Пристрій для введення ультрадисперсних порошків в розплав металу
Номер патенту: 37230
Опубліковано: 25.11.2008
Автори: Лабінцев Олексій Миколайович, Живченко Володимир Семенович, Антонов Віктор Васильович
Формула / Реферат
Пристрій для введення ультрадисперсних порошків в розплав металу, що розташований в донній частині ковша, який відрізняється тим, що для введення ультрадисперсного порошку застосовується пристрій, складений з стрічково-капілярних секцій, у яких капіляри арматурного шару виконані конусно з кутом розкриття 1¸10° і мають потовщення з боку введення порошків.
Текст
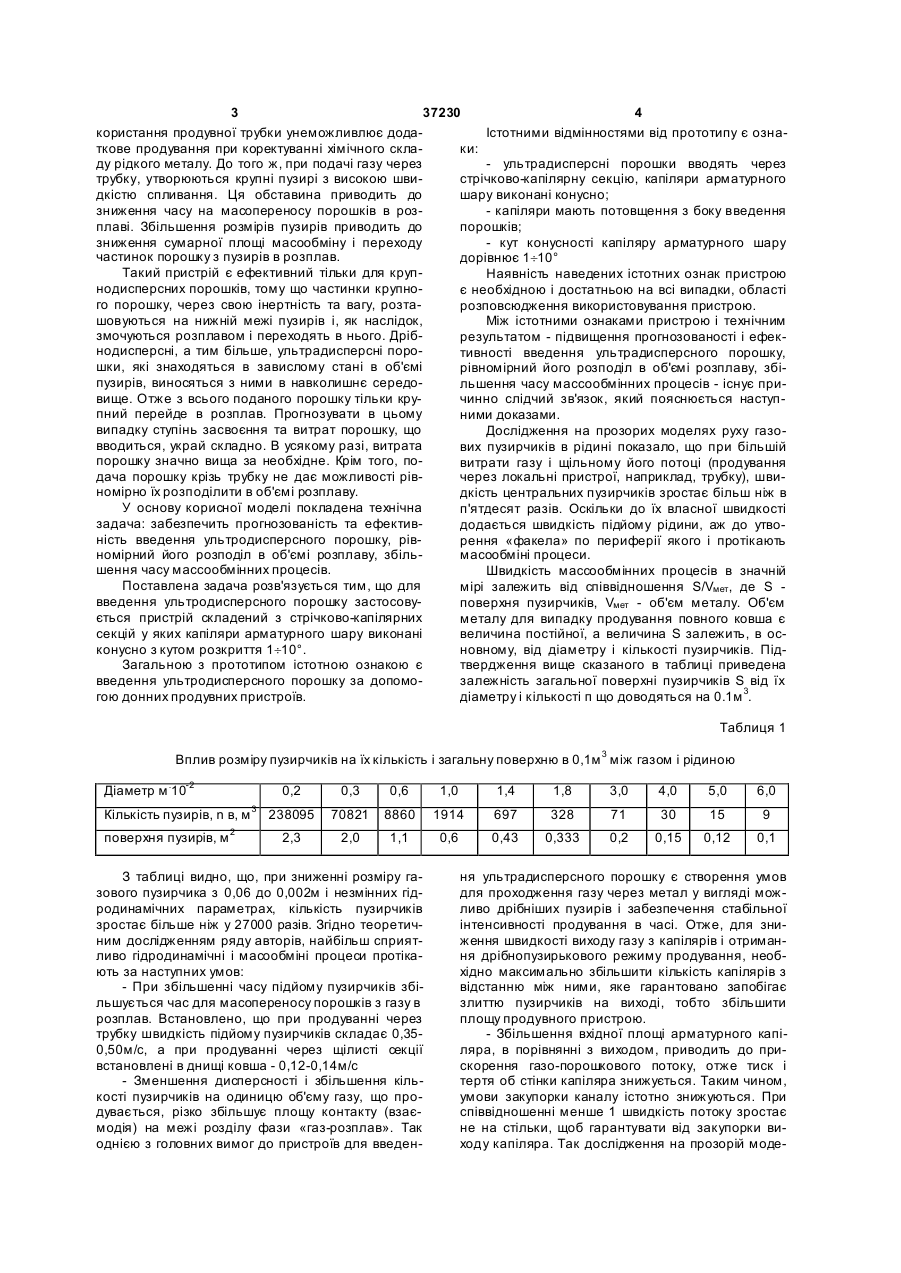
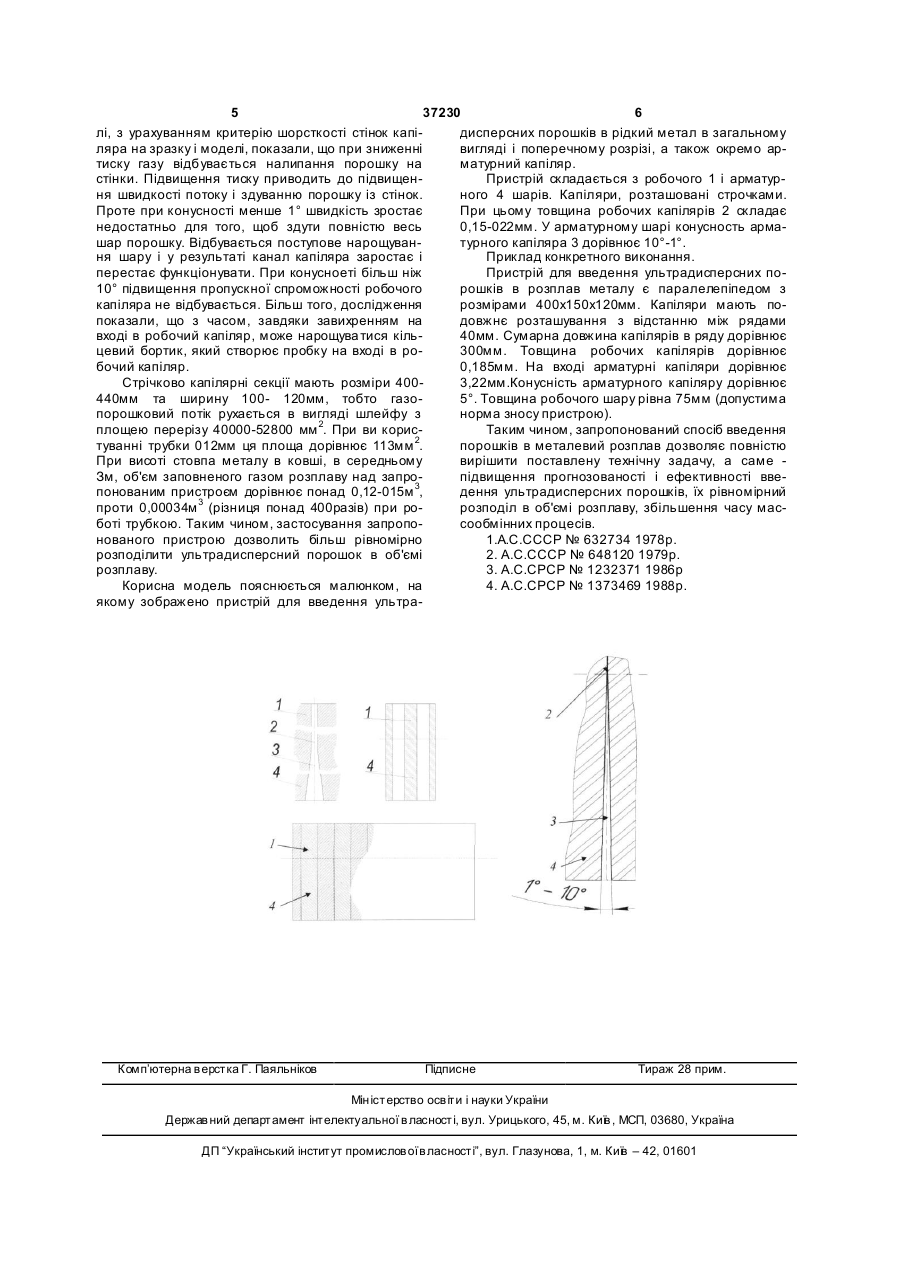
Пристрій для введення ультрадисперсних порошків в розплав металу, що розташований в донній частині ковша, який відрізняється тим, що для введення ультрадисперсного порошку застосовується пристрій, складений з стрічковокапілярних секцій, у яких капіляри арматурного шару виконані конусно з кутом розкриття 1¸10° і мають потовщення з боку введення порошків. (19) (21) u200806140 (22) 12.05.2008 (24) 25.11.2008 (46) 25.11.2008, Бюл.№ 22, 2008 р. (72) ЖИВЧЕНКО ВОЛОДИМИР СЕМЕНОВИЧ, UA, АНТОНОВ ВІКТОР ВАСИЛЬОВИЧ, U A, ЛАБІНЦЕВ ОЛЕКСІЙ МИКОЛАЙОВИЧ, U A (73) ЖИВЧЕНКО ВОЛОДИМИР СЕМЕНОВИЧ, U A 3 37230 4 користання продувної трубки унеможливлює додаІстотними відмінностями від прототипу є ознаткове продування при коректуванні хімічного склаки: ду рідкого металу. До того ж, при подачі газу через - ультрадисперсні порошки вводять через трубку, утворюються крупні пузирі з високою швистрічково-капілярну секцію, капіляри арматурного дкістю спливання. Ця обставина приводить до шару виконані конусно; зниження часу на масопереносу порошків в роз- капіляри мають потовщення з боку введення плаві. Збільшення розмірів пузирів приводить до порошків; зниження сумарної площі масообміну і переходу - кут конусності капіляру арматурного шару частинок порошку з пузирів в розплав. дорівнює 1¸10° Такий пристрій є ефективний тільки для крупНаявність наведених істотних ознак пристрою нодисперсних порошків, тому що частинки крупноє необхідною і достатньою на всі випадки, області го порошку, через свою інертність та вагу, розтарозповсюдження використовування пристрою. шовуються на нижній межі пузирів і, як наслідок, Між істотними ознаками пристрою і технічним змочуються розплавом і переходять в нього. Дрібрезультатом - підвищення прогнозованості і ефекнодисперсні, а тим більше, ультрадисперсні поротивності введення ультрадисперсного порошку, шки, які знаходяться в завислому стані в об'ємі рівномірний його розподіл в об'ємі розплаву, збіпузирів, виносяться з ними в навколишнє середольшення часу массообмінних процесів - існує привище. Отже з всього поданого порошку тільки кручинно слідчий зв'язок, який пояснюється наступпний перейде в розплав. Прогнозувати в цьому ними доказами. випадку ступінь засвоєння та витрат порошку, що Дослідження на прозорих моделях руху газовводиться, украй складно. В усякому разі, витрата вих пузирчиків в рідині показало, що при більшій порошку значно вища за необхідне. Крім того, повитрати газу і щільному його потоці (продування дача порошку крізь трубку не дає можливості рівчерез локальні пристрої, наприклад, трубку), швиномірно їх розподілити в об'ємі розплаву. дкість центральних пузирчиків зростає більш ніж в У основу корисної моделі покладена технічна п'ятдесят разів. Оскільки до їх власної швидкості задача: забезпечить прогнозованість та ефективдодається швидкість підйому рідини, аж до утвоність введення ультродисперсного порошку, ріврення «факела» по периферії якого і протікають номірний його розподіл в об'ємі розплаву, збільмасообміні процеси. шення часу массообмінних процесів. Швидкість массообмінних процесів в значній Поставлена задача розв'язується тим, що для мірі залежить від співвідношення S/Vмет, де S введення ультродисперсного порошку застосовуповерхня пузирчиків, Vмет - об'єм металу. Об'єм ється пристрій складений з стрічково-капілярних металу для випадку продування повного ковша є секцій у яких капіляри арматурного шару виконані величина постійної, а величина S залежить, в осконусно з кутом розкриття 1¸10°. новному, від діаметру і кількості пузирчиків. ПідЗагальною з прототипом істотною ознакою є твердження вище сказаного в таблиці приведена введення ультродисперсного порошку за допомозалежність загальної поверхні пузирчиків S від їх гою донних продувних пристроїв. діаметру і кількості п що доводяться на 0.1м 3. Таблиця 1 Вплив розміру пузирчиків на їх кількість і загальну поверхню в 0,1м 3 між газом і рідиною Діаметр м .10-2 0,2 Кількість пузирів, n в, м поверхня пузирів, м 2 3 0,3 0,6 1,0 1,4 1,8 3,0 4,0 5,0 6,0 238095 70821 8860 1914 697 328 71 30 15 9 2,3 2,0 1,1 0,6 0,43 0,333 0,2 0,15 0,12 0,1 З таблиці видно, що, при зниженні розміру газового пузирчика з 0,06 до 0,002м і незмінних гідродинамічних параметрах, кількість пузирчиків зростає більше ніж у 27000 разів. Згідно теоретичним дослідженням ряду авторів, найбільш сприятливо гідродинамічні і масообміні процеси протікають за наступних умов: - При збільшенні часу підйому пузирчиків збільшується час для масопереносу порошків з газу в розплав. Встановлено, що при продуванні через трубку швидкість підйому пузирчиків складає 0,350,50м/с, а при продуванні через щілисті секції встановлені в днищі ковша - 0,12-0,14м/с - Зменшення дисперсності і збільшення кількості пузирчиків на одиницю об'єму газу, що продувається, різко збільшує площу контакту (взаємодія) на межі розділу фази «газ-розплав». Так однією з головних вимог до пристроїв для введен ня ультрадисперсного порошку є створення умов для проходження газу через метал у вигляді можливо дрібніших пузирів і забезпечення стабільної інтенсивності продування в часі. Отже, для зниження швидкості виходу газу з капілярів і отримання дрібнопузирькового режиму продування, необхідно максимально збільшити кількість капілярів з відстанню між ними, яке гарантовано запобігає злиттю пузирчиків на виході, тобто збільшити площу продувного пристрою. - Збільшення вхідної площі арматурного капіляра, в порівнянні з виходом, приводить до прискорення газо-порошкового потоку, отже тиск і тертя об стінки капіляра знижується. Таким чином, умови закупорки каналу істотно знижуються. При співвідношенні менше 1 швидкість потоку зростає не на стільки, щоб гарантувати від закупорки виходу капіляра. Так дослідження на прозорій моде 5 37230 6 лі, з урахуванням критерію шорсткості стінок капідисперсних порошків в рідкий метал в загальному ляра на зразку і моделі, показали, що при зниженні вигляді і поперечному розрізі, а також окремо артиску газу відбувається налипання порошку на матурний капіляр. стінки. Підвищення тиску приводить до підвищенПристрій складається з робочого 1 і арматурня швидкості потоку і здуванню порошку із стінок. ного 4 шарів. Капіляри, розташовані строчками. Проте при конусності менше 1° швидкість зростає При цьому товщина робочих капілярів 2 складає недостатньо для того, щоб здути повністю весь 0,15-022мм. У арматурному шарі конусность армашар порошку. Відбувається поступове нарощувантурного капіляра 3 дорівнює 10°-1°. ня шару і у результаті канал капіляра заростає і Приклад конкретного виконання. перестає функціонувати. При конусноеті більш ніж Пристрій для введення ультрадисперсних по10° підвищення пропускної спроможності робочого рошків в розплав металу є паралелепіпедом з капіляра не відбувається. Більш того, дослідження розмірами 400х150х120мм. Капіляри мають попоказали, що з часом, завдяки завихренням на довжнє розташування з відстанню між рядами вході в робочий капіляр, може нарощува тися кіль40мм. Сумарна довжина капілярів в ряду дорівнює цевий бортик, який створює пробку на вході в ро300мм. Товщина робочих капілярів дорівнює бочий капіляр. 0,185мм. На вході арматурні капіляри дорівнює Стрічково капілярні секції мають розміри 4003,22мм.Конусність арматурного капіляру дорівнює 440мм та ширину 100- 120мм, тобто газо5°. Товщина робочого шару рівна 75мм (допустима порошковий потік рухається в вигляді шлейфу з норма зносу пристрою). площею перерізу 40000-52800 мм 2. При ви корисТаким чином, запропонований спосіб введення туванні трубки 012мм ця площа дорівнює 113мм 2. порошків в металевий розплав дозволяє повністю При висоті стовпа металу в ковші, в середньому вирішити поставлену технічну задачу, а саме Зм, об'єм заповненого газом розплаву над запропідвищення прогнозованості і ефективності ввепонованим пристроєм дорівнює понад 0,12-015м 3, дення ультрадисперсних порошків, їх рівномірний проти 0,00034м 3 (різниця понад 400разів) при ророзподіл в об'ємі розплаву, збільшення часу масботі трубкою. Таким чином, застосування запропосообмінних процесів. нованого пристрою дозволить більш рівномірно 1.А.С.СССР № 632734 1978р. розподілити ультрадисперсний порошок в об'ємі 2. А.С.СССР № 648120 1979р. розплаву. 3. А.С.СРСР № 1232371 1986р Корисна модель пояснюється малюнком, на 4. А.С.СРСР № 1373469 1988р. якому зображено пристрій для введення ультра Комп’ютерна в ерстка Г. Паяльніков Підписне Тираж 28 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for introduction of superdispersed powders into metal
Автори англійськоюZhyvchenko Volodymyr Semenovych, Antonov Viktor Vasyliovych, Labintsev Oleksii Mykolaiovych
Назва патенту російськоюУстройство для введения ультрадисперсных порошков в расплав металла
Автори російськоюЖивченко Владимир Семенович,Антонов Виктор Васильевич, Лабинцев Алексей Николаевич
МПК / Мітки
МПК: C21C 7/00, B22D 41/02
Мітки: металу, введення, розплав, порошків, пристрій, ультрадисперсних
Код посилання
<a href="https://ua.patents.su/3-37230-pristrijj-dlya-vvedennya-ultradispersnikh-poroshkiv-v-rozplav-metalu.html" target="_blank" rel="follow" title="База патентів України">Пристрій для введення ультрадисперсних порошків в розплав металу</a>
Пристрій для введення інертного газу в металевий розплав
Номер патенту: 5935
Опубліковано: 15.03.2005
Автори: Семикопенко Григорій Григорович, Живченко Володимир Семенович
МПК: C21C 7/06
Мітки: металевій, розплав, газу, пристрій, введення, інертного
Формула / Реферат:
1. Пристрій для введення інертного газу в металевий розплав, що містить металевий кожух, футерівку стін, футерівку днища, що складається з арматурного, робочого шарів і газорозподільного шару, що знаходиться в поглибленні арматурного шару днища, який відрізняється тим, що між днищем поглиблення і газорозподільним шаром додатково розташований газонепроникний короб, у якому шар виконаний з вогнетривкого матеріалу, товщиною менше арматурного...
Пристрій для введення інертного газу в металевий розплав
Номер патенту: 18703
Опубліковано: 15.11.2006
Автор: Семикопенко Григорій Григорович
МПК: C21C 7/06
Мітки: введення, металевій, пристрій, розплав, інертного, газу
Формула / Реферат:
1. Пристрій для введення інертного газу в металевий розплав, що містить металевий кожух, футерівку стін та днища, яка складається з арматурного, робочого шарів та газорозподільного шару, що знаходиться в поглибленні арматурного шару днища, між днищем поглиблення та газорозподільним шаром встановлений газонепроникний короб, на дні якого розміщений шар вогнетривкого матеріалу з маяками, газорозподільний пристрій, який зверху виходить до...
Пристрій для введення реагентів в розплав металу і його перемішування (варіанти)
Номер патенту: 63423
Опубліковано: 10.05.2007
Автори: Чепель Сергій Миколайович, Найденко Володимир Вікторович, Звездін Олександр Опанасович, Граненко Юлія Юріївна
МПК: C22B 9/10, C22B 9/00, C21C 7/00
Мітки: введення, розплав, металу, реагентів, пристрій, варіанти, перемішування
Формула / Реферат:
1. Пристрій для введення реагентів в розплав металу і його перемішування, який включає вертикальну опору, що має можливість зворотно-поступального руху у вертикальному напрямку, на нижньому кінці якої концентрично розміщений і жорстко закріплений струминно-вихровий змішувач, що є контейнером зі стінками з металу, який є основою розплаву, або з металів, що входять в склад розплаву, завантаженим розміщеними в ньому пошарово реагентами з...
Спосіб введення реагентів в розплав, перемішування розплаву металу і пристрій для його здійснення
Номер патенту: 53484
Опубліковано: 15.01.2003
Автори: Найдек Володимир Леонтійович, Савченко Юрій Миколайович, Найденко Володимир Вікторович, Чепель Сергій Миколайович, Звездін Олександр Опанасович
МПК: C22B 9/00, C22B 9/10, C21C 7/00, C21C 7/04, C21C 7/06
Мітки: здійснення, розплаву, введення, металу, спосіб, перемішування, пристрій, розплав, реагентів
Формула / Реферат:
1. Спосіб введення реагентів в розплав металу і його перемішування, що включає пошарове розміщення дозованої кількості реагентів в контейнері, конструкційні елементи якого виконані з матеріалу на основі одного чи кількох компонентів металевого розплаву, занурювання завантаженого контейнера в розплав і витримування його там до розплавлення реагентів з одночасним перемішуванням розплаву реактивними газо-рідинними струменями, які витікають з...
Спосіб введення реагентів в розплав і перемішування розплаву металу та пристрій для його здійснення
Номер патенту: 68011
Опубліковано: 15.07.2004
Автори: Звездін Олександр Опанасович, Чепель Сергій Миколайович, Тарасевич Микола Іванович, Мельник Сергій Григорович, Найденко Володимир Вікторович
МПК: C21C 7/06, C22B 9/00, C21C 7/00, C21C 7/04, C22B 9/10
Мітки: здійснення, реагентів, введення, розплав, пристрій, розплаву, металу, перемішування, спосіб
Формула / Реферат:
1. Спосіб введення реагентів в розплав металу і його перемішування шляхом введення робочого тіла у вигляді струминно-вихрового змішувача, що включає пошарове, у формі коаксіально розташованих груп кільцевих елементів, розміщення дозованої кількості реагентів в контейнері робочого тіла, конструкційні елементи якого виконані з матеріалу на основі одного чи кількох компонентів металевого розплаву, примусове занурення заповненого контейнера в...
Попередній патент: Ділянка різання прокату, що рухається
Наступний патент: Перетворювач змінної напруги в постійну
Випадковий патент: Потокова лінія для транспортування гарячекатаних рулонів від барабана до складу готової продукції