Пристрій для моніторингу деформаційного стану штампа в процесі технологічного навантаження
Номер патенту: 32167
Опубліковано: 12.05.2008


Формула / Реферат
Пристрій для моніторингу деформаційного стану штампа в процесі технологічного навантаження, що включає в себе блок контролю деформаційного стану штампового інструмента, блок реєстрації пружних коливань інструмента; блок реєстрації переміщення інструмента, який відрізняється тим, що усі блоки виконано в одному швидкозмінному і компактному вузлі, закрита висота якого не перевищує закриту висоту штампа, а сам вузол виконано з можливістю консольного кріплення до внутрішніх поверхонь верхньої та нижньої плит штампа, причому об'єднувальним елементом усіх блоків є колонка, яка зв'язана з корпусом пристрою через кульковий напрямний вузол та еластичні елементи і має: зовнішню циліндричну робочу поверхню, що без зазору взаємодіє через циліндричну втулку з підпружиненими штифтовими упорами, які розташовані у двох взаємно перпендикулярних площинах і передають рух двом парам пружних пластин-балок рівного опору з наклеєними тензорезисторами блока контролю деформаційного стану штампового інструмента; зовнішню конічну робочу поверхню, з якою взаємодіє упор пружної пластини-балки рівного опору з наклеєними тензорезисторами блока реєстрації пружних коливань інструмента, внутрішню конічну робочу поверхню, з якою взаємодіє упор пружної пластини-балки рівного опору з наклеєними тензорезисторами блока реєстрації переміщення інструмента.
Текст
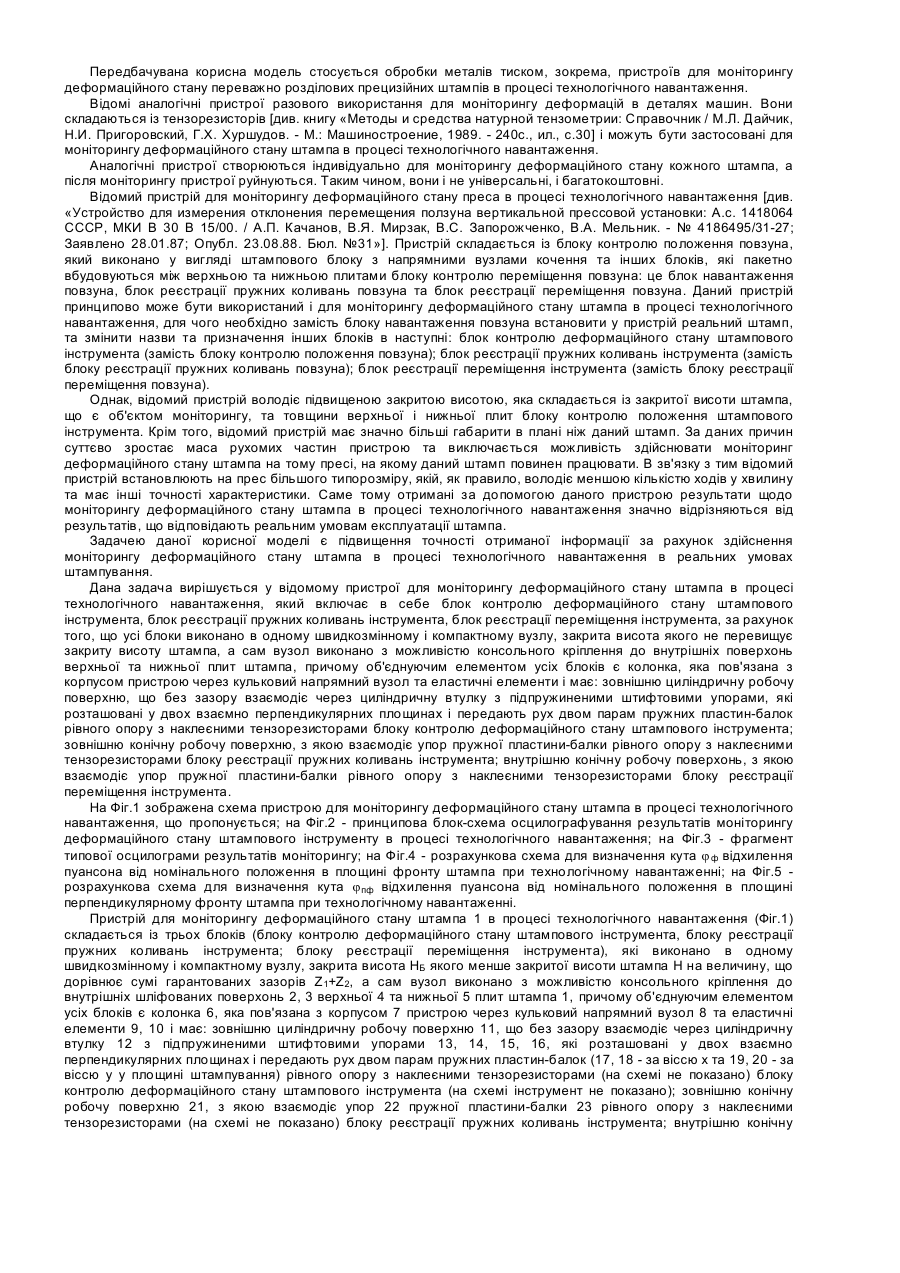
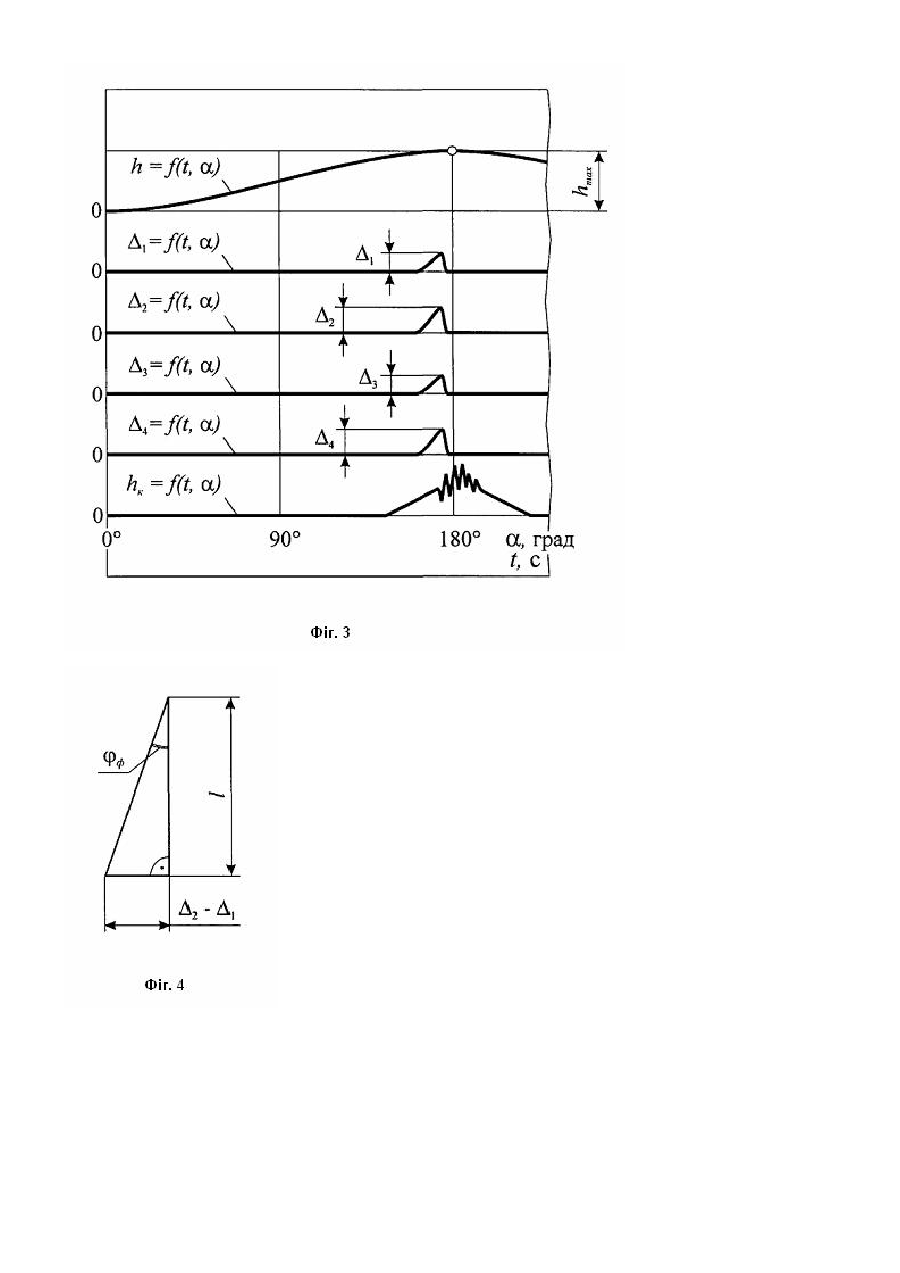
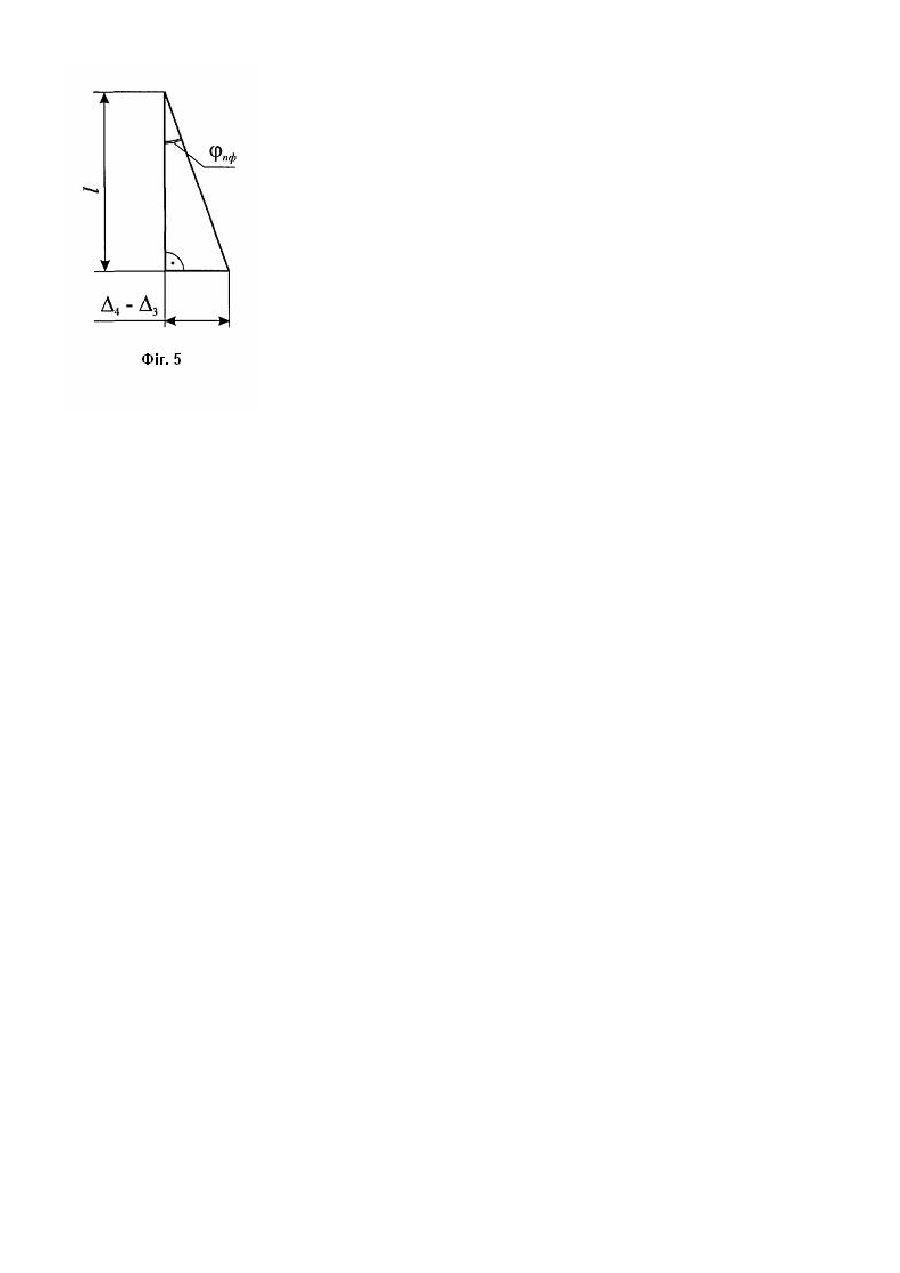
Передбачувана корисна модель стосується обробки металів тиском, зокрема, пристроїв для моніторингу деформаційного стану переважно розділових прецизійних штампів в процесі технологічного навантаження. Відомі аналогічні пристрої разового використання для моніторингу деформацій в деталях машин. Вони складаються із тензорезисторів [див. книгу «Методы и средства натурной тензометрии: Справочник / М.Л. Дайчик, Н.И. Пригоровский, Г.X. Хуршудов. - М.: Машиностроение, 1989. - 240с., ил., c.30] і можуть бути застосовані для моніторингу деформаційного стану штампа в процесі технологічного навантаження. Аналогічні пристрої створюються індивідуально для моніторингу деформаційного стану кожного штампа, а після моніторингу пристрої руйнуються. Таким чином, вони і не універсальні, і багатокоштовні. Відомий пристрій для моніторингу деформаційного стану преса в процесі технологічного навантаження [див. «Устройство для измерения отклонения перемещения ползуна вертикальной прессовой установки: А.с. 1418064 СССР, МКИ В 30 В 15/00. / А.П. Качанов, В.Я. Мирзак, В.С. Запорожченко, В.А. Мельник. - № 4186495/31-27; Заявлено 28.01.87; Опубл. 23.08.88. Бюл. №31»]. Пристрій складається із блоку контролю положення повзуна, який виконано у вигляді штампового блоку з напрямними вузлами кочення та інших блоків, які пакетно вбудовуються між верхньою та нижньою плитами блоку контролю переміщення повзуна: це блок навантаження повзуна, блок реєстрації пружних коливань повзуна та блок реєстрації переміщення повзуна. Даний пристрій принципово може бути використаний і для моніторингу деформаційного стану штампа в процесі технологічного навантаження, для чого необхідно замість блоку навантаження повзуна встановити у пристрій реальний штамп, та змінити назви та призначення інших блоків в наступні: блок контролю деформаційного стану штампового інструмента (замість блоку контролю положення повзуна); блок реєстрації пружних коливань інструмента (замість блоку реєстрації пружних коливань повзуна); блок реєстрації переміщення інструмента (замість блоку реєстрації переміщення повзуна). Однак, відомий пристрій володіє підвищеною закритою висотою, яка складається із закритої висоти штампа, що є об'єктом моніторингу, та товщини верхньої і нижньої плит блоку контролю положення штампового інструмента. Крім того, відомий пристрій має значно більші габарити в плані ніж даний штамп. За даних причин суттєво зростає маса рухомих частин пристрою та виключається можливість здійснювати моніторинг деформаційного стану штампа на тому пресі, на якому даний штамп повинен працювати. В зв'язку з тим відомий пристрій встановлюють на прес більшого типорозміру, якій, як правило, володіє меншою кількістю ходів у хвилину та має інші точності характеристики. Саме тому отримані за допомогою даного пристрою результати щодо моніторингу деформаційного стану штампа в процесі технологічного навантаження значно відрізняються від результатів, що відповідають реальним умовам експлуатації штампа. Задачею даної корисної моделі є підвищення точності отриманої інформації за рахунок здійснення моніторингу деформаційного стану штампа в процесі технологічного навантаження в реальних умовах штампування. Дана задача вирішується у відомому пристрої для моніторингу деформаційного стану штампа в процесі технологічного навантаження, який включає в себе блок контролю деформаційного стану штампового інструмента, блок реєстрації пружних коливань інструмента, блок реєстрації переміщення інструмента, за рахунок того, що усі блоки виконано в одному швидкозмінному і компактному вузлу, закрита висота якого не перевищує закриту висоту штампа, а сам вузол виконано з можливістю консольного кріплення до внутрішніх поверхонь верхньої та нижньої плит штампа, причому об'єднуючим елементом усіх блоків є колонка, яка пов'язана з корпусом пристрою через кульковий напрямний вузол та еластичні елементи і має: зовнішню циліндричну робочу поверхню, що без зазору взаємодіє через циліндричну втулку з підпружиненими штифтовими упорами, які розташовані у двох взаємно перпендикулярних площинах і передають рух двом парам пружних пластин-балок рівного опору з наклеєними тензорезисторами блоку контролю деформаційного стану штампового інструмента; зовнішню конічну робочу поверхню, з якою взаємодіє упор пружної пластини-балки рівного опору з наклеєними тензорезисторами блоку реєстрації пружних коливань інструмента; внутрішню конічну робочу поверхонь, з якою взаємодіє упор пружної пластини-балки рівного опору з наклеєними тензорезисторами блоку реєстрації переміщення інструмента. На Фіг.1 зображена схема пристрою для моніторингу деформаційного стану штампа в процесі технологічного навантаження, що пропонується; на Фіг.2 - принципова блок-схема осцилографування результатів моніторингу деформаційного стану штампового інструменту в процесі технологічного навантаження; на Фіг.3 - фрагмент типової осцилограми результатів моніторингу; на Фіг.4 - розрахункова схема для визначення кута j ф відхилення пуансона від номінального положення в площині фронту штампа при технологічному навантаженні; на Фіг.5 розрахункова схема для визначення кута jпф відхилення пуансона від номінального положення в площині перпендикулярному фронту штампа при технологічному навантаженні. Пристрій для моніторингу деформаційного стану штампа 1 в процесі технологічного навантаження (Фіг.1) складається із трьох блоків (блоку контролю деформаційного стану штампового інструмента, блоку реєстрації пружних коливань інструмента; блоку реєстрації переміщення інструмента), які виконано в одному швидкозмінному і компактному вузлу, закрита висота НБ якого менше закритої висоти штампа Н на величину, що дорівнює сумі гарантованих зазорів Z 1+Z2, а сам вузол виконано з можливістю консольного кріплення до внутрішніх шліфованих поверхонь 2, 3 верхньої 4 та нижньої 5 плит штампа 1, причому об'єднуючим елементом усіх блоків є колонка 6, яка пов'язана з корпусом 7 пристрою через кульковий напрямний вузол 8 та еластичні елементи 9, 10 і має: зовнішню циліндричну робочу поверхню 11, що без зазору взаємодіє через циліндричну втулку 12 з підпружиненими штифтовими упорами 13, 14, 15, 16, які розташовані у двох взаємно перпендикулярних площинах і передають рух двом парам пружних пластин-балок (17, 18 - за віссю х та 19, 20 - за віссю у у площині штампування) рівного опору з наклеєними тензорезисторами (на схемі не показано) блоку контролю деформаційного стану штампового інструмента (на схемі інструмент не показано); зовнішню конічну робочу поверхню 21, з якою взаємодіє упор 22 пружної пластини-балки 23 рівного опору з наклеєними тензорезисторами (на схемі не показано) блоку реєстрації пружних коливань інструмента; внутрішню конічну робочу поверхонь 24, з якою взаємодіє упор 25 пружної пластини-балки 26 рівного опору з наклеєними тензорезисторами (на схемі не показано) блоку реєстрації переміщення інструмента. Пластина-балка 26 жорстко кріпиться до тримача 27 за допомогою планки 28, а пластина-балка 23 - до стояка 29 з можливістю регулювання в осьовому напрямку. В свою чергу, стояк 29 нерухомо закріплено відносно тримача 27. Колонка 6 запресована в тримач 30. Для підвищення чутливості (амплітуди) реєстрації коливань штампового інструмента кут b зовнішньої конічної поверхні 21 колонки 6 виконують значно більшим кута a її внутрішньої конічної поверхні 24. Пристрій працює таким чином. Для моніторингу деформаційного стану штампового інструменту в процесі технологічного навантаження штамп 1 встановлюється саме на тому пресі, на якому він в подальшому буде працювати. До штампа 1 кріплять пристрій з базуванням на шліфовані поверхні 2, 3 верхньої 4 та нижньої 5 плити. Налагодження пристрою передбачає: регулювання положення пластини-балки 23 за висотою; підключення апаратури для осцилографування результатів моніторингу деформаційного стану штампового інструмента у відповідності з принциповою блок-схемою (Фіг.2); регулювання (обнуління) початкових координат тензорезисторів пластин-балок 17, 18, 19, 20, 26, 29 на осцилограмі (Фіг.3). Далі здійснюють штампування та запис результатів осцилографування показників тензорезисторів в пам'ять комп'ютера за допомогою плати АЦП. Із подальшого аналізу отриманої осцилограми (Фіг.3) визначають кути відхилення колонки 6 (Фіг.1): - кут jф відхилення пуансона від номінального положення в площині фронту штампа при технологічному навантаженні (Фіг.4) за формулою (1) D - D1 jф = arctg 2 (1) l , де D1, D2 - показники відповідних тензорезисторів, що вимірюються осцилограмою (Фіг.3); l - відстань між тензорезисторами (Фіг.1); - кут jпф відхилення пуансона від номінального положення в площині перпендикулярній фронту штампа при технологічному навантаженні (Фіг.5) за формулою (2) D - D3 (2) jпф = arctg 4 l де D4, D5 - показники відповідних тензорезисторів, що вимірюються осцилограмою (Фіг.3). Інформація про амплітуду, частоту та тривалість коливальних процесів інструмента в напрямку штампування зафіксована на осцилограмі (Фіг.3) на нижній кривій. Використання пристрою для моніторингу деформаційногостану штампа в процесі технологічного навантаження, що пропонується, порівняно з відомим, дозволяє суттєво підвищити точність отриманої інформації за рахунок здійснення моніторингу в реальних умовах штампування, при підвищенні рівня універсальності та зручності користування, а також при 10-15 кратному зменшенні маси та меншій вартості пристрою.
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for monitoring of deformation state of die during manufacturing loading
Автори англійськоюMirzak Volodymyr Yakovych, Bokov Viktor Myhailovych
Назва патенту російськоюУстройство для мониторинга деформационного состояния штампа в процессе технологической нагрузки
Автори російськоюМирзак Владимир Яковлевич, Боков Виктор Михайлович
МПК / Мітки
МПК: B30B 15/00
Мітки: навантаження, процесі, деформаційного, штампа, пристрій, моніторингу, стану, технологічного
Код посилання
<a href="https://ua.patents.su/5-32167-pristrijj-dlya-monitoringu-deformacijjnogo-stanu-shtampa-v-procesi-tekhnologichnogo-navantazhennya.html" target="_blank" rel="follow" title="База патентів України">Пристрій для моніторингу деформаційного стану штампа в процесі технологічного навантаження</a>
Пристрій для моделювання технологічного навантаження при випробуванні машин постійного струму
Номер патенту: 21805
Опубліковано: 10.04.2007
Автори: Скворцов Ігор Валерійович, Зачепа Юрій Володимирович, Коваль Віталій Анатолійович, Герда Олександр Анатолійович, Сергієнко Сергій Анатолійович
МПК: G01R 31/24
Мітки: випробуванні, постійного, навантаження, пристрій, моделювання, технологічного, струму, машин
Формула / Реферат:
Пристрій для формування технологічного навантаження, що містить перетворювач напруги, який з'єднаний через датчик струму з якірним ланцюгом машини, напруга на якому контролюється датчиком, збуджувач, з'єднаний через датчик струму з обмоткою збудження, напруга на якій контролюється датчиком, датчик швидкості обертання двигуна, вентилятор, що під'єднаний до мережі змінної напруги через керований перетворювач, швидкість вентилятора контролюють...
Спосіб визначення напружено-деформаційного стану зразка
Номер патенту: 35141
Опубліковано: 15.03.2001
Автори: Правда Михайло Іванович, Лоскутов Степан Васильович, Левітін Валім Володимирович, Серпецький Борис Олексійович
МПК: G01B 7/16
Мітки: стану, спосіб, зразка, визначення, напружено-деформаційного
Формула / Реферат:
1. Спосіб визначення напружено-деформаційного стану зразка, змістом якого є те, що навантаження докладають до досліджуваної поверхні зразка, вимірюють роботу виходу електрону з цієї поверхні за методом контактної різниці потенціалів до та після прикладення навантаження і за отриманими даними визначають вид поверхневих деформацій, який різниться тим, що впливають на досліджувану поверхню зразка до та у процесі вимірювання роботи виходу...
Пристрій для безперервного моніторингу стану коліс рухомого складу
Номер патенту: 19305
Опубліковано: 15.12.2006
Автори: Войтенко Галина Олегівна, Осенін Юрій Іванович, Войтенко Володимир Панасович
МПК: B61K 9/00
Мітки: моніторингу, стану, коліс, пристрій, безперервного, складу, рухомого
Формула / Реферат:
Пристрій для безперервного моніторингу стану коліс рухомого складу, що містить мікроконтролер, з'єднаний з керуючим входом комутатора й керуючими та інформаційними ланцюгами аналого-цифрового перетворювача, генератор імпульсів, керуючий вхід якого з'єднаний з виходом мікроконтролера, а вихід підключений до комутатора, приєднаного до резонансного підсилювача, оперативний запам'ятовуючий пристрій, постійний запам'ятовуючий пристрій та ЕОМ,...
Пристрій для контролю напружено-деформівного стану деревини та деревинних листових матеріалів в процесі сушіння
Номер патенту: 28460
Опубліковано: 16.10.2000
Автори: Філінюк Роман Васильович, Озарків Ігор Мирославович, Бехта Павло Антонович, Соколовський Ярослав Іванович, Озарків Святослав Ігорович
МПК: F26B 21/00
Мітки: матеріалів, деревини, листових, пристрій, контролю, сушіння, напружено-деформівного, деревинних, процесі, стану
Формула / Реферат:
Пристрій для контролю напружено-деформівного стану деревини та деревинних листових матеріалів в процесі сушіння, що включає джерело випромінювання, систему лінз, діафрагм, приймально-аналізуючий блок, який відрізняється тим, що для підвищення точності оцінки напружено-деформівного стану матеріалу у випромінюючому і приймально-аналізуючих блоках використовують поляроїди і чвертьхвильові пластини, а потік променів від лазера через поляроїд,...
Спосіб моделювання технологічного навантаження при випробуванні машин постійного струму
Номер патенту: 70516
Опубліковано: 15.10.2004
Автори: Скворцов Ігор Валерійович, Артеменко Артем Миколайович, Зачепа Юрій Володимирович, Мастєровий Віктор Яковлевич, Родькін Дмитро Йосипович
МПК: G01R 31/24
Мітки: випробуванні, технологічного, спосіб, струму, машин, навантаження, постійного, моделювання
Формула / Реферат:
1. Спосіб навантаження електричного двигуна постійного струму незалежного збудження, що полягає в створенні струмового навантаження шляхом підключення якоря двигуна до джерела низькочастотної змінної напруги, вимірюванні швидкості та струму якоря, нормуванні розрахункового струмового навантаження шляхом зміни амплітуди та частоти низькочастотної змінної напруги, який відрізняється тим, що для підвищення достовірності процесу навантаження та...
Попередній патент: Пристрій для складання і розбирання доїльних стаканів
Наступний патент: Спосіб визначення координат насінин в потоці
Випадковий патент: Спосіб утворення ланцюгового зигзагоподібного стібка