Спосіб виготовлення щитових меблів
Формула / Реферат
1. Спосіб виготовлення щитових меблів, який полягає в тому, що меблі складають з попередньо підготовлених деталей, з'єднують суміжні площини елементами кріплення та закріплюють елементи фурнітури, який відрізняється тим, що проектують та виготовляють з цупкого гнучкого матеріалу товщиною 3 - 10мм плоску розгортку майбутнього об'ємного виробу з фігурними виступами на краях та прорізами, наносять на одній з сторін розгортки зображення ліній розрізів та згинів і декоративні зображення на другій її стороні, розрізають матеріал вздовж ліній розрізів, згинають розгортку вздовж ліній згинів і вводять фігурні виступи в відповідні фігурні прорізи на інших площинах отриманного таким чином об'ємного виробу.
2. Спосіб по п.1, який відрізняється тим, що на одну з сторін розгортки наносять варіанти зображень ліній згинів, розрізів і місць прорізів, а розріз її вздовж ліній розрізів, прорізання прорізів, згин розгортки вздовж ліній згинів та складання меблів виконується користувачем безпосередньо на місці використання по одному з передбачених виготовником варіантів, вибраному користувачем.
Текст
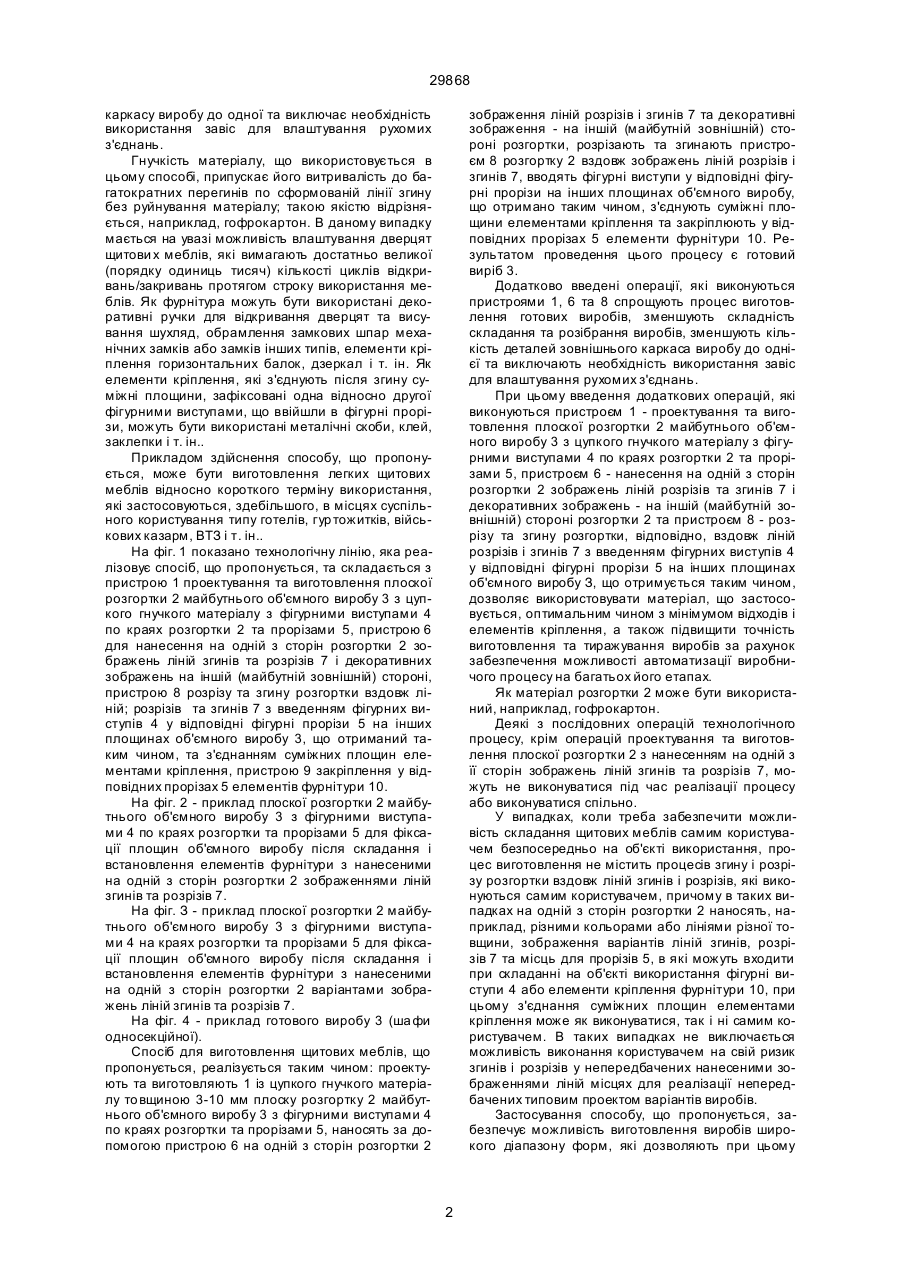
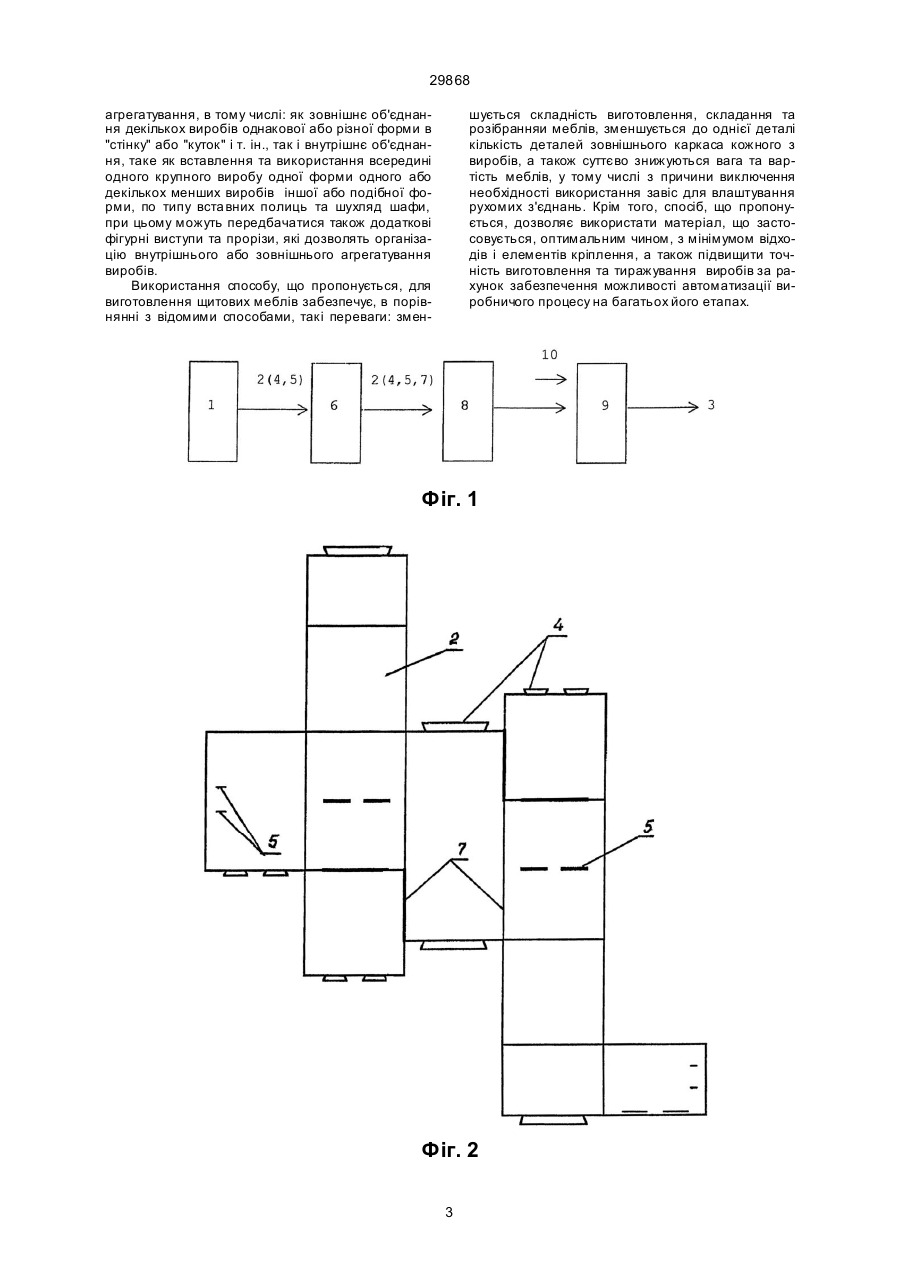
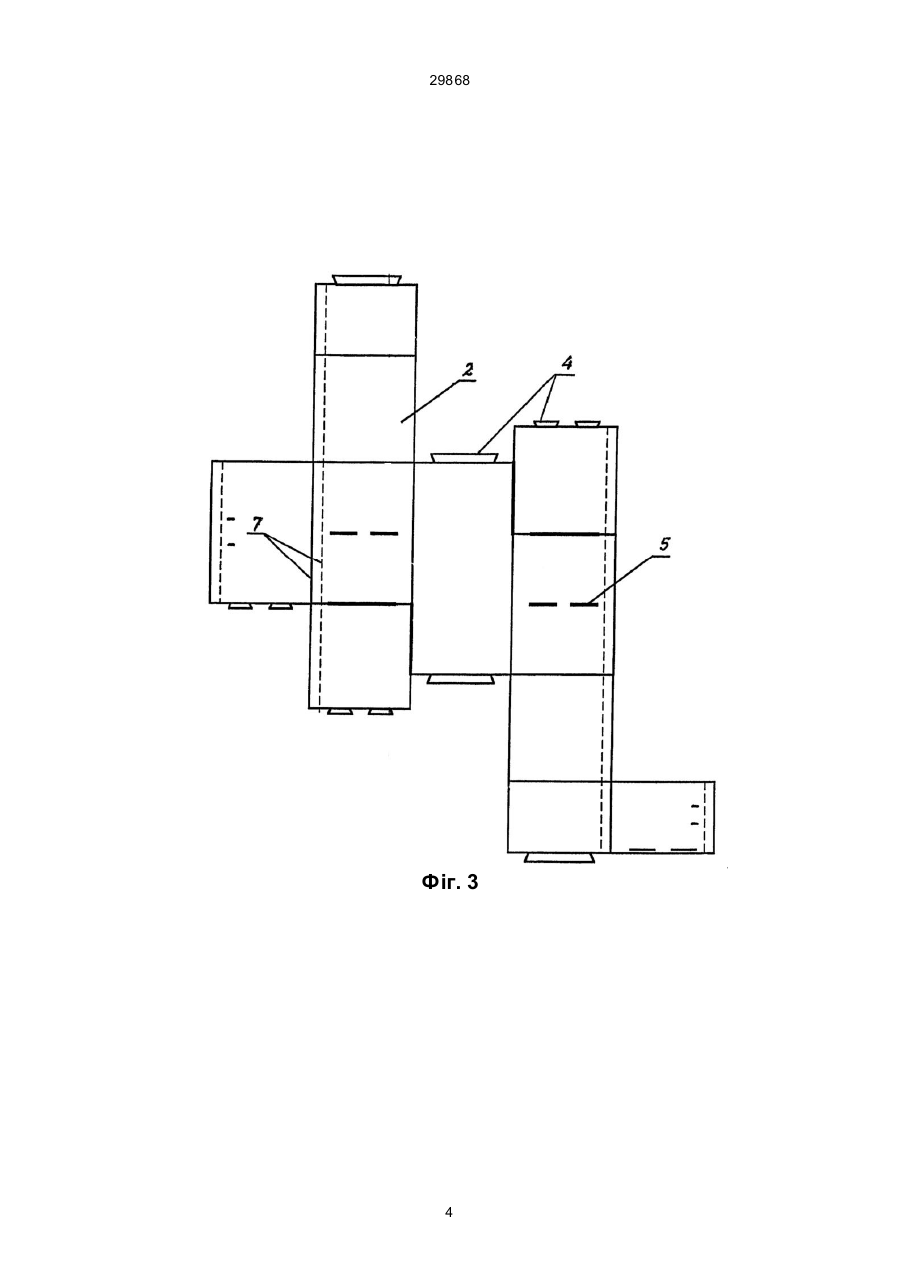
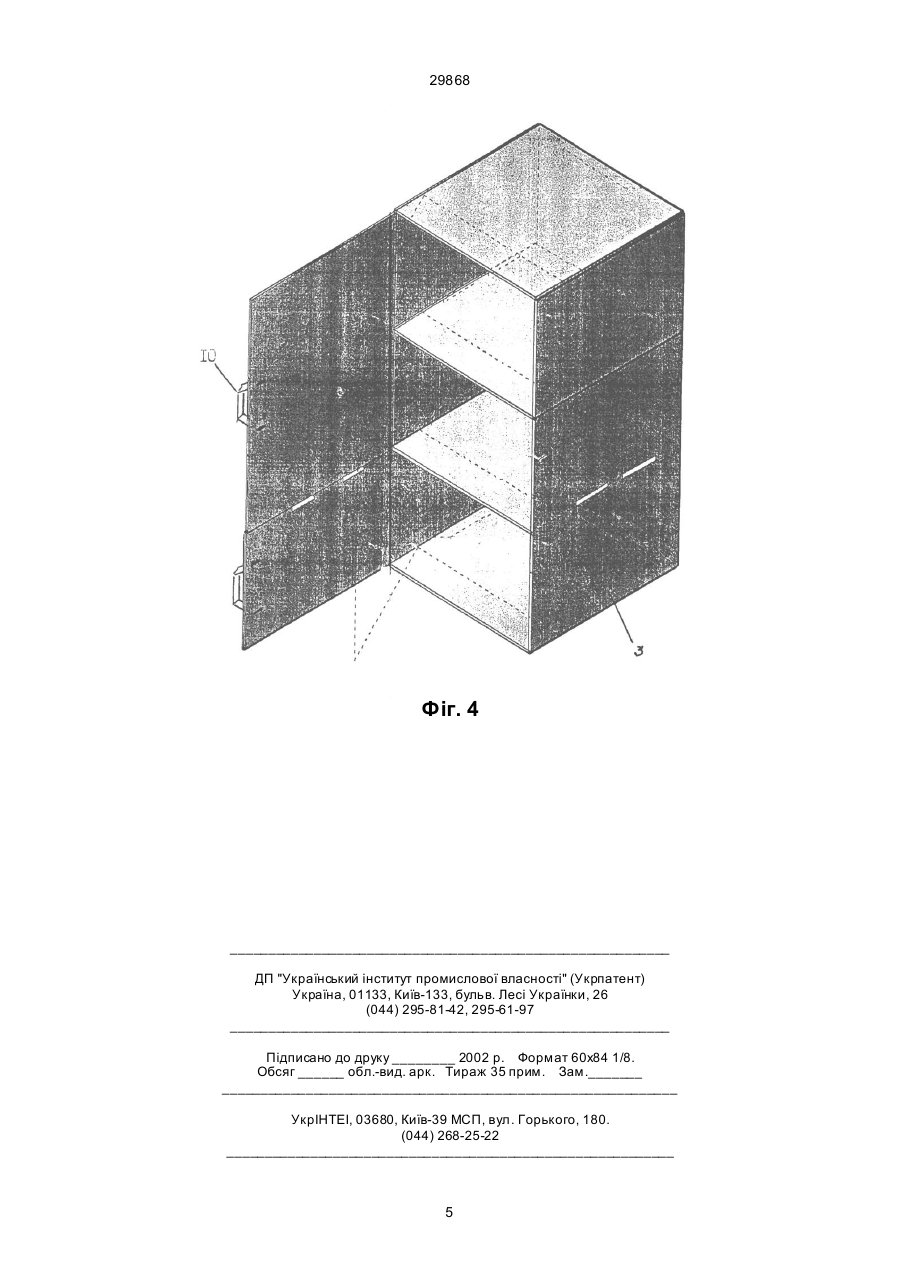
1. Спосіб виготовлення щитових меблів, який полягає в тому, що меблі складають з попередньо підготовлених деталей, з'єднують суміжні площини елементами кріплення та закріплюють елементи фурнітури, який відрізняє ться тим, що проектують та виготовляють з цупкого гнучкого матеріалу товщиною 3-10 мм плоску розгортку майбутнього 29868 каркасу виробу до одної та виключає необхідність використання завіс для влаштування рухомих з'єднань. Гнучкість матеріалу, що використовується в цьому способі, припускає його витривалість до багатократних перегинів по сформованій лінії згину без руйнування матеріалу; такою якістю відрізняється, наприклад, гофрокартон. В даному випадку мається на увазі можливість влаштування дверцят щитови х меблів, які вимагають достатньо великої (порядку одиниць тисяч) кількості циклів відкривань/закривань протягом строку використання меблів. Як фурнітура можуть бути використані декоративні ручки для відкривання дверцят та висування шухляд, обрамлення замкових шпар механічних замків або замків інших типів, елементи кріплення горизонтальних балок, дзеркал і т. ін. Як елементи кріплення, які з'єднують після згину суміжні площини, зафіксовані одна відносно другої фігурними виступами, що ввійшли в фігурні прорізи, можуть бути використані металічні скоби, клей, заклепки і т. ін.. Прикладом здійснення способу, що пропонується, може бути виготовлення легких щитових меблів відносно короткого терміну використання, які застосовуються, здебільшого, в місцях суспільного користування типу готелів, гур тожитків, військових казарм, ВТЗ і т. ін.. На фіг. 1 показано технологічну лінію, яка реалізовує спосіб, що пропонується, та складається з пристрою 1 проектування та виготовлення плоскої розгортки 2 майбутнього об'ємного виробу 3 з цупкого гнучкого матеріалу з фігурними виступами 4 по краях розгортки 2 та прорізами 5, пристрою 6 для нанесення на одній з сторін розгортки 2 зображень ліній згинів та розрізів 7 і декоративних зображень на іншій (майбутній зовнішній) стороні, пристрою 8 розрізу та згину розгортки вздовж ліній; розрізів та згинів 7 з введенням фігурних виступів 4 у відповідні фігурні прорізи 5 на інших площинах об'ємного виробу 3, що отриманий таким чином, та з'єднанням суміжних площин елементами кріплення, пристрою 9 закріплення у відповідних прорізах 5 елементів фурнітури 10. На фіг. 2 - приклад плоскої розгортки 2 майбутнього об'ємного виробу 3 з фігурними виступами 4 по краях розгортки та прорізами 5 для фіксації площин об'ємного виробу після складання і встановлення елементів фурнітури з нанесеними на одній з сторін розгортки 2 зображеннями ліній згинів та розрізів 7. На фіг. З - приклад плоскої розгортки 2 майбутнього об'ємного виробу 3 з фігурними виступами 4 на краях розгортки та прорізами 5 для фіксації площин об'ємного виробу після складання і встановлення елементів фурнітури з нанесеними на одній з сторін розгортки 2 варіантами зображень ліній згинів та розрізів 7. На фіг. 4 - приклад готового виробу 3 (ша фи односекційної). Спосіб для виготовлення щитових меблів, що пропонується, реалізується таким чином: проектують та виготовляють 1 із цупкого гнучкого матеріалу то вщиною 3-10 мм плоску розгортку 2 майбутнього об'ємного виробу 3 з фігурними виступами 4 по краях розгортки та прорізами 5, наносять за допомогою пристрою 6 на одній з сторін розгортки 2 зображення ліній розрізів і згинів 7 та декоративні зображення - на іншій (майбутній зовнішній) стороні розгортки, розрізають та згинають пристроєм 8 розгортку 2 вздовж зображень ліній розрізів і згинів 7, вводять фігурні виступи у відповідні фігурні прорізи на інших площинах об'ємного виробу, що отримано таким чином, з'єднують суміжні площини елементами кріплення та закріплюють у відповідних прорізах 5 елементи фурнітури 10. Результатом проведення цього процесу є готовий виріб 3. Додатково введені операції, які виконуються пристроями 1, 6 та 8 спрощують процес виготовлення готових виробів, зменшують складність складання та розібрання виробів, зменшують кількість деталей зовнішнього каркаса виробу до однієї та виключають необхідність використання завіс для влаштування рухомих з'єднань. При цьому введення додаткових операцій, які виконуються пристроєм 1 - проектування та виготовлення плоскої розгортки 2 майбутнього об'ємного виробу 3 з цупкого гнучкого матеріалу з фігурними виступами 4 по краях розгортки 2 та прорізами 5, пристроєм 6 - нанесення на одній з сторін розгортки 2 зображень ліній розрізів та згинів 7 і декоративних зображень - на іншій (майбутній зовнішній) стороні розгортки 2 та пристроєм 8 - розрізу та згину розгортки, відповідно, вздовж ліній розрізів і згинів 7 з введенням фігурних виступів 4 у відповідні фігурні прорізи 5 на інших площинах об'ємного виробу З, що отримується таким чином, дозволяє використовувати матеріал, що застосовується, оптимальним чином з мінімумом відходів і елементів кріплення, а також підвищити точність виготовлення та тиражування виробів за рахунок забезпечення можливості автоматизації виробничого процесу на багатьох його етапах. Як матеріал розгортки 2 може бути використаний, наприклад, гофрокартон. Деякі з послідовних операцій технологічного процесу, крім операцій проектування та виготовлення плоскої розгортки 2 з нанесенням на одній з її сторін зображень ліній згинів та розрізів 7, можуть не виконуватися під час реалізації процесу або виконуватися спільно. У випадках, коли треба забезпечити можливість складання щитових меблів самим користувачем безпосередньо на об'єкті використання, процес виготовлення не містить процесів згину і розрізу розгортки вздовж ліній згинів і розрізів, які виконуються самим користувачем, причому в таких випадках на одній з сторін розгортки 2 наносять, наприклад, різними кольорами або лініями різної товщини, зображення варіантів ліній згинів, розрізів 7 та місць для прорізів 5, в які можуть входити при складанні на об'єкті використання фігурні виступи 4 або елементи кріплення фурнітури 10, при цьому з'єднання суміжних площин елементами кріплення може як виконуватися, так і ні самим користувачем. В таких випадках не виключається можливість виконання користувачем на свій ризик згинів і розрізів у непередбачених нанесеними зображеннями ліній місцях для реалізації непередбачених типовим проектом варіантів виробів. Застосування способу, що пропонується, забезпечує можливість виготовлення виробів широкого діапазону форм, які дозволяють при цьому 2 29868 агрегатування, в тому числі: як зовнішнє об'єднання декількох виробів однакової або різної форми в "стінку" або "куток" і т. ін., так і внутрішнє об'єднання, таке як вставлення та використання всередині одного крупного виробу одної форми одного або декількох менших виробів іншої або подібної форми, по типу вста вних полиць та шухляд шафи, при цьому можуть передбачатися також додаткові фігурні виступи та прорізи, які дозволять організацію внутрішнього або зовнішнього агрегатування виробів. Використання способу, що пропонується, для виготовлення щитових меблів забезпечує, в порівнянні з відомими способами, такі переваги: змен шується складність виготовлення, складання та розібранняи меблів, зменшується до однієї деталі кількість деталей зовнішнього каркаса кожного з виробів, а також суттєво знижуються вага та вартість меблів, у тому числі з причини виключення необхідності використання завіс для влаштування рухомих з'єднань. Крім того, спосіб, що пропонується, дозволяє використати матеріал, що застосовується, оптимальним чином, з мінімумом відходів і елементів кріплення, а також підвищити точність виготовлення та тиражування виробів за рахунок забезпечення можливості автоматизації виробничого процесу на багатьох його етапах. Фіг. 1 Фіг. 2 3 29868 Фіг. 3 4 29868 Фіг. 4 __________________________________________________________ ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97 __________________________________________________________ Підписано до друку ________ 2002 р. Формат 60х84 1/8. Обсяг ______ обл.-вид. арк. Тираж 35 прим. Зам._______ ____________________________________________________________ УкрІНТЕІ, 03680, Київ-39 МСП, вул. Горького, 180. (044) 268-25-22 ___________________________________________________________ 5
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod to make panel furniture
Автори англійськоюScherbakov Oleksandr Stepanovych
Назва патенту російськоюСпособ изготовления щитовой мебели
Автори російськоюЩербаков Александр Степанович
МПК / Мітки
МПК: A47B 87/00, A47B 43/00, A47B 45/00
Мітки: спосіб, виготовлення, меблів, щитових
Код посилання
<a href="https://ua.patents.su/5-29868-sposib-vigotovlennya-shhitovikh-mebliv.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення щитових меблів</a>
Спосіб інкрустації щитових елементів
Номер патенту: 4423
Опубліковано: 27.12.1994
Автори: Прудников Петро Герасимович, Фрідлянд Михайло Ізраілевич, Гордієнко Володимир Васильович
МПК: B44C 1/00
Мітки: інкрустації, спосіб, щитових, елементів
Формула / Реферат:
1. Способ инкрустации щитовых элементов, заключающийся в нанесении на щит клея, последовательном послойном укладывании его на поверхность декоративного инкрустирующего элемента и облицовочного шпона, последующем горячем прессовании пакета, выдержке и шлифовании наружной поверхности облицовочного шпона до проявления на нем декоративного элемента,отличающийся тем, что, с целью повышения качества, перед прессованием поверхностный слой шпона...
Спосіб облицювання кромок щитових меблевих деталей штучною шкірою
Номер патенту: 9139
Опубліковано: 30.09.1996
Автори: Качан Віктор Федорович, Дячун Зеновій Йосафатович, Проданчук Борис Іванович
МПК: A47B 13/08
Мітки: деталей, штучною, меблевих, шкірою, кромок, щитових, спосіб, облицювання
Формула / Реферат:
1. Способ облицовывания кромок щитовых мебельных деталей искусственной кожей, включающий округление углов между поверхностями кромки и каждой из пластей и крепление кромки кожи в пазу, отличающийся тем, что, с целью улучшения защитно-декоративных качеств щитовых мебельных деталей, пазы для крепления кромок кожи выполняют на предварительно облицованных обеих пластях детали на одном расстоянии от кромки детали, наносят клей по профилю и в...
Спосіб декорування кромок прорізів дверей меблів
Номер патенту: 4422
Опубліковано: 27.12.1994
Автори: Прудников Петро Герасимович, Гордієнко Володимир Васильович, Вайсберг Самуіл Ісакович
МПК: B44C 5/00
Мітки: дверей, декорування, прорізів, меблів, кромок, спосіб
Формула / Реферат:
Способ декорирования кромок проемов дверей мебели, заключающийся в образовании на лицевой поверхности двери кромок проема, их декорировании и последующем образовании кромок проема на тыльной поверхности двери, отличающийся тем, что, с целью повышения производительности труда и качества мебели, образование на лицевой поверхности двери кромок проема и их декорирование осуществляют одновременно посредством прессования и тиснения.
Конструкція книжково-журнальної обкладинки і спосіб її виготовлення
Номер патенту: 25601
Опубліковано: 30.10.1998
Автори: Мартинюк Марія Святославівна, Кулік Любомира Йосипівна, Гавенко Світлана Федорівна
МПК: B42D 3/00
Мітки: обкладинки, конструкція, виготовлення, спосіб, книжково-журнальної
Формула / Реферат:
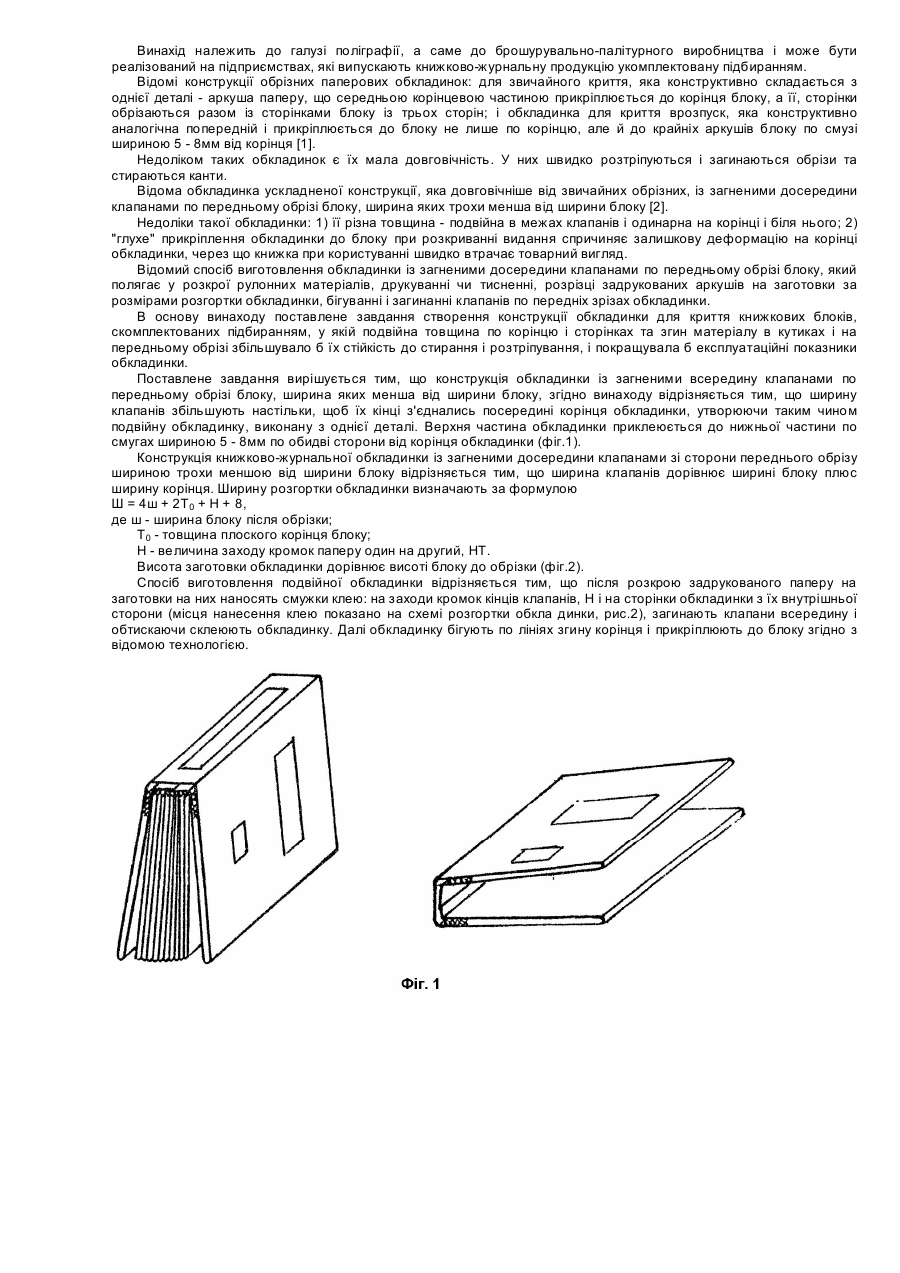
1. Конструкція книжково-журнальної обкладинки із загнутими досередини клапанами по передньому обрізу, який відрізняється тим, що клапани мають збільшену довжину, яка дорівнює половині довжини розгортки обкладинки плюс припуск на захід для скріплення кінців клапанів.2. Спосіб виготовлення обкладинки, який полягає у розкрої заготовок обкладинок, загинання клапанів досередини, який відрізняється тим, що після розкрою обкладинок на них...
Спосіб виготовлення градієнтних стекол
Номер патенту: 9549
Опубліковано: 30.09.1996
Автори: Дигдалович Андрій Михайлович, Шередько Микола Андрійович, Чернікова Ірина Валеріївна, Бек Юрій Маркіянович, Милянич Андрій Остапович
МПК: C03C 3/076
Мітки: стекол, виготовлення, градієнтних, спосіб
Формула / Реферат:
Спосіб виготовлення градієнтних стекол, який включає приготування шихти, засипку її в форму, плавлення та охолодження, який відрізняється тим, що при плавленні проводять центрифугування розплаву в ізотермічних умовах.
Попередній патент: Тепломасообмінний вентилятор
Наступний патент: Пневмоперитонеоінсуфлятор
Випадковий патент: Гімнастична палиця