Ділянка різання прокату, що рухається
Номер патенту: 37229
Опубліковано: 25.11.2008
Автори: Данильченко Віктор Васильович, Калашников Андрій Анатолійович, Багнов Валентин Петрович, Тунік Олександр Олексійович, Царьов Андрій Володимирович
Формула / Реферат
Ділянка різання прокату, що рухається, до складу якої входять встановлені послідовно транспортний пристрій, що підводить, ролики, що подають, різальний пристрій, прикріплений до каретки з ходовими колесами, встановленими на горизонтальних доріжках кочення з можливістю переміщення від приводу, рольганг, що відводить, і розміщена між рольгангом, що відводить, і кареткою тримальна рама, з підтримувальними роликами для прокату, зчленована з кареткою, яка відрізняється тим, що вона обладнана щонайменше трьома додатковими тримальними рамами з підтримувальними роликами для прокату, розташованими між рольгангом, що відводить, і різальним пристроєм і між різальним пристроєм і транспортним засобом, що підводить, виконаним у вигляді рольганга, і опорними котками, закріпленими у міжроликових проміжках рольганга, що підводить, і рольганга, що відводить, з можливістю їхнього контакту з нижніми поверхнями тримальних рам, при цьому один кінець кожної додаткової тримальної рами зчленований з кареткою.
Текст
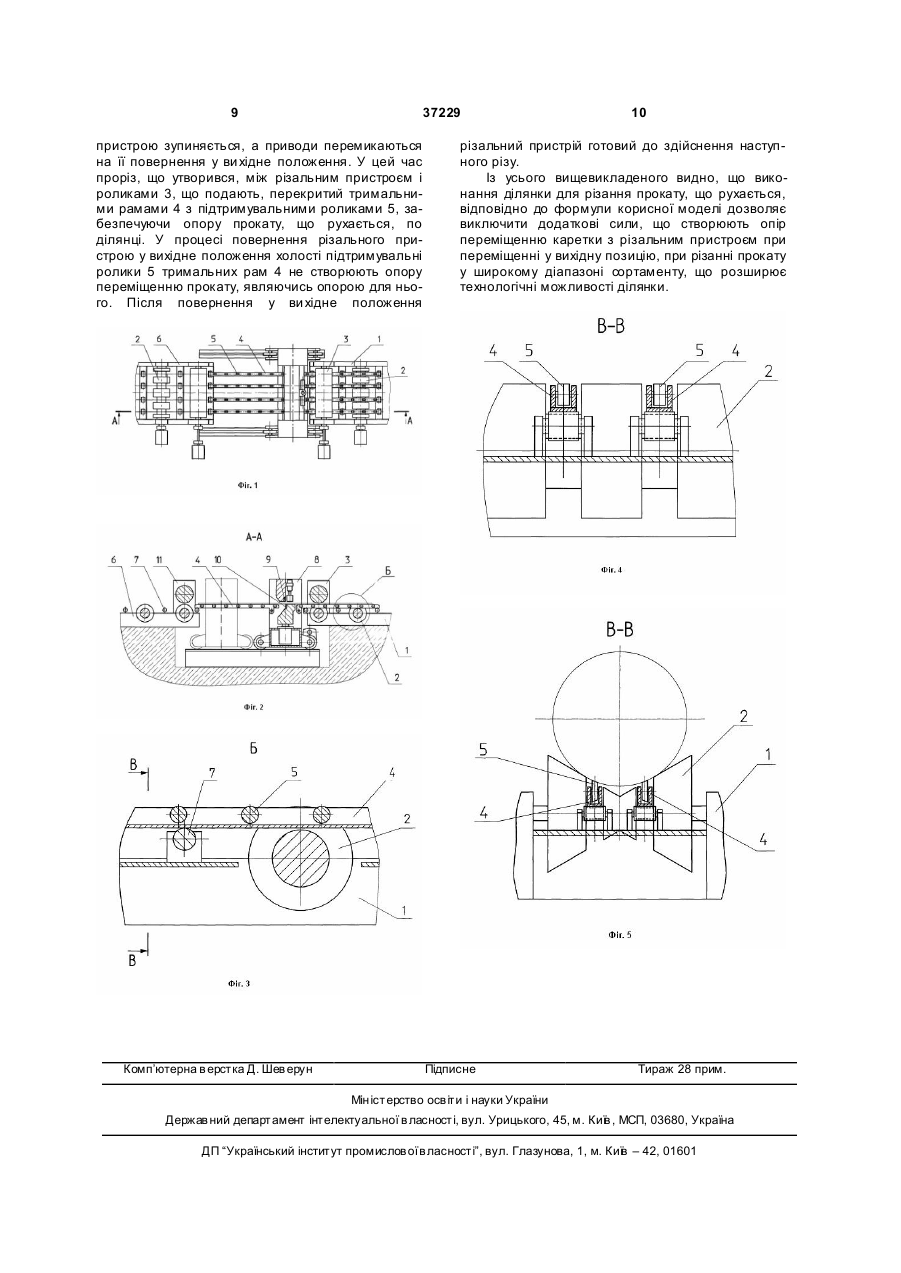
Ділянка різання прокату, що рухається, до складу якої входять встановлені послідовно транспортний пристрій, що підводить, ролики, що подають, різальний пристрій, прикріплений до каретки з ходовими колесами, встановленими на 3 37229 Гідроциліндр повороту ролика, розміщеного за різальним вузлом по ходу руху прокату, шарнірно зчленований своїм корпусом з рамою хитного рольганга, а гідроциліндр повороту останнього ролика по ходу р уху прокату зчленований з ним через систему важелів і тяг і одночасно є приводом переміщення рольгангу. До нижньої частини станини перед хитним рольгангом прикріплений похилий лоток, нижній торець якого розміщений над візком для обрізі. Робота різального пристрою відбувається наступним чином. Прокат (сляб), що підлягає розрізуванню на мірні довжини, транспортується роликами рольгангу, що підводить, і задається в зазор між верхнім і нижнім ножами роликами, що подають. Перший ролик хитного рольганга своїм гідроциліндром провертається відносно шарнірного прикріплення до рами і опускається у нижнє положення, при цьому між різальним вузлом і хитним рольгангом утворюється вільний простір для переміщення каретки з різальним вузлом під час наступного різу. При досягненні прокатом (його місцем різання) вузла різання вмикається гідроциліндр переміщення каретки з різальним вузлом і починається одночасний рух з рівними швидкостями прокату і каретки з різальним вузлом, під час якого гідравлічний циліндр різу переміщує униз супорт із верхнім ножем назустріч нижньому ножу. Одночасно із цим гідроприводом хитання рольгангу найближчий до ножиців край рольганга опускається, що виключає натиснення на ролики рольганга під час руху супорту з верхнім ножем униз. При змиканні верхнього ножа з нижнім ножем прокат розрізається. Після завершення різу відрізана мірна частина заготівки роликами хитного рольганга переміщується на ролики рольганга, що відводить, і транспортується далі в напрямку те хнологічного потоку. Гідроциліндром переміщення супорт із верхнім ножем піднімається у вихідне положення, а каретка з різальним вузлом своїм гідроприводом переміщуючись у напрямку, протилежному напрямку руху заготівки, повертається у своє вихідне положення. Різальний пристрій готовий до здійснення наступного різу. При необхідності відрізання від заготівки, наприклад, некондиційного переднього і заднього кінців, хитний рольганг відсувається від ножиців, при цьому його останній ролик опускається, звільняючи простір для переміщення рольгангу, а його перший ролик гідроциліндром опускається, збільшуючи простір для переміщення обрізка по похилому лотку на візок для обрізі. Як видно зі сказаного величина ходу каретки з різальним вузлом обмежена величиною прорізу, що утворився при опусканні першого ролика хитного рольганга, і складає частину кроку міжроликового проміжку, який може бути ≈1000мм. За час проходження кареткою цієї короткої відстані необхідно здійснити розрізування заготівки і підйом верхнього ножа у вихідне положення, що не дозволяє різати прокат, що рухається, з підвищеними швидкостями, які визначаються ви 4 могами технологічного процесу, що знижує продуктивність різального пристрою. Відомий також інший пристрій транспортування сталевих труб для пересувного труборіза, описаний у заявці Японії №7299642 В23Д 25/04, В23Д 25/00, В23Д 33/00. До його складу входять встановлені послідовно транспортний засіб, що підводить, ролики, що подають, різальний пристрій, виконаний з можливістю поздовжнього переміщення паралельно напрямку руху прокату, тримальна рама з підтримувальними роликами, рольганг, що відводить. З пари роликів, що подають, нижній ролик виконаний приводним, а верхній - притискним. Різальний пристрій розміщений на каретці, зчленованій із приводом переміщення у напрямку, що збігається з напрямком переміщення прокату, який підлягає розрізанню. Каретка зчленована із двома парами ходових коліс, встановлених на горизонтальних доріжках кочення, прикріплених до фундаменту, і оснащена затискачами, розміщеними з боку входу заготівки в різальний вузол і з боку виходу з нього. Різальні інструменти пристрою виконані з можливістю переміщення у площині різання, перпендикулярній напрямку переміщення заготівки. У проміжку між різальним вузлом і рольгангом, що відводить, розміщена тримальна рама з підтримувальними роликами, розташованими на рівних відстанях один від одного. Тримальна рама, встановлена паралельно напрямку руху прокату і одним кінцем зчленована з кареткою. До нижньої частини тримальної рами прикріплені котки, які розміщені на горизонтальних доріжках кочення, паралельних доріжкам кочення каретки (фіг. 4). Для розрізання на мірні довжини прокат (труба) подається до вузла різання, розміщеного у крайньому правому положенні, ближче до роликів, що подають. При досягнення заготівкою різального вузла вмикають привод каретки і переміщують її зі швидкістю руху заготівки. При співпаданні завданого місця різу з різальними інструментами каретки затискачі із двох боків від вузла різання фіксують заготівку, а різальна головка на ходу здійснює розрізання матеріалу, що рухається. Одночасно з переміщенням каретки переміщується і тримальна рама з підтримувальними роликами, по яких рухається відрізана частина заготівки. Після закінчення різу більша частина довжини відрізаної заготівки розміщується на приводних роликах рольгангу, що відводить. Привод різального вузла повертає різальні інструменти у вихідне положення, затискачі відводяться від заготівки, каретка з різальним вузлом зворотним ходом повертається у ви хідну позицію, тримальна рама з підтримувальними роликами також повертається у вихідне положення, перекриваючи проріз між рольгангом, що відводить, і крайнім правим положенням каретки з різальним вузлом. Пристрій готовий до здійснення наступного різу. У відмінності від пристрою, описаного раніше, даний різальний пристрій дозволяє досягати більш високої продуктивності за рахунок того, що каретка 5 37229 з різальним вузлом має можливість здійснювати значно більший хід, що дозволяє істотно збільшити швидкість руху прокату при різанні його на ходу, і збільшити продуктивність пристрою. При цьому слід зазначити, що до завершення різу прокату, що рухається, коли каретка з різальним пристроєм і тримальною рамою з підтримувальними роликами перебуває у крайньому лівому положенні відносно роликів, що подають, частина прокату, що продовжує знаходитись з боку роликів, що подають, провисає під власною вагою через відсутність опор під нею. Провисання прокату, що підлягає розрізуванню у описаному пристрої буде тим більше, чим менше його жорсткість і чим більш віддалено від роликів, що подають, буде перебувати каретка, тобто, чим більше буде довжина ділянки провисання. Наявність провисаючої ділянки прокату, що має малу жорсткість, створює додаткові сили опору і затрудняє або унеможливлює рух каретки з різальним інструментом у напрямку, зворотному переміщенню прокату при її поверненні у вихідне положення для виконання наступного різу. Таким чином, до недоліків прототипу варто віднести незадовільні технологічні можливості, пов'язані з обмеженням сортаменту прокату, що підлягає розрізуванню. До основи корисної моделі поставлене завдання розширення технологічних можливостей, пов'язаних з розширенням сортаменту прокату, що підлягає розрізанню на обладнанні, що заявляється. Поставлене завдання вирішується за рахунок технічного результату, що полягає у виключенні додаткових сил опору руху каретки при здійсненні її зворотного ходу. Для досягнення вищевказаного технічного результату ділянка різання прокату, що рухається, до складу якої входять встановлені послідовно транспортний пристрій, що підводить, ролики, що подають, різальний пристрій, прикріплений до каретки з ходовими колесами, встановленими на горизонтальних доріжках кочення з можливістю переміщення від приводу, рольганг, що відводить, і розміщена між рольгангом, що відводить, і кареткою, тримальна рама з підтримувальними роликами для прокату, зчленована з кареткою, відповідно до корисної моделі обладнана, щонайменше, трьома додатковими тримальними рамами з підтримувальними роликами для прокату, розміщеними між рольгангом, що відводить, і різальним пристроєм і між різальним пристроєм і транспортним засобом, що підводить, виконаним у вигляді рольгангу, і опорними котками, закріпленими у міжроликових проміжках рольгангу, що підводить, та рольгангу, що відводить, з можливістю їхнього контакту з нижніми поверхнями тримальних рам, при цьому один кінець кожної додаткової тримальної рами зчленований з кареткою. У результаті порівняльного аналізу ділянки різання, що заявляється, і прототипу встановлено, що вони мають наступні загальні ознаки: встановлені послідовно транспортний пристрій, що підводить, ролики, що подають, 6 різальний пристрій, прикріплений до каретки з ходовими колесами, рольганг, що відводить; - розміщення ходових коліс каретки на горизонтальних доріжках кочення з можливістю переміщення від приводу; - тримальна рама з підтримувальними роликами для прокату, зчленована з кареткою; розміщення тримальної рами з підтримувальними роликами для прокату між рольгангом, що відводить, і кареткою; і відмітні ознаки: - обладнання ділянки різання прокату, що рухається, щонайменше, трьома додатковими тримальними рамами з підтримувальними роликами для прокату; розміщення тримальних рам з підтримувальними роликами між рольгангом, що відводить, і різальним пристроєм і між різальним пристроєм і транспортним засобом, що підводить, виконаним у вигляді рольгангу; - обладнання ділянки різання прокату, що рухається, опорними котками; - прикріплення опорних котків у міжроликових проміжках рольгангу, що підводить і рольгангу, що відводить, з можливістю їхнього контакту з нижніми поверхнями тримальних рам; - зчленування одного кінця кожної додаткової тримальної рами з кареткою. Таким чином, ділянка різання прокату, що рухається, яка заявляється, має нові конструктивні елементи, нові розміщення і нові зв'язки між вузлами. Між відмітними ознаками і технічним результатом, що досягається, існує причинно-наслідковий зв'язок. Завдяки обладнанню ділянки для різання прокату, що рухається, щонайменше, трьома додатковими тримальними рамами з підтримувальними роликами для прокату, розміщеними між рольгангом, що відводить, і різальним пристроєм і між різальним пристроєм і транспортним засобом, що підводить, виконаним у вигляді рольгангу, і опорними котками, закріпленими у міжроликових проміжках рольгангу, що підводить і рольгангу, що відводить, з можливістю їхнього контакту з нижніми поверхнями тримальних рам, і завдяки зчленуванню одного кінця кожної додаткової тримальної рами з кареткою, стало можливим створивши опору для всіх частин катаної заготівки в усі періоди роботи і при любому місці розташування різального пристрою відносно вузлів ділянки, виключити провисання заготівки, не залежно від її жорсткості, що виключає виникнення додаткових сил опору, що перешкоджають переміщенню каретки з різальним вузлом під час її зворотного ходу на ви хідну позицію при розрізуванні прокату, який має різну жорсткість, а це розширює технологічні можливості пристрою, що полягають у можливості розрізування заготівок у широкому діапазоні сортаменту без обмеження їхні х жорсткостей. Виключення з вищевказаної сукупності відмітних ознак хоча б одної, не забезпечує досягнення технічного результату. 7 37229 Заявлене технічне рішення має винахідницький рівень, тому що пропонована ділянка різання прокату, що р ухається, для фа хівців наявним чином не витікає з рівня техніки. Технічне рішення, що заявляється, невідомо з рівня техніки і тому воно є новим. Технічне рішення, що заявляється, промислово застосовано, тому що його технологічне та технічне виконання не викликає труднощів, наприклад, в умовах ЗAT «HKMЗ». З використанням технічного рішення, що заявляється, виконаний робочий проект для агрегату поперечного різання стану 2500 гарячої прокатки Магнітогорського металургійного комбінату. Таким чином, рішенню, що заявляється, може бути надана правова охорона, тому що воно є новим і промислово застосовано, тобто відповідає усім критеріям корисної моделі. Технічна сутність рішення, що заявляється, пояснюється кресленнями, на яких зображене наступне: фіг. 1 - загальний вигляд ділянки різання прокату, що р ухається; фіг. 2 - розріз А-А на фіг. 1; фіг. 3 - місце Б на фіг. 2; фіг. 4 - розріз В на фіг. 3 (варіант для різання плаского прокату); фіг. 5 - розріз В на фіг. 3 (варіант для різання круглого прокату). Ділянка різання прокату, що р ухається, містить у собі встановлені послідовно транспортний пристрій, що підводить, виконаний у цьому випадку у вигляді рольгангу 1 із приводними роликами 2, ролики 3, що подають, різальний пристрій, виконаний з можливістю поздовжнього переміщення паралельно напрямку руху прокату. До складу ділянки входить також тримальна рама 4 з підтримувальними роликами 5 і рольганг, що відводить, 6 із приводними роликами. Рольганг 1, що підводить, містить ряд роликів 2, що приводяться у обертання від електромеханічних приводів, з підшипниковими опорами у фундаментних рамах. Ролики 2 рольгангу 1 виконані із проточками, а у міжроликових проміжках на рамі закріплені холості опорні котки 7. Верхня крайка опорного котка 7 розміщена вище верхньої крайки циліндричної поверхні проточки ролика 2. З пари роликів 3, що подають, нижній виконаний приводним і із проточками, як і ролик 2 рольгангу 1, що підводить, а верхній ролик 3 виготовлений циліндричним і призначений для притиску заготівки до нижнього ролика 3 пари (при подачі пласкої заготівки). До складу різального пристрою входять також станина 8 різального вузла, до нижньої частини якої прикріплені ходові колеса, що утворюють разом зі станиною каретку, при цьому одна пара ходових коліс виконана приводною. До верхньої частини станини 8 нерухомо прикріплений верхній ніж 9, а нижній ніж 10 закріплений у супорті, який зчленований із приводом вертикального переміщення відносно станини 8 у площині, перпендикулярній напрямку руху прокату. 8 Ролики рольгангу 6, що відводить, виконані аналогічно роликам 2 рольгангу 1, що підводить. Перед рольгангом 6, що відводить, встановлена пара тягнучих роликів 11, конструкція яких аналогічна конструкції роликів 3, що подають. Між різальним пристроєм і рольгангом 1, що підводить, з одного боку, та різальним пристроєм і рольгангом 6, що відводить, з іншого боку розміщені тримальні рами 4, у яких закріплені на підшипникових опорах підтримуючі холості ролики 5. Одним кінцем кожна несуча рама 4 зчленована зі станиною 8 різального пристрою, іншим кінцем своєї нижньої зовнішньої поверхні вона розміщена на опорних котках 7, закріплених на рамах рольгангів. При розрізанні плаского прокату для забезпечення його стійкого положення кількість тримальних рам 4 повинна бути не менше двох, при цьому кількість тримальних рам 4, встановлених із двох сторін від різального пристрою може бути збільшене у залежності від ширини та товщини прокату, що підлягає розрізуванню, виходячи з умови відсутності провисання прокату між тримальними рамами 4 (фіг. 4). Для можливості різання на ділянці круглого прокату, кількість тримальних рам 4 з кожного боку різального пристрою повинна бути не менше двох (фіг. 5). Робота на ділянці різання прокату, що рухається, здійснюється наступним чином. У вихідному положенні різальний пристрій перебуває у крайньому правому положенні, нижній ніж 10 розташований нижче рівня транспортування металу, що підлягає розрізанню. Роликами 2 рольгангу 1, що підводить, і роликами 3, що подають, прокат, призначений для різання, спрямовується у пристрій та рухається без зупинки. По сигналу системи виміру довжини вмикаються приводи і станина 8 різального пристрою розганяється до швидкості руху прокату, при цьому котки станини 8 переміщуються по напрямних убік руху прокату. Після синхронізації швидкостей руху прокату і швидкості руху станини 8 з різальним пристроєм дається команда на вмикання різального пристрою на «різ». Нижній ніж 10 при цьому рухається нагору, піднімає прокат, який потрібно розрізати, над підтримувальними роликами 5 тримальних рам 4, притискає його до притиску різального пристрою і, рухаючись разом з ним до верхнього ножа 9 до змикання, здійснює розрізування прокату. У процесі руху станини 8 різального пристрою разом з нею переміщуються і тримальні рами 4 з підтримувальними роликами 5, при цьому нижні поверхні тримальних рам 4 перекочуються по опорних котках 7. Від моменту завершення різу до повного опускання нижнього ножа 10 станина 8 продовжує рух синхронно із прокатом, а відрізана мірна частина прокату, перебуваючи на підтримувальних роликах 5 тримальних рам 4, передається на ролики рольгангу 5, що відводить. Після надходження переднього торця відрізаної заготівки у тягнучі ролики 11, відрізана заготівка проштовхується ними далі у напрямку те хнологічного потоку. Після повного опускання нижнього ножа 10 станина 8 різального 9 37229 пристрою зупиняється, а приводи перемикаються на її повернення у ви хідне положення. У цей час проріз, що утворився, між різальним пристроєм і роликами 3, що подають, перекритий тримальними рамами 4 з підтримувальними роликами 5, забезпечуючи опору прокату, що рухається, по ділянці. У процесі повернення різального пристрою у вихідне положення холості підтримувальні ролики 5 тримальних рам 4 не створюють опору переміщенню прокату, являючись опорою для нього. Після повернення у ви хідне положення Комп’ютерна в ерстка Д. Шев ерун 10 різальний пристрій готовий до здійснення наступного різу. Із усього вищевикладеного видно, що виконання ділянки для різання прокату, що рухається, відповідно до формули корисної моделі дозволяє виключити додаткові сили, що створюють опір переміщенню каретки з різальним пристроєм при переміщенні у вихідну позицію, при різанні прокату у широкому діапазоні сортаменту, що розширює технологічні можливості ділянки. Підписне Тираж 28 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюCutting area ofthe moving rolled metal
Автори англійськоюTunik Oleksandr Oleksiiovych, Danylchenko Viktor Vasyliovych, Bahnov Valentyn Petrovych, Kalashnykov Andrii Anatoliovych, Tsariov Andrii Volodymyrovych
Назва патенту російськоюУчасток резки движущегося проката
Автори російськоюТуник Александр Алексеевич, Данильченко Виктор Васильевич, Багнов Валентин Петрович, Калашников Андрей Анатольевич, Царев Андрей Владимирович
МПК / Мітки
МПК: B23D 25/00, B23D 33/00
Мітки: різання, прокату, ділянка, рухається
Код посилання
<a href="https://ua.patents.su/5-37229-dilyanka-rizannya-prokatu-shho-rukhaehtsya.html" target="_blank" rel="follow" title="База патентів України">Ділянка різання прокату, що рухається</a>
Спосіб плазмового різання листового прокату
Номер патенту: 32588
Опубліковано: 26.05.2008
Автори: Ставров Володимир Михайлович, Кушко Володимир Володимирович, Рокало Юлія Олександрівна
МПК: B23K 10/00
Мітки: спосіб, плазмового, різання, листового, прокату
Формула / Реферат:
1. Спосіб плазмового різання листового прокату, що включає нагрівання металу, що розрізається електричною дугою, стабілізованою потоком газу, і який утворює плазму, що проходить через сопло плазмотрона круглого перерізу, який відрізняється тим, що встановлюють телевізійний датчик (телекамеру і монітор) і контролюють вихідний факел плазмового потоку і крайки листа, що розрізається, одержують і фіксують параметри якісного різання.2....
Ножиці для різання заготівки, що рухається

Номер патенту: 13090
Опубліковано: 15.03.2006
Автори: Козлов Павло Миколайович, Багнов Валентин Петрович, Царьов Андрій Володимирович, Чижик Володимир Васильович, Калашников Андрій Анатолійович
МПК: B23D 25/00
Мітки: рухається, ножиці, різання, заготівки
Формула / Реферат:
Ножиці для різання заготівки, що рухається, що містять встановлений під кутом до вертикалі корпус з розміщеним у його верхній частині вузлом різання, напрямну, розташовану в опорах, прикріплених до фундаментної рами, і гідроциліндр переміщення ножиць, які відрізняються тим, що напрямна прикріплена до корпуса ножиць і розташована співвісно з гідроциліндром переміщення ножиць, причому шток згаданого гідроциліндра шарнірно зчленований з одним із...
Пристрій різання прокату
Номер патенту: 39603
Опубліковано: 15.06.2001
Автори: Калашников Андрій Анатолійович, Мухін Володимир Іванович, Гриценко Сергій Анатолійович
МПК: B23D 47/00
Мітки: пристрій, прокату, різання
Формула / Реферат:
1. Пристрій різання прокату, що має вузол різання, до складу якого входить дискова пила та механізм притиснення прокату з опорною плитою, який відрізняється тим, що механізм притиснення прокату виконано у вигляді двох притискачів, кожний з котрих симетричний до осі пили та має проріз, через який проходить пильний диск, при цьому один з притискачів встановлено стаціонарно вздовж осі прокату, а другий розміщено паралельно першому та...
Ножиці для різання прокату
Номер патенту: 28482
Опубліковано: 10.12.2007
Автори: Левіна Валентина Іванівна, Бортник Валерій Вікторович, Тунік Олександр Олексійович, Багнов Валентин Петрович, Калашников Андрій Анатолійович
МПК: B23D 15/00, B23D 17/00
Мітки: ножиці, прокату, різання
Формула / Реферат:
Ножиці для різання прокату, що включають встановлені в напрямних станин з можливістю переміщення верхній і нижній супорти, що несуть закріплені в них ножі з різальними крайками, розташованими в одній площині, і зворотні циліндри, штоки яких зчленовані з одним із супортів, які відрізняються тим, що штоки зворотних циліндрів шарнірно зчленовані з одним із супортів, наприклад верхнім, а їхні корпуси шарнірно зчленовані з іншим супортом,...
Ділянка правки готового прокату фланцевого профілю
Номер патенту: 24483
Опубліковано: 21.07.1998
Автори: Жучков Сергій Михайлович, Кулаков Леонід Васильович, Лохматов Олександр Павлович, Сівак Едуард Володимирович, Петренко Валентина Іванівна
МПК: B21D 3/00
Мітки: прокату, правки, готового, фланцевого, ділянка, профілю
Формула / Реферат:
Участок правки готового проката фланцевого профиля, располагаемый за холодильником сортового прокатного стана и содержащий правильную машину с подводящим и отводящим рольгангами, и доправочное устройство, установленное после правильной машины, отличающийся тем, доправочное устройство выполнено в виде неприводной клети с универсальным четырехвалковым калибром, оси валков которого расположены в одной плоскости, и установлено между правильной...
Попередній патент: Спосіб лікування плацентарної недостатності у вагітних з гіпертензивними розладами
Наступний патент: Пристрій для введення ультрадисперсних порошків в розплав металу
Випадковий патент: Пристрій регулювання питомої потужності дефібрування