Плетений трубчатий виріб та спосіб його поєднання
Номер патенту: 36113
Опубліковано: 15.08.2003
Автори: Титикало Михайло Федорович, Шмаков Олександр Борисович, Купріян Олександр Анатолійович, Семчишин Петро Йосипович, Ісаєв Вадим Євгенович

Формула / Реферат
1. Плетений трубчатий виріб, що має зустрічно направлені та розташовані по спіралі нитки (прядки), який відρізняється тим, що виконаний з можливістю зміни кроку спіралі та діаметра виробу таким чином, що відношення tmax/tmin та dmax/dmin змінюється в 2-3 рази, при цьому tmin - мінімальний крок спіралі, який відповідає dmax - максимальному діаметру виробу, a tmax - максимальний крок спіралі, який відповідає dmin - мінімальному діаметру виробу.
2. Спосіб поєднання плетеного трубчатого виробу шляхом пропускання ниток (прядок) під перетинаючі нитки (прядки), який відрізняється тим, що закріпляють перший ходовий кінець виробу у прошивному пристрої, пропускають цей кінець спочатку у внутрішню порожнину виробу на певній відстані від кінчика другого ходового кінця, а потім прошивають першим ходовим кінцем декілька разів одночасно два шари плетеного трубчатого виробу, повторюють усі операції з другим ходовим кінцем, утворюють натяг, який фіксує ходові кінці один відносно одного, та закріпляють кінчики ниток (прядок) ходових кінців на поверхні виробу.
Текст
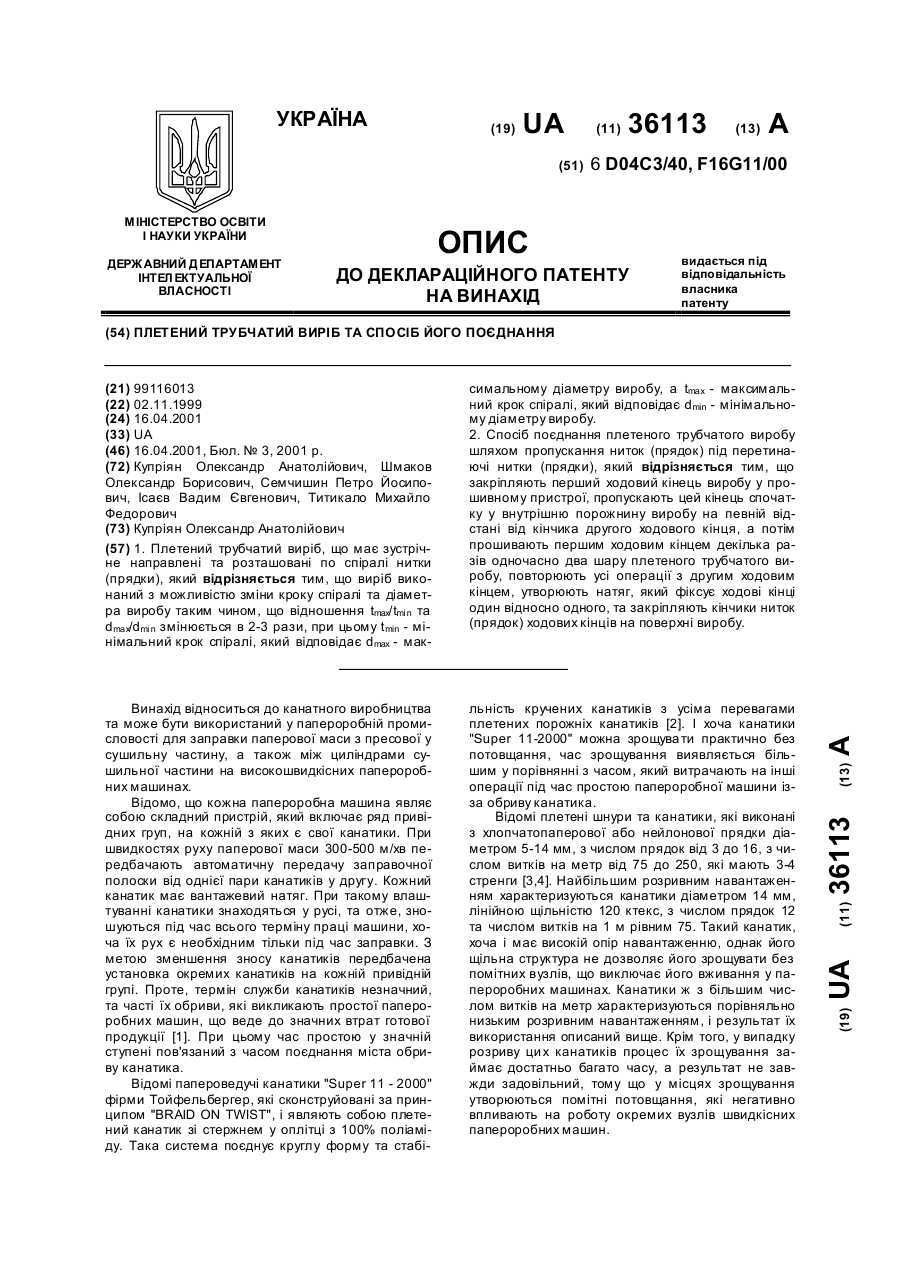
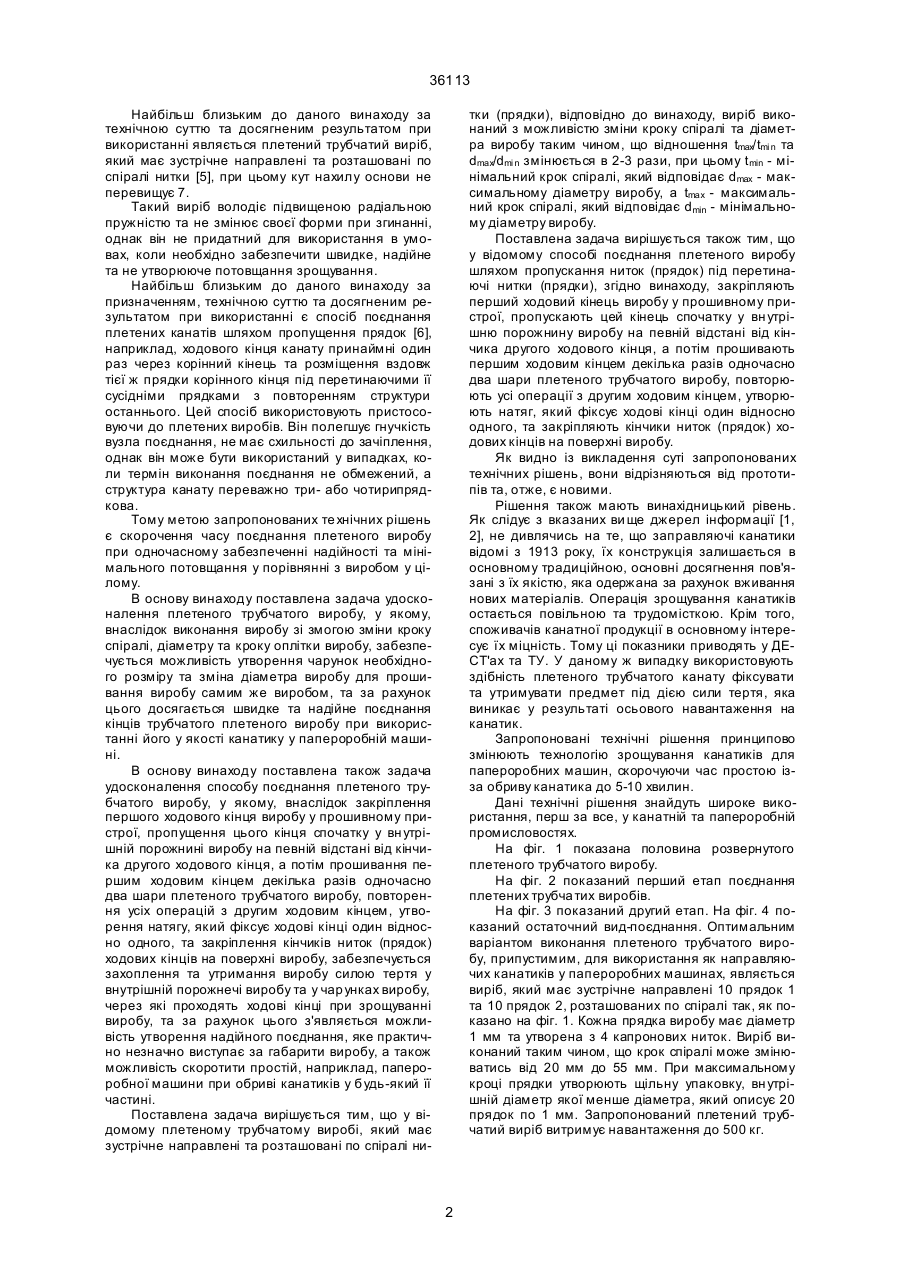
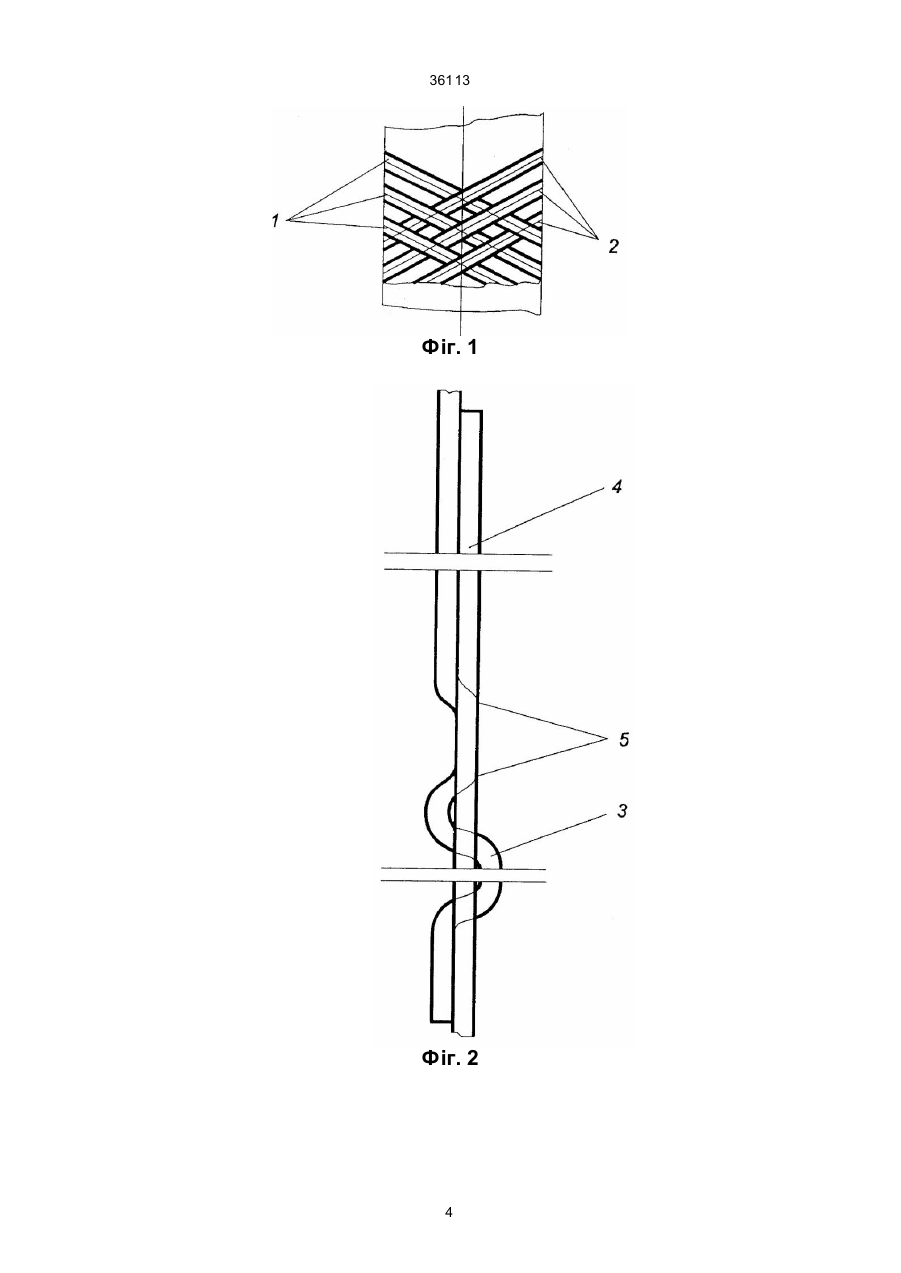
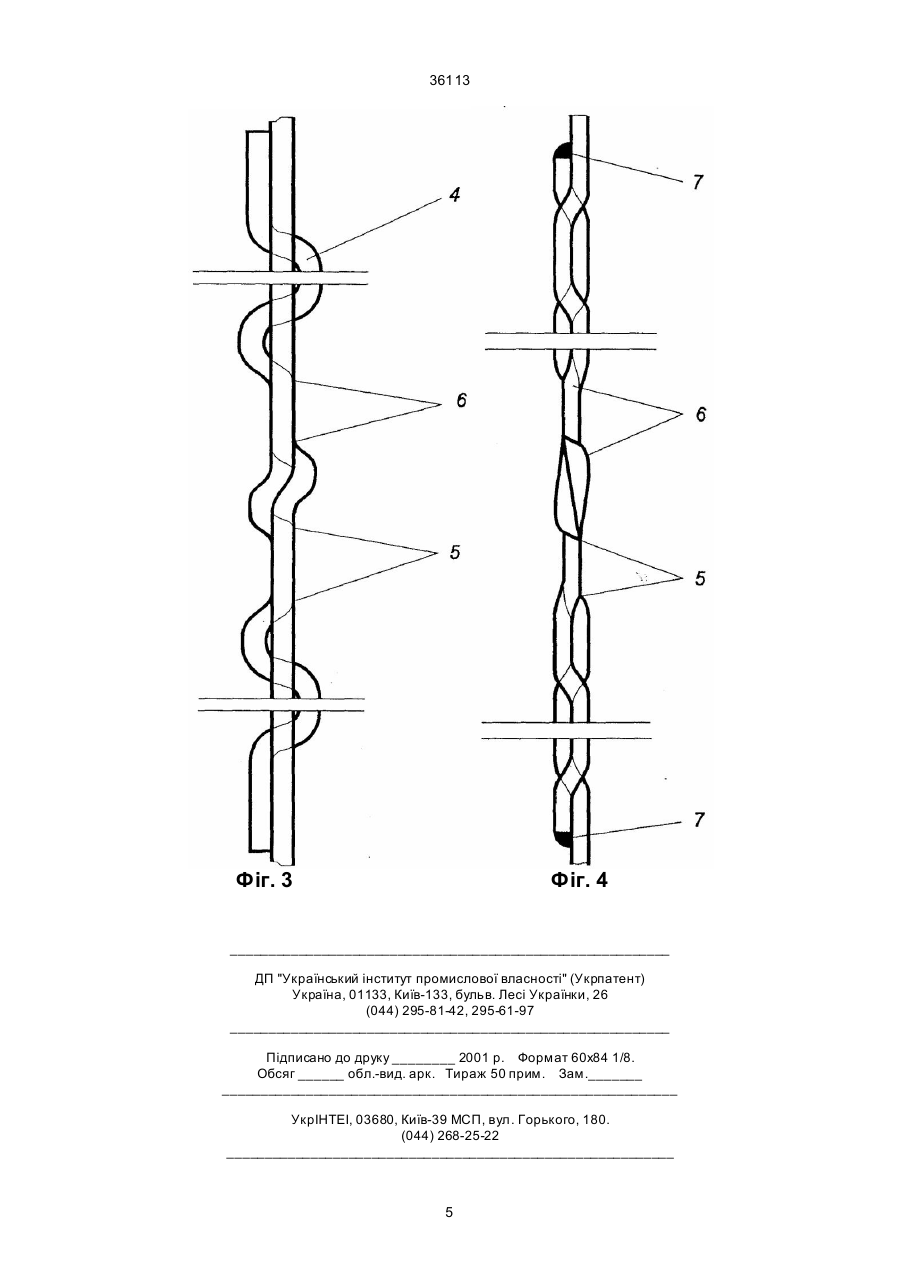
1. Плетений трубчатий виріб, що має зустрічне направлені та розташовані по спіралі нитки (прядки), який відрізняється тим, що виріб виконаний з можливістю зміни кроку спіралі та діаметра виробу таким чином, що відношення tmax/tmi n та dmax/dmi n змінюється в 2-3 рази, при цьому t min - мінімальний крок спіралі, який відповідає dmax - мак 36113 Найбільш близьким до даного винаходу за технічною суттю та досягненим результатом при використанні являється плетений трубчатий виріб, який має зустрічне направлені та розташовані по спіралі нитки [5], при цьому кут нахилу основи не перевищує 7. Такий виріб володіє підвищеною радіальною пружністю та не змінює своєї форми при згинанні, однак він не придатний для використання в умовах, коли необхідно забезпечити швидке, надійне та не утворююче потовщання зрощування. Найбільш близьким до даного винаходу за призначенням, технічною суттю та досягненим результатом при використанні є спосіб поєднання плетених канатів шляхом пропущення прядок [6], наприклад, ходового кінця канату принаймні один раз через корінний кінець та розміщення вздовж тієї ж прядки корінного кінця під перетинаючими її сусідніми прядками з повторенням структури останнього. Цей спосіб використовують пристосовуючи до плетених виробів. Він полегшує гнучкість вузла поєднання, не має схильності до зачіплення, однак він може бути використаний у випадках, коли термін виконання поєднання не обмежений, а структура канату переважно три- або чотирипрядкова. Тому метою запропонованих те хнічних рішень є скорочення часу поєднання плетеного виробу при одночасному забезпеченні надійності та мінімального потовщання у порівнянні з виробом у цілому. В основу винаходу поставлена задача удосконалення плетеного трубчатого виробу, у якому, внаслідок виконання виробу зі змогою зміни кроку спіралі, діаметру та кроку оплітки виробу, забезпечується можливість утворення чарунок необхідного розміру та зміна діаметра виробу для прошивання виробу самим же виробом, та за рахунок цього досягається швидке та надійне поєднання кінців трубчатого плетеного виробу при використанні його у якості канатику у папероробній машині. В основу винаходу поставлена також задача удосконалення способу поєднання плетеного трубчатого виробу, у якому, внаслідок закріплення першого ходового кінця виробу у прошивному пристрої, пропущення цього кінця спочатку у вн утрішній порожнині виробу на певній відстані від кінчика другого ходового кінця, а потім прошивання першим ходовим кінцем декілька разів одночасно два шари плетеного трубчатого виробу, повторення усіх операцій з другим ходовим кінцем, утворення натягу, який фіксує ходові кінці один відносно одного, та закріплення кінчиків ниток (прядок) ходових кінців на поверхні виробу, забезпечується захоплення та утримання виробу силою тертя у внутрішній порожнечі виробу та у чар унках виробу, через які проходять ходові кінці при зрощуванні виробу, та за рахунок цього з'являється можливість утворення надійного поєднання, яке практично незначно виступає за габарити виробу, а також можливість скоротити простій, наприклад, папероробної машини при обриві канатиків у будь-який її частині. Поставлена задача вирішується тим, що у відомому плетеному трубчатому виробі, який має зустрічне направлені та розташовані по спіралі ни тки (прядки), відповідно до винаходу, виріб виконаний з можливістю зміни кроку спіралі та діаметра виробу таким чином, що відношення tmax/tmi n та dmax/dmi n змінюється в 2-3 рази, при цьому t min - мінімальний крок спіралі, який відповідає dmax - максимальному діаметру виробу, a tmax - максимальний крок спіралі, який відповідає dmin - мінімальному діаметру виробу. Поставлена задача вирішується також тим, що у відомому способі поєднання плетеного виробу шляхом пропускання ниток (прядок) під перетинаючі нитки (прядки), згідно винаходу, закріпляють перший ходовий кінець виробу у прошивному пристрої, пропускають цей кінець спочатку у вн утрішню порожнину виробу на певній відстані від кінчика другого ходового кінця, а потім прошивають першим ходовим кінцем декілька разів одночасно два шари плетеного трубчатого виробу, повторюють усі операції з другим ходовим кінцем, утворюють натяг, який фіксує ходові кінці один відносно одного, та закріпляють кінчики ниток (прядок) ходових кінців на поверхні виробу. Як видно із викладення суті запропонованих технічних рішень, вони відрізняються від прототипів та, отже, є новими. Рішення також мають винахідницький рівень. Як слідує з вказаних ви ще джерелінформації [1, 2], не дивлячись на те, що заправляючі канатики відомі з 1913 року, їх конструкція залишається в основному традиційною, основні досягнення пов'язані з їх якістю, яка одержана за рахунок вживання нових матеріалів. Операція зрощування канатиків остається повільною та трудомісткою. Крім того, споживачів канатної продукції в основному інтересує їх міцність. Тому ці показники приводять у ДЕСТ'ах та ТУ. У даному ж випадку використовують здібність плетеного трубчатого канату фіксувати та утримувати предмет під дією сили тертя, яка виникає у результаті осьового навантаження на канатик. Запропоновані технічні рішення принципово змінюють технологію зрощування канатиків для папероробних машин, скорочуючи час простою ізза обриву канатика до 5-10 хвилин. Дані технічні рішення знайдуть широке використання, перш за все, у канатній та папероробній промисловостях. На фіг. 1 показана половина розвернутого плетеного трубчатого виробу. На фіг. 2 показаний перший етап поєднання плетених трубча тих виробів. На фіг. 3 показаний другий етап. На фіг. 4 показаний остаточний вид-поєднання. Оптимальним варіантом виконання плетеного трубчатого виробу, припустимим, для використання як направляючих канатиків у папероробних машинах, являється виріб, який має зустрічне направлені 10 прядок 1 та 10 прядок 2, розташованих по спіралі так, як показано на фіг. 1. Кожна прядка виробу має діаметр 1 мм та утворена з 4 капронових ниток. Виріб виконаний таким чином, що крок спіралі може змінюватись від 20 мм до 55 мм. При максимальному кроці прядки утворюють щільну упаковку, вн утрішній діаметр якої менше діаметра, який описує 20 прядок по 1 мм. Запропонований плетений трубчатий виріб витримує навантаження до 500 кг. 2 36113 При зміні кроку спіралі від мінімального до максимального під дією навантаження, яка прикладена вздовж осі виробу, прядки працюють як захва т та утворюють зусилля захвату, пропорційне довжині плетеного трубчатого виробу, який здійснює захват, та з усиллю осьового навантаження. Спосіб поєднання плетеного трубчатого виробу реалізований на прикладі зрощування направляючих канатиків папероробних машин. Послідовність етапів здійснення способу показана на фіг. 2, 3, 4. На першому етапі (див. фіг. 2) кінчик першого ходового кінця плетеного трубчатого канатика 3 закріпляють у прошиваючому пристосуванні (на фіг. не показано). За допомогою цього пристосування роздвигають прядки канатика на відстані 0,35-0,40 м від кінчика другого ходового кінця 4. Через утворену чар унку перший ходовий кінець 3 уводять у порожнину плетеного трубчатого канатика та протягують на довжині 5, яка дорівнює 0,05-0,07 м. Потім ще раз роздвигають прядки, утворюючи другу чарунку, через яку перший ходовий кінець 3 виводять назовні. Далі, використовуючи прошиваюче пристосування, роблять 5-7 стежків на довжині 0,35-0,40 м. На другому етапі (див. фіг. 3) кінчик другого ходового кінця 4 закріпляють у тому ж прошиваючому пристосуванні. Через таку ж чарунку у першому ходовому кінці 3 пропускають канатик у порожнечі 6 другого ходового кінця 5, а потім через другу чар унку кінчик виводять назовні і роблять 5-7 стежків на довжині теж 0,35-0,40 м. На третьому етапі, коли обидва кінчика виявляються виведеними назовні (див. фіг. 4), канатик натягу ють, він приймає форму двошарової смуги, кінці якої взаємно прошивають один одного, як показано на фіг. 4. Після цього кінчики ходових кінців закріпляють, наприклад, оплавленням капронової нитки. Час зрощування канатиків папероробних машини не перевищує 5-10 хв. Надійність одержаного поєднання не гірше надійності вихідного плетеного трубчатого, виробу. Як видно із опису прикладів здійснення запропоних технічних рішень, їх використання забезпечує значне скорочення часу поєднання плетеного виробу при одночасному забезпеченні надійності та мінімальному потовщанні на довжині, на якій здійснено зрощування, у порівнянні з виробом у цілому. Джерела інформації, прийняті до уваги при складанні опису винаходу: 1. Эйдлин И.Я. Бумагоделательные и отделочные мащины. – М.: Лесная промышленность, 1970. – С.624. 2. Проспект фирмы Тойфельбергер (ксерокопия приложена). 3. Забелин В.А. Справочник по прядению грубых волокон и производству крученых изделий. – М.: Легкая индустрия, 1973. – С.302-305. 4.Шнуры. Технические условия. ГОСТ 26231-91. – М.: Изд-во стандартов, 1992. 5. Описание к авторскому свидетельству СССР № 1286653, от 24.01.85, М.кл. D04C3/40 (прототип). 6. Описание к авторскому свидетельству СССР № 1227854, от 03.07.84, М.кл. F16G11/00, D07В9/00 (прототип). 3 36113 Фіг. 1 Фіг. 2 4 36113 Фіг. 3 Фіг. 4 __________________________________________________________ ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97 __________________________________________________________ Підписано до друку ________ 2001 р. Формат 60х84 1/8. Обсяг ______ обл.-вид. арк. Тираж 50 прим. Зам._______ ____________________________________________________________ УкрІНТЕІ, 03680, Київ-39 МСП, вул. Горького, 180. (044) 268-25-22 ___________________________________________________________ 5
ДивитисяДодаткова інформація
Назва патенту англійськоюKnitted pipe article and method for connecting it
Автори англійськоюKuprian Oleksandr Anatoliiovych, Shmakov Oleksandr Borysovych
Назва патенту російськоюПлетеное трубчатое изделие и способ его соединения
Автори російськоюКуприян Александр Анатольевич, Шмаков Александр Борисович
МПК / Мітки
МПК: D04C 3/00, F16G 11/00
Мітки: трубчатий, поєднання, спосіб, виріб, плетений
Код посилання
<a href="https://ua.patents.su/5-36113-pletenijj-trubchatijj-virib-ta-sposib-jjogo-poehdnannya.html" target="_blank" rel="follow" title="База патентів України">Плетений трубчатий виріб та спосіб його поєднання</a>
Кондитерський виріб і спосіб його одержання
Номер патенту: 52038
Опубліковано: 16.12.2002
Автори: Проць Марія Семенівна, Хімяк Світлана Богданівна
МПК: A23G 3/34, A23G 3/50, A23L 1/00
Мітки: кондитерський, одержання, виріб, спосіб
Формула / Реферат:
1. Кондитерський виріб, що містить покритий глазур’ю корпус з сушених фруктів без кісточок, попередньо проварених в цукровому сиропі, який відрізняється тим, що як сушені фрукти він містить курагу, причому корпус складено з двох меншого і більшого розмірів абрикос, зліплених коаксіально в повздовжньому напрямку корпусу.2. Кондитерський виріб за п. 1, який відрізняється тим, що середина корпусу містить начинку з подрібненої...
Трубчатий скребковий конвеєр
Номер патенту: 653
Опубліковано: 16.10.2000
Автори: Сивуляк Володимир Володимирович, Шраге Реммер
МПК: B65G 19/18, B65G 19/14
Мітки: скребковий, трубчатий, конвеєр
Формула / Реферат:
1. Трубчатий скребковий конвеєр, що містить герметичний трубчатий корпус, розміщений в ньому з можливістю переміщення тяговий ланцюг з дисковими скребками та привідну і натяжну станції для тягового ланцюга, який відрізняється тим, що дискові скребки закріплені на ланцюгу таким чином, що відстань між сусідніми скребками дорівнює 0,70-2,60 внутрішнього діаметра, трубчатого корпусу.2. Конвеєр по п. 1, який відрізняється тим, що...
Попередньонапружений залізобетонний виріб, спосіб в.с. гузя його виготовлення та монтажу
Номер патенту: 53853
Опубліковано: 17.02.2003
Автори: Гузь Галіна Вікторівна, Гузь Віктор Степанович
Мітки: гузя, в.с, залізобетонний, попередньонапружений, виготовлення, виріб, монтажу, спосіб
Формула / Реферат:
1. Попередньонапружений залізобетонний виріб, який включає напружену арматуру та бетонне тіло, який відрізняється тим, що арматура має з одного або обох боків випуски. 2. Попередньонапружений залізобетонний виріб по п.1, який відрізняється тим, що арматурні випуски обладнані кінцевими стовщеннями.3.Спосіб виготовлення попередньонапружених залізобетонних виробів, який включає установку розігрітої арматури кінцевими стовщеннями на...
Виріб феєрверковий
Номер патенту: 358
Опубліковано: 19.07.1999
Автор: Шостак Володимир Володимирович
МПК: F42B 12/02, F42B 4/00
Мітки: виріб, феєрверковий
Формула / Реферат:
Виріб феєрверковий, що складається з корпуса з дистанційною трубкою, заповненого піротехнічною сумішшю, при запалюванні якої відбувається руйнування корпуса й розкидання піротехнічних елементів, що горять, який відрізняється тим, що корпус виробу виконаний з термопластичного полімеру і складається з двох чи декількох частин, як! роз'єднуються при запалюванні піротехнічної суміші.
Трубчатий анкер
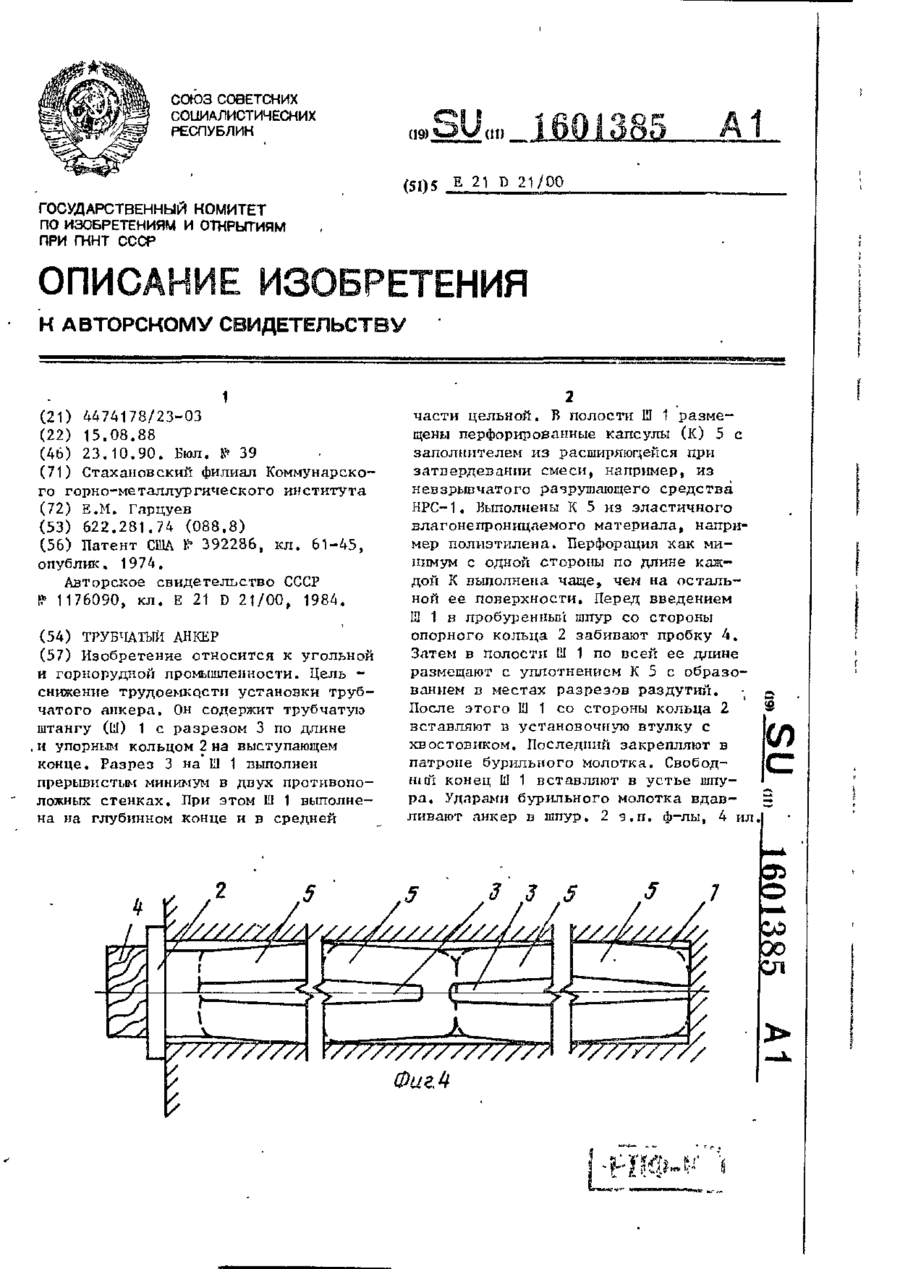
Номер патенту: 2683
Опубліковано: 26.12.1994
Автор: Гарцуєв Євген Михайлович
МПК: E21D 21/00
Формула / Реферат:
1. Трубчатый анкер, включающий трубчатую штангу с разрезом по длине и упорньім кольцом на выступающем конце, заполнитель из расширяющейся при затвердевании смеси и пробку, установленную в устье штанги, отличающийся тем, что, с целью снижения трудоемкости установки трубчатого анкера, он снабжен перфорированными капсулами для размещения в них заполнителя, а разрез на штанге выполнен прерывистым минимум в двух противоположных стенках, при...
Попередній патент: Спосіб фізіотерапевтичної корекції фізіологічного стану організму людини (варіанти)
Наступний патент: Пристрій для захисту місця внутрішньовенного введення
Випадковий патент: Замаслювач для скляного волокна