Ножиці для різання прокату
Номер патенту: 28482
Опубліковано: 10.12.2007
Автори: Бортник Валерій Вікторович, Калашников Андрій Анатолійович, Левіна Валентина Іванівна, Тунік Олександр Олексійович, Багнов Валентин Петрович
Формула / Реферат
Ножиці для різання прокату, що включають встановлені в напрямних станин з можливістю переміщення верхній і нижній супорти, що несуть закріплені в них ножі з різальними крайками, розташованими в одній площині, і зворотні циліндри, штоки яких зчленовані з одним із супортів, які відрізняються тим, що штоки зворотних циліндрів шарнірно зчленовані з одним із супортів, наприклад верхнім, а їхні корпуси шарнірно зчленовані з іншим супортом, наприклад нижнім, причому точки шарнірного прикріплення зворотних циліндрів до елементів ножиць лежать або в одній площині, або точки шарнірного прикріплення одного циліндра лежать у площині, паралельній площині розміщення точок шарнірного прикріплення до ножиць іншого зворотного циліндра, причому площина розміщення шарнірних прикріплень кожного зі зворотних циліндрів повернена відносно площини розміщення різальних крайок ножів у бік верхнього ножа і утворює із нею кут ![]() , який визначають по залежності:
, який визначають по залежності: ![]() .
.
Текст
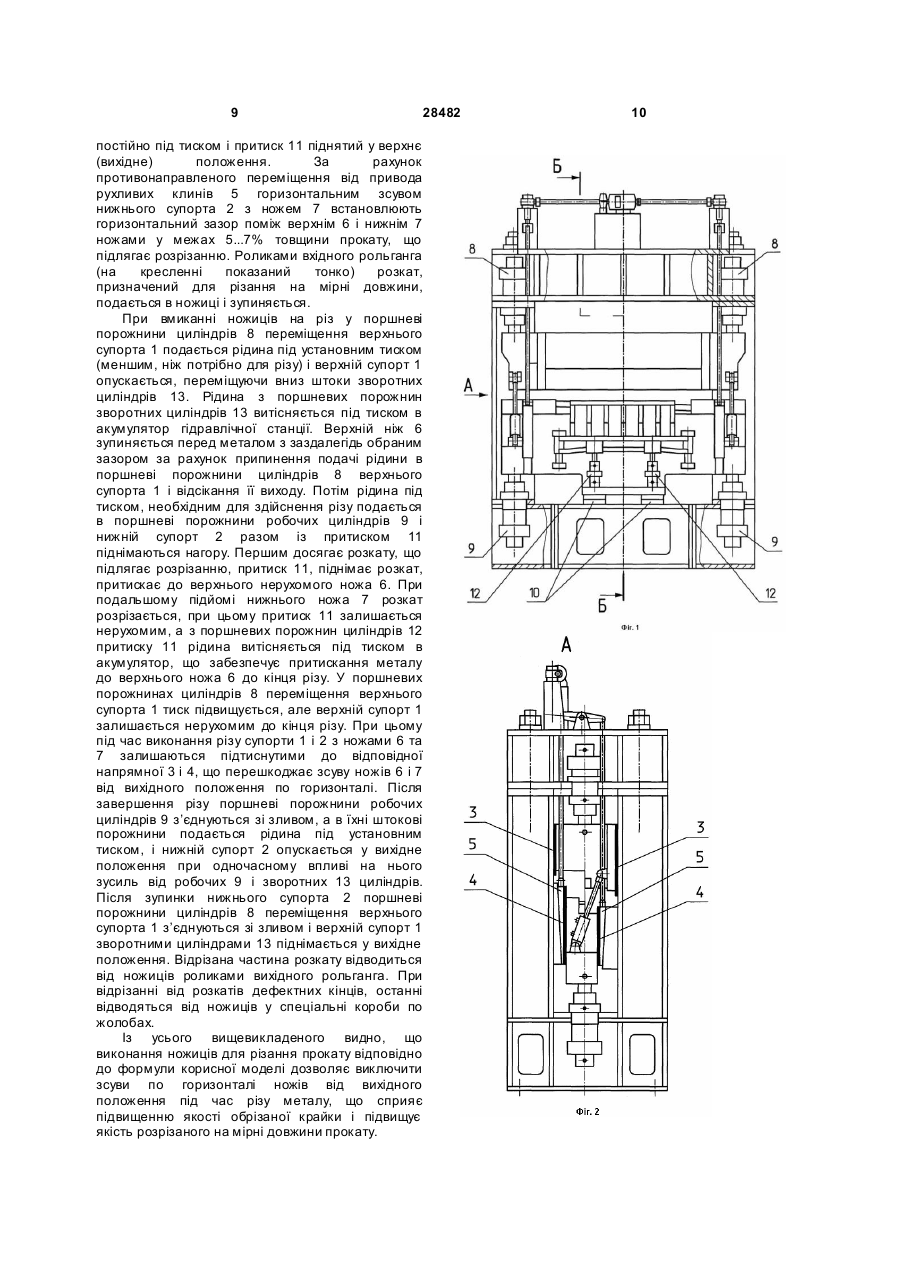
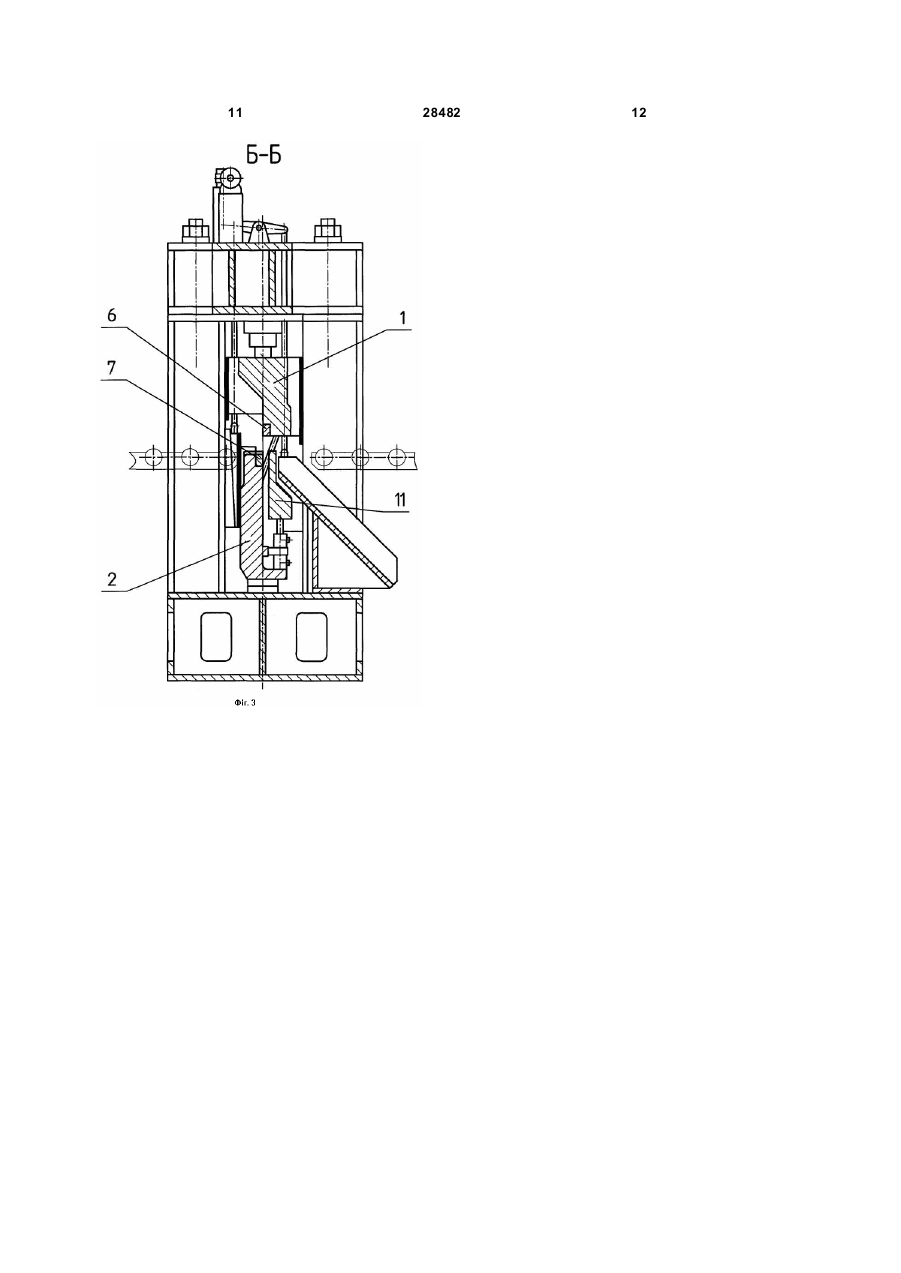
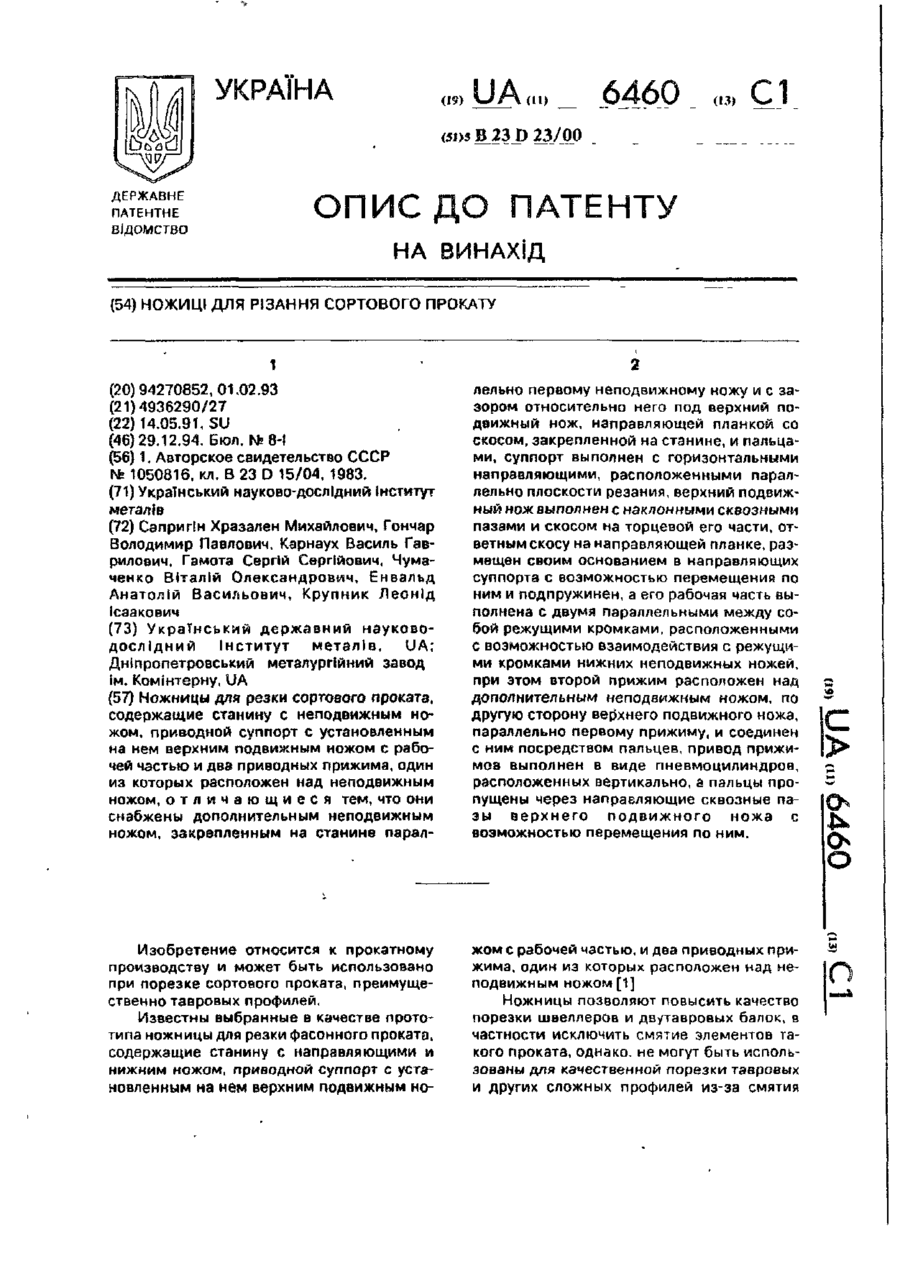
Ножиці для різання прокату, що включають встановлені в напрямних станин з можливістю переміщення верхній і нижній супорти, що несуть закріплені в них ножі з різальними крайками, розташованими в одній площині, і зворотні циліндри, штоки яких зчленовані з одним із супортів, які відрізняються тим, що штоки зворотних циліндрів шарнірно зчленовані з одним із супортів, наприклад верхнім, а їхні корпуси шарнірно зчленовані з іншим супортом, наприклад нижнім, причому точки шарнірного прикріплення зворотних циліндрів до елементів ножиць лежать або в одній площині, або точки шарнірного прикріплення одного циліндра лежать у площині, паралельній площині розміщення точок шарнірного прикріплення до ножиць іншого зворотного циліндра, причому площина розміщення шарнірних прикріплень кожного зі зворотних циліндрів повернена відносно площини розміщення різальних крайок ножів у бік верхнього ножа і утворює із нею кут b , який визначають по Корисна модель, що заявляється, відноситься до прокатного виробництва і може бути використана для поперечного різання прокату на мірні довжини, може бути встановлена в лінії прокатного стану. Існує кілька типів ножиців, призначених для розрізування прокату, конструкція яких залежить від схеми різання, яка реалізується на них. При будь-якій схемі різання одною з важливих вимог, які висувають до ножиців, є необхідність збереження постійності міжножових зазорів, встановлених до виконання різу, для одержання якісного продукту після різання. При реалізації будь-якої схеми різання під час різу з боку металу, що розрізується, на крайки ножів діють вертикальні сили Р і бічні (горизонтальні) сили, що розпирають ножі, - Т, які знаходяться у такій залежності: Т=(0,1...0,3)Р. Сили Р викликають опір вертикальному переміщенню ножів, а сили Т, викликаючи горизонтальні зсуви супортів у напрямку від площини різу на величину зазорів ходових посадок супортів у станинах, притискають супорти до напрямних станин і приводять до збільшення попередньо установленого горизонтального зазору між ножами, що впливає на якість крайок, що розрізаються. Відомо, що висока якість крайок розкатів, які розрізають, забезпечується при збереженні незмінним у процесі різання вихідного горизонтального зазору між ножами. Особливо це позначається при розрізанні товстоштабового прокату, де установлений горизонтальний зазор між ножами рівний 5...7% від товщини штабів і збережений незмінним у процесі різання, забезпечує перпендикулярність крайки до поверхні штаби, чисту поверхню зрізу без натирів і заусенців, тобто забезпечує необхідну якість готового продукту. Відомі ножиці з верхнім різом, описані в [книзі А.А. Королева «Механическое оборудование прокатных цехов черной и цветной металлургии», -М.: « Металлур гия», 1976, с.235-236], у яких нижній ніж встановлений нерухомо у станині, а верхній ніж закріплений у супорті, зчленованому із приводом зворотно-поступального переміщення. Супорти виставлені таким чином, що крайки верхнього і нижнього ножів лежать в одній площині - площині різання. Перед ножицями встановлений 90o ñ b ñ 0o . (19) UA (11) 28482 (13) U залежності: 3 28482 транспортний рольганг із приводними роликами, а за ножицями розміщений хитний рольганг. Для розрізування на мірні довжини прокат доставляється в ножиці приводними роликами транспортного рольгангу. Нижній супорт із ножем перебуває в положенні, при якому ріжуча крайка нижнього ножа розташована нижче верхніх крайок роликів транспортного рольгангу. Верхній супорт приводом переміщення опускається на нерухомо лежачий на роликах рольганга прокат, при цьому відбувається одночасне опускання хитного рольгангу, і після здійснення ходу верхнім ножем відбувається розрізування металу. При цьому відрізана частина прокату залишається на роликах хитного рольгангу на рівні, нижче первісного положення на величину ходу верхнього ножа. Далі відрізана частина прокату транспортним рольгангом прибирається із зони різання, а його ролики знову займають верхнє ви хідне положення. Використання даних ножиців для розрізування прокату припускає наявність хитного стола або хитного рольгангу, необхідного для реалізації схеми різання та відведення відрізаної частини прокату, що приводить до росту капітальних витрат, пов’язаних з обладнанням ножиців. Крім того, при різанні на нижній поверхні розкату, що розрізається, утворюються задирки, що знижує якість отриманого продукту. Утворення задирків особливо неприпустимо при різанні щодо тонких розкатів і розкатів з алюмінієвих сплавів, до яких пред’являються високі вимоги по якості. Таким чином до недоліків описаних ножиців слід віднести значні капітальні витрати та обмежені технологічні можливості, пов’язані з їхнім використанням. Відомі інші ножиці, описані в [книзі А.И. Целикова, В.В. Смирнова. «Прокатные станы», М.: «Металлургиздат», 1958, с.246-247], які реалізують схему з нижнім різом. На станині ножиців закріплені нерухомо верхній ніж і приводні притиски для штабів, а нижній ніж встановлений у нижньому супорті, зчленований із привода переміщення у вертикальній площині. Після доставки рольгангом штаби в ножиці і зупинки рольгангу опускають притиски на верхню поверхню штаби, що підлягає різанню, і притискають штабу із потрібним зусиллям, вмикають привод підйому нижнього супорту. Нижній ніж, піднімаючись, піднімає штабу над роликами рольганга та рухається назустріч верхньому ножу. До кінця здійснення повного ходу нижнім ножем відбувається змикання верхнього й нижнього ножів і закінчується розрізування штаби. Відрізана частина штаби падає на рольганг. Вмикають рольганг, що відводить відрізану частину штаби у напрямку технологічного потоку на наступну позицію. На відміну від ножиців, описаних вище, дана конструкція виключає наявність хитного рольганга, що знижує капітальні витрати. Однак якість відрізаної частини штаби залишається незадовільною через наявність на її поверхнях вм’ятин, дефектів, що виникають внаслідок вільного падіння після відрізання з висоти підйому штаби на рольганг. Крім того, 4 додаткові динамічні зусилля, що впливають на вузли рольганга знижують його надійність і довговічність і надійність і довговічність ножиців у цілому. Відомі також ножиці, на яких реалізується схема різання, при якій і верхній і нижній ножі мають можливість переміщення, наприклад, гідравлічні ножиці за [авторським посвідченням №1274862, B23D 15/04], які містять станину з верхньою і нижньою траверсами, верхній і нижній ножі, закріплені у верхньому та нижньому повзунах, що мають можливість вертикального переміщення в напрямних станини, гідравлічні циліндри зрівноважування та повернення верхнього повзуна, циліндри повернення нижнього повзуна, робочі циліндри. Нижні плунжери робочих циліндрів з’єднані з верхнім повзуном, а верхні плунжери через осі й тяги з’єднані з нижнім повзуном. Робота ножиць відбувається наступним чином. У вихідному положенні ножі максимально розведені по вертикалі для можливості вільного переміщення розкату, наприклад, рольгангом в зону різання ножиців. При цьому нижній ніж перебуває нижче рівня транспортування розкату. При вмиканні ножиців на різ у робочі циліндри подається рідина під тиском, верхній повзун з ножем нижніми плунжерами опускається й зупиняється з невеликим зазором від розкату шляхом відсікання зливу рідини із циліндрів зрівноважування та повернення верхнього повзуна. Після зупинки верхнього повзуна гідравлічна рідина продовжує надходити в робочі циліндри і верхніми плунжерами через вісь і тяги, нижній повзун з ножем, на якому розташований розкат, піднімається в напрямку нерухомого верхнього ножа. Розкат, що перебуває на нижньому ножі у зваженому стані над рольгангом, розрізається двома ножами після їхнього змикання. Після закінчення різу робочі циліндри перемикаються на злив, а циліндри зрівноважування та повернення верхнього повзуна та циліндри повернення нижнього повзуна повертають відповідні повзуни у вихідне положення, ножі розводяться у вихідне положення. Слід зазначити, що при виконанні різу під впливом робочих зусиль мають місце зсуви по горизонталі обох ножів, у межах технологічних зазорів, між напрямними станини та супортами, що забезпечують посадку руху, а це негативно позначається на якості різу, особливо при роботі з алюмінієвими штабами та при роботі з товстоштабовим сталевим прокатом. Крім того, описані ножиці мають складну конструкцію. Відомі гідравлічні ножиці за [патентом Великобританії №1016225, В23Д 15/02], більше близькі до рішення, що заявляється, і прийняті у якості прототипу. До їхнього складу входять верхня траверса, рама (станина) з напрямними та нижньою траверсою, з’єднані поміж собою колонами, верхній і нижній ножі, закріплені у верхньому та нижньому повзунах (супортах). Супорти 5 28482 встановлені з можливістю вертикального переміщення у напрямних станини, а гідравлічний циліндр, встановлений у верхній траверсі зчленований з верхнім повзуном, гідравлічні циліндри, встановлені в нижній траверсі, зчленовані з нижнім повзуном. До верхньої траверси прикріплені корпуси зворотних циліндрів, а штоки приєднані до верхнього повзуна. Верхній і нижній ножі виготовлені з різальними крайками, розташованими в одній площині. До верхньої траверси прикріплені корпуси циліндрів притиску, а їхні плунжери розміщені у верхньому супорті, як з можливістю спільного переміщення, так і з можливістю відносного переміщення, і з’єднані із притиском для металу. Робота ножиців відбувається наступним чином. У вихідному положенні ножі максимально розведені по вертикалі, чим забезпечується вільне переміщення розкату, наприклад, рольгангом у ножиці, при цьому нижній ніж перебуває нижче рівня транспортування розкату. При вмиканні ножиців на різ у гідроциліндри притиску подається рідина, викликаючи опускання притиску з верхнім супортом, що несе верхній ніж. При цьому верхній супорт переміщується у вертикальних напрямних станини. Оскільки у вихідному положенні притиск встановлений нижче рівня верхнього ножа по вертикалі при спільному опусканні він першим досягає розкату, що підлягає розрізанню, і зупиняється, після чого нижній супорт із нижнім ножем плунжерами гідравлічних циліндрів піднімається назустріч верхньому зупиненому ножу та розрізає розкат. Під час підйому нижній супорт також переміщується у вертикальних напрямних станини. Плунжери циліндрів притиску піднімаються разом з розкатом, який треба розрізати, за рахунок підйому нижнього супорта з нижнім ножем, притискаючи розкат до нижнього ножа. Після завершення різу, плунжери циліндрів притиску повертають розкат і нижній супорт із нижнім ножем у вихідне положення, а штоки зворотних циліндрів переводять верхній супорт у верхнє вихідне положення. Відрізаний розкат роликами рольганга відводиться із зони ножиців. Дані ножиці в порівнянні з ножицями, описаними вище, мають більше просту конструкцію. Однак при виконанні операції різу в них також як і в попередній конструкції під впливом зусиль різання мають місце зсуви верхнього і нижнього ножів по горизонталі відносно спочатку встановленого положення в межах технологічних зазорів, обумовлених посадкою руху, якою з’єднані супорта та напрямні станини ножиців, що призводить до погіршення геометрії обрізаного торця та погіршує якість готового продукту. До основи корисної моделі поставлене завдання підвищення якості розрізаного на мірні довжини прокату. Поставлене завдання вирішується за рахунок технічного результату, що полягає у виключенні горизонтальних зсувів ножів від вихідного положення під час різу металу. 6 Для досягнення вищевказаного технічного результату в ножицях для різання прокату, що включають встановлені в напрямних станин з можливістю переміщення верхній і нижній супорти, що несуть закріплені в них ножі з різальними крайками, розташованими в одній площині, і зворотні циліндри, штоки яких зчленовані з одним із супортів, відповідно до корисної моделі, штоки зворотних циліндрів зчленовані шарнірно з одним із супортів, наприклад, верхнім, а їхні корпуси шарнірно зчленовані з іншим супортом, наприклад, нижнім, при цьому точки шарнірного прикріплення зворотних циліндрів до елементів ножиців лежать або в одній площині, або точки шарнірного прикріплення одного циліндра лежать у площині, паралельній площині розміщення точок шарнірного прикріплення до ножиців іншого зворотного циліндра, при цьому площина розміщення шарнірних прикріплень кожного зі зворотних циліндрів повернена відносно площини розміщення різальних крайок ножів у бік верхнього ножа і утворює із нею кут b, який визначають по залежності: 90°>b>0°. В результаті порівняльного аналізу ножиців для різання прокату, що заявляються, із прототипом встановлено, що вони мають наступні загальні ознаки: - верхній і нижній супорти, встановлені в напрямних станин з можливістю переміщення; - верхній ніж з різальними крайками, закріплений у верхньому супорті та нижній ніж з різальними крайками, закріплений у нижньому супорті; - розміщення різальних крайок верхнього та нижнього ножів в одній площині; - зворотні циліндри, штоки яких зчленовані з одним із супортів; і відмітні ознаки: - прикріплення корпусів зворотних циліндрів до одного із супортів, наприклад, до нижнього; - шарнірне зчленування штоків зворотних циліндрів з одним із супортів, наприклад, з верхнім; - розміщення точок шарнірного прикріплення зворотних циліндрів до елементів ножиців або в одній площині, або розміщення точок шарнірного прикріплення одного циліндра в площині, паралельній площині розміщення точок шарнірного прикріплення до ножиців іншого зворотного циліндра; - поворот площини розміщення шарнірних прикріплень кожного зі зворотних циліндрів відносно площини розміщення різальних крайок ножів у бік верхнього ножа з утворенням з нею кута b, який визначають за залежністю: 90°>b>0°. Таким чином, ножиці для різання прокату мають нові взаємні розміщення та нові зчленування елементів між собою. Між відмітними ознаками та технічним результатом, що досягається, існує причиннонаслідковий зв’язок. Завдяки шарнірному прикріпленню корпусів зворотних циліндрів, до одного із супортів, наприклад, до нижнього супорта, і шарнірному зчленуванню їхніх штоків з іншим супортом, 7 28482 наприклад, з верхнім супортом, а також завдяки тому, що точки шарнірного прикріплення кожного зі зворотних циліндрів розташовані за різальними крайками ножів на прямій, що утворює із вертикальною поверхнею ріжучої крайки ножа гострий кут b, який визначають за залежністю: 90°>b>0°, стало можливим за рахунок горизонтальної складового робочого зусилля кожного зворотного циліндра притискати верхній і нижній супорти до відповідної поверхні напрямної, розташованої за тильною стороною ножа, вибираючи технологічний зазор, у з’єднанні супорт - напрямна, виготовленому по посадці руху, до початку різу та утримувати супорти з ножами у такому положенні під час різу металу, що дозволяє виключити горизонтальний зсув ножів від вихідного положення під час різу, приводить до поліпшення якості різу та підвищує якість розрізаного на мірні довжини прокату. Виключення з вищевказаної сукупності відмітних ознак хоча б одної не забезпечує досягнення технічного результату. Технічне рішення, що заявляється, не відомо з рівня техніки, тому є новим. Технічне рішення, що заявляється, має винахідницький рівень, тому що пропонована конструкція ножиців для фахівця наявним чином не випливає з рівня техніки. Рішення, що заявляється, промислово застосовано, з його використанням виконаний технічний проект для стану 2800 КаменськУральського металургійного заводу. Таким чином, рішенню, що заявляється, може бути надана правова охорона, тому що воно є новим, має винахідницький рівень і промислово застосовано. Рішення, що заявляться, пояснюється кресленнями, на яких зображене наступне: Фіг.1- загальний вигляд ножиців для різання прокату; Фіг.2 - вид А на Фіг.1 Фіг.3 - розріз Б-Б на Фіг.1 До складу ножиців для різання прокату входять станини та прикріплені до них верхня і нижня траверси, а також верхній супорт 1 і нижній супорт 2, встановлені в напрямних станин з можливістю переміщення. При цьому для верхнього супорта 1 напрямні 3 виконані на вертикальних стінках прорізів станин, а для нижнього супорта 2 напрямні 4 утворені вертикальними поверхнями двох пар клинів 5, що мають можливість противонаправленого (одна сторона - нагору, інша - униз, або навпаки) переміщення від привода по похилих поверхнях клинів, стаціонарно закріплених у прорізах станин. У верхньому 1 і у нижньому 2 супортах закріплені відповідно верхній 6 і нижній 7 ножі з різальними крайками. До верхньої траверси прикріплені корпуси гідравлічних циліндрів 8 переміщення верхнього супорта 1, а їхні штоки шарнірно з’єднані з верхнім супортом 1. У нижніх частинах станин закріплені корпуси робочих гідравлічних циліндрів 9, а їхні штоки шарнірно зчленовані з нижнім супортом 2. Діаметри поршнів циліндрів переміщення 8 верхнього супорта 1 виконані 8 рівними або більшими, ніж діаметри поршнів робочих циліндрів 9, призначених для переміщення нижнього супорта 2. На нижній траверсі закріплені опори 10, призначені для розміщення на них у ви хідному положенні нижнього супорта 2. До нижнього супорта 2 прикріплений притиск 11 таким чином, що його верхня поверхня розміщена декілька вище ріжучої крайки нижнього ножа 7. Притиск 11 з’єднаний зі штоками гідравлічних циліндрів 12, корпуси яких закріплені на нижньому супорті 2. Поршневі порожнини циліндрів 12 постійно заповнені рідиною під тиском від джерела тиску (акумулятора), а штокові порожнини зі зливальною магістраллю гідравлічної станції (на кресленнях не показані). Притиск 11 виконаний з можливістю переміщення, як разом з нижнім супортом 2, так і самостійно відносно нього. До зовнішніх бічних сторін нижнього супорта 2 шарнірно прикріплені корпуси зворотних циліндрів 13, штоки яких шарнірно зчленовані із зовнішніми сторонами верхнього супорта 1. Поршневі порожнини зворотних циліндрів 13 постійно заповнені рідиною під тиском від джерела тиску (акумулятора), а штокові - постійно з’єднані з атмосферою. Слід зазначити, що для рішення поставленого завдання корпуса зворотних циліндрів можуть бути зчленовані з верхнім супортом, а штоки - з нижнім супортом. При цьому точки шарнірного прикріплення штоків і корпусів кожного зі зворотних циліндрів 13 до супортів 1 і 2 ножиців розташовані або в одній площині, або точки шарнірного прикріплення одного циліндра 13 розташовані в одній площині, а точки шарнірного прикріплення до супортів 1, 2 іншого зворотного циліндра 13, лежать в іншій площині, паралельній першій. Крім того, площина розміщення шарнірних прикріплень кожного зі зворотних циліндрів 13 повернена відносно площини розміщення різальних крайок ножів 6, 7 у бік верхнього ножа 7 і утворює із нею кут b, який визначають по залежності: 90°>b>0°. Робота ножиців здійснюється наступним чином. У вихідному положенні ножиців верхній ніж 6 і нижній ніж 7 розведені, при цьому нижній супорт 2 спирається на опори 10 нижньої траверси, а ріжуча крайка нижнього ножа 7 і притиск 11 розташовані нижче рівня транспортування металу, який підлягає розрізанню (на кресленні показаний тонко). Штокові та поршневі порожнини циліндрів 8 переміщення верхнього супорта 1 і робочих циліндрів 9 з’єднані зі зливальною магістраллю гідравлічної станції (зливом). Поршневі порожнини зворотних циліндрів 13 постійно знаходяться під тиском робочої рідини, завдяки чому піднятий у верхнє положення верхній супорт 1 підтиснутий до напрямної 3 за тильною стороною верхнього ножа 6. Нижній супорт 2 з одного боку горизонтальними складовими зусиль зворотних циліндрів 13 притиснутий до напрямної 4 клинів 5, а з іншого боку вертикальними складовими зусиль зворотних циліндрів 13 притиснутий до опор 10. Поршневі порожнини циліндрів притиску 12 знаходяться 9 28482 постійно під тиском і притиск 11 піднятий у верхнє (вихідне) положення. За рахунок противонаправленого переміщення від привода рухливих клинів 5 горизонтальним зсувом нижнього супорта 2 з ножем 7 встановлюють горизонтальний зазор поміж верхнім 6 і нижнім 7 ножами у межах 5...7% товщини прокату, що підлягає розрізанню. Роликами вхідного рольганга (на кресленні показаний тонко) розкат, призначений для різання на мірні довжини, подається в ножиці і зупиняється. При вмиканні ножиців на різ у поршневі порожнини циліндрів 8 переміщення верхнього супорта 1 подається рідина під установним тиском (меншим, ніж потрібно для різу) і верхній супорт 1 опускається, переміщуючи вниз штоки зворотних циліндрів 13. Рідина з поршневих порожнин зворотних циліндрів 13 витісняється під тиском в акумулятор гідравлічної станції. Верхній ніж 6 зупиняється перед металом з заздалегідь обраним зазором за рахунок припинення подачі рідини в поршневі порожнини циліндрів 8 верхнього супорта 1 і відсікання її виходу. Потім рідина під тиском, необхідним для здійснення різу подається в поршневі порожнини робочих циліндрів 9 і нижній супорт 2 разом із притиском 11 піднімаються нагору. Першим досягає розкату, що підлягає розрізанню, притиск 11, піднімає розкат, притискає до верхнього нерухомого ножа 6. При подальшому підйомі нижнього ножа 7 розкат розрізається, при цьому притиск 11 залишається нерухомим, а з поршневих порожнин циліндрів 12 притиску 11 рідина витісняється під тиском в акумулятор, що забезпечує притискання металу до верхнього ножа 6 до кінця різу. У поршневих порожнинах циліндрів 8 переміщення верхнього супорта 1 тиск підвищується, але верхній супорт 1 залишається нерухомим до кінця різу. При цьому під час виконання різу супорти 1 і 2 з ножами 6 та 7 залишаються підтиснутими до відповідної напрямної 3 і 4, що перешкоджає зсуву ножів 6 і 7 від вихідного положення по горизонталі. Після завершення різу поршневі порожнини робочих циліндрів 9 з’єднуються зі зливом, а в їхні штокові порожнини подається рідина під установним тиском, і нижній супорт 2 опускається у вихідне положення при одночасному впливі на нього зусиль від робочих 9 і зворотних 13 циліндрів. Після зупинки нижнього супорта 2 поршневі порожнини циліндрів 8 переміщення верхнього супорта 1 з’єднуються зі зливом і верхній супорт 1 зворотними циліндрами 13 піднімається у вихідне положення. Відрізана частина розкату відводиться від ножиців роликами вихідного рольганга. При відрізанні від розкатів дефектних кінців, останні відводяться від ножиців у спеціальні короби по жолобах. Із усього вищевикладеного видно, що виконання ножиців для різання прокату відповідно до формули корисної моделі дозволяє виключити зсуви по горизонталі ножів від вихідного положення під час різу металу, що сприяє підвищенню якості обрізаної крайки і підвищує якість розрізаного на мірні довжини прокату. 10 11 28482 12
ДивитисяДодаткова інформація
Назва патенту англійськоюShears for cutting rolled products
Автори англійськоюTunik Oleksandr Oleksiiovych, Kalashnykov Andrii Anatoliovych, Bahnov Valentyn Petrovych, Bortnyk Valerii Viktorovych, Levina Valentyna Ivanivna
Назва патенту російськоюНожницы для резки проката
Автори російськоюТуник Александр Алексеевич, Калашников Андрей Анатольевич, Багнов Валентин Петрович, Бортник Валерий Викторович, Левина Валентина Ивановна
МПК / Мітки
МПК: B23D 15/00, B23D 17/00
Мітки: ножиці, різання, прокату
Код посилання
<a href="https://ua.patents.su/6-28482-nozhici-dlya-rizannya-prokatu.html" target="_blank" rel="follow" title="База патентів України">Ножиці для різання прокату</a>
Ножиці для різання штабового матеріалу

Номер патенту: 11318
Опубліковано: 15.12.2005
Автори: Гриценко Сергій Анатолійович, Литвинов Володимир Ілліч, Левіна Валентина Іванівна, Єлецьких Володимир Іванович, Калашников Андрій Анатолійович
МПК: B23D 15/00
Мітки: штабового, матеріалу, ножиці, різання
Формула / Реферат:
Ножиці для різання штабового матеріалу, до складу яких входять установлені в станині нижній супорт із закріпленим у ньому нерухомим прямим ножем, привідний верхній супорт, циліндр, корпус якого прикріплений до бічної поверхні станини, і система керування, які відрізняються тим, що вони обладнані додатковим циліндром, корпус якого шарнірно прикріплений до протилежної бічної поверхні станини, при цьому штоки згаданого циліндра і додаткового...
Ножиці для різання заготівки, що рухається

Номер патенту: 13090
Опубліковано: 15.03.2006
Автори: Калашников Андрій Анатолійович, Багнов Валентин Петрович, Чижик Володимир Васильович, Козлов Павло Миколайович, Царьов Андрій Володимирович
МПК: B23D 25/00
Мітки: ножиці, заготівки, різання, рухається
Формула / Реферат:
Ножиці для різання заготівки, що рухається, що містять встановлений під кутом до вертикалі корпус з розміщеним у його верхній частині вузлом різання, напрямну, розташовану в опорах, прикріплених до фундаментної рами, і гідроциліндр переміщення ножиць, які відрізняються тим, що напрямна прикріплена до корпуса ножиць і розташована співвісно з гідроциліндром переміщення ножиць, причому шток згаданого гідроциліндра шарнірно зчленований з одним із...
Ножиці для різання сортового прокату
Номер патенту: 6460
Опубліковано: 29.12.1994
Автори: Гамота Сергій Сергійович, Чумаченко Віталій Олександрович, Крупнік Леонід Ісаакович, Гончар Володимир Павлович, Карнаух Василь Гаврилович, Енвальд Анатолій Васильович, Сапригін Хразален Михайлович
МПК: B23D 23/00
Мітки: сортового, ножиці, прокату, різання
Формула / Реферат:
(57) Ножницы для резки сортового проката, содержащие станину с неподвижным ножом, приводной суппорт с установленным на нем верхним подвижным ножом с рабочей частью и два приводных прижима, один из которых расположен над неподвижным ножом, отличающиеся тем, что они снабжены дополнительным неподвижным ножом, закрепленным на станине параллельно первому неподвижному кожу и с зазором относительно него под верхний подвижный нож, направляющей...
Ножиці для різання листового матеріалу
Номер патенту: 63430
Опубліковано: 15.01.2004
Автори: Вольвач Олександр Євгенійович, Бахтін Дмитро Євгенович, Білобров Юрій Миколайович, Кузнєцов Михайло Михайлович, Тунік Олександр Олексійович, Шмуліч Владислав Леонідович
МПК: B23D 15/00
Мітки: матеріалу, листового, різання, ножиці
Формула / Реферат:
Ножиці для різання листового матеріалу, що містять станину з опорною балкою і встановленими на цій станині нерухомим ножем із прямолінійною різальною крайкою і рухомим ножем з дугоподібною різальною крайкою, що взаємодіє з механізмом його котіння, які відрізняються тим, що механізм котіння рухомого ножа виконаний у вигляді вільно встановлених на верхній поверхні цього ножа трьох котків різного діаметра, які оснащені з обох боків співвісними...
Ножиці для різання листового матеріалу
Номер патенту: 6748
Опубліковано: 16.05.2005
Автори: Калашников Андрій Анатолійович, Бахтін Дмитро Євгенович, Кузнєцов Михайло Михайлович, Білобров Юрій Миколайович, Тунік Олександр Олексійович, Вольвач Олександр Євгенійович
МПК: B23D 15/00
Мітки: різання, ножиці, матеріалу, листового
Формула / Реферат:
1. Ножиці для різання листового матеріалу, що містять станину з опорною балкою і встановлені на цій станині нерухомий ніж з прямолінійною різальною крайкою і рухомий ніж з дугоподібною різальною крайкою, що взаємодіє з вільно встановленим на верхній поверхні цього ножа котком, які відрізняються тим, що вони оснащені розташованим на опорній балці мотор-редуктором з привідними зубчастими колесами і каретками, зв'язаними з котком, причому...
Попередній патент: Пристрій для шліфування насіння
Наступний патент: Станина преса
Випадковий патент: Спосіб багатокомпонентного лікування хворих на дитячий церебральний параліч за методом в.і. козявкіна