Спосіб виготовлення диска колеса
Номер патенту: 18802
Опубліковано: 25.12.1997
Автори: Шумейко Андрій Дмитрович, Шумейко Дмитро Іванович, Шумейко Павло Дмитрович
Формула / Реферат
Способ изготовления диска колеса путем вытяжки полого полуфабриката, пробивки в донной части отверстий для крепления колеса и формирования их профиля, а затем образования на внутренней поверхности полуфабриката рельефа, отличающийся тем, что рельеф образуют на боковой стенке внутренней поверхности полого полуфабриката между отверстиями в виде продольных ребер переменной высоты, увеличивающейся к открытому торцу полого полуфабриката путем вытяжки с неравномерным в окружном направлении утонением.
Текст
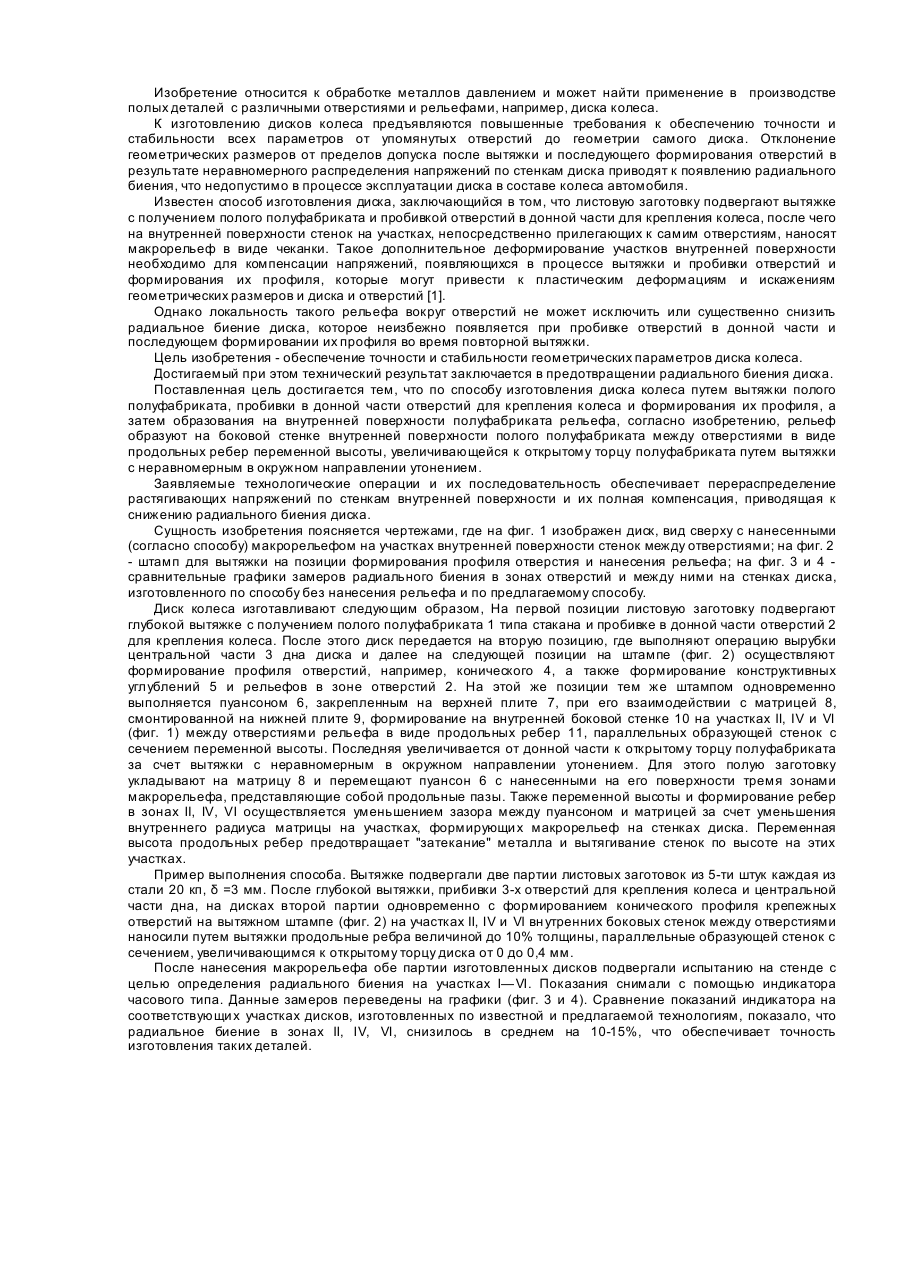
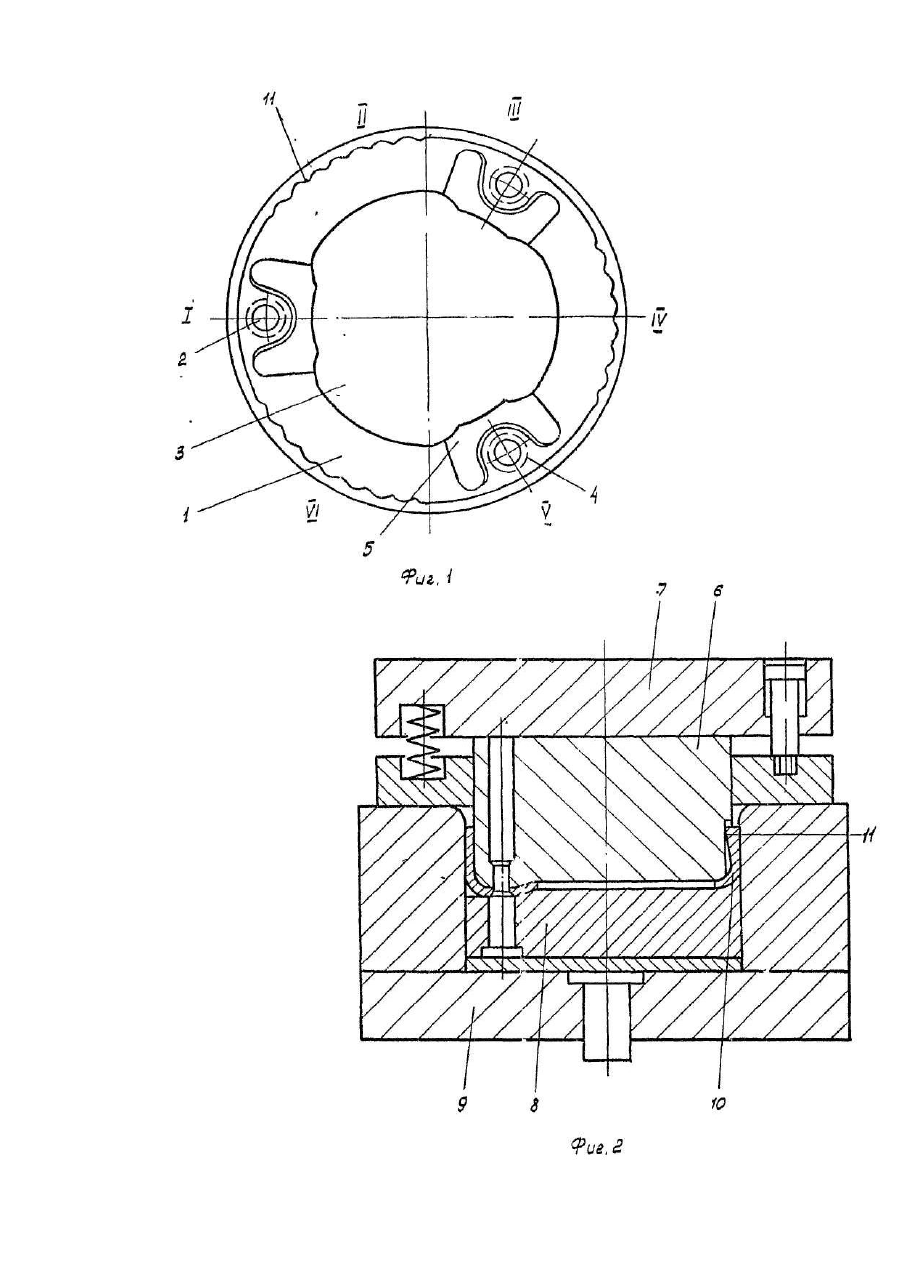
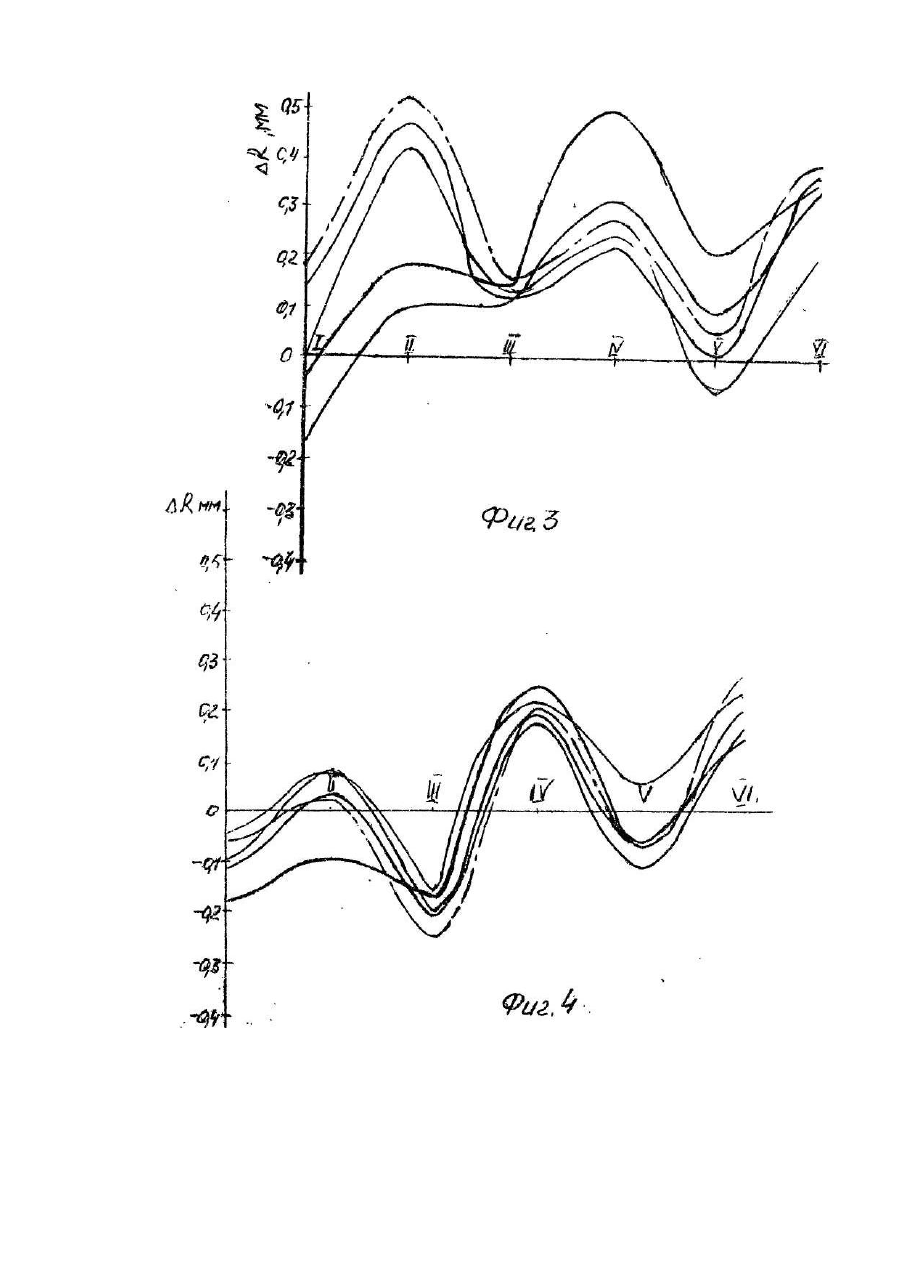
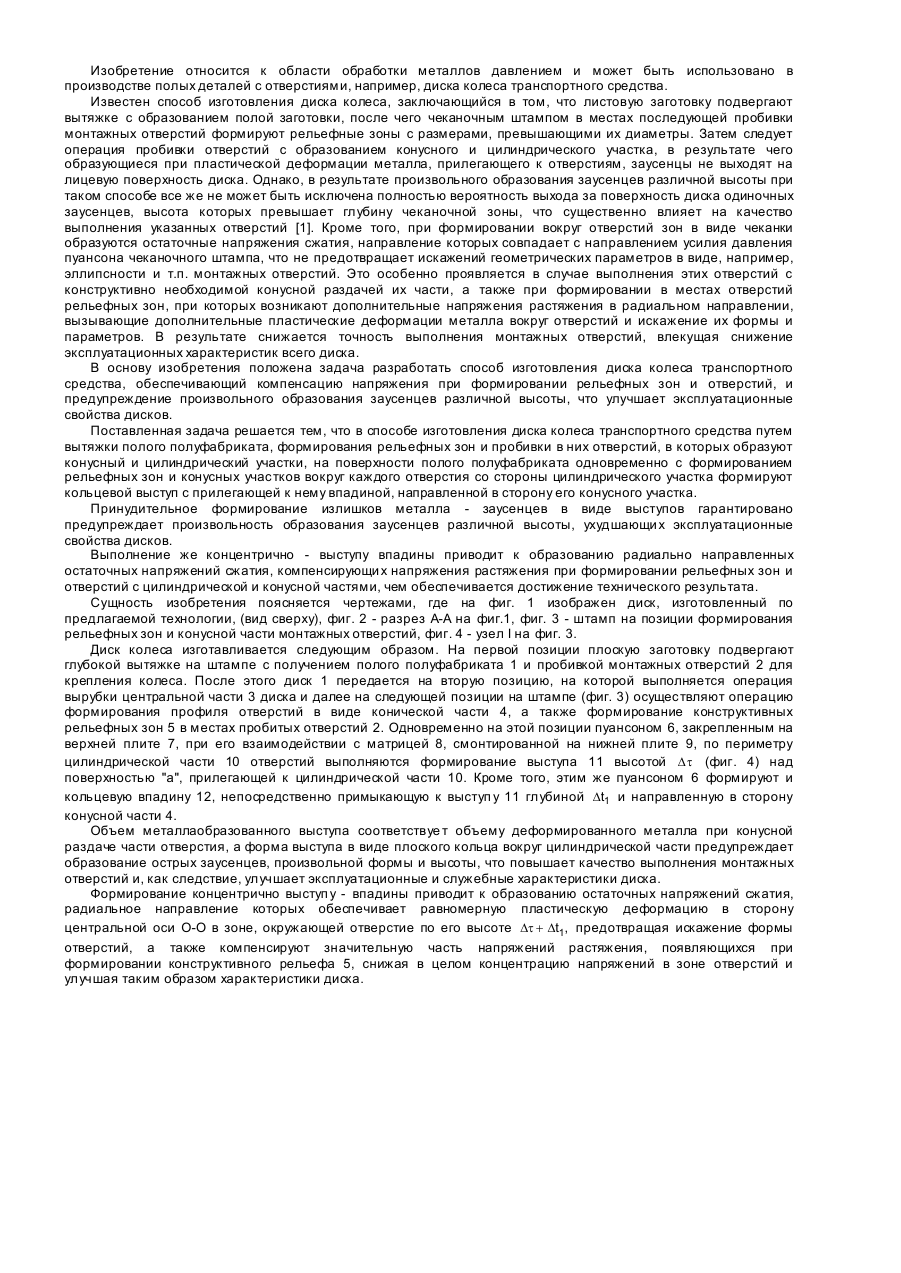
Изобретение относится к обработке металлов давлением и может найти применение в производстве полых деталей с различными отверстиями и рельефами, например, диска колеса. К изготовлению дисков колеса предъявляются повышенные требования к обеспечению точности и стабильности всех параметров от упомянутых отверстий до геометрии самого диска. Отклонение геометрических размеров от пределов допуска после вытяжки и последующего формирования отверстий в результате неравномерного распределения напряжений по стенкам диска приводят к появлению радиального биения, что недопустимо в процессе эксплуатации диска в составе колеса автомобиля. Известен способ изготовления диска, заключающийся в том, что листовую заготовку подвергают вытяжке с получением полого полуфабриката и пробивкой отверстий в донной части для крепления колеса, после чего на внутренней поверхности стенок на участках, непосредственно прилегающих к самим отверстиям, наносят макрорельеф в виде чеканки. Такое дополнительное деформирование участков внутренней поверхности необходимо для компенсации напряжений, появляющихся в процессе вытяжки и пробивки отверстий и формирования их профиля, которые могут привести к пластическим деформациям и искажениям геометрических размеров и диска и отверстий [1]. Однако локальность такого рельефа вокруг отверстий не может исключить или существенно снизить радиальное биение диска, которое неизбежно появляется при пробивке отверстий в донной части и последующем формировании их профиля во время повторной вытяжки. Цель изобретения - обеспечение точности и стабильности геометрических параметров диска колеса. Достигаемый при этом технический результат заключается в предотвращении радиального биения диска. Поставленная цель достигается тем, что по способу изготовления диска колеса путем вытяжки полого полуфабриката, пробивки в донной части отверстий для крепления колеса и формирования их профиля, а затем образования на внутренней поверхности полуфабриката рельефа, согласно изобретению, рельеф образуют на боковой стенке внутренней поверхности полого полуфабриката между отверстиями в виде продольных ребер переменной высоты, увеличивающейся к открытому торцу полуфабриката путем вытяжки с неравномерным в окружном направлении утонением. Заявляемые технологические операции и их последовательность обеспечивает перераспределение растягивающих напряжений по стенкам внутренней поверхности и их полная компенсация, приводящая к снижению радиального биения диска. Сущность изобретения поясняется чертежами, где на фиг. 1 изображен диск, вид сверху с нанесенными (согласно способу) макрорельефом на участках внутренней поверхности стенок между отверстиями; на фиг. 2 - штамп для вытяжки на позиции формирования профиля отверстия и нанесения рельефа; на фиг. 3 и 4 сравнительные графики замеров радиального биения в зонах отверстий и между ними на стенках диска, изготовленного по способу без нанесения рельефа и по предлагаемому способу. Диск колеса изготавливают следующим образом, На первой позиции листовую заготовку подвергают глубокой вытяжке с получением полого полуфабриката 1 типа стакана и пробивке в донной части отверстий 2 для крепления колеса. После этого диск передается на вторую позицию, где выполняют операцию вырубки центральной части 3 дна диска и далее на следующей позиции на штампе (фиг. 2) осуществляют формирование профиля отверстий, например, конического 4, а также формирование конструктивных углублений 5 и рельефов в зоне отверстий 2. На этой же позиции тем же штампом одновременно выполняется пуансоном 6, закрепленным на верхней плите 7, при его взаимодействии с матрицей 8, смонтированной на нижней плите 9, формирование на внутренней боковой стенке 10 на участках II, IV и VI (фиг. 1) между отверстиями рельефа в виде продольных ребер 11, параллельных образующей стенок с сечением переменной высоты. Последняя увеличивается от донной части к открытому торцу полуфабриката за счет вытяжки с неравномерным в окружном направлении утонением. Для этого полую заготовку укладывают на матрицу 8 и перемещают пуансон 6 с нанесенными на его поверхности тремя зонами макрорельефа, представляющие собой продольные пазы. Также переменной высоты и формирование ребер в зонах II, IV, VI осуществляется уменьшением зазора между пуансоном и матрицей за счет уменьшения внутреннего радиуса матрицы на участках, формирующи х макрорельеф на стенках диска. Переменная высота продольных ребер предотвращает "затекание" металла и вытягивание стенок по высоте на этих участках. Пример выполнения способа. Вытяжке подвергали две партии листовых заготовок из 5-ти штук каждая из стали 20 кп, δ =3 мм. После глубокой вытяжки, прибивки 3-х отверстий для крепления колеса и центральной части дна, на дисках второй партии одновременно с формированием конического профиля крепежных отверстий на вытяжном штампе (фиг. 2) на участках II, IV и VI вн утренних боковых стенок между отверстиями наносили путем вытяжки продольные ребра величиной до 10% толщины, параллельные образующей стенок с сечением, увеличивающимся к открытому торцу диска от 0 до 0,4 мм. После нанесения макрорельефа обе партии изготовленных дисков подвергали испытанию на стенде с целью определения радиального биения на участках I—VI. Показания снимали с помощью индикатора часового типа. Данные замеров переведены на графики (фиг. 3 и 4). Сравнение показаний индикатора на соответствующи х участках дисков, изготовленных по известной и предлагаемой технологиям, показало, что радиальное биение в зонах II, IV, VI, снизилось в среднем на 10-15%, что обеспечивает точность изготовления таких деталей.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for producing the wheel disk
Автори англійськоюShumeiko Dmytro Ivanovych, Shumeiko Andrii Dmytrovych, Shumeiko Pavlo Dmytrovych
Назва патенту російськоюСпособ изготовления диска колеса
Автори російськоюШумейко Дмитрий Иванович, Шумейко Андрей Дмитриевич, Шумейко Павел Дмитриевич
МПК / Мітки
МПК: B21D 22/20
Мітки: виготовлення, диска, спосіб, колеса
Код посилання
<a href="https://ua.patents.su/3-18802-sposib-vigotovlennya-diska-kolesa.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення диска колеса</a>
Спосіб виготовлення диску колеса транспортного засобу
Номер патенту: 5450
Опубліковано: 28.12.1994
Автори: Шумейко Павло Дмитрович, Шумейко Андрій Дмитрович, Кравчун Степан Іванович, Шумейко Дмитро Іванович, Кравчун Олексій Степанович
МПК: B21D 22/20
Мітки: виготовлення, засобу, колеса, диску, транспортного, спосіб
Формула / Реферат:
Способ изготовления диска колеса транспортного средства путем вытяжки полого полуфабриката, формирования рельефных зон и пробивки в них отверстий, в которых образуют конусный и цилиндрический участки, отличающийся тем, что на поверхности полого полуфабриката одновременно с формированием рельефных зон и конусных участков вокруг каждого отверстия со стороны цилиндрического участка формируют кольцевой выступ с прилегающей к нему впадиной,...
Лопать вітрового колеса з композиційних матеріалів та спосіб його виготовлення
Номер патенту: 13177
Опубліковано: 28.02.1997
Автори: Поляков Борис Миколайович, Мазур Володимир Максимович, Євсєєва Людмила Миколаївна, Ладікова Лідія Борисівна, Жагунов Юрій Валерійович, Решетняк Микола Максимович
МПК: B64C 27/32
Мітки: композиційних, колеса, лопать, виготовлення, спосіб, матеріалів, вітрового
Формула / Реферат:
(57) 1. Лопасть ветрового колеса из композиционных материалов, содержащая коробчатый лонжерон переменного поперечного сечения, закладной элемент со стыковочным фланцем, заполнитель из легкого материала пористой структуры, между лонжероном наружной оболочкой с декоративным покрытием, отличающаяся тем, что лонжерон выполнен из спиральных слоев стеклопластика с переменной толщиной стенки, уменьшающейся с увеличением радиуса лопасти.2....
Спосіб виготовлення зварного зубчатого колеса
Номер патенту: 16416
Опубліковано: 29.08.1997
Автори: Костанда Павло Петрович, Джансиз Надія Вікторівна
МПК: F16H 55/17
Мітки: зубчатого, зварного, колеса, спосіб, виготовлення
Формула / Реферат:
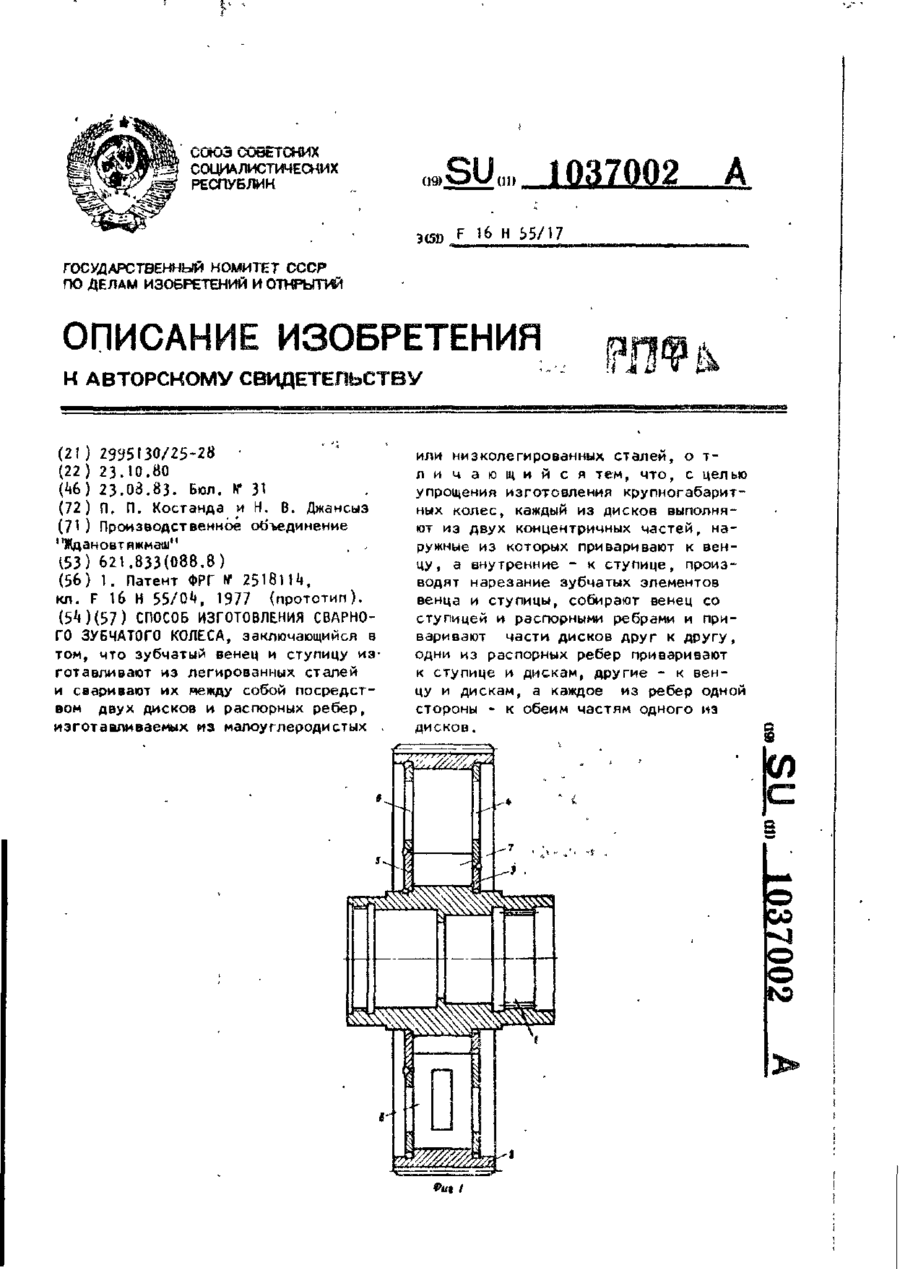
Способ изготовления сварного зубчатого колеса, заключающийся в том, что зубчатый венец и ступицу изготавливают из легированных сталей и сваривают их между собой посредством двух дисков и распорных ребер, изготавливаемых из малоуглеродистых или низколегированных сталей, отличающийся тем, что, с целью упрощения изготовления крупногабаритных колес, каждый из дисков выполняют из двух концентричных частей, наружные из которых приваривают к...
Метод виготовлення робочого колеса відцентрового нагнітальника
Номер патенту: 14327
Опубліковано: 25.04.1997
Автори: Лисенко Олег Іванович, Щигорєв Володимир Олексійович, Наумов Володимир Володимирович
МПК: B21K 1/28
Мітки: виготовлення, нагнітальника, метод, колеса, відцентрового, робочого
Формула / Реферат:
Способ изготовления рабочего колеса центробежного нагнетателя, включающий изготовление основного и покрывного дисков, штамповку лопаток и их последующее соединение с дисками, отличающийся тем, что, с целью упрощения технологии изготовления и снижения трудоемкости путем уменьшения операций по базированию лопаток на диске, штамповку лопаток осуществляют из листового материала в виде цельного лопаточного диска.
Спосіб штампування днищ
Номер патенту: 4700
Опубліковано: 28.12.1994
Автори: Борисевич Володимир Карпович, Губський Олексій Олексійович, Молодих Сергій Іванович, Тараненко Михайло Євгенович, Зорік Володимир Якович
МПК: B21D 26/06
Мітки: днищ, штампування, спосіб
Формула / Реферат:
(57) Способ штамповки днищ, включающий предварительное деформирование листовой заготовки, осуществляемое одновременно с образованием кольцевых рифтов, и окончательное формообразование, в процессе которого производят расправление рифтов, отличающийся тем, что предварительное деформирование осуществляют в несколько пере ходов путем вытяжки заготовки давления рабочей среды через сменные матричные кольца различного диаметра до взаимодействия...
Попередній патент: Затискний пристрій
Наступний патент: Спосіб обробки поверхні листа
Випадковий патент: Накриття для корисної площі