700*8 мм). Штаба, нагріта до температури 11001200 град. С, пропускалась між зубчатими валками, які знаходяться в зачепленні з зазором 8 мм. Зубці валків мали хвилястий профіль з висотою, яка дорівнювала 45 мм. Після прокатання штаба набрала хвилястого профілю, а її довжина дорівнювала 6030 мм. Кінці прокатаної штаби заторцьовували таким чином, щоб стик перепадав на западину між зубцями. Потім штабу вкладали у швелер № 12 з попередньо профрезерованими радіусами (для щільного прилягання здеформованої штаби до полиць швелера) та приварювали зубчату штабу до полиць швелера. Вальцювання в зубчате колесо з зовнішнім зубчатим зачепленням з одночасним калібруванням зубчатого профілю здійснювалося на листозгинальній трьохвалковій машині моделі И 2222. При цьому на один з двох валків машини монтувалися калібрувальні шестерні з модулем 20 мм та діаметром іншого рушійного валку. Контроль розмірів зубчатого колеса здійснювався за внутрішнім розрахунковим радіусом кривини за допомогою шаблона. При цьому було отримано якісне зубчате зачеплення. 2 29291 Фіг. 1 Фіг. 2 3 29291 Фіг. 3 Фіг. 4 Фіг. 5 4 29291 __________________________________________________________ ДП "Український інститут промислової власності" (Укрпатент) Україна,01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97 __________________________________________________________ Підписано до друку ________ 2002 р. Формат 60х84 1/8. Обсяг ______ обл.-вид. арк. Тираж 34 прим. Зам._______ ____________________________________________________________ УкрІНТЕІ, 03680, Київ-39 МСП, вул. Горького, 180. (044) 268-25-22 ___________________________________________________________ 5
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for manufacture of cylindrical gear
Автори англійськоюKarpov Volodymyr Petrovych, Anokhin Yurii Oleksandrovych, Vedmedev Anatolii Fedorovych, Krasovskyi Serhii Saveliiovych
Назва патенту російськоюСпособ изготовления цилиндрического зубчатого колеса
Автори російськоюКарпов Владимир Петрович, Анохин Юрий Александрович, Ведмедев Анатолий Федорович, Красовский Сергей Савельевич
МПК / Мітки
МПК: B21H 5/00
Мітки: спосіб, циліндричного, зубчатого, виготовлення, колеса
Код посилання
<a href="https://ua.patents.su/5-29291-sposib-vigotovlennya-cilindrichnogo-zubchatogo-kolesa.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення циліндричного зубчатого колеса</a>
Спосіб виготовлення зварного зубчатого колеса
Номер патенту: 16416
Опубліковано: 29.08.1997
Автори: Костанда Павло Петрович, Джансиз Надія Вікторівна
МПК: F16H 55/17
Мітки: виготовлення, колеса, зубчатого, спосіб, зварного
Формула / Реферат:
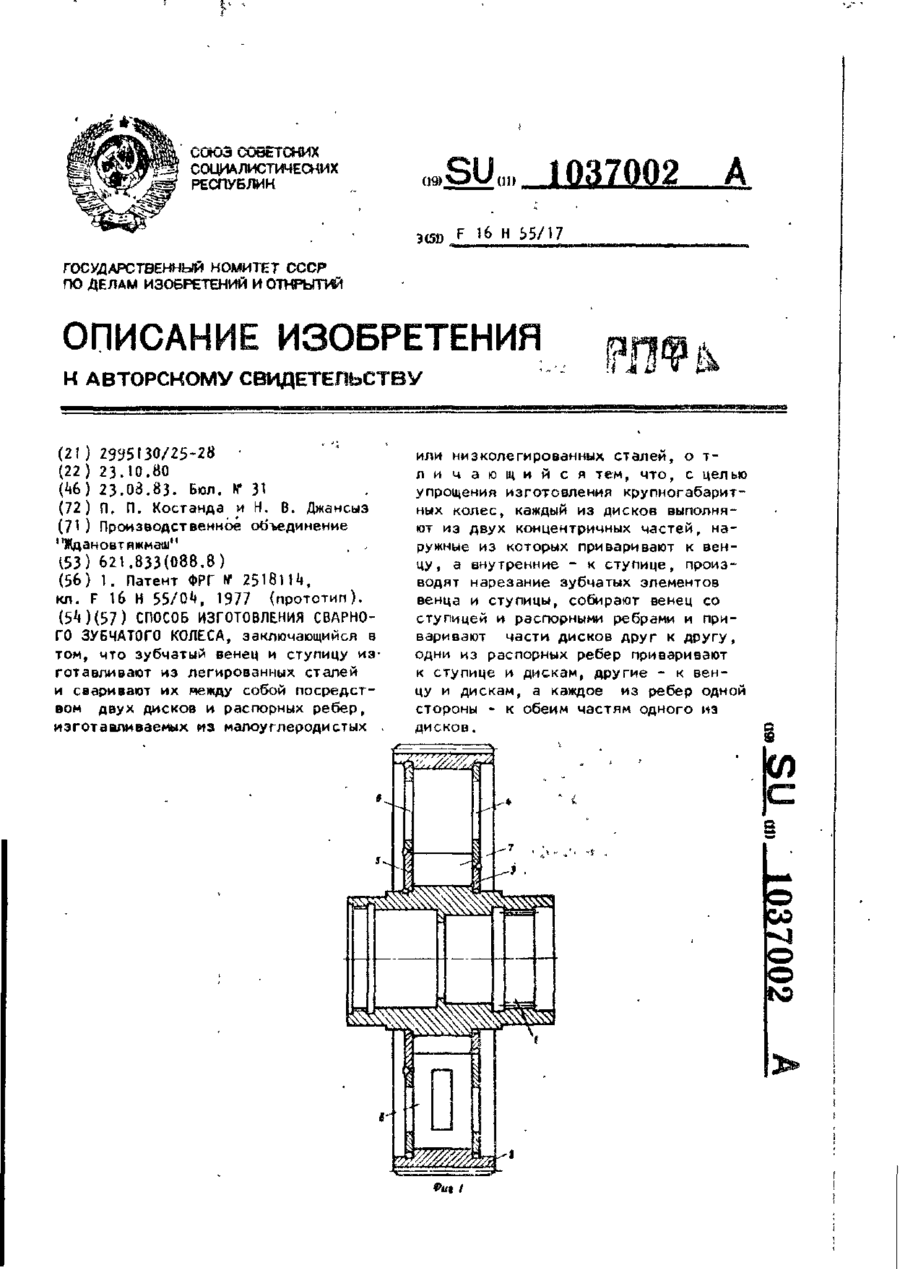
Способ изготовления сварного зубчатого колеса, заключающийся в том, что зубчатый венец и ступицу изготавливают из легированных сталей и сваривают их между собой посредством двух дисков и распорных ребер, изготавливаемых из малоуглеродистых или низколегированных сталей, отличающийся тем, что, с целью упрощения изготовления крупногабаритных колес, каждый из дисков выполняют из двух концентричных частей, наружные из которых приваривают к...
Спосіб виготовлення диска колеса
Номер патенту: 18802
Опубліковано: 25.12.1997
Автори: Шумейко Дмитро Іванович, Шумейко Андрій Дмитрович, Шумейко Павло Дмитрович
МПК: B21D 22/20
Мітки: виготовлення, диска, спосіб, колеса
Формула / Реферат:
Способ изготовления диска колеса путем вытяжки полого полуфабриката, пробивки в донной части отверстий для крепления колеса и формирования их профиля, а затем образования на внутренней поверхности полуфабриката рельефа, отличающийся тем, что рельеф образуют на боковой стенке внутренней поверхности полого полуфабриката между отверстиями в виде продольных ребер переменной высоты, увеличивающейся к открытому торцу полого полуфабриката путем...
Спосіб виготовлення диску колеса транспортного засобу
Номер патенту: 5450
Опубліковано: 28.12.1994
Автори: Шумейко Павло Дмитрович, Кравчун Степан Іванович, Шумейко Андрій Дмитрович, Кравчун Олексій Степанович, Шумейко Дмитро Іванович
МПК: B21D 22/20
Мітки: виготовлення, спосіб, колеса, засобу, транспортного, диску
Формула / Реферат:
Способ изготовления диска колеса транспортного средства путем вытяжки полого полуфабриката, формирования рельефных зон и пробивки в них отверстий, в которых образуют конусный и цилиндрический участки, отличающийся тем, что на поверхности полого полуфабриката одновременно с формированием рельефных зон и конусных участков вокруг каждого отверстия со стороны цилиндрического участка формируют кольцевой выступ с прилегающей к нему впадиной,...
Спосіб виготовлення металевого двохстінного циліндричного резервуару для зберігання нафтопродуктів
Номер патенту: 17478
Опубліковано: 06.05.1997
Автори: Горай Олександр Олексійович, Локшин Ігор Моїсейович, Осауленко Віктор Петрович, Хорошун Петро Олександрович, Метлов Борис Миколайович
МПК: B21D 5/00
Мітки: виготовлення, нафтопродуктів, двохстінного, резервуару, металевого, зберігання, спосіб, циліндричного
Формула / Реферат:
Способ изготовления металлического двухстенного цилиндрического резервуара для хранения нефтепродуктов, включающий формирование внутренней и наружной обечаек, установку между ними промежуточных элементов, соединение обечаек между собой, образование в них отверстий для заполнения и опорожнения резервуара, установку трубопроводной арматуры и другой технологической оснастки, отличающийся тем, что формирование внутренней обечайки осуществляют с...
Спосіб виготовлення металевого двохстінного циліндричного резервуару для зберігання нафтопродуктів
Номер патенту: 17479
Опубліковано: 06.05.1997
Автори: Локшин Ігор Моїсейович, Горай Олександр Олексійович, Метлов Борис Миколайович, Хорошун Петро Олександрович, Науменко Олександр Антонович, Антонщук Микола Константинович
МПК: B21D 51/00, B21D 5/00
Мітки: зберігання, циліндричного, двохстінного, металевого, виготовлення, спосіб, резервуару, нафтопродуктів
Формула / Реферат:
Способ изготовления металлического двухстенного цилиндрического резервуара для хранения нефтепродуктов, включающий формирование внутренней и наружной обечаек, установку между ними промежуточных элементов, соединение обечаек между собой, образование в них отверстий для заполнения и опорожнения резервуара и установку технологической оснастки, отличающийся тем, что после формирования обечаек к внутренней поверхности наружной обечайки приваривают...
Попередній патент: Спосіб вирощування проовігенних ентомофагів
Наступний патент: Спосіб йодування напоїв або води
Випадковий патент: Засіб для місцевого застосування, що проявляє протизапальну активність