Спосіб ремонту стінки резервуара
Номер патенту: 33547
Опубліковано: 15.02.2001
Автори: Тулін В'ячеслав Григорович, Білецький Семен Михайлович, Голінько Володимир Михайлович, Барвінко Андрій Юрійович, Гончар Олег Юрійович, Барвінко Юрій Павлович

Текст
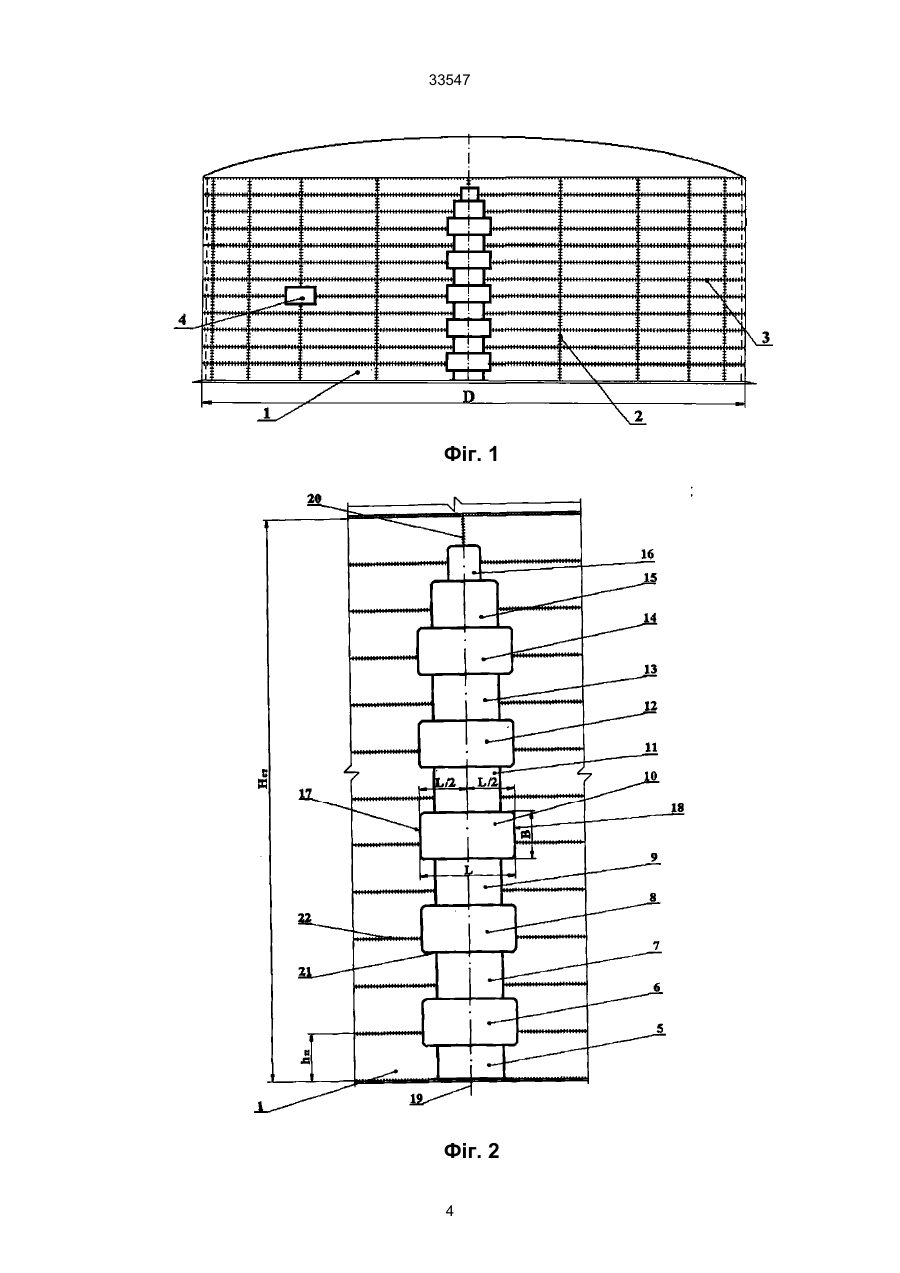
1. Спосіб ремонту стінки резервуару, згідно з яким виконують вирізку частини стінки резервуару переважно з монтажними вертикальними зварними з'єднаннями, установлення в отвір, який виник внаслідок вирізки, одного або декількох завальцованих листів, приварку листів по контуру, контроль якості зварних з'єднань, гідровипробування резервуара, який відрізняється тим, що вирізку отвору виконують довжиною L, яка повинна бути не менше, ніж це визначається із співвідношення A (54) СПОСІБ РЕМОНТУ СТІНКИ РЕЗЕРВУАРУ 33547 користати "зайвий" метал попереднього вигину для компенсації поперечної усадки при зварюванні вертикальних швів листа. Внаслідок цього усадка стикових вертикальних зварних з'єднань здійснюється за рахунок поруч розташованих ділянок стінки, що приводить до втрати її місцевої стійкості і до недопустимого погіршення геометричної форми стінки. У випадку, якщо довжина листа буде більшою за оптимальну довжину, то це приведе до збільшення матеріальних і фінансових витрат та терміну ремонту резервуару. Метою даного винаходу є забезпечення проектної геометричної форми в процесі ремонту стінки резервуара при мінімальних трудових, матеріальних і фінансових витратах та термінах виконання ремонтних робіт. Поставлена мета досягається тим, що в відомому способі ремонту стінки резервуара, що включає операції вирізки частини стінки, установлення в отвір завальцьованих листів, приварку листів, контроль якості зварних з'єднань, гідро випробування резервуару, технологічну операцію вирізки отвору в зоні дефектної ділянки виконують довжиною L, яка повинна бути не менше, ніж це визначається із співвідношення рного резервуару з відремонтованими ділянками стінки. На фіг. 2 зображено фрагмент стінки з відремонтованим вертикальним зварним з'єднанням згідно з запропонованим способом. Приклад конкретного виконання Виконувався капітальний ремонт стінки наземного вертикального циліндричного сталевого зварного резервуару місткістю 20 тис. куб. м для зберігання нафти при наступних вихідних даних. Діаметр резервуара - DВН.=39900 мм (фіг. 1), радіус серединної поверхні стінки дорівнює 19958 мм, висота стінки НCТ=17880 мм (фіг. 2). Стінка 1 по висоті складається із 12 поясів. Товщина нижнього, першого, рахуючи знизу, поясу дорівнює 16 мм, а виготовлений він із сталі марки 09Г2С-12 з sт=323 МПа і Е=2,06х105 МПа. Поперечне скорочення (усадка) одного вертикального стикового з'єднання цього нижнього поясу при ручному дуговому зварюванні з Х-подібним розробленням кромок D=1,96 мм (див.: Кузьминов С.А. Сварочные деформации судовых корпусных конструкций. - Л.: Судостроение, 1974. - С. 135, рис.79). При технічній діагностиці такого резервуару монтажних і заводських вертикальних 2 (фіг. 1) і кільцевих 3 зварних з'єднаннях стінки 1 виявляють недопустимі дефекти типу: тріщин втомленості по лінії сплавлення шва і по основному металу, кутових деформацій, зміщень кромок, а також грубої поверхні швів з порушенням вимог нормативного документу СНиП 3.03.01-87 "Несущие и ограждающие конструкции", табл. 41 до якості зварних з'єднань. Перелічені дефекти монтажних зварних з'єднань, виконуваних на будівельному майдані на вертикальній площині, як правило, ручним дуговим зварюванням, а також заводських зварних з'єднань можна відремонтувати лише за допомогою повного видалення дефектної ділянки вертикального з'єднання і установки замість неї нових листів. При цьому можливі варіанти ремонту вертикальних зварних з'єднань стінки, коли достатньо одного листа 4 (фіг. 1), або декількох листів 5-16 (фіг. 2). Листи, які призначені для використання при ремонті стінки резервуара, попередньо завальцьовують, наприклад, на три- або чотиривалкових вальцях, а потім обрізають обидві прямолінійні кінцеві ділянки, наприклад, по 200...400 мм – залежно від типу використаних вальців, з тим, щоб по всій довжині листа була забезпечена проектна кривизна 1/R1. Оптимальну довжину L (фіг. 2) листа визначають із умови недопущення пластичних деформацій в завальцьованому листі в процесі попереднього його тимчасового вигину для компенсації усадки вертикальних швів. Тільки в цьому випадку при усадці, наприклад, обох вертикальних швів 17, 18 (фіг. 2) листа 10 необхідна довжина буде "вибиратись" із пружно деформованого листа, а не із стінки 1. Оптимальну довжину L (фіг. 2) згідно з даним винаходом визначають в наступній послідовності. За формулою (2) визначають величину радіуса тимчасового деформування в стадії пружності металу де R1 - проектний радіус серединної поверхні стінки резервуару; sТ- границя текучості сталі, із якої виготовлено ділянку стінки, що вирізається; Е - модуль нормальної пружності сталі; t - товщина ділянки стінки, що вирізається; D - величина поперечної усадки вертикального шва, який з'єднує лист, що встановлюється, зі стінкою; установлення завальцьованих листів і складання вертикальних стиків в отворі виконують після їх тимчасового деформування в стадії пружності сталі, надаючи листам менший порівняно з проектним радіус кривизни Rтимч.монт., величину якого визначають із співвідношення Rтимч.монт.=R2, (3) зварювання вертикальних стиків виконують після зняття пристроїв, при допомозі яких створюють тимчасове деформування листів. Друга відмінність полягає в тому, що заміну листами дефектних ділянок стінки резервуара, переважно з монтажними вертикальними зварними з'єднаннями, виконують по черзі в напрямку знизувверх стінки резервуара. Третя відмінність полягає в тому, що складання і зварювання кільцевого з'єднання установленого листа виконують після складання і зварювання примикаючих до кільцевого з'єднання вертикальних стиків установлених суміжних листів. Крім того, перед вирізкою дефектної ділянки вертикального шва закріплюють стінку в зоні вирізки її поясів за допомогою вертикальних стояків і горизонтальних ригелів. Винахід пояснюється кресленнями. На фіг. 1 зображено загальний вигляд наземного вертикального циліндричного сталевого зва2 33547 нання. Як правило, вона буває рівною висоті пояса hn стінки 1. Товщину і марку сталі листа назначають такими, якими вони є для ділянки стінки, яку лист замінює. Запропонований спосіб ремонту дозволяє приводити геометричну форму і конструкцію стінки існуючих резервуарів до вимоги нормативного документу України "Резервуари вертикальні сталеві для зберігання нафти і нафтопродуктів з тиском насичених парів не вище 93,3 кПа" ВБН В.2.2-58.294, п.4.3, а також вимоги нормативного документу Американського нафтового інституту "Welded steel tanks for oil storage " API 650, п.3.1.5.1, згідно з якими вертикальні шви з'єднань у суміжних поясах стінки повинні бути зміщені один відносно одного на мінімальну величину 15t, але не менше, ніж 200 мм, де t - товщина листів більш товстого поясу в точці зміщення. Таким чином, вертикальні зварні з'єднання 2 (фіг. 1) стінки, виконані із розташуванням в пряму лінію вертикальних з'єднань листів поясів, переводять в з'єднання, виконані зі зміщенням вертикальних з'єднань суміжних поясів (фіг.2). Крім того, виконують зміщення кільцевих зварних з'єднань 21 листа і існуючого кільцевого зварного з'єднання 22 суміжних поясів, наприклад, на величину не менше 100 мм, що дає можливість виконати вимогу, яка полягає в тому, що не дозволяється виконувати більше ніж два рази для низьковуглецевої сталі ремонт одного і того ж шва. Складання і зварювання кільцевих з'єднань листа виконують після закінчення зварювання вертикальних з'єднань листа, а також суміжних листів, розташованих зверху і знизу даного листа. Перед видаленням дефектної ділянки стінки (вертикального шва) попередньо закріплюють твірні стінки в зоні розрізки поясів з допомогою вертикальних стояків і горизонтальних ригелів. Заміну дефектних ділянок стінки (вертикального зварного з'єднання) декількома листами виконують по черзі в напрямі знизу - вверх стінки резервуарі. Використання запропонованого способу ремонту стінки резервуар в порівнянні з відомим способом дозволяє забезпечити після ремонту проектну геометричну форму кругового циліндра для стінки при мінімальних трудових матеріальних, фінансових затратах і термінах виконання ремонтних робіт. Потім із співвідношення (1) методом підбору визначають оптимальну довжину L для вирізки отвору в стінці резервуара а) припускають, що L=1,000 м: б) припускають, що L=1,200 м: в) припускають, що L=1,171 м: Таким чином, для даного конкретного випадку L=1,171 м=1171 мм. В прикладі конкретного виконання можливо використати лист-вставку, довжина якого більше за оптимальну довжину, тобто L>1171 мм. Але використання такого листа-вставки призведе до помітного збільшення фінансових затрат: а) на придбання самого листа-вставки збільшеного розміру по довжині, а значить, і по масі листа, що буде коштувати значно дорожче; б) на зварювальні матеріали - на покупку зварювальних електродів; в) на контроль якості зварних з'єднань фізичним (радіографічним або ультразвуковим) методом. Крім того, на виконання робіт, зв'язаних з складанням листа - вставки збільшених розмірів в отворі, зварюванням і контролем якості зварних монтажних з'єднань буде потрібен більший термін виконання згаданих технологічних операцій. Визначена оптимальна довжина L листа розподіляється переважно симетрично відносно виявленого дефекту на стінці, наприклад, симетрично вертикального зварного з'єднання - на фіг. 2 відкладено по L/2 в обидві сторони від осі 19 вертикального зварного з'єднання 20. Висоту листа В (фіг. 2) призначають залежно від висоти дефектної ділянки вертикального з'єд 3 33547 Фіг. 1 Фіг. 2 4 33547 __________________________________________________________ ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97 __________________________________________________________ Підписано до друку ________ 2001 р. Формат 60х84 1/8. Обсяг ______ обл.-вид. арк. Тираж 50 прим. Зам._______ ____________________________________________________________ УкрІНТЕІ, 03680, Київ-39 МСП, вул. Горького, 180. (044) 268-25-22 ___________________________________________________________ 5
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for repair of wall of reservoir
Автори англійськоюBiletskyi Semen Mykhailovych, Barvinko Yurii Pavlovych, Holinko Volodymyr Mykhailovych, Barvinko Andrii Yuriiovych, Honchar Oleh Yuriiovych, Tulin Viacheslav Hryhorovych
Назва патенту російськоюСпособ ремонта стенки резервуара
Автори російськоюБилецкий Семен Михайлович, Барвинко Юрий Павлович, Голинько Владимир Михайлович, Барвинко Андрей Юрьевич, Гончар Олег Юрьевич, Тулин Вячеслав Григорьевич
МПК / Мітки
МПК: E04H 7/00
Мітки: ремонту, спосіб, резервуара, стінки
Код посилання
<a href="https://ua.patents.su/5-33547-sposib-remontu-stinki-rezervuara.html" target="_blank" rel="follow" title="База патентів України">Спосіб ремонту стінки резервуара</a>
Спосіб і пристрій для одержання проб атмосфери з герметично замкнутого резервуара, зокрема, з резервуара аварійного захисту реактора ядерної електростанції
Номер патенту: 27767
Опубліковано: 16.10.2000
Автор: Ескардт Бернд
МПК: G21C 17/02
Мітки: спосіб, аварійного, ядерної, проб, атмосфери, захисту, замкнутого, електростанції, герметично, зокрема, пристрій, реактора, одержання, резервуара
Текст:
...и входной канал соединен с пробоотборным сосудом ниже сопла Вентури. При этом объем служащего для впуска проб входного канала между его свободным концом и дном пробоотборного сосуда меньше объема моющей жидкости, а сопло Вентури представляет собой распределитель потока элементом насадки и множеством сопел в дне пробоотборного сосуда. Кроме того, входное отверстие входного канала на его свободном конце во время нормального 27767...
Спосіб установки кілець жорсткості на стінці резервуара
Номер патенту: 22385
Опубліковано: 03.03.1998
Автори: Голінько Володимир Михайлович, Барвінко Юрій Павлович, Барвінко Андрій Юрійович, Білецький Семен Михайлович
МПК: B65D 88/00
Мітки: резервуара, стінці, кілець, установки, спосіб, жорсткості
Текст:
...жесткости на стенке вертикального цилиндрического резервуара № 3 объемом 20 тыс.м 3 со сферической крышей и понтоном НПС "Снигиревка" Предприятия Приднепровских магистральных нефтепроводов (г. Кременчуг). Геометрические размеры резервуара: внутренний диаметр - 39900 мм, высота стенки - 17880 мм. Стенка состоит из 12-ти поясов, каждый высотой по 1490 мм. Статическая прочность стенки обеспечивается назначенными по результатам расчета...
Спосіб ремонту ствола димової труби
Номер патенту: 33513
Опубліковано: 15.02.2001
Автори: Яковишин Федір Костянтинович, Пивоваров Валентин Васильович, Магала Віктор Сергійович
МПК: E04H 12/28
Мітки: трубі, ремонту, спосіб, ствола, димової
Текст:
...і методом торкретування укладають силікатополімербетон, формуючи шар футеровки початкової проектної товщини, при цьому виконання футеровки здійснюють послідовно, ярусами по всій висоті труби. -2 Пропонуємии спосіб реалізують таким чином. З внутрішньої поверхні ствола труби видаляють пошкоджені ділянки футеровки і закріплюють на ній арматурний каркас, що складається з повздовжньої арматури діаметром 12-14 мм та кільцевої арматури...
Стенд для ремонту ресор
Номер патенту: 121
Опубліковано: 25.12.1997
Автори: Недобой Василь Васильович, Смолінський Віктор Петрович, Йовенко Володимир Григорович
МПК: B60S 5/00
Формула / Реферат:
1. Стенд для ремонту ресор, що включає раму, на якій змонтовані гідростанція ш гідроциліндри приводу опорних ш притискних роликів, який відрізняється тим, що ролики по зовнішній поверхні виконані у вигляді спіральних виступів із параболічним профілем, які зв'язані з зубчатим рейковим механізмом, шарнірно з'єднаним з гідроциліндром.2. Стенд для ремонту ресор по п. 1, який відрізняється тим, що механізм керування і налагоджування...
Спосіб контролю непроникності днища резервуара
Номер патенту: 17904
Опубліковано: 03.06.1997
Автори: Барвінко Юрій Павлович, Білецький Семен Михайлович, Барвінко Андрій Юрійович, Голінько Володимир Михайлович
МПК: G01F 23/00
Мітки: днища, спосіб, контролю, непроникності, резервуара
Формула / Реферат:
1. Способ контроля непроницаемости днища резервуара путем наполнения его водой и обнаружения зоны сквозного дефекта, через который вода истекает через днище, отличающийся тем, что внутреннюю поверхность днища с помощью перегородок разделяют на отсеки, заполняют отсеки водой, а затем в отсеки поочередно запускают краситель.2. Способ по п. 1, отличающийся тем, что внутреннюю поверхность днища разделяют на два отсека, заполняют отсеки...
Попередній патент: Грунтовка пф – 0119
Наступний патент: Ніж до пристрою для подрібнення м’яса
Випадковий патент: Гідроапарат