Дробильно-сортувальна установка
Номер патенту: 29863
Опубліковано: 25.01.2008
Автори: Аріх Сергій Георгійович, Бойко Володимир Семенович, Шебаніц Едуард Миколайович, Савощенко Олександр Володимирович, Єрмашов Ігор Олександрович, Гуленков Борис Вікторович, Тростянецький Олег Брониславович, Івашина Володимир Володимирович, Сидоров Сергій Михайлович, Юдін Олександр Павлович, Климанчук Владислав Владиславович, Тарануха Андрій Дмитрович

Формула / Реферат
1. Дробильно-сортувальна установка, що містить заїзну естакаду з відбійною стінкою, опорну основу, приймальний бункер із калібрувальною решіткою 400 х 400 мм, каретний живильник з електромеханічним приводом, шиберний затвор, приймальний стрічковий конвеєр з електромагнітним сепаратором, похилий лоток для скидання металу убік, щокову дробарку з захисною заслінкою запобіжною, вібраційний грохот зі змінними ситами, відвідний стрічковий конвеєр і лоток для скидання металу, яка відрізняється тим, що у приймальний бункер встановлені додатково дві калібрувальні решітки 320 х 360 мм та 150 х 150 мм, причому всі калібрувальні решітки виконані знімними, а приймальний бункер обладнаний механізмом скидання негабаритних шматків матеріалу, який складається з лебідки, барабана та системи канатів і блоків, при цьому каретний живильник обладнаний електромеханічним приводом з частотним перетворювачем.
2. Установка за п. 1, яка відрізняється тим, що над щоковою дробаркою під верхню частину приймального стрічкового конвеєра СК №1 встановлена заслінка режимів зі сковзалом та скидачем шматків матеріалу, а під щоковою дробаркою встановлений стрічковий конвеєр СК №2, під верхню частину якого розміщений вібраційний грохот зі змінними ситами.
3. Установка за п. 1, яка відрізняється тим, що під вібраційним грохотом зі змінними ситами, в зоні відсіву великої фракції 10 мм і більше, встановлений реверсивний стрічковий конвеєр, а під ним з одного боку розміщений відвідний стрічковий конвеєр СК №4 окалини або зварювального шлаку фракцією 10-100 мм, над яким встановлений магнітний сепаратор МС № 3 конвеєрного типу, причому з другого боку реверсивного стрічкового конвеєра розміщений стрічковий конвеєр СК №3 для зварювального шлаку фракцією 10-75 мм з електромагнітним сепаратором МС №2 конвеєрного типу, який розташований над ним.
4. Установка за п. 1, яка відрізняється тим, що під верхню частину стрічкового конвеєра СК №3 встановлена конусна дробарка, до якої приєднаний відвідний стрічковий конвеєр СК №5, а під вібраційним грохотом зі змінними ситами, в зоні відсіву малої фракції, розміщений малий стрічковий конвеєр, який другим кінцем приєднаний до відвідного стрічкового конвеєра СК №5.
Текст
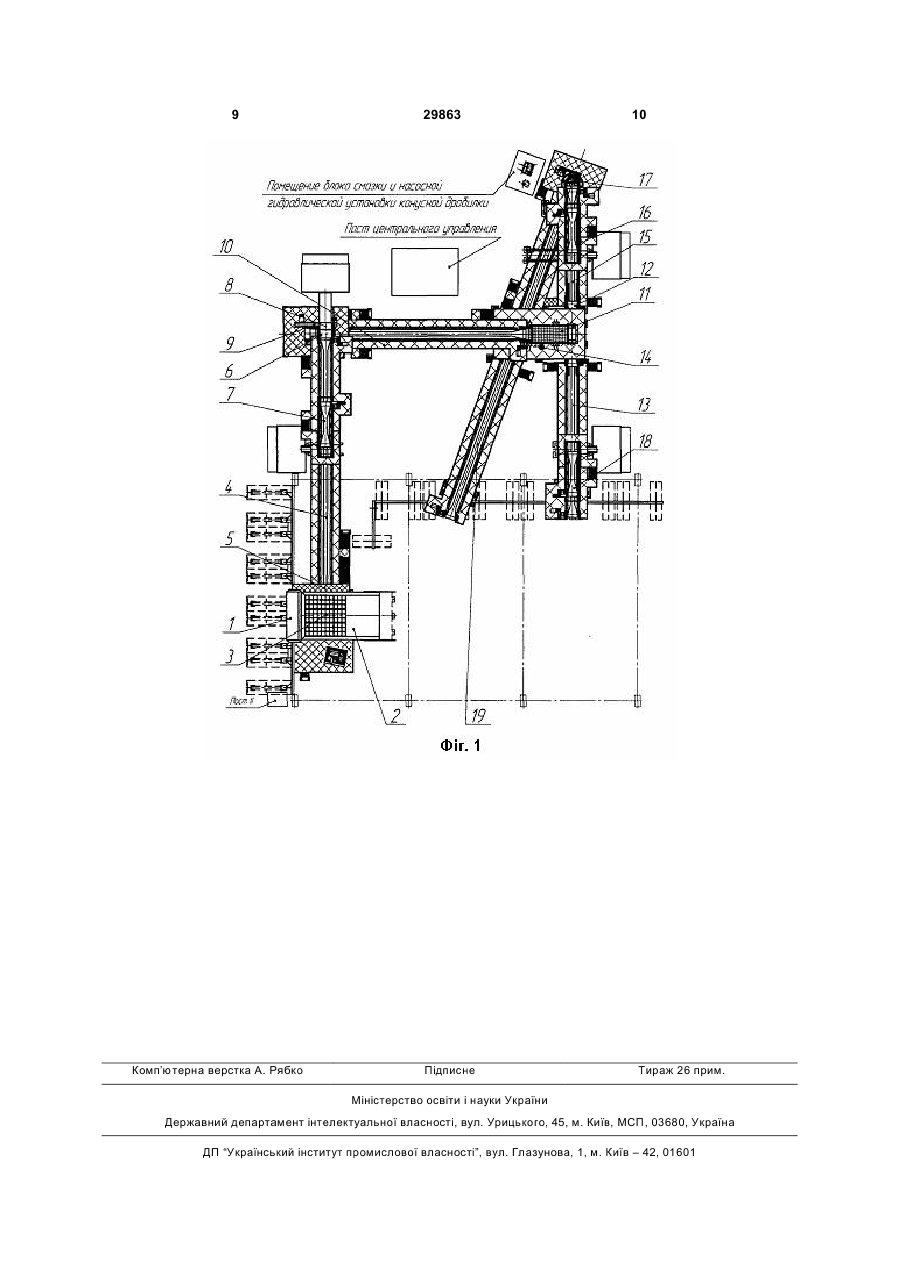
1. Дробильно-сортувальна установка, що містить заїзну естакаду з відбійною стінкою, опорну основу, приймальний бункер із калібрувальною решіткою 400 х 400 мм, каретний живильник з електромеханічним приводом, шиберний затвор, приймальний стрічковий конвеєр з електромагнітним сепаратором, похилий лоток для скидання металу убік, щокову дробарку з захисною заслінкою запобіжною, вібраційний грохот зі змінними ситами, відвідний стрічковий конвеєр і лоток для скидання металу, яка відрізняється тим, що у приймальний бункер встановлені додатково дві калібрувальні решітки 320 х 360 мм та 150 х 150 мм, причому всі калібрувальні решітки виконані знімними, а приймальний бункер обладнаний механізмом скидання негабаритних шматків матеріа U 2 (11) 1 3 металу. ["Производство продукции цеха переработки шлаков и отходов производства". Технологическая инструкция ТИ 227-ПШ-01-2001, затверджена 07.05.2001 технічним директором ВАТ ММК ім.Ілліча. Проект №АД963-00.00.000 "Дробильносортувальна установка ДСУ-1 ВАТ "ММК ім.Ілліча"], взята за прототип. Вище вказана установка виконує переробку зварювального шлаку та окалини шляхом використання двох взаємовиключних технологічних процесів: 1) переробку зварювального шлаку (шляхом дроблення й розсіву на фракції 0...20мм й 20...100мм із наступною сепарацією магнітної складової; 2) переробку окалини шляхом розсіву на фракції й відділення доменного присаду від магнітної складової. При роботі відомої дробильне-сортувальної установки неможливо змінити технології без значних витрат часу на переналагодження устаткування, відсутня механізація скидання негабаритних шматків матеріалу зі стаціонарної калібрувальної решітки та неможливо регулювання продуктивності роботи устаткування. При переході з переробки зварювального шлаку на окалину необхідно багато витрати часу на розвід щік щокової дробарки для того, щоб окалина поступала на розсів без дроблення. А при переробки зварювального шлаку на фракцію 0-20мм, яка необхідна як сировина для аглофабрики, вихід цього матеріалу недостатньо, так як немає можливості дробити відсів матеріалу до фракції 20 - і більш мм. В основу корисної моделі поставлено задачу удосконалити конструкцію дробильносортувальної установки, в якої шляхом модернізації привода каретного живильника, який дасть можливість регулювати частоту оборотів його в широкому діапазоні та встановлення в приймальний бункер різноманітних, по розміру вічок, знімних калібрувальних решіток, оснащення установки заслінкою режимів та системою стрічкових конвеєрів. За рахунок цього збільшується к.к.д. дробильно-сортувальної установки, її продуктивність та економічність. Поставлена задача вирішується тим, що в дробильне-сортувальній установки, яка містить заїзну естакаду з відбійною стінкою, опорну основу, приймальний бункер з калібрувальною решіткою 400×400мм, каретний живильник з електромеханічним приводом, шиберний затвор, приймальний стрічковий конвеєр з електромагнітним сепаратором, похилий лоток для скидання металу убік, щокову дробарку з захисною заслінкою запобіжною, вібраційних грохот зі змінними ситами, відвідний стрічковий конвеєр і лоток для скидання металу. Відповідно до корисної моделі у приймальний бункер додатково встановлюють дві калібрувальні решітки з розміром вічка 320×360мм та 150×150мм, причому всі калібрувальні решітки зроблено знімними, а приймальний бункер обладнано механізмом скидання негабаритних шматків матеріалу, який складається з лебідки, барабана та системи канатів і блоків, при цьому каретний живильник обладнано електромеханічним приводом з частотним перетворювачем. Над щоковою 29863 4 дробаркою під верхню частину приймального стрічкового конвеєра СК №1 встановлюють заслінку режимів зі сковзалом та скидачем шматків матеріалу, а під щоковою дробаркою встановлюють стрічковий конвеєр СК №2 під верхню частину якого розміщують вібраційний грохот зі змінними ситами. Під вібраційним грохотом зі змінними ситами, в зоні відсіву великої фракції 10мм і більш, встановлюють реверсивний стрічковий конвеєр, а під ним з одного боку розміщують відвідний стрічковий конвеєр СК №4 окалини або зварювального шлаку фракцією 10-100мм над яким розміщують електромагнітний сепаратор МС№3 конвеєрного типу, причому з другого боку реверсивного стрічкового конвеєра розміщено стрічковий конвеєр СК №3 для зварювального шлаку фракцією 10-75мм з електромагнітним сепаратором МС№2 конвеєрного типу, який розташовують над ним. Причому під верхню частину стрічкового конвеєра СК №3 встановлюють конусну дробарку до якої приєднують відвідний стрічковий конвеєр СК №5 зварювального шлаку або окалини фракцією 0-10мм, а під вібраційним грохотом зі змінними ситами, в зоні відсіву малої фракції 0-10мм, розміщують малий стрічковий конвеєр, який приєднують другим кінцем до відвідного стрічкового конвеєру СК №5. Використання запропонованої конструкції дробильно-сортувальної установки зі знімними калібрувальними решітками, яки мають різні розміри вічок, дозволить підвищити технологічні властивості установки при почергової переробки різноманітних матеріалів( зварювального шлаку, окалини) з різними фракціями, за рахунок підбору розміру вічок калібрувальних решіток. Оснащення каретного живильника електромеханічним приводом з частим перетворювачем дозволить оперативно регулювати продуктивність запропонованої установки, а це не дає можливості їй перевантажиться, і тим самим виключить можливість аварійного простою по причині забивки агрегатів установки. Використання заслінки режимів дозволить переходити з одного технологічного процесу роботи установки до другої (зварювальний шлак ® окалина) без виконання операції, зв'язаною з розведенням щік щокової дробарки, а це скорочує час простою технологічних процесів. Установка механізму скидання негабаритних шматків матеріалу з приймального бункера дозволить виконувати очистку калібрувальних решіток без використання кранової естакади з грейферним краном, що веде до виключення затрат на обслуговування та наладку установки. Обладнання установки двома відвідними стрічковими конвеєрами СК №4 та СК №5 дозволить водночас вести завантаження переробленого матеріалу в дві ємності або на дві машини, а установка конусної дробарки дозволить виконати повну переробку зварювального шлаку до фракції 0-20мм, що збільшує вихід сировини, яка поступає на аглофабрику. Всі вище перечисленні ознаки забезпечують високу продуктивність запропонованої установки, її надійність в роботі, а також розширює діапазон перероблених і отриманих за результатами переробки матеріалів. Знижує собівартість та збільшує 5 вихід матеріалів, яки використовують в якості додаткової сировини в металургійному виробництві. Суть запропонованої корисної моделі пояснюється кресленням, на якому зображений загальний вид дробильне-сортувальної установки. Дробильно-сортувальна установка містить заїзну естакаду з відбійною стінкою (1), конструкція якої забезпечує в'їзд автомобілів "БеЛАЗ" вантажопідйомністю 30т; приймальний бункер (2) ємністю 20м обладнаний трьома змінними калібрувальними решітками з різним розміром вічка 400×400мм, 360×320мм та 150×150мм, яки змінюють в залежності від технологічного процесу. Кожна із трьох стінок приймального бункера (2) обладнано вібролистом з електромеханічним вібратором, а бічні стінки футеровані панцирними листами за допомогою болтових з'єднань. Приймальний бункер (2) обладнано механізмом скидання великих шматків зварювального шлаку та окалини, який складається із лебідки, барабану та системи канатів і блоків (на Фіг.1 не зображено). Механізм скидання забезпечує поворот встановленої калібрувальної решітки зі шматками матеріалу, розмір якого перевищує розмір вічка встановленої калібрувальної решітки, а знизу приймального бункера (2) встановлено каретний живильник (3) з електромеханічним приводом, який регулюється частотним перетворювачем. Нижня внутрішня частина каретного живильника (3) футерована панцирним листом, який знімається, а під каретним живильником (3) встановлено приймальний стрічковий конвеєр СК №1 (4) з шириною стрічки 1000мм; між каретним живильником (3) та приймальним стрічковим конвеєром СК№1 (4) встановлено шиберний затвор (5), який обмежує потік матеріалу з приймального бункера (2) на приймальний стрічковий конвеєр СК№1 (4). Конструкція шиберного затвору (5) забезпечує можливість регулювання зазору між стрічкою приймального стрічкового конвеєра СК №1 (4) та заслінкою шиберного затвора (5) в межах від 380мм до 630мм. Перед приводною станцією приймального стрічкового конвеєра СК №1 (4) над щоковою дробаркою (9) встановлено захисну заслінку запобіжну (6), яка у піднятому положенні пропускає весь матеріал, що транспортується по приймальному стрічковому конвеєру СК №1 (4). В опущеному положенні захисна заслінка запобіжна (6) забезпечує скидання великих шматків матеріалу на нульову відмітку, обминаючи щокову дробарку (9), технічні характеристики якої забезпечують переробку зварювального шлаку з вихідною фракцією до 400мм, до фракції 100мм і менш, із продуктивністю до 100т/годину. Привод захисної заслінки запобіжної (6) - електромеханічний. Над приймальним стрічковим конвеєром СК №1 (4) розташовано магнітний сепаратор МС №1 (7) конвеєрного типу, який забезпечує відділення феромагнітних шматків матеріалу, що перероблюють, яки рухаються по стрічки приймального стрічкового конвеєра СК №1 (4), а над щоковою дробаркою (9) під верхню частину приймального стрічкового конвеєра СК№1 (4) встановлено заслінку режимів (8) з електромеханічним приводом, котра забезпечує розподіл подачі матеріалів для переробки. Під щокову дро 29863 6 барку (9) встановлено стрічковий конвеєр СК №2 (10) який забезпечує прийом окалини фракцією 0...150мм із заслінки режимів (8) або роздробленого зварювального шлаку фракцією 0...100мм із щокової дробарки (9). Для розсіву зварювального шлаку, який перероблюють, або окалини на фракції 0...10мм та 10мм і більше під верхню частину стрічкового конвеєру СК №2 (10) встановлено вібраційний грохот (11) зі змінними ситами. Під вібраційним грохотом (11) зі змінними ситами, в зоні відсіву великої фракції 10 і більш мм, встановлено реверсивний стрічковий конвеєр (12) з одного боку якого розміщено відвідний стрічковий конвеєр СК №4 (13) для окалини або зварювального шлаку фракцією 10...100мм, а з другого боку реверсивного стрічкового конвеєра (12) встановлено стрічковий конвеєр СК№3 (15) для зварювального шлаку фракцією 10-75мм, над ним розміщено магнітний сепаратор МС №2 (16) конвеєрного типу який забезпечує відділення великих шматків зварювального шлаку, що рухаються по стрічковому конвеєру СК №3 (15). Над відвідним стрічковим конвеєром СК №4 (13) розміщено магнітний сепаратор МС №3 (18) конвеєрного типу. Під вібраційним грохотом (11), у зоні відсівання дрібної фракції 10 і менш мм, розміщено малий стрічковий конвеєр (14). Відділений зварювальний шлак транспортується по стрічці конвеєра магнітного сепаратора МС №2 (16) до сковзала й далі по ньому до місця скидання на нульову відмітку. Великі шматки зварювального шлаку фракцією 10...75мм зі стрічкового конвеєра СК №3 (15) подаються у конусну дробарку (17) яка встановлена під його верхню частину. Під конусною дробаркою (17) встановлено відвідний стрічковий конвеєр СК №5 (19). Дробильно-сортувальна установка працює таким чином. В залежності від виробничого завдання, запропонована установка забезпечує три наступних технологічних процеси переробки матеріалів: 1) переробка окалини; 2) переробка зварювального шлаку до фракції 0...10мм; 3) переробка зварювального шлаку до двох фракцій 0...10мм та 10...100мм; Алгоритми роботи установки наступний. Переробка окалини. В приймальному бункері (2) встановлюють знімну калібрувальну решітку з розміром вічка 150×150мм. Положення заслінки режимів (8) повинне забезпечувати надходження окалини з приймального стрічкового конвеєра СК №1 (4) на стрічковий конвеєр СК №2 (10), обминаючи щокову дробарку (9). Напрямок руху стрічки конвеєра реверсивного (12) повинен забезпечувати надходження великої фракції окалини - 10мм і більше з віброгрохоту (11) на відвідний стрічковий конвеєр СК№4 (13). Стрічковий конвеєр СК №3 (15), щокова дробарка (9) та конусна дробарка (17), а також магнітний сепаратор МС №1 (7) конвеєрного типу та магнітний сепаратор МС №2 (16) конвеєрного типу не працюють. Магнітний сепаратор МС №3 (18) конвеєрного типу забезпечує відділення великих шматків окалини, яки рухаються по відвідному стрічковому конвеєру СК №4 (13). Відділена ока 7 лина транспортується по стрічки магнітного сепаратора МС № 3(18) конвеєрного типу до сковзала і далі по ньому до місця скидання на нульову відмітку. Окалина завантажується в приймальний бункер (2) з кузова "БелАЗа", який знаходиться в той час на заїзній естакаді (1). Великі шматки окалини (більше 150мм), що залишилися на змінній калібрувальній решітці з розміром вічка 150×150мм скидаються по жолобу поворотом калібрувальної решітки з розміром вічка 150×150мм до нульової відмітки та вивозиться для подальшої переробки. Окалина з прийомного бункера (2) подається на приймальний стрічковий конвеєр СК №1 (4), транспортується ним до захисної заслінки запобіжної (6) й через неї (обминаючи щокову дробарку (9)) на стрічковий конвеєр СК №2 (10), який транспортує окалину до віброгрохоту (11). Відділена на віброгрохоті (11) дрібна фракція окалини (0...10мм) потрапляє на малий стрічковий конвеєр (14), і далі по ньому на відвідний стрічковий конвеєр СК №5 (19), транспортується по ньому до місця скидання на нульову відмітку. Відділена на віброгрохоті (11) велика фракція окалини 10мм і більше, потрапляє на стрічку реверсивного конвеєра (12) й далі по ньому на відвідний стрічковий конвеєр СК №4 (13) та транспортується по ньому до магнітного сепаратору МС №3 (18) конвеєрного типу і далі до місця скидання на нульову відмітку. Переробка зварювального шлаку (фракції 0...10мм). На прийомному бункері (2) встановлюють змінну калібрувальну решітку з розміром вічка 320×360мм. Положення захисної заслінки запобіжної (6) встановлюють так, щоб зварювальний шлак потрапляв до щокової дробарки (9). Щокова дробарка (9) настроєна на переробку зварювального шлаку до фракції 0...75мм. Напрямок руху стрічки реверсивного конвеєра (12) забезпечує надходження зварювального шлаку великої фракції (10...75) на стрічковий конвеєр СК №3 (15), а відвідний стрічковий конвеєр СК №4 (13) та магнітний сепаратор МС№3 (18) конвеєрного типу вимкнено. Зварювальний шлак завантажується в прийомний бункер (2) з кузова "БелАЗа". Великі шматки зварювального шлаку (більше 400мм) скидаються на нульову відмітку. Алгоритм переробки є аналогічним алгоритму переробки окалини. Зварювальний шлак транспортується за допомогою приймального стрічкового конвеєра СК №1 (4), через захисну заслінку запобіжну (6) попадає в щокову дробарку (9). Із щоко 29863 8 вої дробарки (9) зварювальний шлак подрібнений до фракції 0...75мм транспортується стрічковим конвеєром СК №2 (10) до вібраційного грохоту (11). Відділена на вібраційному грохоті (11) фракція зварювального шлаку 0...10мм, потрапляє на малий стрічковий конвеєр (14), звідки транспортується на відвідний стрічковий конвеєр СК №5 (19) і далі по ньому до місця скидання на нульову відмітку. Відділена на вібраційному грохоті (11) велика фракція зварювального шлаку (10...75мм), потрапляє на стрічку реверсивного конвеєра (12) й далі по ньому на стрічковий конвеєр СК№3 (15), транспортується по ньому до конусної дробарки (17). Подрібнений на конусній дробарці (17) зварювальний шлак фракції 0...10мм з неї потрапляє на відвідний стрічковий конвеєр СК №5 (19) і далі до місця скидання. Переробка зварювального шлаку з одержанням двох фракцій: 0...10мм та 10...100мм. Вихідний стан запропонованої установки відрізняється від стану під час переробки зварювального шлаку до фракції 0...10мм тим, що щокова дробарка (9) настроєна на переробку зварювального шлаку до фракції 100мм. Напрямок руху стрічки реверсивного конвеєра (12) забезпечує надходження великої фракції зварювального шлаку (10...100мм) на відвідний стрічковий конвеєр СК №4 (13) і транспортування до місця скидання на нульову відмітку. При цьому стрічковий конвеєр СК №3 (15), магнітний сепаратор МС №2 (16) конвеєрного типу та конусна дробарка (17) не працюють. Окалина та зварювальний шлак дрібних фракцій (фракція 0...10мм) мають одне місце скидання. Перехід від одного технологічного процесу до іншого здійснюється за умовою повного звільнення агрегатів запропонованої установки та місць нагромадження матеріалів попереднього технологічного процесу. Використання дробильносортувальної установки дає можливість одержувати: - зварювальний шлак - роздроблений і розділений по фракціях: 1) 0...10мм; 2) 10...100мм; 3) за допомогою магнітних сепараторів відділюють складову частину матеріалів з вираженими металевими властивостями, - окалина: 1) 0...10мм; 2) 10...100мм. 9 Комп’ютерна верстка А. Рябко 29863 Підписне 10 Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюCrushing and sorting plant
Автори англійськоюBoiko Volodymyr Semenovych, Klymanchuk Vladyslav Vladyslavovych, Arikh Serhii Heorhiovych, Ivashyna Volodymyr Volodymyrovych, Yudin Oleksandr Pavlovych, Shebanits Eduard Mykolaiovych, Savoschenko Oleksandr Volodymyrovych, Hulenkov Borys Viktorovych, Trostianetskyi Oleh Bronislavovych, Sydorov Serhii Mykhailovych, Taranuha Andrii Dmytrovych, Yermashov Ihor Oleksandrovych
Назва патенту російськоюДробильно-сортировочная установка
Автори російськоюБойко Владимир Семенович, Климанчук Владислав Владиславович, Арих Сергей Георгиевич, Ивашина Владимир Владимирович, Юдин Александр Павлович, Шебаниц Эдуард Николаевич, Савощенко Александр Владимирович, Гуленков Борис Викторович, Тростянецкий Олег Брониславович, Сидоров Сергей Михайлович, Тарануха Андрей Дмитриевич, Ермашов Игорь Александрович
МПК / Мітки
МПК: B03B 9/00
Мітки: установка, дробильно-сортувальна
Код посилання
<a href="https://ua.patents.su/5-29863-drobilno-sortuvalna-ustanovka.html" target="_blank" rel="follow" title="База патентів України">Дробильно-сортувальна установка</a>
Дробильно-закладна установка
Номер патенту: 4471
Опубліковано: 27.12.1994
Автори: Вакуленко Василь Григорович, Іцкович Светлан Наумович, Бужин Микола Кирилович
МПК: E21F 15/10
Мітки: установка, дробильно-закладна
Формула / Реферат:
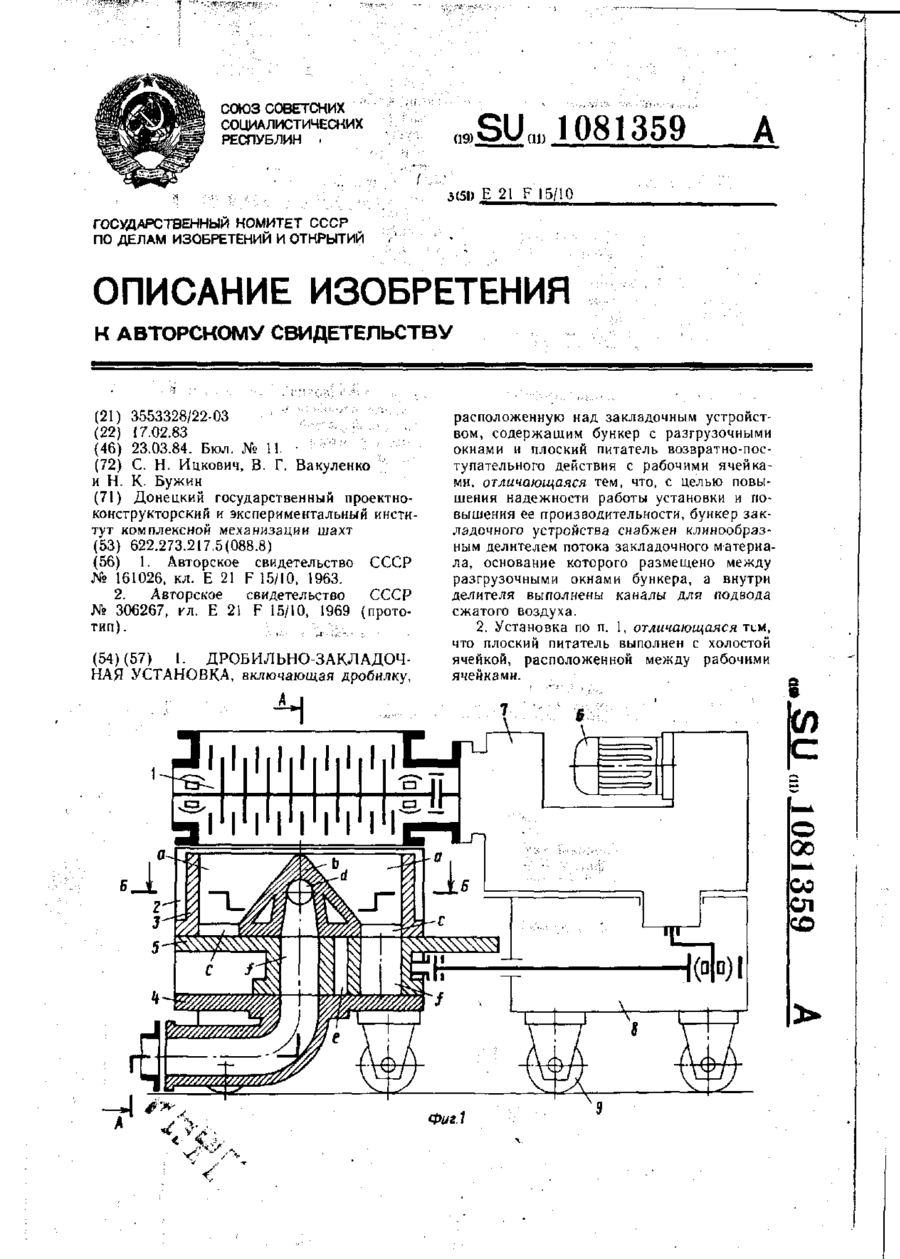
1. Дробильно-закладочная установка, включающая дробилку, расположенную над закладочным устройством, содержащим бункер с разгрузочными окнами и плоский питатель возвратно-поступательного действия с рабочими ячейками, отличающаяся тем, что, с целью повышения надежности работы установки и повышения ее производительности, бункер закладочного устройства снабжен клинообразным делителем потока закладочного материала, основание которого...
Дробильно-закладувальна установка
Номер патенту: 15032
Опубліковано: 30.06.1997
Автори: Іцкович Светлан Наумович, Ольховський Олег Володимирович
МПК: E21F 15/10
Мітки: дробильно-закладувальна, установка
Текст:
...делителя потока бункера и расположенной под ним ячейки питателя. На фиг.1 изображен общий вид дробильнозакладочной установки с необходимыми разрезами для наиболее информативного показа сущности технического решения; на фиг.2 - поперечный разрез закладочного устройства с расположенной над ним дробилкой. Дробильно-закладочная установка представляет собой взрывобезопасную дробилку 1, установленную над закладочным устройством, состоящим из...
Машина для реконструкції рейкової колії

Номер патенту: 73105
Опубліковано: 15.06.2005
Автори: Тойрер Йозеф, Бруннінгер Манфред
МПК: E01B 29/00
Мітки: колії, машина, реконструкції, рейкової
Формула / Реферат:
1. Машина для реконструкції рейкової колії (4), яка має шпалоприймальний пристрій (43) для приймання старих шпал (3), пристрій для укладання шпал (21), призначений для укладання нових шпал (3), збиральний пристрій (11) з розвантажувальним кінцем (15), розташований позаду шпалоприймального пристрою (43) та призначений для приймання щебеню, і стрічковий транспортувальний пристрій (17) для подання щебеню до кінця машини (33), де знаходиться...
Установка подвійної сепарації
Номер патенту: 71229
Опубліковано: 15.11.2004
Автори: Івашина Володимир Володимирович, Скляренко Віталій Олексійович, Тарануха Андрій Дмитрович, Зенаєв Ігор Юрійович, Сопутняк Леонід Вікторович, Кирильченко Петро Миколайович, Широколава Анатолій Іванович, Гуленков Борис Вікторович, Ермашов Ігор Олександрович
МПК: B03C 1/08
Мітки: подвійної, установка, сепарації
Формула / Реферат:
1. Установка подвійної сепарації, яка містить заїзну естакаду, опорну основу, приймальний бункер з калібрувальною решіткою, каретковий живильник із шиберним затвором, два стрічкових конвеєри з електромагнітними сепараторами, щокову дробарку з захисним лотком, два лотки для скидання металу, нагромаджувальні контейнери, яка відрізняється тим, що установка виконана мобільною з двох модулів, кожен з яких встановлено на пересувну опорну основу...
Установка для переробки відвальних шлаків
Номер патенту: 15114
Опубліковано: 15.06.2006
Автори: Морунов Володимир Генадійович, Тіхонов Ігор Юрійович
МПК: B03B 9/04
Мітки: переробки, шлаків, установка, відвальних
Формула / Реферат:
Установка для переробки відвальних шлаків, що містить приймальний бункер з решіткою, живильник, транспортер, залізовідділювачі, накопичувач кінцевих продуктів, яка відрізняється тим, що вона обладнана регуляторами швидкості транспортерних стрічок, грохотом з підситками для кріплення прогумованих сит, окремими транспортерами для залізовмісних і немагнітних продуктів, при цьому решітка виконана двоскатною з можливістю зміни кута нахилу і...
Попередній патент: Спосіб прогнозування перебігу захворювання у хворих на злоякісні неепітеліальні пухлини молочної залози
Наступний патент: Система постійного повного приводу з напівавтоматичним включенням мостів
Випадковий патент: Компенсаційний спосіб вимірювання електричного опору